user 05/07/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , CAD , Die casting , IGS , Mechanical Property , Microstructure , Salt Core , 금형 , 알루미늄 다이캐스팅 , 자동차 산업 本紹介論文は、「[The Japan Institute of Metals and Materials]」によって発行された論文「[High-Temperature Mechanical Properties of NaCl-Na2CO3 Salt-Mixture Removable Cores for Aluminum Die-Casting]」に基づいています。 1. 概要: 2. 抄録: NaCl-Na2CO3混合塩は、アルミニウムダイカストプロセス用の水溶性中子材料として提案されている。重力鋳造によって作製されたNaCl-Na2CO3試料の機械的特性と微細構造が調査された。混合塩は純粋な塩と比較して優れた特性を示した。共晶領域が層状構造から粒状構造に変化したため、高温での圧縮試験中に塑性変形が発生した。NaCl初晶相と共晶領域を持つ混合塩が最も適した中子材料であることが見出された。 3. 緒言: ダイカストアルミニウム部品は、高い生産性と優れた機械的特性により、自動車産業で広く使用されている。部品の性能を向上させ、コストを削減するためには、内部にキャビティを持つ複雑な形状の部品を鋳造する必要があり、これは中子の使用によって達成される。金属または砂中子がアルミニウムダイカストプロセスに一般的に使用されるが、水溶性塩中子は機械的クリーニングが不可能なキャビティから容易に除去できるため、中子材料としてより魅力的である。NaCl粉末の高圧圧縮によって形成される塩中子は最も一般的に使用されるタイプであるが、強度が不足しているため、重力鋳造または低圧鋳造にしか使用できない。 したがって、高圧ダイカストで使用するための多くの高強度塩中子が提案されてきた。例えば、Yaokawaらは塩とセラミックスの複合材料を提案し、JelínekとAdámkováはアルカリシリケートを用いた高圧スクイーズによるNaClまたはKCl中子を提案した。我々の研究グループは以前、重力鋳造によって作製されたKCl–NaCl–K2CO3-Na2CO3系の高強度混合塩中子を発表した。ダイカストマシンで鋳造された開発された中子材料は、高い寸法精度、滑らかな表面、および重力鋳造のものよりも高い強度を示し、高圧ダイカストプロセスによってADC12合金クローズドデッキタイプシリンダーブロックを成功裏に鋳造した。我々はこの塩混合物をKBr-NaBr-K2CO3-Na2CO3系にさらに発展させ、水中での溶解度が高いため除去性が向上した。しかし、これらの塩混合物の機械的特性は室温でのみ試験された。塩混合物の高温機械的特性は、ダイカストプロセス中に塩中子が高速度のアルミニウム合金溶湯にさらされるため、鋳造設計上の考慮事項として有用な知識である。しかし、開発された塩中子の高温での高温機械的特性はまだ不明である。 単結晶および多結晶NaClの高温機械的特性は多くの研究者によって調査されてきた。単結晶NaClは室温でも塑性変形を示すが、多結晶NaClは融点の約半分以上に加熱されるまでは脆性であり、その後塑性挙動も示し始める。多結晶NaClの機械的強度は約200–350°Cで最大に達する。しかし、高温での塩混合物の機械的特性はまだ文書化されていない。本研究では、NaCl-Na2CO3系の鋳造混合塩中子の高温機械的特性を調査した。 4. 研究の概要: 研究テーマの背景: 本研究は、アルミニウムダイカスト、特に高圧プロセス用の堅牢な水溶性中子材料の必要性に取り組んでいる。既存のNaCl粉末中子は強度が不十分であり、溶湯との相互作用中に経験する高温での塩中子の性能は、塩混合物については十分に調査されていない重要な設計上の考慮事項である。 先行研究の状況: 高強度塩中子を開発するための先行研究には、塩-セラミック複合材料や加圧スクイーズ塩中子が含まれる。著者らのグループは、良好な室温特性を持つ多成分塩混合物を開発していた。しかし、ダイカスト中に経験する高温でのこれらの塩混合物の機械的挙動に関する知識のギャップが存在した。純粋なNaClに関する研究は高温での脆性-延性遷移を示したが、塩混合物に関するデータは不足していた。 研究の目的: 本研究の主な目的は、NaCl-Na2CO3系の鋳造混合塩中子の高温機械的特性を調査することであった。この調査は、これらのコアの設計およびアルミニウムダイカストプロセスへの応用、特に溶融金属への暴露を考慮した必須データを提供することを目的とした。 核心的研究内容: 研究の核心は、重力鋳造により様々な組成のNaCl-Na2CO3混合塩を作製することであった。これらの試料を次に、室温から250°Cまでの範囲の温度で圧縮試験に供し、最大応力や破断ひずみを含む機械的特性を評価した。室温での微小ビッカース硬さ測定が行われた。さらに、鋳放し状態および高温圧縮後の試料の微細構造を走査型電子顕微鏡(SEM)を用いて分析し、変形メカニズム、特に共晶構造内の変化に焦点を当てて理解を深めた。 5. 研究方法論 研究設計: 本研究は、NaCl-Na2CO3塩混合物の高温機械的性能を評価するように設計された。共晶および非共晶組成を含む様々な組成物を、予熱された鋼製鋳型に重力鋳造することによって調製した。次いで、円筒状試料を温度スペクトル全体にわたって圧縮試験に供した。観察された機械的挙動を構造的特徴および熱的・機械的負荷下でのそれらの変化と関連付けるために、微細構造解析が用いられた。 データ収集・分析方法: 研究対象と範囲: 6. 主要な結果: 主要な結果: 図の名称リスト: 7. 結論: 重力鋳造によって調製され、圧縮試験によって評価されたNaCl-Na2CO3塩混合物に関する研究から、以下の主な結論が得られた。(1) 塩混合物は、その純粋な構成塩と比較して著しく大きな最大応力と破断ひずみを示す。高温で観察される塑性変形は、共晶領域内の微細構造がラメラ構造から粒状構造へと変化することに起因する。(2) 初晶相と共晶領域を含む塩混合物は、純粋な共晶塩混合物よりも優れた高温機械的強度を示す。特に、初晶NaClを含む塩混合物は、初晶Na2CO3を含む混合物よりも低温で優れた延性を示すため、中子材料としてより適していると考えられる。 8. 参考文献: 9.
