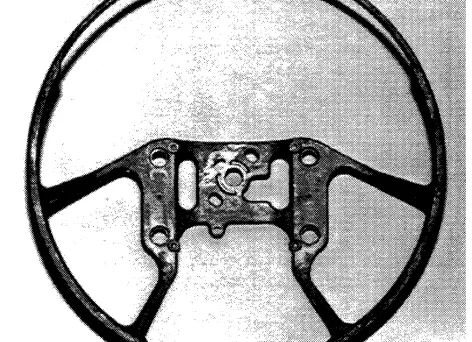
user 05/14/2025 Aluminium-J , automotive-J , Technical Data-J Alloying elements , aluminum alloy , aluminum alloys , Aluminum Die casting , Applications , CAD , Die casting , Efficiency , High pressure die casting , 금형 , 알루미늄 다이캐스팅 , 자동차 산업 この紹介論文は、「SAE International (Reprinted from: Developments in Aluminum Use for Vehicle Design (SP-1164))」によって発行された論文「The Design of an Experiment to Choose an Aluminum Die Casting Alloy for Energy Absorbing Automotive Components」に基づいています。 1. 概要: 2. 抄録: エネルギー吸収特性を必要とする部品としてステアリングホイールを対象とし、部品サプライヤー、ダイカストメーカー、アルミニウムサプライヤーからなる開発チームが、適切なアルミニウム合金の開発を目的として結成されました。部品に求められる機械的特性の概要が示され、研究対象となるアルミニウム合金系が選定されました。機械的特性および鋳造特性に影響を与える可能性が最も高い合金元素を検討した後、8種類の合金バリアントと、それらがダイカスト試験片の鋳放し状態の特性に及ぼす影響を試験するための実験が設計されました。試験片は3つの異なる研究所で試験され、その結果を用いて合金元素とその相互作用の影響が決定されました。データは、鋳放し状態で205 MPa (30 ksi)のUltimate tensile strength、105 MPa (15 ksi)の0.2% yield strength、および15%のelongationを超える能力を持つ、鋳造可能なアルミニウム-マグネシウム合金の適合性を裏付けました。本稿では、実験計画、合金製造、鋳造条件、そして優先合金の選択に至る結果の解釈について述べます。 3. 緒言: 乗用車のエネルギー効率向上のための国家的関心が高まる一方で、車両サイズの縮小や装備の削減を受け入れる傾向がないため、車体およびシャシー重量を削減するための経済的な軽量エネルギー吸収部品の明白なニーズがあります。軽合金、ダイカスト薄肉部品は所望の軽量化をもたらしますが、部品の経済性と機械的特性を考慮する必要があり、これらは合金の選択と使用される鋳造プロセスによって決定されます。マグネシウム合金は最良の軽量化のための選択肢となりますが、市場が拡大するにつれて、マグネシウムの選択は供給と価格の安定性に大きく依存するようになります。その結果、アルミニウムが強力な競争相手となります。一般的に使用されるアルミニウムダイカスト合金は、鋳放し状態での延性がかなり劣っており、Aluminum Association (AA) 合金 364.0, 443.0, 515.0, および 518.0 のみが7.5%を超えるelongationを示します。本研究は、Delphi
Read More
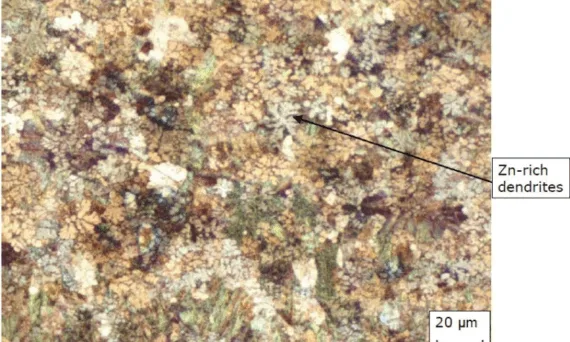
user 05/14/2025 Aluminium-J , Technical Data-J Alloying elements , aluminum alloy , Applications , CAD , Die casting , Die Casting Congress , Heat Sink , Mechanical Property , Microstructure , 금형 本紹介論文は、「NADCA 2015 Die Casting Congress & Exposition (North American Die Casting Association)」により発行された論文「The High Fluidity (HF) Zinc Alloy: Process-Property and Ageing Characteristics」に基づいています。 1. 概要: 2. 抄録: 2005年から2014年にかけて、米国エネルギー省およびNADCA技術管理グループからの資金提供により、新しい高流動性亜鉛ダイカスト合金が開発されました。この合金は、標準規格ASTM B989に従って商業生産に入り、0.4mmから3mmの肉厚で使用されています。本論文では、機械的特性と最も重要なダイカストプロセス変数との関係を肉厚と共に記述します。また、室温時効と人工時効の両方が機械的特性に及ぼす影響についても記述し、その挙動を従来の亜鉛ダイカスト合金について以前に開発された結果と比較します。 3. 序論: 亜鉛-4%アルミニウム組成をベースとする従来の亜鉛ホットチャンバーダイカスト合金は、他の多くの競合する鋳造材料やプロセスでは達成できない1mm(0.04インチ)未満の薄肉で、大小さまざまな部品を鋳造するために使用されてきました。ここ数年、亜鉛-4.5%アルミニウム組成をベースとするHF合金は、従来の合金よりも高い鋳造流動性を示すことが示され、0.25mm(0.01インチ)という薄肉の部品製造に使用されてきました。他のほとんどの合金と同様に、HF合金は、合金元素の溶解度が一次固相よりも液体溶湯中ではるかに高いため、鋳造物が凝固した後に時効効果を受けることが予想されます。特に亜鉛合金は、他の合金系と比較して融点が低いため、室温で時効する能力を持っています。この時効は、過飽和状態にある一次相から既存の第二相または新しい相の生成へと合金元素が拡散することに基づいていることが知られています。拡散が起こる速度は、さまざまな固相間の合金元素の濃度勾配、およびこれらの相の濃度中心間の距離に依存します。過去の研究では、従来の亜鉛合金における時効現象の詳細が示されています。¹,² 本研究プロジェクトの目的は、本論文に初期結果が記述されており、一般的なダイカストプロセス変数がHF合金の機械的特性に及ぼす影響、ならびに自然時効および人工時効の両方の影響を調べることです。 4. 研究の概要: 研究トピックの背景: 従来の亜鉛ホットチャンバーダイカスト合金(Zn-4%Al)は薄肉鋳造が可能ですが、高流動性(HF)合金(Zn-4.5%Al)はさらに高い鋳造流動性を示し、0.25mmという薄肉を可能にします。他の合金と同様に、HF合金は、液体溶湯中の合金元素の溶解度が固相中よりも高いために時効を起こし、過飽和一次相から第二相への拡散、または新しい相の生成を引き起こします。亜鉛合金は室温で時効することで知られています。 従来の研究状況: 従来の研究(References 1, 2)では、従来の亜鉛合金における時効現象が詳細に記述されています。本研究は、より新しいHF合金に焦点を当てることで、その理解を深めるものです。 研究の目的: 主な目的は、一般的なダイカストプロセス変数(肉厚、ゲート速度、金型温度など)がHF合金の機械的特性に及ぼす影響を調べることです。さらに、本研究は、自然(室温)時効と人工時効の両方がこれらの特性に及ぼす影響を調査することを目的としています。 研究の核心: 本研究は、HF亜鉛合金のプロセス-特性関係および時効特性を調査します。これには以下が含まれます。 5. 研究方法論 研究デザイン: 実験計画法(DOE)アプローチを採用し、特にStat-EaseによるDesign-Expert 7を適用して、鋳造回数を最小限に抑えました。DOEには、肉厚1.5mm、金型温度160°C、ゲート速度40m/sのセンターポイント条件が含まれていました。平板試験片は、0.4、0.8、1.5、および3mmの厚さで高圧ダイカストされました。 データ収集および分析方法: 研究トピックと範囲: 6. 主要な結果: 主要な結果: 図のリスト: 7.