Read More
user 04/29/2025 Aluminium-J , heat sink-J , Technical Data-J Air cooling , aluminum alloy , aluminum alloys , Aluminum Die casting , Applications , CAD , Die casting , Efficiency , 금형 , 알루미늄 다이캐스팅 この紹介資料は、「[発行ジャーナル/学会名は論文に記載なし]」によって発行された論文「Efficiency and Cost Tradeoffs Between Aluminum and Zinc-Aluminum Die Cast Heatsinks」に基づいています。 1. 概要: 2. 抄録: 高純度アルミニウムは、常に電子部品からの熱を除去するための優れたヒートシンク材料でした。しかし、特殊な形状の非押出ベースのヒートシンクの製造は、多くの材料ベースの問題を引き起こします。高純度アルミニウムはダイカストが非常に困難であり、通常、ダイカストプロセスを助けるために不純物を添加する必要があります。これらの少量の不純物により、材料の熱伝導係数はほぼ半分に低下します。結果として得られる熱伝導率は、多くの亜鉛ダイカスト材料のそれに非常に近くなります。ダイカストコスト、単価、高電力密度と低電力密度間の効率低下を比較するコストおよび性能分析が、様々な市販の亜鉛、亜鉛-アルミニウム、およびアルミニウムダイカスト材料間で検討されます。この検討は、44個のカスタムチップ(ダイあたり5ワットから55ワット)を利用する世界最速のグラフィックコンピュータであるUNCのPixelFlowの冷却システムの設計に関連して行われました。この9kWの空冷システムは非常にコンパクトで、寸法は18インチ×42インチです。短く高速な信号経路長は、近接して配置されたチップとカード間の熱を除去するための革新的で費用効果の高い方法を必要とします。 3. 序論: コンピュータやその他の電子機器における電力密度の増加により、既製のヒートシンクの選択肢と使用能力は低下しています。低電力(最大3ワット)アプリケーションでは、単純なクリップオンヒートシンクが効果的ですが、プロセッサチップのようなより強力で熱に敏感なコンポーネントには、より高価な鋳造または押出フィンヒートシンクが必要です。最も高価で冷却が困難な電子機器には、液体、伝導、または浸漬冷却が必要ですが、これらは大規模な科学機関や政府以外ではコスト的に法外です。現代の電子パッケージンググループは、現在の安価な空冷システムの限界に達しており、商業的に禁止されている液体または伝導冷却方法の使用を必要とする傾向にあります。商業的に実行可能であり続けるためには、空冷システムの設計者は、システムの実際の空気の流れとヒートシンクの設計に注意を払う必要があります。既製の押出材は安価で、ほとんどの中〜高電力アプリケーションに効果的ですが、部品密度がかなり高い場合、押出材固有の欠点が明らかになります。表面積に対する熱伝導率はそれほど高くなく、多数を直列に配置するとかなりの背圧(back pressure)を引き起こす可能性があります(初期のPixelFlowボード設計における冷却問題を示すFigure 2参照)。既製のオプションが利用できないか不十分な場合、カスタム設計のヒートシンクが必要になります。この論文は特に、UNCのPixelFlowグラフィックコンピュータの冷却課題に対処しており、非効率的な既製設計(1個あたり$2.50)の代わりに、カスタムソリューション(Figure 3)を使用して1個あたりわずか$0.73の費用効果の高い解決策を必要としました。 4. 研究の概要: 研究テーマの背景: 電子部品の電力密度の増加傾向は、単純な既製のヒートシンクよりも高度な熱管理ソリューションを必要とします。コスト上の理由から空冷が好ましい方法ですが、高密度システムではその有効性が課題となります。カスタムヒートシンク設計が重要になります。 従来の研究状況: 標準的なソリューションには、既製のアルミニウム押出ヒートシンクが含まれます。これらは費用効果が高いですが、2Dジオメトリ、熱性能、および高密度構成での空気の流れの妨害(背圧)によって制限されます。液体または伝導冷却のようなより高価なオプションが存在しますが、主流製品には商業的に実行可能でないことがよくあります。カスタムオプションには、機械加工部品、鋳造/機械加工フィン、および完全鋳造ヒートシンクが含まれます。 研究の目的: カスタムヒートシンク用の様々なダイカスト材料(亜鉛、亜鉛-アルミニウム、アルミニウム)を比較するコストおよび性能分析を実施すること。この研究は、高電力、高密度システム(UNCのPixelFlow)の冷却ソリューションを設計する文脈で、熱効率(主に熱伝導率)とコスト(金型費、単価)の間のトレードオフを評価することを目的としています。 研究の核心: この研究は、特定の空気の流れ条件に最適化された複雑な3D形状のヒートシンクを作成するためのダイカストの適合性に焦点を当て、これをより単純な2D押出材と比較対照します。ヒートシンクの性能と製造に関連する材料特性を検討します: 5. 研究方法論 研究設計: この研究は比較分析方法論を採用し、様々なヒートシンク材料(主にダイカストオプション対アルミニウム押出ベンチマーク)を熱性能、製造特性、およびコストに基づいて評価します。UNC PixelFlowグラフィック スーパーコンピュータ プロジェクトの設計要件と経験に大きく依存するケーススタディ アプローチを使用します。 データ収集および分析方法: 様々な合金(Zamak 3、ZA-8、ZA-27、Aluminum 357、Aluminum 380、Brass 360)の材料特性(熱伝導率、熱膨張、密度、融点、引張強度)に関するデータが収集されました。コストデータ(金型費、材料費、5,000個生産時の単価)は、ダイカスターからの見積もりを通じて収集された可能性が高いです(表の注記から示唆される)。温度勾配分析(例:Figure 2 – Heatsink Temperature Gradient)を含む熱性能が評価され、これは熱シミュレーション(シャーシの空気流れ解析にFEAが言及されている、Figure 4)によって情報を得た可能性が高いです。主要な特性とコストを要約するために、「Heatsink Material Comparison Table」が作成されました。
Read More
本紹介資料は、「韓国塑性加工学会誌 (Transactions of Materials Processing)」に掲載された論文「고효율 전동기용 Cu Rotor의 반응고 성형과 공정변수 제어 (Process Control and Thixoforming of Cu Rotor for High Efficiency Motors)」に基づいて作成されました。 1. 概要: 2. 抄録 (Abstract): 中小誘導電動機のロータは、通常アルミニウムダイカストによって製造されてきた。誘導電動機の効率を向上させるために、新たに開発されたCu-Ca合金が研究された。Ca含有量が1.0wt%未満のCu合金の電気伝導度は80% IACS以上であった。Cu-Ca合金は150℃以上の広い半溶融域を持つため、チクソフォーミングプロセスに適している。本研究では、従来のアルミニウムダイカストロータを置き換えるために、チクソフォーミングプロセスを用いたCuロータが開発された。チクソフォーミングされたロータの微細組織分析が行われた。不完全充填が誘導電動機の効率に及ぼす影響について議論された。 3. 緒言 (Introduction): 電動機は電気エネルギーをロータの回転によって機械的エネルギーに変換する装置であり、家庭だけでなく産業分野で広く使用されている。エネルギー変換過程において、電動機の種類によっては7~25%のエネルギー損失が発生するため、電動機の効率向上は省エネルギーにおいて重要である。誘導電動機の効率は、ロータの電気伝導度に大きく影響される。現在、商業的に生産されている中小電動機ロータは、主に純アルミニウムをダイカストで製造している。これは、アルミニウムの低コスト、複雑形状の製造容易性、銅合金ダイカストに比べて金型寿命が長いことによる。しかし、アルミニウムの電気伝導度は純銅の約60%レベルであるため、効率向上のためにはロータ材料を電気伝導度の高い銅合金に転換することが望ましい。銅合金は優れた機械的特性(強度、耐疲労性、耐クリープ性)を持ち、エネルギー効率、耐久性、性能に優れた電動機の製造を可能にする。しかし、銅合金は融点が高い(1083℃)ため、ダイカスト時に金型の摩耗が激しく、経済的な金型寿命を期待することが難しい[2]。この問題を解決する方策として、AlおよびMg合金部品の製造に広く用いられている半溶融成形法(チクソフォーミング)がある。半溶融成形は固液共存域で成形が行われ、液相線よりも100℃以上低い温度で成形するため、ダイカストに比べて金型の摩耗率が低く、鋳造欠陥が少ない利点がある。本研究では、広い固液共存域を持つCu-Ca合金を使用し、SIMAプロセス(Strain Induced Melt Activated)を通じて球状化組織を形成した後、プロセスパラメータの制御を通じて高効率電動機用ロータの半溶融成形を行った。成形された試作品の効率測定を通じて、誘導電動機の効率向上について議論する。 4. 研究の要約: 研究テーマの背景: エネルギー消費削減のため、高効率電動機への要求が高まっている。従来の誘導電動機ロータはアルミニウムダイカストで作られており、アルミニウムの低い電気伝導度のために効率が制限される。銅は優れた伝導性と機械的特性を持つが、融点が高いために金型損傷の問題があり、従来のダイカスト適用が困難である。 従来の研究状況: アルミニウムダイカストはロータ生産の確立された方法である。チクソフォーミング(半溶融成形)は、Al、Mg合金においてプロセス温度の低減と欠陥削減のために用いられる技術である。Cu-Ca合金の電気伝導度や半溶融特性に関する研究が行われてきた[3]。SIMAプロセスは、チクソフォーミングに適した球状微細組織を得る方法として認識されている[4-5]。 研究の目的: 本研究は、従来のアルミニウムダイカストロータを代替し、誘導電動機の効率を向上させるために、Cu-Ca合金を用いた半溶融成形プロセスによって銅ロータを開発することを目的とした。研究は、半溶融成形プロセスパラメータの制御、結果として得られる微細組織と充填特性の分析、そしてこれらの要因が最終的なモータ効率に及ぼす影響の評価に焦点を当てた。 中核研究内容: 本研究の中核内容は以下の通りである: 5. 研究方法論 研究設計: 本研究は実験的アプローチを採用した。材料選定(Cu-Ca合金)および真空誘導溶解(VIM)とSIMAプロセスを用いた準備から開始した。3HPロータ形状に対して、加熱条件やビレット形状などのプロセスパラメータを変更しながら半溶融成形試験を実施した。欠陥分析には、目視検査、断面切断、顕微鏡観察が含まれた。内部品質評価のために非破壊検査(RT)を使用した。最終的に、生産されたCuロータの効率を測定し、基準となるアルミニウムダイカスト(Al D/C)ロータと比較した。 データ収集および分析方法: 研究テーマと範囲: 本研究は、誘導電動機ロータ生産のためのCu-Ca合金、特にCu-0.5%Caの半溶融成形性に焦点を当てた。適切な半溶融微細組織を得るためのSIMAプロセス適用を調査した。範囲は、特定の3HPロータ設計(Fig
Read More
user 04/08/2025 Aluminium-J , Technical Data-J aluminum alloy , Aluminum Casting , Aluminum Die casting , CAD , convolutional neural network , deep learning , Die casting , Quality Control , Segment , 금형 , 알루미늄 다이캐스팅 本稿は、「[MDPI]」によって公開された論文「[Automated Defect Detection through Flaw Grading in Non-Destructive Testing Digital X-ray Radiography]」に基づいています。 1. 概要: 2. 抄録: プロセスオートメーションは、特殊な技術と装置を利用して生産プロセスを自動化および強化し、より高い製造効率、生産性、コスト削減をもたらします。アルミニウムダイカスト産業は、自動車や航空宇宙などの安全性が重要な分野に部品を供給する製造において、プロセスオートメーションソリューションの導入から大きな恩恵を受けてきました。しかし、この部品製造方法は製造上のきず(flaw)を生成しやすく、そのため、これらの部品の使用適合性を確認するために適切な非破壊検査(NDT)が必要となります。近年、機械学習はデジタルX線ラジオグラフィにおけるきずの検出と分類のための自動化ソリューション開発ツールとして中心的な役割を担っています。これらの機械学習ベースのソリューションは、製造業における高い生産スループットに対応するため、部品検査用にますます開発・導入されています。本研究は、検出されたきずが部品を使用不適格にする可能性のある欠陥(defect)に該当するかどうかを評価する欠陥等級判定アルゴリズムの開発に焦点を当てています。