Read More
user 05/12/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , CFD , Die casting , High pressure die casting , Review , Salt Core , 金型 , 자동차 本稿は、「The 13th OpenFOAM Workshop (OFW13), June 24-29, 2018, Shanghai, China」にて発表された論文「TOWARDS THE MODELING OF FLUID-STRUCTURE INTERACTIVE LOST CORE DEFORMATION IN HIGH-PRESSURE DIE CASTING」を基に作成されています。 1. 概要: 2. アブストラクト: 本稿では、高圧ダイカスト(HPDC)プロセスにおける消失塩コアの流体構造連成(FSI)をシミュレーションするための数値モデルの開発と検証について詳述する。OpenFOAM C++ツールボックスを利用し、圧縮性二相流(溶融金属と空気)と変形可能な固体コアとの相互作用を扱うために、fsiFoamソルバーフレームワーク内に新しいソルバークラスFSI::compInterFluidを実装した。このソルバーは標準的なOpenFOAMソルバーと比較してベンチマーク評価された。その後、このモデルは単純化された鋳造形状における塩コアの変形をシミュレーションするために適用され、その結果はコアの変形を示し、溶湯によって加えられる力に関する洞察を提供した。これらのシミュレーション結果は、実際のダイカスト試験から得られた実験データと比較検証され、同等のコア変形を示し、HPDCにおける消失塩コア使用の実現可能性を評価するモデルの潜在能力を確認した。 3. 緒言: 高圧ダイカスト(HPDC)は、自動変速機ハウジングやギアボックス部品などの自動車部品を大量かつ低コストで製造するための重要なプロセスである[1, 2]。HPDCでは、液体金属(通常はアルミニウムまたはマグネシウム)が複雑なゲートおよびランナーシステムを介して、高速(通常50~100 m/s)かつ高圧(最大100 MPa)で金型に射出される。アンダーカットや中空部(例:冷却用またはオイルフローチャネル用)を作成するために消失塩コアを使用することは、現在まで困難であることが証明されている[3, 4, 5, 6]。消失コアの材料として塩を使用するというアイデアは、機械メーカーや自動車会社によって提案されている[7, 8]。これが実際に実行可能かどうかを判断する1つの方法は、数値シミュレーションを用いることである[9]。本稿は、HPDCプロセス中の流体構造連成によるこのような消失コアの変形をモデリングすることに焦点を当てる。 4. 研究の概要: 研究トピックの背景: 本研究は、自動車部品製造に不可欠なプロセスである高圧ダイカスト(HPDC)を背景としている。鋳造部品に複雑な内部形状を作成するために消失塩コアを使用することに対する産業界の関心があり、これによりエンジニアの設計自由度が向上する可能性がある。しかし、過酷なHPDC環境での塩コアの成功裏な実装は、大きな課題に直面している。 従来の研究状況: 従来の研究や産業界の経験によれば、HPDCプロセス内で消失塩コアを使用することは困難であった[3]。塩コアを使用するというアイデアは提案されているものの[7, 8]、鋳造条件下でのその挙動を理解することが重要である。数値シミュレーションは、消失塩コアの実現可能性を評価するための重要なツールとして提案されている[9]。 研究の目的: 本研究の主な目的は、高圧ダイカスト中の消失塩コアの流体構造連成による変形をシミュレーションできる数値モデルを開発し、検証することである。これには、二相流体の複雑な物理現象と変形可能なコアとの相互作用を正確に捉えることができるソルバーの作成が含まれる。 研究の核心: 本研究の核心は、溶融金属と空気の二相流と変形可能な塩コアとの相互作用をモデリングすることである。これには、この流体構造連成(FSI)問題に適したOpenFOAMフレームワーク内の特定のソルバークラスFSI::compInterFluidの開発が含まれる。また、この新しいソルバーのベンチマーク評価と、シミュレーション結果を実験的なダイカスト試験と比較検証するプロセスも含まれる。 5. 研究方法論 研究計画: 本研究は以下のいくつかの段階で計画された: データ収集および分析方法: 流体側モデリング:溶融金属と空気の二相流は、VOF(Volume
Read More
user 05/11/2025 Aluminium-J , heat sink-J aluminum alloy , aluminum alloys , CAD , Die casting , Die casting Design , Efficiency , Heat Sink , STP , 금형 , 알루미늄 다이캐스팅 本稿は、「Journal of the Korea Academia-Industrial cooperation Society」発行の論文「Heat Analysis for Heat Sink Design Using Finite Element Method」を基に作成されたハンドブックレベルの解説資料です。 1. 概要: 2. Abstract: LEDは低炭素グリーンエネルギーの照明部品として脚光を浴びています。LEDは環境に優しく、効率的で耐久性がありますが、供給電力の80%が熱エネルギーに変換されるため、極端な温度上昇は耐久性を低下させる可能性があります。温度上昇はLED素子の寿命に影響を与えるため、放熱システムは重要です。そこで本論文では、LED電球のヒートシンク形状について熱解析を行い、最適性能を得るための温度制御システムを製品に適用しました。 3. Introduction: LEDは、低炭素グリーンエネルギー時代における照明器具として注目されています。環境調和性、高いエネルギー効率、長寿命といった利点を有しますが、供給電力の80%以上が熱エネルギーに変換されるため、温度上昇が避けられず、これがLED素子の寿命に悪影響を及ぼすため、放熱システムの重要性が増しています。本論文では、ダイカスト製造法を考慮したLED電球用ヒートシンクの様々な形状について熱解析を行い、放熱システムの効率性を分析します。ヒートシンクの製造方法としては、直接押出法とダイカスト法が広く用いられていますが、本研究では特にダイカスト法に適した設計に焦点を当てています。 4. 研究の要約: 研究テーマの背景: LEDは高効率・長寿命である一方、入力エネルギーの約80%が熱に変換されるため、相当量の熱を発生します。この熱はLED照明装置の接合部温度を上昇させ、効果的に放熱されない場合、熱過負荷によるワイヤ断線、層間剥離、はんだペースト接合不良、エポキシ樹脂の黄変などを引き起こし、最終的にLEDの故障や寿命低下につながります[1,2]。したがって、ヒートシンクによる効果的な熱管理が不可欠です。 従来の研究状況: 冷却フィンを用いた受動的放熱技術は、LED電球において広く採用されている技術です。ヒートシンクの一般的な製造方法には、直接押出法とダイカスト法があります。直接押出法では均一な断面のフィンを持つヒートシンクが製造されるのに対し、ダイカスト法では様々な断面やより複雑な形状のヒートシンクの製造が可能です[Fig. 1]。本研究では、G.Liebyによって報告された[7]、[Table 1]に示すようなアルミニウムダイカスト製品の最小肉厚などのダイカストの原理を活用しています。 研究の目的: 本研究の主な目的は、特にダイカスト製造の制約を考慮して設計されたLED電球用の様々なヒートシンク形状について熱解析を行うことです。これらのヒートシンク設計の放熱効果を分析し、LED電球に最適な熱性能を提供する形状を特定することを目標としています。 