ASTM 2973-15(アルミニウムおよびマグネシウムダイカスト検査のための標準デジタル参照画像)に導かれ、K-D(k次元)ツリーを利用した等級判定パイプラインが開発され、検出されたきずを効果的に構造化し、システムが許容可能な等級判定基準に基づいて決定を下せるようにしました。このソリューションは、異なる等級判定基準への適合性という点で動的であり、デジタルX線ラジオグラフィアプリケーションにおける自動意思決定(合否判定)を実現する可能性を提供します。 3. 緒言: プロセスオートメーションは、特殊な技術と装置を利用して生産を強化し、ハードウェア、ソフトウェア、ITを組み合わせて製造オペレーションを管理・制御することで、より高い製造効率、生産性、コスト削減を実現します[1]。アルミニウムダイカスト(ADC)産業は、製造におけるプロセスオートメーションソリューションの導入から大きな恩恵を受けており、自動車や航空宇宙産業などの分野に供給されるアルミニウムダイカスト部品の非常に高い生産スループットを達成しています[2]。この製造技術は、溶融アルミニウム合金を金型に注入し、金型を冷却して部品を取り出す工程を含みます。しかし、この生産方法は関連するプロセスにより製造上のきずが発生しやすく、適切なモニタリングが必要です[3]。それでもなお、アルミニウムダイカスト(ADC)は、製品の軽量化、大量生産要件に対する競争力のあるコスト、高い生産スループット、より高いプロセス自動化の可能性、およびより良い製品の一貫性など、他の製造プロセスに比べていくつかの利点を提供します[4]。 製造されたアルミニウムダイカスト部品の欠陥が見過ごされることがどれほど危険であるかを考えると、要求される製造部品に対して適切なNDT検査を実施することが不可欠です[5]。NDT技術(ラジオグラフィ、超音波探傷、目視検査、赤外線サーモグラフィ、液体浸透探傷、渦電流探傷など)は、部品に損傷を与えたり機能を損なったりすることなく、きずの検出を可能にする様々な技術を提供します[6]。研究によると、ラジオグラフィはアルミニウムダイカスト部品の品質を評価するために使用される様々なNDT手法の中で最も好まれる方法として際立っています[7]。この何世紀も前からあるラジオグラフィ手順は、材料を透過するのに十分な強度のX線またはガンマ線を使用し、検査対象部品の体積全体を徹底的に検査することを可能にします[8]。X線は人間の自然な視覚では見えないため、画像取得中にX線信号に含まれる潜在的な情報を明らかにするために、デジタル検出器アレイ(DDA)、光子計数検出器、X線フィルムなどのセンサーを使用する必要があります。 デジタルラジオグラフィ(DR)は、従来のフィルムラジオグラフィの使用をますます置き換えています。このイメージングモードでは、検出器の感応ユニット(ピクセル)によって捕捉されたX線光子が数値に変換されます。さらに、視覚的な訴求力と人間の理解を容易にするために、ピクセル値の2Dマトリックスがグレースケール分布に変換され、デジタルラジオグラフが形成されます。デジタルラジオグラフィ画像は計算処理に有用です[9-12]。したがって、画像特性の様々な後処理調整(例:知覚可能なコントラスト、シャープネス、明るさ)や他の画像フィルタリングプロセスがデジタルラジオグラフィ画像で可能です。DRシステムの適切な性能を確保し、NDTでのデジタル画像の使用を完全に統合するために、関連する規格が確立されています。NDT規格をラジオグラフィ試験に組み込むことは、様々な産業全体で正確で信頼性の高い検査を保証するために重要です。NDT規格は、ラジオグラフィ技術、露出パラメータ、画質、および結果の解釈に関する必須のガイドラインを提供します。これらの規格は、亀裂や介在物などのきずを検出することが安全性と品質保証にとって重要である航空宇宙や自動車などの産業で広く適用されています。これらの規格を理解し、遵守することは、ラジオグラフィ検査の一貫性と信頼性を高め、NDTプロセスの不可欠な部分となります。米国機械学会(ASME)、米国材料試験協会(ASTM)、国際標準化機構(ISO)などの団体は、NDT産業内の実践の標準化に対する規制監督を提供しています。産業におけるNDT実践の理想的なケースは、NDT検査員の資格に関する運用NDT規格(例:ISO 9712)の要件を満たした有資格のNDT検査員によってNDT検査が実施されることです。そのような訓練された検査員は、関連する運用NDT規格に従ってラジオグラフィ画像を取得し、解釈します[13]。画質が許容可能であると見なされた後、検査員は関連する検出された指示に焦点を当て、部品が受け入れられるか拒否されるかを評価し、決定します(図1参照)。NDT実践における潜在的なエラーを防ぐための規制があるにもかかわらず、NDT検査員が人間であるためにエラーを犯す可能性を排除するのは誤りです[14, 15]。NDT検査員によるラジオグラフィ画像の解釈は、疲労、検査経験、精神状態などの要因によって影響を受ける可能性があります。したがって、構造化された規制ガイドラインのセットを実施した後でも、ある研究では視覚的な人間による解釈の有効性が約80%であることがわかりました[16]。 近年の計算能力の向上に伴い、非破壊検査(NDT)プロセスを自動化するアイデアが考案され、開発され、製造された部品の100%検査を達成するための実行可能な道筋が提供されています。NDTデータからのきずの認識と評価を自動化するための人工知能(AI)ソリューションの使用は、特に材料のラジオグラフィ画像におけるきずの識別のために、NDT分野の多くの研究者によって広く探求されてきたアプローチです[17]。この自動化は、伝統的に人間のオペレーターによって実行されてきたタスクを自動化する必要性の高まりによって推進されています[18]。プロセスオートメーションを活用した製造業におけるNDTの需要増加と、この増大する検査ニーズを満たすための有資格NDT検査員の減少を考慮すると、非破壊検査におけるAI使用の必要性はますます明らかになります[19]。コンピュータビジョンベースのソリューションは有益である可能性がありますが、安全性が重要な分野での受け入れを促進するためには、関連する運用NDT規格に従って開発および適用されなければなりません。 4. 研究の概要: 研究トピックの背景: アルミニウムダイカスト(ADC)部品は広く使用されていますが、内部の製造上のきず(flaw)の影響を受けやすいです[20, 21]。自動化されたダイカストにおける高い生産スループットは、時間、コスト、および検査タスクを実施するための有資格NDT人員の不足といった交絡因子の影響により、製造されたすべての部品を検査することを困難にしています。統計的サンプリングを使用する産業もありますが、これは製造されたすべての部品の100%検査には劣ります。コンピュータベースのNDT、特にデジタルX線ラジオグラフィは、100%検査への道を提供します。ADC部品はしばしば重要な機能を果たし、その故障は重大な経済的および安全上の影響を引き起こす可能性があります[22]。効果的なNDTを通じてこれらの部品の品質と完全性を確保することが最も重要です。 先行研究の状況: デジタルX線ラジオグラフィを用いた自動欠陥認識(ADR)は、ADCの品質管理においてますます重要になっています。先行研究ではADRアルゴリズムが探求されてきました。例えば、オブジェクト検出手法(YOLO、RetinaNet、EfficientDet)は欠陥識別の支援において有望であることが示されました[23]。YOLOv3_EfficientNet[24]や様々な畳み込みニューラルネットワーク(CNN)[25, 26]などの深層学習モデルが、きず検出を合理化するために適用され、より良い精度のためのアーキテクチャの継続的な改良を示しています。しかし、複雑な欠陥形状、様々なラジオグラフィ条件[26]、深層学習モデルが様々なきずタイプや鋳造条件にわたって効果的に一般化するために必要な広範なトレーニングデータ[23]、および高度なCNNの高い計算要件がリアルタイムの産業応用を妨げる[25]など、課題は残っています。決定的に重要なのは、きずの識別と特性評価において実質的な進歩が存在する一方で[17, 28]、検出されたきずの重大度と影響を判断して使用適合性を評価する欠陥等級判定は、まだ十分に研究されていない分野であるということです。既存の研究では、運用基準に従った明確な等級判定プロセスなしに、検出された不連続部をきずまたは欠陥として扱うことがよくあります[29-31]。 研究の目的: 本研究は、包括的なきず等級判定アルゴリズムを開発することにより、ADRにおけるギャップを埋めることを目的としています。目的は以下の通りです: コア研究: 本研究の核心は、アルミニウムおよびマグネシウムダイカストのデジタルX線ラジオグラフィ画像のための新しいきず等級判定方法論の開発と適用です。この方法論は、他のアルゴリズムによって実行される初期の検出および特性評価段階に続きます。これは特に、気孔、湯回り不良、引け巣、異物などの不連続性の異なる重大度レベルに対するデジタル参照画像を提供するASTM E2973-15規格によって主に導かれる、確立された基準に基づいて検出されたきずを等級判定することに焦点を当てています[27]。 本研究は、ASTM E1316で定義されている重要な区別を強調しています: 開発されたアルゴリズムは、検出され特性評価されたきず(通常はセグメンテーションマスクとして入力される)を受け取り、規格(またはカスタム基準)から導出された等級判定ルールに照らして評価し、それらが欠陥に該当するかどうかを判断し、最終的に合否判定を下します。等級判定プロセスは、定義された評価領域(ASTM E2973に従って700mm²)内のきず面積や数量などのきず特性を考慮します。この方法論の重要な構成要素は、検出されたきずの効率的な空間的構成とクエリのためのK-Dツリーデータ構造の使用です。 5. 研究方法論 研究設計: 本研究は、きずの検出、セグメンテーション、および特性評価ステップに続く独立したパイプラインとして意図された、きず等級判定アルゴリズムを設計します。入力は、個別のきずとそのクラスを識別するセグメンテーションマスクであると想定されます。出力は、等級判定に基づく合否判定です。等級判定ロジックは、ASTM E2973-15規格から導出されたルールに基づいており、4つのきずカテゴリ(気孔、引け巣、湯回り不良、異物)に焦点を当てています。 主要な方法論的ステップは以下の通りです: データ収集と分析方法: 等級判定パイプラインをテストおよび検証するために、テスト画像が合成的に生成されました。4つのクラス(気孔、引け巣、湯回り不良、異物)について、様々なサイズと形態を持つ実際のきず(アルミニウムダイカスト部品のグラウンドトゥルースアノテーションから)が抽出され、きずのリポジトリが形成されました。これらの抽出されたきずは、その後、背景画像上にランダムに配置されました。各きずクラスには、後続の処理ステップによる識別のために、固有のカラーコードが割り当てられました(表1)。(図4aは生成されたきずを示し、4bはカラーコード化された分類を示します)。この合成アプローチにより、様々なきず分布を持つ多様なデータセットの作成が可能になりました。 ASTM E2973-15規格は参照画像を使用します(例:気孔については図2)。計算アプリケーションのために、これらの視覚的参照は、700mm²の検査領域内のきず面積と数量に基づく定量的なデジタルメトリック(等級判定ルール)に変換されました。きず面積範囲と700mm²あたりの最大数量に基づいて重大度等級(1〜4)を定義するカスタム参照表(表2)が研究に使用されました。skimage.measure.regionpropsライブラリは、バイナリマスクから検出されたきず(ブロブ)の幾何学的特性(面積など)を抽出するために使用されました。K-Dツリーは、きずの重心を空間的に整理することにより、効率的な分析を可能にしました。 研究トピックと範囲:
Read More
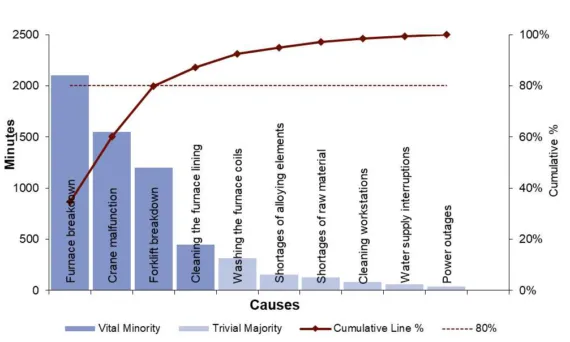
This introduction paper is based on the paper “IMPROVING PRODUCTION EFFICIENCY AND QUALITY IN AN ALUMINUM PROCESSING COMPANY THROUGH LEAN PRACTICES” published by “Innovative Mechanical Engineering”. 1. 概要: 2. 抄録: 本論文は、アルミニウム鋳造会社MTC「ニサル」における生産効率と品質を向上させるためのリーン方法論の適用を分析するものである。同社は、アルミニウムおよびその合金の製造、精製、成形を専門としている。主な事業部門は、プロファイル押出部門とアルミニウムロッド製造部門の2つである。主な調査結果は、主に設備故障に起因する生産時間14%の短縮と、かなりの欠陥率を示しており、欠陥の71%は作業者の不注意に起因する。5S方法論や統計的工程管理(SPC)などのリーン手法を導入することにより、分析結果から改善の余地がある領域が明らかになった。5S監査の結果、職場環境の整理整頓と清掃状況は5点満点中平均1.73点であった。5Sの清掃段階は1.38点と最も低い点数であった。EN AW 2011合金ビレットの製造に関するSPC分析の結果、工程能力指数(Cp)は1.154、工程能力性能指数(Cpk)は1.015であった。