核心研究: 本研究の核心は、LED電球用の3種類の異なるヒートシンク底部設計(Type (a)、Type (b)、Type (c))に対して、有限要素法(FEM)を用いた過渡熱解析を実施することです。LED電球モデルは、LED素子、PCB、アルミニウムケース、ヒートシンクなどの部品で構成されています[Fig. 3]。ヒートシンクの設計はPro-engineerソフトウェアを用いてモデル化され[Fig. 4]、ダイカストで適用可能な最小肉厚が考慮されています[Table 1]。本研究では、シミュレーションされた動作条件下でのLED素子およびヒートシンクの温度分布を評価し、それらの熱性能を比較します。 5. 研究方法論 研究設計: 本研究では、LED電球用の3つの異なるヒートシンク底部設計([Fig. 4]に示すType (a)、Type (b)、Type (c))の比較分析を行いました。熱平衡状態に達するまでの時間経過に伴う温度変化を観察するために、過渡熱解析を実施しました。ヒートシンクは、ダイカスト製造原理、特にアルミニウム合金の最小肉厚に基づいて設計されました[Table 1]。 データ収集及び分析方法: [Fig. 3]に示すLED電球の構造は、ガラスキャップ、16個のLED素子、PCB、アルミニウムケース、ヒートシンク底部および上部、ソケットから構成されています。これらの構成要素は、Pro-engineerを使用して3Dモデル化されました。アルミニウム、銅、ポリカーボネート、ガラス、GaNの材料特性は、[Table 3]および[Table
Read More
user 05/08/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , ANOVA , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , temperature field , 금형 , 자동차 산업 本紹介論文は、「Mälardalen University Press Licentiate Theses」によって発行された論文「OPTIMIZATION PRODUCT PARTS IN HIGH PRESSURE DIE CASTING PROCESS」に基づいています。 1. 概要: 2. アブストラクト: 本論文は、統計ツールを用いた実験的観察と数値シミュレーションにより、A380合金の高圧ダイカスト(HPDC)における金型温度の最適化について述べるものです。本研究の目的は、これらの欠陥の発生を最小限に抑え、それによって欠陥のない部品の生産を最大化するための最適な金型温度を決定することです。 HPDCでは、溶融金属が高速(アルミニウム合金の場合40-60 m/s)で金型に射出されます。金型温度は、不良部品の発生率に重要な役割を果たします。したがって、非常に複雑な形状を持つ自動車部品(EF7モーターのラダーフレーム)のHPDCにおける溶融金属の流動パターンを検討し、最適な金型温度を決定しました。 生産プロセスにおける欠陥は、表面欠陥、内部欠陥、寸法欠陥の3つのカテゴリーに分類されます。実験で生産されたサンプルは、存在する欠陥に応じて分類されました。 鋳造欠陥に影響を与えるもう1つの重要なパラメータは冷却速度です。金型温度は、初期段階と最終充填位置で測定されました。実験は、150°Cから250°Cの範囲の金型温度で行われました。その結果、初期段階と最終充填位置の間の金型内の溶融金属の温度差は20〜25°Cでした。 回帰、関係、最大値、最小値、相関、ANOVA、T検定、主成分分析(PCA)、記述統計などの統計ツールを使用して、ダイカスト実験からのデータの解釈を容易にしました。 プロセスの挙動を研究し、影響パラメータに関するより良い知識を得て、必要なパラメータを測定するために、いくつかのケーススタディを実行します。収集されたデータは、次の目的で利用されます。 ProCastソフトウェアを使用して流体の流れと凝固ステップをシミュレーションし、その結果は実験測定によって検証されました。この合金の最適な金型温度は200°C以上であることがわかりました。 実験結果の統計分析により、ラダーフレームのHPDCにおいて、210°Cから215°Cの金型温度範囲内で欠陥が最小化され、良品部品が最大化されることがわかりました。 3. 緒言 (はじめに): 高圧ダイカスト(HPDC)プロセスは、アルミニウム、マグネシウム、銅、亜鉛から部品を製造するために広く使用されている製造方法であり、金型への正確な適合性、良好な機械的特性、低コスト、複雑な形状の部品を製造できる能力などの利点があります。このプロセスは、自動車産業や航空宇宙産業を含む様々な産業で不可欠です。しかし、HPDC部品の品質は、溶湯温度、射出圧力、金型温度、部品の複雑さ、射出速度など、多くのパラメータに影響されます。本研究は、製造された部品の欠陥に対する金型温度の影響を調査することに焦点を当てています。部品の複雑化と最適化の必要性の高まりに伴い、数値解析手法は製造プロセスに関連する物理的問題を解決するための不可欠なツールとなりつつあり、従来の試行錯誤によるアプローチと比較して時間とコストを大幅に削減できます。本論文は、特にダイカストアルミニウム合金とその自動車産業への応用を取り上げ、鋳造形状、製造パラメータ、ダイカストプロセス構成要素間の関係を理解し最適化することで、廃棄物を削減し欠陥を最小限に抑えることを目的としています。 4. 研究の概要: 研究テーマの背景: 高圧ダイカスト(HPDC)は、A380アルミニウムなどの合金を使用し、特に自動車分野で複雑な金属部品を製造するための重要な製造プロセスです。このプロセスでは、溶融金属を高速・高圧で金型に射出します。HPDCはネットシェイプに近い形状での製造や良好な機械的特性といった利点がありますが、最終的な部品品質はプロセスパラメータに非常に敏感です。最適でない条件では欠陥が発生し、コスト増や廃棄物の原因となります。これらのパラメータ、特に金型温度を最適化することは、健全な鋳物を保証するために不可欠です。これらのパラメータ間の複雑な相互作用を理解し最適化するために、数値シミュレーションツールがますます利用されています。 先行研究の状況: 本研究は、HPDCプロセスの物理、凝固理論、および欠陥形成メカニズムに関する既存の知識体系に基づいています。核生成理論(例:古典的ギブスモデル、非古典的モデル)および凝固微細構造の発達に関する確立された理論が、研究の科学的基盤を形成しています。ProCastのような計算ツールを鋳造プロセスにおける流体の流れ、熱伝達、および凝固のシミュレーションに使用することは、十分に開発された分野です。本研究は、これらの確立された原理とツールを適用して、新たに設計された複雑な自動車部品(EF7エンジン用ラダーフレーム)の金型温度を最適化し、欠陥を最小限に抑えるという特定の課題に取り組みます。 研究の目的: 本研究の主な目的は、A380アルミニウム合金の高圧ダイカスト(HPDC)において、欠陥の発生を最小限に抑え、それによって良品部品の生産を最大化するための最適な金型温度を決定することです。具体的な目的は次のとおりです。 核心的研究: 本研究の核心は、HPDCプロセスによって製造されるA380アルミニウム合金自動車部品(EF7モーターのラダーフレーム)の金型温度最適化に関する包括的な調査です。これは、実験的観察と数値シミュレーションの組み合わせによって達成されました。実験は、金型温度(150℃から250℃)と溶湯温度を体系的に変化させながら、欠陥形成を監視することによって行われました。その複雑な形状のために選択されたラダーフレームが試験部品として使用されました。ProCastソフトウェアを使用した数値シミュレーションにより、流体の流れと凝固段階をモデル化し、その結果は実験測定によって検証されました。回帰分析、ANOVA、PCAなどの統計ツールを使用して実験データを分析し、最適なプロセス条件を特定しました。 5. 研究方法: 研究計画: 本研究では、実験と数値シミュレーションを組み合わせたアプローチを採用しました。