これらの値は、工程が不良であり、一貫性に欠けることを示している。リーン技術を導入することにより、同社はダウンタイムを削減し、欠陥を最小限に抑え、全体的な生産効率と品質を向上させることを目指している。これにより、MTC「ニサル」はアルミニウム市場において強力な競争相手としての地位を確立するのに役立つであろう。 3. 序論: 金属生産、特にアルミニウム生産は、世界経済において重要な役割を果たしている。アルミニウム産業は、エネルギー集約度、環境への影響、原材料の入手可能性、市場競争などの課題に直面している。リーンおよびシックスシグマ方法論は、生産性の最適化、廃棄物の最小化、品質の向上を通じて、これらの課題に対処する上で効果的であることが証明されている。アルコア、ノルスクハイドロ、リオティントなどの企業からの事例や、ナイジェリアやポルトガルでの研究は、アルミニウム製造におけるリーンおよびシックスシグマの導入が成功していることを示している。本論文は、セルビアのアルミニウム加工会社であるMTC「ニサル」におけるアルミニウム生産の有効性と品質に対するリーンおよびシックスシグマのアプローチの影響を調査し、特に中小企業におけるリーン技術の適用における研究ギャップに対処しながら、この特定の状況におけるリーン技術の適用に関する徹底的な分析を提供することを目的とする。 4. 研究の概要: 研究テーマの背景: アルミニウム産業は世界経済にとって不可欠であるが、エネルギー集約度、環境問題、激しい競争などの課題に直面している。リーンおよびシックスシグマ方法論は、この分野における生産性と品質を最適化する上で効果的であることが証明されている。しかし、セルビアのアルミニウム会社、特に中小企業におけるリーン技術の適用に関する研究は限られている。 先行研究の現状: アルコア、ノルスクハイドロ、リオティントなどの主要なアルミニウム企業における過去の研究と導入事例では、リーンおよびシックスシグマ方法論を通じて、生産性、エネルギー効率、欠陥削減、コスト削減に大きな改善が見られたことが示されている。ナイジェリアとポルトガルでの研究でも、生産時間の短縮や職場環境の改善など、アルミニウム生産におけるリーン原則のプラスの影響が実証された。 研究の目的: 本研究は、セルビアの中小規模アルミニウム鋳造会社であるMTC「ニサル」において、リーン方法論、特に5Sと統計的工程管理(SPC)を適用して生産効率と品質を向上させることを目的としている。本研究は、同社のアルミニウムロッド製造プロセスにおける非効率性と改善の余地がある領域を特定し、この特定の状況におけるリーン導入の潜在的な利点を実証しようとするものである。 コアスタディ: コアスタディは、MTC「ニサル」での事例研究を含み、アルミニウム鋳造作業に焦点を当てている。直接観察、構造化面接、定量的データ分析を用いて、現在の生産状況を評価する。5S監査、SPC、パレート分析、石川ダイアグラムなどのリーンツールを使用して、廃棄物を特定し、工程能力を分析し、生産停止と欠陥の根本原因を特定する。本研究では、非効率性に対処し、全体的な生産パフォーマンスを向上させる上で、5SおよびSPC導入の有効性を検証する。 5. 研究方法: 研究デザイン: 本研究では、セルビアのアルミニウム鋳造会社であるMTC「ニサル」に焦点を当てた事例研究のデザインを採用している。これには、リーン方法論を使用して改善の余地がある領域を特定するための、現在の生産プロセスに関する詳細な分析が含まれる。 データ収集および分析方法: データ収集方法は以下のとおり。 研究テーマと範囲: 研究は、MTC「ニサル」のアルミニウム鋳造生産工場に焦点を当て、原材料の受け入れからビレットの切断までの全工程を網羅した。範囲には、生産効率、品質、職場環境、工程能力の分析、および廃棄物、停止、欠陥の主な原因の特定が含まれていた。5S方法論とSPCの適用を具体的に検証した。 6.
Read More
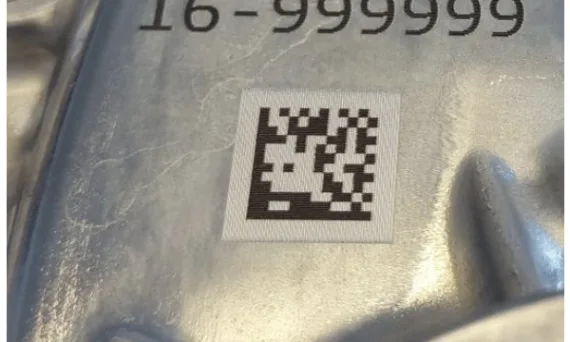
user 04/05/2025 Aluminium-J , Technical Data-J Aluminum Die casting , Applications , CAD , Die casting , Review , Segment , STEP , 金型 , 금형 , 알루미늄 다이캐스팅 本要約の内容は、「[Laserax Inc., Université Laval, Viami International]」所属の研究者らが発表した論文「[Review of technologies for identification of die casting parts]」に基づいています。 1. 概要: 2. 抄録 (Abstract): 部品トレーサビリティは、安全性が重要な用途だけでなく、様々な産業における多くのアプリケーションでますます要求されています。ダイカストも例外ではなく、構造用/高信頼性市場が最も急成長しているセグメントであることを考えると、ダイカストのトレーサビリティとマーキングが注目されているのは当然です。高信頼性部品は通常、生産される部品の100%に対する識別要件があります。これは、部品に関するインシデントが発生した場合に合金およびプロセスデータに即座にアクセスできるだけでなく、部品の品質と管理の向上にも役立ちます。市場にはさまざまな技術が存在し、それぞれに固有の長所と短所があります。ダイカスト産業は、適切なマーキング技術を選択する際に考慮すべき非常に重要な側面をいくつか提示しています。不均一な表面を持つ複雑な部品、マーキング時にしばしば高温であること、短いサイクルタイム、ショットブラスト処理のようなマーキング後のプロセスなどが最も重要なものです。部品マーキングは、鋳造品の生産プロセスにおける重要なステップでありながら、プロセスのボトルネックになるべきでも、不良率の原因となるべきでもありません。本稿は、利用可能なさまざまなマーキング方法を分析し、ダイカスト部品のインラインマーキングに最も適した方法を指摘することを目的としています。温度、サイクルタイム、ショットブラスト後処理の影響に重点を置いたいくつかのマーキング結果が提示されます。結果は、レーザーベースの技術がダイカスト産業のすべての要件に対応するのに適していることを示しています。 3. 序論 (Introduction): トレーサビリティ、ひいては個々の鋳造品へのマーキングは、開発プロセス(プロセスの欠陥を迅速に特定し、どのプロセスパラメータを修正する必要があるかを特定するのに役立つ)と、高信頼性部品の量産[1]の両方において、ますます要求が高まっています。