実験は、工業用HPDC機(IDRA1600)を使用し、A380アルミニウム合金を用いて、EF7モーターの複雑な自動車部品である「ラダーフレーム」を製造する形で行われました。調査した主な変数は金型温度で、150℃から250℃の範囲とし、溶湯温度も監視・制御しました。ProCastソフトウェアを用いて、様々な条件下での金型充填および凝固プロセスをモデル化する数値シミュレーションを実施しました。その後、シミュレーション結果の精度と信頼性を確保するために、実験測定によって検証を行いました。 データ収集・分析方法: データ収集には、初期段階と最終充填位置での金型温度の測定、およびダイ入口(射出開始時)とダイ出口(射出終了時)での溶湯温度の測定が含まれました。信頼性を確保するために各条件で3回の繰り返し実験を行い、合計800回の実験を実施しました。欠陥部品を特定し、X線検査、三次元測定機(CMM)、金属組織検査、目視検査などの様々な分析手法を用いて欠陥の種類(表面、内部、寸法)を決定しました。データ分析は、回帰、関係、最大値、最小値、相関、ANOVA、T検定、主成分分析(PCA)、記述統計などの一連の統計ツールを使用して行われました。ProCastソフトウェアは、流体の流れと凝固のシミュレーションに使用され、温度分布、充填パターン、および潜在的な欠陥箇所に関する洞察を提供しました。 研究課題と範囲: 本論文の範囲は、高圧ダイカスト法を用いて、複雑な形状で欠陥を最小限に抑えたA380アルミニウム合金製部品の製造に焦点を当てています。中心的な研究課題は、鋳造欠陥を最小限に抑えるための金型温度の最適化です。本研究は、非常に複雑な形状を持つ特定の自動車部品(ラダーフレーム)の品質に対する金型温度の影響を調査します。本研究は、実験結果をモデル化し、シミュレーション結果を経験的に確認するために、エンジニアリングProCastソフトウェアを使用した数値シミュレーションと実験作業を組み合わせています。また、ランナーやオーバーフローの位置などの設計パラメータと、金型温度や溶湯温度などの製造パラメータとの関係も探求します。 6. 主要な結果: 主要な結果: 本研究は、複雑なラダーフレーム部品において欠陥を最小限に抑え、A380アルミニウム合金のHPDCによる良品部品の生産を最大化するための最適な金型温度範囲を特定することに成功しました。 図のリスト: 7. 結論:
Read More
user 05/08/2025 Aluminium-J , Technical Data-J Alloying elements , aluminum alloy , aluminum alloys , Aluminum Casting , CAD , Casting Technique , Die casting , Efficiency , Mechanical Property , Microstructure 本稿は、「Technische Universität Darmstadt」より発行された論文「Influence of Zr, Cr and Sc alloying on the microstructure and mechanical properties of a Al-Mg-Si casting alloy」に基づいています。 1. 概要: 2. 抄録: 本研究では、Sc、Cr、Zrを添加した新しいAl-Mg-Si-Mn鋳造合金を開発し、その微細組織と機械的特性を調査した。Al-Mg-Si-Mn合金の示差走査熱量測定(DSC)により、共晶溶融温度が595℃であることが確認され、Cr、Zr、Scの添加は合金の凝固挙動を変化させなかった。Cr、Zr、Scの微量添加は、主にα-Al相とα-Al15(Mn,Fe)3Si2相から成る微細組織を本質的に変化させなかったが、層間間隔をわずかに変化させた。Scを含まない合金ではAl3ZrおよびAl7Cr金属間化合物が観察され、Scを含む合金ではAl3ScおよびAl3Zr相が観察された。Zr、Cr、Scは主に固溶体を強化した。微小硬度およびナノ硬度測定では、合金グループ内で一貫した傾向が示された。ZrまたはZr+Crの添加は、母材合金と比較して降伏強度および引張強度を大幅に増加させなかったが、Scの添加は引張特性を著しく向上させた。SZ11合金(Sc+Zr)は、S2(Scのみ)合金と同様の結果を示した。鋳造まま状態からの人工時効(T5)処理は、母材合金において析出硬化をもたらさなかった。Scを含まない合金は225℃でのT5処理に最もよく反応し、Scを含む合金は325℃でナノ分散したAl3Sc析出物により最大の効果を得た。高温溶体化処理(T6)は繊維状共晶の球状化を引き起こし、強度を低下させたが延性を向上させた。予想外に、HPDC合金はT6処理に対して延性の面で肯定的な反応を示した。 3. 緒言: 軽量Al合金は、輸送部門における省エネルギーと燃費向上のためにますます重要になっている。Al-Mg-Si系展伸材(6xxx系)は、時効硬化による優れた強度ポテンシャルにより広く使用されている。Al-Si系鋳造合金がアルミニウム鋳物の90%以上を占める一方で、Al-Mg-Si系鋳造合金はそれほど一般的ではないが、良好な鋳造性、耐食性、および鋳放し状態での機械的特性により、自動車および航空宇宙分野での利用が増加している。本論文の目的は、市販のMagsimal®59合金の機械的特性を、Sc、Cr、Zrの合金化によって改善することである。スカンジウム添加は、Al3Sc析出物の形成と結晶粒微細化により強度を大幅に向上させることが知られているが、その高コストが使用を制限している。ジルコニウムは加工性を向上させ、より安価であり、クロムは結晶粒構造制御と靭性向上のために使用される。主な目的は、Sc、Zr、Crを含むAl-Mg-Si合金に関する知識を深め、ScおよびZrの単独添加がAl-Mg-Si合金の微細組織と特性に及ぼす影響を調査し、Zrおよび/またはCrによるScの完全または部分的置換によって同様の機械的特性と析出挙動を得る可能性を探ることである。 4. 研究概要: 研究テーマの背景: アルミニウム合金は、特に輸送分野において、様々な産業で軽量化を実現し、燃料消費と排出物を削減するために不可欠である。熱処理性と良好な特性バランスで知られるAl-Mg-Si合金は、主に展伸材として使用されている。しかし、複雑な形状の製造能力と良好な機械的性能を組み合わせるために、高性能Al-Mg-Si鋳造合金、特に高圧ダイカスト(HPDC)用の合金開発への関心が高まっている。Zr、Cr、Scなどの元素による微量合金化によってこれらの合金を最適化することで、その微細組織と機械的特性を向上させることができる。 従来の研究状況: これまでの研究では、鋳放し状態で良好な機械的特性を示すMagsimal®59、Hydronalium 511、Aural11などの市販鋳造合金を含む、Al-Mg-Si系の利点が確立されている。Sc(大幅な強化、結晶粒微細化)、Zr(加工性向上、Al3Zr析出物)、Cr(結晶粒構造制御、靭性)のアルミニウム合金への個別添加の効果は、主に展伸材や他のAl合金系に関する研究から知られている。しかし、これらの元素を組み合わせた添加、特にSc置換に焦点を当てたAl-Mg-Si 鋳造 合金、とりわけHPDC材に関する包括的な研究は限られている。これらの複雑な多成分合金における相形成を理解するためには、熱力学的モデリングと相図計算が不可欠である。 研究目的: 本研究の主な目的は、スカンジウム(Sc)、ジルコニウム(Zr)、クロム(Cr)の系統的な合金化を通じて、市販のAl-Mg-Si鋳造合金(Magsimal®59)の機械的特性を改善することである。具体的な目的は以下の通りである。 核心研究: 本研究の核心は、Magsimal®59組成をベースに、Zr、Cr、Scを個別および組み合わせて系統的に添加した新しいAl-Mg-Si-Mn鋳造合金の開発と調査であった。これらの合金は高圧ダイカスト(HPDC)によって製造された。研究は以下に焦点を当てた。 5. 研究方法論 研究設計: 本研究は、合金元素Zr、Cr、ScがAl-Mg-Si-Mn母合金(市販のMagsimal®59)に及ぼす影響を系統的に調査するように設計された。これらの元素の濃度を個別に、または組み合わせて変化させた一連の実験合金が開発された(詳細はTable 3.6参照)。すべての合金は、工業的応用に適した条件を確保するために高圧ダイカスト(HPDC)を用いて製造された。本研究では、開発された合金を、鋳放し状態および様々な熱処理条件(T5およびT6)において母合金と比較した。 データ収集・分析方法: 研究テーマ・範囲: 本研究は、Al-Mg-Si-Mn鋳造合金、具体的にはMagsimal®59母材組成に、ジルコニウム(0.1-0.2 wt.%)、クロム(0.1-0.3 wt.%)、スカンジウム(0.1-0.2 wt.%)およびそれらの組み合わせ(例:Cr+Zr、Sc+Zr)を添加したものを対象とした。範囲は以下を含む。 6. 主な結果: 主な結果:
Read More
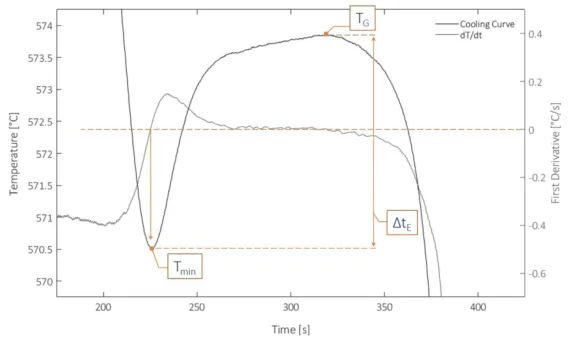
本紹介論文は、「La Metallurgia Italiana」によって発行された論文「Influence of Mg and Ti on both eutectic solidification and modifying efficiency in Sr-modified Al-7Si cast alloys」に基づいています。 1. 概要: 2. 抄録: マグネシウム(Mg)とチタン(Ti)は、市販のA356合金に常に存在する主要な合金元素であり、ストロンチウム(Sr)は共晶組織の良好な改質を達成するために一般的に添加されます。ほとんどの研究は市販のA356合金におけるストロンチウムの役割に焦点を当ててきましたが、マグネシウムとチタンがストロンチウムの改質効率と相互作用する可能性についてはほとんど注意が払われていませんでした。これらの観点から、本研究は、Sr改質Al-7Si、Al-7Si-0.4Mg、およびAl-7Si-0.4Mg-0.12Ti合金の微細組織進化に対するマグネシウムとチタンの影響を調査することを目的としています。共晶凝固経路におけるSrの役割を評価するために、冷却曲線分析と共晶シリコン粒子の定量的微細組織評価を組み合わせて実施しました。熱分析結果は、マグネシウムを含む合金がAl-7Si合金と比較して、共晶凝固の熱パラメータが5 °C以上大幅に低下することを示しています。一方、チタンは同じ凝固特性に対してわずかな影響しか及ぼさないようです。金属組織学的調査およびシリコン粒子のいくつかの幾何学的パラメータの関連する統計分析は、マグネシウムとチタンの存在が粒子の寸法と形態の両方の変化を誘発することを示しています。その結果、これらの実験結果は、チタンやマグネシウムなどの合金元素が冷却曲線から得られる熱パラメータに及ぼす影響を、熱分析を使用してストロンチウム改質効率を評価する際に考慮に入れる必要があることを示唆しています。 3. はじめに: Al-Si合金は、その軽量性、良好な鋳造性、低コスト、および凝固プロセスから生じる微細組織に依存する有利な機械的特性により、自動車および航空機鋳造部品の広大な多様に使用される主要なアルミニウム合金です。この点に関して、溶湯接種[1,2]、合金化[3]、および熱処理プロセスのパラメータ調整[4]による特性改善に関するかなりの量の研究が行われてきました。合金の凝固挙動を制御するために、熱分析(TA)は金属鋳造産業にとって効果的な技術であることが証明されています。この非破壊的かつ迅速なオンライン監視方法は、実際には、溶湯品質を評価し、鋳造前に処理パラメータを監視することを可能にします。TAは、結晶粒微細化および改質の程度[5,6]、一次相および共晶相の両方の凝固領域に関連する特性温度[7,8]、および金属間化合物形成[9]に関する情報を提供できます。共晶シリコン相の微細化と冷却曲線の関連する変化に関しては、この側面は文献で広範囲に調査されてきました。共晶成長温度の低下は、溶湯の改質レベルを評価するために使用されており、共晶相の熱的および微細組織的パラメータ間の相関を示唆しています[10]。対照的に、改質剤と合金元素間の相互作用およびそれがTA冷却曲線に及ぼす影響に焦点を当てた科学的研究は比較的不足しています[11,12]。 4. 研究の要約: 研究テーマの背景: マグネシウムとチタンは、市販のA356(Al-7Siベース)合金の一般的な合金元素であり、ストロンチウムはしばしば共晶改質のために添加されます。Srの役割はよく研究されていますが、MgとTiがSrの改質効率と相互作用する機構はあまり理解されていません。Al-Si合金の微細組織的および機械的特徴に対する合金元素の影響は十分に確立されており、TAは溶湯品質管理の効果的な手法として受け入れられつつあります。しかし、特に合金元素の相互作用を考慮したTAを介したSr改質効率の評価など、化学組成が冷却曲線パラメータに及ぼす影響については、これまでほとんど注意が払われていませんでした[11,34]。 従来の研究状況: 微細組織の制御、特にシリコン粒子のサイズと形態は、Al-Si合金の特性にとって重要です。化学的改質は、多くの場合ストロンチウムを用いて行われ、粗大な板状シリコンを微細な繊維状組織に変化させます[8,13,14]。マグネシウムは、Mg₂Siの析出を促進し、Al-Si鋳造合金の機械的特性を改善するために添加されます。いくつかの研究では、マグネシウム添加がシリコン粒子の改質レベルをわずかに増加させることが示唆されています[21]。さらに、ナトリウムまたはストロンチウムが存在しない場合でも、マグネシウムは粗大な層状から針状への形態変化を可能にしますが、繊維状組織は達成されず、したがって弱い改質効果を示します[11,22]。Al-Si合金の機械的特性を改善する別の方法は、一次アルミニウムの結晶粒サイズを小さくすることです。したがって、チタンの溶湯への添加は、その潜在的な結晶粒微細化効果のために一般的な鋳造所の慣行です[23]。これにもかかわらず、いくつかの最近の研究は、チタンが実際に一次アルミニウム相の結晶粒を微細化するが、二次デンドライトアーム間隔(SDAS)には有意な影響を与えず、したがって機械的特性のわずかな向上しかもたらさないことを示しています[7]。チタンの存在は、熱分析パラメータにもいくつかの影響を示します。Xuら[7]は、A357合金への0.2 wt.%から0.8 wt.%のチタン添加が、一次相特性温度の上昇と再輝の抑制を引き起こすことを報告しました。他の研究では、チタンが冷却曲線の共晶領域にも影響を与え、特性温度パラメータを低下させることが強調されています[24]。定量的微細組織調査に関しては、近年、合金元素と熱処理プロセスの両方の影響が、統計的アプローチと組み合わせた画像解析によって深められてきました。これらの点に関して、定量的画像解析とシリコン粒子分布に特に注意が払われています。Alexopoulosら[25]は、シリコン粒子サイズと平均伸びの間に相関関係を見出し、合金元素の添加がシリコン粒子のサイズ分布の変化に反映されると結論付けました。Tiryakioğlu[26]は、540 °Cでの異なる処理時間での溶体化処理を調査し、共晶シリコンのサイズとアスペクト比分布に対するそれらの影響を評価しました。特に、報告された研究では、3パラメータ対数正規分布が等価直径とアスペクト比の両方に最もよく適合することがわかっています[26]。そうでなければ、いくつかの研究では、異なる結晶粒微細化剤[27]、合金元素[22]、複合改質元素および凝固速度[8,28]の影響を、シリコン粒子の特性パラメータの平均値の変化とそれらの標準偏差を単に考慮することによって評価しました。一方、一部の著者は、平均値の大きなばらつきのために、上記のパラメータの中央値を考慮しました[10,29]。