工業的なダイカスト環境における明白な課題は、(a) 速いサイクルタイム(そして部品マーキングは、この非常に資本集約的なプロセスにおいて決してボトルネックになるべきではない)、(b) 完全に平坦ではない表面へのマーキング、(c) マーキング時に通常まだ高温であり、潤滑剤や汚れの残渣で覆われて完全に清浄ではない部品、(d) 熱処理、ショットブラスト、洗浄、エッチング、化成処理などの追加処理にも耐えるマーキングの能力です。最後に、マーキングはその全運用寿命にわたって部品上に安全に残る必要があります。 従来、部品マーキングは完全に反復的なマーキングを得るために、部品を正確な位置にクランプする必要がありました。サイクルタイムが重要であり、プロセスの複雑さと投資を最小限に抑える必要がある場合、理想的には、距離があり、ある程度の公差があっても完全に機能するマーキングシステムが望まれます(例:マーカーから1フィートの距離で、どちらかの方向に1〜2インチの公差があり、部品をどの点にもクランプする必要がなく、単に抽出ロボットがマーカーの前に保持している状態)。本稿では、ダイカスト部品を識別するために利用可能な技術のレビューを提示します。さまざまな技術の長所と短所、およびそれらがどの用途に適しているかを提示します。次に、温度、マーキング速度、ショットブラストなどの後処理の影響に関する結果を提示します。 4. 研究の要約: 研究テーマの背景: 様々な産業、特に安全性が重要な高信頼性ダイカスト部品において、部品トレーサビリティへの要求が高まっているため、信頼性が高く効率的な識別方法が必要です。トレーサビリティは、品質管理、プロセス最適化に役立ち、部品のインシデント発生時に重要なデータアクセスを提供します。 従来の研究状況: 部品識別にはいくつかの技術が存在しますが、ダイカストの文脈ではそれぞれに限界があります。 研究の目的: 本研究は、ダイカスト部品に利用可能なマーキング技術を分析し、業界特有の課題(サイクルタイム、温度、表面状態、後処理)を考慮してインラインマーキングに最も適した方法を特定し、特にレーザーマーキングの性能、ショットブラスト後処理に対する耐性を重点的に調査することを目的としています。 中核研究: 研究の中核は、その潜在的な利点(速度、堅牢性、非接触、高温対応能力、不均一表面での精度)から、レーザーマーキング技術に焦点を当てています。特定された主要な課題は、標準的なレーザーブラックマーキング(表面よりわずかに上に位置する)がショットブラストによって除去されやすいことです。本研究では、ショットブラスト耐性を向上させるために、この窪み内にブラックマークを適用する前にレーザーでクレーターを事前エッチングする戦略(Figure 6)を提案し、調査します。実験は、アルミニウムダイカスト表面に100Wファイバーレーザーを使用して行われ、事前エッチングパラメータ(パス数、速度、ライン間隔)およびコードサイズを変更しました。マーキングされたサンプルは、2つの異なるスチールボールサイズ(S170およびS460)を使用してショットブラスト処理されました。効果は、表面プロフィロメータ(Dektak 150)および目視検査を使用して評価されました。 5. 研究方法論 研究デザイン: 本研究は、2部構成のデザインを採用しました。 データ収集および分析方法: 研究トピックと範囲: 本研究は以下をカバーしました。 6. 主要な結果: 主要な結果: 図のリスト (Figure Name List):
Read More
user 04/02/2025 Aluminium-J , Technical Data-J Aluminium die coating , Applications , CAD , coated cores , Minimal lubrication , PACVD , PACVD; Thin films; Aluminium die coating; Coated cores; Minimal lubrication , Thin films , 金型 , 알루미늄 다이캐스팅 この紹介論文は、「Surface and Coatings Technology」によって発行された論文「Application of wear-resistant PACVD coatings in aluminium diecasting: economical and ecological aspects」に基づいています。 1. 概要: 2. 抄録: アルミニウム精密部品の主要な製造技術の一つは、圧力ダイカストプロセスです。しかし、今日の最先端技術では、大量の潤滑剤の使用が伴います。その副作用には、鋳造品の表面品質の低下や生態学的リスクが含まれます。耐摩耗性コーティングの析出は、ダイカスト金型の寿命を延ばすと同時に、潤滑剤の使用を最小限に抑える手段を提供します。本研究では、チタンの窒化物、炭化物、およびホウ化物を、その組成、構造、硬度、密着性、濡れ挙動、およびアルミニウム溶湯に対する耐食性に関して合成しました。コーティングされたコアは、潤滑剤の量を減らした強化条件下でのダイカスト実用試験に供されました。最適なPACVDコーティングにより、コーティングされていない金型と比較して寿命が300倍に増加しました。元の潤滑剤量の97%の削減が達成できました。 3. 序論: アルミニウム圧力ダイカストは、精密部品のニアネットシェイプ生産に頻繁に適用される製造プロセスです。最先端の生産技術では、依然としてかなりの量のダイ潤滑剤が必要です。しかし、これらの潤滑剤の副作用には、鋳造部品の表面品質の低下や鋳造サイクル時間の延長が含まれます。作業品質が低下し、そして最後に重要なこととして、潤滑剤の生産および適用中の廃棄物および排気ガスの処理は生態学的に危険です。耐摩耗性コーティングの析出は、鋳造プロセスにおける潤滑剤の使用を最小限に抑え、同時にダイカスト金型の使用寿命を延ばす方法を提供します。プラズマ支援化学気相析出法(PACVD)は、この用途に最も適した析出方法として選択されました。DCプラズマのプラズマシースは、基板の輪郭に正確に従います。したがって、PACVDは複雑な形状の金型のコーティングを可能にします。析出温度は、ダイカスト金型に典型的な熱間工具鋼の焼戻し温度を下回る範囲です。析出されたコーティングは、Alダイカスト金型の表面で発生する複雑な負荷に耐える必要があります。これらの負荷は、例えば、熱衝撃、アブレシブ摩耗、凝着摩耗、および液体アルミニウムによる腐食から構成されます。多くの用途において、チタンの窒化物、炭化物、およびホウ化物は、耐摩耗保護として成功裏に確立されています[1]。TiNおよびTiCはコヒーレントな界面を形成し、特定の傾斜および多層システムの設計の機会を提供します。