冷却曲線の分析は、凝固プロセスを制御し最適化するための効果的なアプローチであることが示されており、TAは、低共晶シリコン合金の改質度を評価するために鋳造現場で広く使用されています。特に、未改質合金と改質合金の共晶成長温度の差は、改質レベルを評価するために広く使用されています[9,10]。さらに、再輝や共晶プラトーの持続時間など、他の温度および時間関連パラメータが、シリコン改質の制御のために提案されています[8,32,33]。結果に影響を与える可能性のある実験変数および問題(例えば、未改質溶湯の冷却曲線との比較の可能性、冷却速度の変動性、溶湯およびるつぼ温度の安定性)の中で、合金元素の凝固経路への相互作用はこれまで広範囲に調査されていません。HeuslerとSchneider[11]は、Al-11%Si合金におけるナトリウムおよびストロンチウムの改質効率に対するマグネシウムの影響について、冷却曲線による系統的な調査を行いました。Tahiriら[12]は、A356合金の冷却曲線と微細組織に対する結晶粒微細化剤とストロンチウムの複合添加の影響を調査し、TiB2とストロンチウム間の部分的反応がストロンチウムの改質効率の部分的低下につながると報告しました。 研究の目的: 本研究は、ストロンチウム改質Al-7Si、Al-7Si-0.4Mg、およびAl-7Si-0.4Mg-0.12Ti合金の微細組織進化に対するマグネシウムとチタンの影響を実験的に調査することを目的としています。具体的には、マグネシウムとチタンの添加から生じるストロンチウム改質合金の共晶相凝固の変化を調べます。また、冷却曲線分析と共晶シリコン粒子の定量的金属組織学的調査に基づく複合的アプローチを通じて、共晶相変化の定量的証拠を提供することを試みます。 コア研究: 本研究の中核は、Al-7Si、Al-7Si-0.4Mg、およびAl-7Si-0.4Mg-0.12Tiの3種類のSr改質Al-Si合金を調製することにあります。研究は、特に共晶凝固領域におけるこれらの合金の凝固中の冷却曲線を分析し、熱パラメータを決定することに焦点を当てています。これは、画像解析と統計的手法を用いた共晶シリコン粒子の等価直径と真円度を含む定量的微細組織評価と組み合わされます。MgとTiの添加がSr改質効率に及ぼす相互作用効果は、異なる合金間でこれらの熱的および微細組織的パラメータを比較することによって評価されます。 5. 研究方法 研究デザイン: 3種類の参照合金(Al-7Si、Al-7Si-0.4Mg、Al-7Si-0.4Mg-0.12Ti)を調製しました。一次アルミニウムインゴット、純シリコン、純マグネシウム、およびAlTi10マスター合金を適宜使用しました。溶湯は窒素で脱ガス処理されました。AlSr15マスター合金を添加して、目標ストロンチウム含有量100 ppmを達成しました。実際の化学組成は、光学発光分光計(OES)分析によって検証されました(Tab. 1)。熱分析は、予熱した鋼製カップに溶湯を注入して実施し、冷却曲線はTA試験から切り出した試料について定量画像解析(IA)を実施して記録しました。 データ収集・分析方法: 熱分析(TA): 冷却曲線は、カップの中心、底部から15mmの位置に配置されたK型熱電対(直径1.5mm)を使用して記録されました。温度と時間のデータは20Hzの周波数で記録されました。冷却曲線とその一次微分は、平滑化、曲線フィッティング、および特性凝固温度(Tmin、TG)の決定のために、専用のMatlab®コードを使用して処理されました。再輝過冷度(ΔTE = TG – Tmin)および共晶成長温度の低下(ΔTG)が計算されました。TG,0(未改質合金の成長温度)は、Eq. 1
Read More
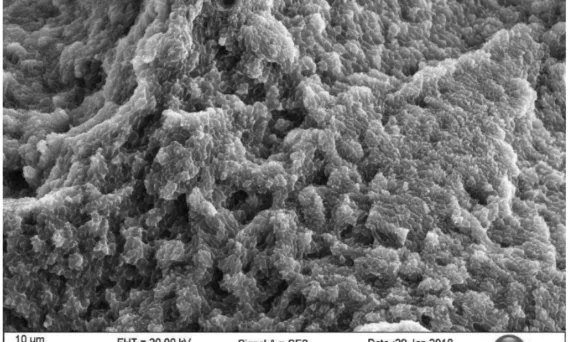
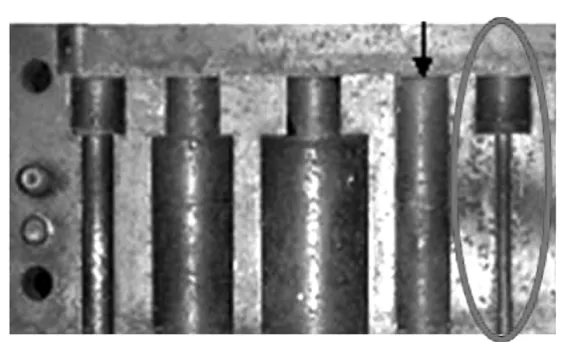
user 05/07/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , CAD , Die casting , IGS , Mechanical Property , Microstructure , Salt Core , 금형 , 알루미늄 다이캐스팅 , 자동차 산업 本紹介論文は、「[The Japan Institute of Metals and Materials]」によって発行された論文「[High-Temperature Mechanical Properties of NaCl-Na2CO3 Salt-Mixture Removable Cores for Aluminum Die-Casting]」に基づいています。 1. 概要: 2. 抄録: NaCl-Na2CO3混合塩は、アルミニウムダイカストプロセス用の水溶性中子材料として提案されている。重力鋳造によって作製されたNaCl-Na2CO3試料の機械的特性と微細構造が調査された。混合塩は純粋な塩と比較して優れた特性を示した。共晶領域が層状構造から粒状構造に変化したため、高温での圧縮試験中に塑性変形が発生した。NaCl初晶相と共晶領域を持つ混合塩が最も適した中子材料であることが見出された。 3. 緒言: ダイカストアルミニウム部品は、高い生産性と優れた機械的特性により、自動車産業で広く使用されている。部品の性能を向上させ、コストを削減するためには、内部にキャビティを持つ複雑な形状の部品を鋳造する必要があり、これは中子の使用によって達成される。金属または砂中子がアルミニウムダイカストプロセスに一般的に使用されるが、水溶性塩中子は機械的クリーニングが不可能なキャビティから容易に除去できるため、中子材料としてより魅力的である。NaCl粉末の高圧圧縮によって形成される塩中子は最も一般的に使用されるタイプであるが、強度が不足しているため、重力鋳造または低圧鋳造にしか使用できない。 したがって、高圧ダイカストで使用するための多くの高強度塩中子が提案されてきた。例えば、Yaokawaらは塩とセラミックスの複合材料を提案し、JelínekとAdámkováはアルカリシリケートを用いた高圧スクイーズによるNaClまたはKCl中子を提案した。我々の研究グループは以前、重力鋳造によって作製されたKCl–NaCl–K2CO3-Na2CO3系の高強度混合塩中子を発表した。ダイカストマシンで鋳造された開発された中子材料は、高い寸法精度、滑らかな表面、および重力鋳造のものよりも高い強度を示し、高圧ダイカストプロセスによってADC12合金クローズドデッキタイプシリンダーブロックを成功裏に鋳造した。我々はこの塩混合物をKBr-NaBr-K2CO3-Na2CO3系にさらに発展させ、水中での溶解度が高いため除去性が向上した。しかし、これらの塩混合物の機械的特性は室温でのみ試験された。塩混合物の高温機械的特性は、ダイカストプロセス中に塩中子が高速度のアルミニウム合金溶湯にさらされるため、鋳造設計上の考慮事項として有用な知識である。しかし、開発された塩中子の高温での高温機械的特性はまだ不明である。 単結晶および多結晶NaClの高温機械的特性は多くの研究者によって調査されてきた。単結晶NaClは室温でも塑性変形を示すが、多結晶NaClは融点の約半分以上に加熱されるまでは脆性であり、その後塑性挙動も示し始める。多結晶NaClの機械的強度は約200–350°Cで最大に達する。しかし、高温での塩混合物の機械的特性はまだ文書化されていない。本研究では、NaCl-Na2CO3系の鋳造混合塩中子の高温機械的特性を調査した。 4. 研究の概要: 研究テーマの背景: 本研究は、アルミニウムダイカスト、特に高圧プロセス用の堅牢な水溶性中子材料の必要性に取り組んでいる。既存のNaCl粉末中子は強度が不十分であり、溶湯との相互作用中に経験する高温での塩中子の性能は、塩混合物については十分に調査されていない重要な設計上の考慮事項である。 先行研究の状況: 高強度塩中子を開発するための先行研究には、塩-セラミック複合材料や加圧スクイーズ塩中子が含まれる。著者らのグループは、良好な室温特性を持つ多成分塩混合物を開発していた。しかし、ダイカスト中に経験する高温でのこれらの塩混合物の機械的挙動に関する知識のギャップが存在した。純粋なNaClに関する研究は高温での脆性-延性遷移を示したが、塩混合物に関するデータは不足していた。 研究の目的: 本研究の主な目的は、NaCl-Na2CO3系の鋳造混合塩中子の高温機械的特性を調査することであった。この調査は、これらのコアの設計およびアルミニウムダイカストプロセスへの応用、特に溶融金属への暴露を考慮した必須データを提供することを目的とした。 核心的研究内容: 研究の核心は、重力鋳造により様々な組成のNaCl-Na2CO3混合塩を作製することであった。これらの試料を次に、室温から250°Cまでの範囲の温度で圧縮試験に供し、最大応力や破断ひずみを含む機械的特性を評価した。室温での微小ビッカース硬さ測定が行われた。さらに、鋳放し状態および高温圧縮後の試料の微細構造を走査型電子顕微鏡(SEM)を用いて分析し、変形メカニズム、特に共晶構造内の変化に焦点を当てて理解を深めた。 5. 研究方法論 研究設計: 本研究は、NaCl-Na2CO3塩混合物の高温機械的性能を評価するように設計された。共晶および非共晶組成を含む様々な組成物を、予熱された鋼製鋳型に重力鋳造することによって調製した。次いで、円筒状試料を温度スペクトル全体にわたって圧縮試験に供した。観察された機械的挙動を構造的特徴および熱的・機械的負荷下でのそれらの変化と関連付けるために、微細構造解析が用いられた。 データ収集・分析方法: 研究対象と範囲: 6. 主要な結果: 主要な結果: 図の名称リスト: 7. 結論: 重力鋳造によって調製され、圧縮試験によって評価されたNaCl-Na2CO3塩混合物に関する研究から、以下の主な結論が得られた。(1) 塩混合物は、その純粋な構成塩と比較して著しく大きな最大応力と破断ひずみを示す。高温で観察される塑性変形は、共晶領域内の微細構造がラメラ構造から粒状構造へと変化することに起因する。(2) 初晶相と共晶領域を含む塩混合物は、純粋な共晶塩混合物よりも優れた高温機械的強度を示す。特に、初晶NaClを含む塩混合物は、初晶Na2CO3を含む混合物よりも低温で優れた延性を示すため、中子材料としてより適していると考えられる。 8. 参考文献: 9.
Read More
user 05/05/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Applications , CAD , Efficiency , Microstructure , Review , 自動車産業 , 자동차 , 자동차 산업 本紹介資料は、「[Politecnico di Torino (Master of Science Thesis)]」によって発行された論文「[Selective laser melting aluminum alloys for automotive component]」に基づいています。 1. 概要: 2. 抄録: 選択的レーザー溶融(Selective Laser Melting)によって製造されたAlSi10Mgの特性に関する研究が、機械的および形態学的観点から実施されました。SLMおよび一般的なアディティブマニュファクチャリング技術によって実現される部品の本質的な特性の一つが高い異方性であることを考慮し、異なる造形方向が最終製品の特性に及ぼす影響が調査されました。さらに、熱処理を受けた材料と造形まま(as-built)の材料との間の機械的特性の比較、および粉末層の厚さの影響にも焦点が当てられました。この点に関して、AlSi10Mg合金の一連のサンプルがSLMプロセスを通じて作製されました。サンプルは、粉末層の厚さが異なる1つのケースを含む、4つの異なるジョブを通じて実現されました。試験片は2つの異なる造形方向でプリントされ、造形ままおよび処理された試験片の機械的挙動は、引張試験、HBマイクロ硬さ試験、およびシャルピー衝撃試験を通じて研究されました。最終製品の特性は、形状、粒子サイズおよび分布、組成などの粉末特性に依存するため、試験片の作製に使用された粉末も研究対象となりました。 3. 緒言: アディティブマニュファクチャリング(AM)技術、特に選択的レーザー溶融(SLM)は、自動車や航空宇宙などの産業分野でますます不可欠なものとなっており、従来の製造技術に比べて多くの利点を提供しています。主な利点には、重量削減(部品の低密度化、組み立ての必要性をなくす部品の統合)、コスト削減(モデル、システムの設計段階のコスト排除、人件費削減)、およびオンデマンド生産(例:生産中止となった自動車のスペアパーツ)が含まれます。特にSLMは、最大99.9%の高密度金属部品の製造を可能にし、従来のプロセスでは製造できない非常に微細な微細組織と複雑な形状を実現します。この非常に微細な微細組織により、SLMプロセスを通じて作られた部品は、従来の生産プロセスと比較して改善された機械的特性を持つことができます。しかし、AMは、処理時間(速度)、潜在的な欠陥(表面粗さ、寸法精度)、層ごとの成長による固有の異方性、機械の寸法によって制限されるサイズ制限、機械および原材料の高コスト、サポート構造の必要性などの制限に直面しています。当初ラピッドプロトタイピング(RP)として知られていたAMは大幅に進化しましたが、金属部品、特に自動車産業におけるその応用は、ポリマーと比較して比較的新しい開発です。 4. 研究の要約: 研究テーマの背景: アディティブマニュファクチャリング(AM)、特に選択的レーザー溶融(SLM)は、高品質で複雑な金属部品を製造するための成長分野であり、特に軽量で高性能な部品を求める自動車産業に関連しています。AlSi10Mgは自動車用途で使用される一般的な鋳造合金であり、SLMプロセスの候補材料となっています。 先行研究の状況: SLM技術により、微細な微細組織を持つほぼ完全密度のAlSi10Mg部品の製造が可能です。しかし、プロセス誘起の異方性(造形方向による特性の変動)、気孔などの潜在的な欠陥、プロセスパラメータ(レーザー出力、スキャン速度、層厚、スキャン戦略)および後処理(熱処理)が最終特性に及ぼす影響などの課題が存在します。特にアルミニウム合金は、高い反射率、高い熱伝導率、酸化傾向、粉末流動性の問題により困難を伴います。 研究の目的: 本論文は、SLMによって製造されたAlSi10Mg合金の機械的および形態学的特性を調査することを目的としました。研究は以下の影響に焦点を当てました: 中核研究: 本研究では、EOS M290 SLMシステムを使用して、異なる条件(4つの異なる「ジョブ」)下でAlSi10Mgサンプルを製造しました。2つの主要な造形方向(Z軸およびXY平面)が比較されました。サンプルは、造形ままの状態と応力除去熱処理(300°Cで2時間)後の両方で特性評価されました。1つのジョブでは、より厚い粉末層(0.03 mmに対して0.06 mm)が使用されました。開始粉末(2つのバッチ、AおよびB)も特性評価されました。特性評価方法には、密度および気孔率測定、光学顕微鏡(OM)、微細組織および破面分析のための走査型電子顕微鏡(SEM)、相特定および残留応力分析のためのX線回折(XRD)、引張試験、マイクロ硬さ試験(ブリネル)、およびシャルピー衝撃試験が含まれました。 5. 研究方法論 研究設計: 本研究では、異なる条件下でSLMによって製造されたAlSi10Mgサンプルを比較する実験計画を採用しました。主な変数は以下の通りです: データ収集および分析方法: 研究トピックおよび範囲: 本研究は、潜在的な自動車用途向けのAlSi10Mg合金のSLMプロセスに焦点を当てました。範囲には以下が含まれます: 6. 主要な結果: 主要な結果: 図の名称リスト: 7. 結論: AlSi10Mg合金の試験片がレーザービーム溶融(SLM)技術によって製造され、特性評価されました。主要な結論は以下の通りです: 8. 参考文献: 9.
Read More
user 05/02/2025 Aluminium-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , High pressure die casting , Mechanical Property , Microstructure , Salt Core , 금형 この紹介資料は、「[韓国鋳造工学会誌]」に掲載された論文「[セラミック溶融コアの微세組織と機械的特性]」に基づいています。 1. 概要: 2. 抄録 (Abstract): 本研究は、セラミック粒子の添加による低融点溶融コアの開発に関するものである。高圧ダイカストまたはスクイズキャスティングプロセスにおいて、複雑な内部形状やアンダーカットを必要とする一体型鋳造部品を製造するために、新しい概念の塩コア(salt core)が導入された。セラミック粒子の添加は微細組織の生成を助け、溶融コアの機械的特性を向上させた。高い圧縮強度を有する新しい溶融コア材料の製造のための新技術が確立された。セラミック粒子の添加は溶融コア材料の機械的特性を向上させた。セラミック粒子の割合と機械的強度との間には、60%まで増加する関係が存在した。 3. 序論 (Introduction): ダイカスト法では、メタルコア、コーティングされたシェル(shell)、高融点コアなどが使用されている。これらの方法は、溶湯が浸透したり、コアの強度が弱くて破損したりする現象が起こり、鋳造後の抽出が非常に困難であるという欠点がある。新しい溶融コア(fusible core)は、従来のコアとは異なり、融点が270〜520°C程度の低融点化学塩(salt)を基本素材として使用し、セラミック粒子を添加して強度とコア物性を向上させる[1, 2]。これらのコアは、溶融金属が低速/高速で注入されてもコアが破壊されたり、溶融金属がコア内部に浸透したりしないという利点を持つ。これは、熱伝導率が金型材料である特殊鋼の約1/400程度と非常に低いため、コアが熱変形する前に溶融金属の表面凝固層を形成させることができるため、ダイカストを行っても溶融コアの破壊はなく、溶融コアの複雑な形状をそのまま実現できる。 本研究では、鋳造時に必要な溶融コアの特性を評価した。また、溶融コアの機械的特性を評価しようとした。ダイカスト[3-6]と高圧凝固に該当する溶湯鍛造法(Squeeze casting)は、金型に溶融金属を注入した後、油圧装置を利用して機械的な高圧力を溶湯に加え、定められた金型空間を充填させると同時に50〜200 MPaの加圧下で凝固完了させる鋳造プロセスである[7-13]。このように加圧力が作用する状態で、溶融コアが破壊や崩壊することなく強度を維持しなければならない。新たに開発された溶融コア(fusible core)は、従来のコアとは異なり、融点が270〜520℃程度の低融点化学塩(salt)を基本素材として使用する。熱伝達率が金型材料である特殊鋼の約1/400程度と非常に低いため、コアが熱変形する前に溶融金属の表面凝固層を形成させることができる。したがって、ダイカストプロセスでも溶融コアの破壊はなく、溶融コアの複雑な形状をそのまま実現できるという利点がある。しかし、低融点コアの融点が低いため、製品製造時に複雑な内部が凝固前に溶融する現象が見られる可能性がある。本研究は、このような複雑な形状実現の利点を活かし、溶融コアが溶融する欠点を減らす方策をダイカストプロセスに適用し、適切な溶融コアの製造方法と機械的特性を調査しようとした。低融点化学塩にセラミック粒子の含有量を変化させて強度の変化を分析した。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): ダイカストおよびスクイズキャスティングプロセスでは、鋳造部品に複雑な内部形状やアンダーカットを作成するためにコアが必要となることが多い。従来のコア方式は、破損、溶湯浸透、除去困難などの課題に直面している。低融点塩ベースの溶融コアは潜在的な利点を提供するが、高い鋳造圧に耐える十分な機械的強度と、早期溶融を避けるための熱的安定性が必要である。 従来の研究状況 (Status of previous research): 本論文は、セラミック粒子で強化された新しい概念の塩コアを紹介する。一般的なコア技術が存在し[3-13]、溶融塩の特性が知られているが[1]、この研究は特に高圧ダイカストおよびスクイズキャスティング用途向けに機械的特性を改善するために、低融点塩とセラミック添加剤の新しい組み合わせに焦点を当てている。既存のコアの限界と基本的な低融点塩コアの潜在的な問題点から、強化された材料に関するこの調査が必要とされる。 研究の目的 (Purpose of the study): 本研究の目的は、低融点塩ベースにセラミック粒子を添加することにより、新規な溶融コア材料を開発し評価することである。この研究は、これらの新しい溶融コアの製造技術を確立し、高圧ダイカストおよびスクイズキャスティングへの適合性のために機械的特性(特に圧縮強度)を改善し、添加されたセラミック粒子の量と結果として得られるコア強度との関係を理解することを目的とする。 中核研究 (Core study): 研究の中核は、低融点化学塩ベースに様々な重量パーセント(20 wt.%、40 wt.%、50 wt.%、60 wt.%)のセラミック粒子を混合して溶融コアサンプルを製造することであった。これらの異なるコア組成物の機械的特性、特に室温圧縮強度を測定した。さらに、破断したコア表面の微細組織をSEMを用いて分析し、セラミック粒子の添加がコアの内部構造にどのように影響し、その機械的強度と関連しているかを理解した。 5. 研究方法論 (Research Methodology)
Read More
![[Fig. 3] Structure of LED light bulbs](https://castman.co.kr/wp-content/uploads/image-2232-570x342.webp)
![Figure 2.2 World aluminum production, adopted from [18].](https://castman.co.kr/wp-content/uploads/image-2221-570x342.webp)