窒化物は比較的良好な熱安定性と他の材料との低い相互作用傾向を有する一方、炭化物は高い硬度と金属基板へのより良好な密着性を示します[2]。TiB2はアルミニウムとの低い溶解度で有名であり、これはAl溶湯に対する優れた耐食性と同義です[3]。 4. 研究の概要: 研究トピックの背景: アルミニウム圧力ダイカストは精密部品の重要な製造プロセスですが、潤滑剤に大きく依存しており、これが表面品質の低下、サイクルタイムの長期化、および使用と廃棄に関連する重大な生態学的問題を引き起こしています。 先行研究の状況: 最先端のダイカスト生産では、かなりの潤滑剤使用が伴います。チタンの窒化物、炭化物、ホウ化物は既知の耐摩耗性材料ですが[1, 2, 3]、実用条件下でのAlダイカストにおいて潤滑剤を削減し、同時に金型寿命を延長するためのPACVDによる特定の適用については調査が必要でした。 研究の目的: 本研究は、耐摩耗性PACVDコーティング(具体的にはチタン窒化物、炭化物、ホウ化物)が、アルミニウムダイカストにおける潤滑剤使用を最小限に抑え、ダイカスト金型の寿命を延ばす可能性を調査し、経済的および生態学的側面の両方に対処することを目的としました。 中核研究: 研究の中核は、PACVDを用いて熱間工具鋼基板上にTiN、TiC、およびTi(B,N)コーティングを合成することでした。これらのコーティングは、組成、構造、硬度、密着性、アルミニウム合金に対する濡れ挙動、および溶融アルミニウム中での耐食性について特性評価されました。その後、最良のコーティングの性能が、潤滑を大幅に削減した条件下での実際のダイカスト現場試験において、金型寿命延長に焦点を当てて評価されました。 5. 研究方法論 研究デザイン: 本研究では、PACVDを用いてダイカストコア上に様々なチタンベースのコーティング(TiN、TiC、Ti(B,N)、および多層膜)を析出させる実験計画を採用しました。これに続いて、コーティングの実験室での特性評価と、強化された条件(潤滑削減)下での工業的ダイカスト環境における実地試験が行われました。 データ収集および分析方法: 研究トピックと範囲: 本研究は、アルミニウムダイカスト用途向けのPACVD TiN、TiC、およびTi(B,N)コーティングの合成、特性評価、および性能評価に焦点を当てました。範囲には、析出パラメータの影響調査、コーティング特性(機械的、構造的、化学的、トライボロジー的、耐食性、濡れ性)の特性評価、および実際のダイカスト試験における金型寿命と潤滑剤削減への影響評価が含まれました。 6. 主要な結果: 主要な結果: 図の名称リスト: 7. 結論: PACVDによって析出された機能性コーティングは、Alダイカストにおける潤滑剤の使用を最小限に抑える重要な機会を提供し、経済的および生態学的利益の両方をもたらします。本研究では、潤滑剤消費量が97%削減されることが実証されました。同時に、本研究で分析されたチタンの窒化物、炭化物、およびホウ化物は、同じ厳しい低潤滑条件下で、未コーティングの金型と比較してダイカスト金型の寿命を大幅に延ばしました。TiNコーティングは寿命を最大130倍に延ばし、多層TiN/TiCは160倍の増加を達成しました。Ti(B,N)コーティングは特に有望であることが証明され、実施された試験では未コーティングのダミーコアの寿命の300倍以上を持続しました。 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁じられています。Copyright
Read More
user 04/02/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , Aluminum Casting , Aluminum Die casting , AUTOMOTIVE Parts , CAD , Die casting , Heat Sink , High pressure die casting , High pressure die casting (HPDC) , Sand casting , 알루미늄 다이캐스팅 本紹介資料は、「[The Eurasia Proceedings of Science, Technology, Engineering & Mathematics (EPSTEM)]」によって発行された論文「[New Trends in Aluminum Die Casting Alloys for Automotive Applications]」に基づいています。 1. 概要: 2. 抄録 (Abstract): 生態系のバランスを保つため、燃料消費を削減するための新しい技術が開発されています。これらの新技術の中で、アルミニウムやマグネシウムなどの軽合金の使用は、自動車用途において非常に重要性を増しています。軽量性、リサイクル性、機械加工性、耐食性といったアルミニウム合金の利点は、これらの合金の適用分野を拡大させました。これらのアルミニウム合金の特性により、燃料節約型の軽量材料選択は自動車部品にとって重要な役割を果たします。アルミニウムの用途は、自動車だけでなく、航空宇宙、スペースシャトル、船舶、防衛用途にも広がっています。製造方法によると、アルミニウム合金は一般的に鋳造、圧延、鍛造、押出に分類されます。アルミニウムダイカスト合金は、一般的にサスペンションシステム、エンジン、ギア部品の製造に使用されます。しかし、アルミニウム鋳造技術の発展に伴い、アルミニウムダイカスト法によって複数のボディ部品を一体で製造することが可能になりました。特に電気自動車においては、アルミニウムダイカスト部品の数が増加すると予測されています。本研究では、自動車産業におけるアルミニウムダイカスト合金使用の重要性を強調します。アルミニウムダイカスト合金開発に関するこれまでの研究と動向も要約します。 3. 序論 (Introduction): 近年、軽量材料の使用による重量削減は、燃費向上と有害排出物削減において重要な役割を果たしています。自動車用途向けの軽量構造設計によるCO2排出削減の重要性は、中強度アルミニウム合金の使用増加につながりました(Taub et al, 2007)。鋼部品を高強度アルミニウム合金に置き換えることは、軽量化のための自動車産業の注目点となりました(Baser, 2012)。アルミニウムは、地球上で供給可能な2番目の金属元素と見なすことができます。今日の産業において鋼鉄に次いで最も使用される材料です。アルミニウム合金は、その軽量性、低密度、良好な成形性、高い耐食性の特性により広く好まれています(Cuniberti et al, 2010)。 過去10年間の省エネルギーに関する研究は、軽量で経済的な車両の生産が燃料消費削減に重要な役割を果たすことを明らかにしています。アルミニウム合金は、乗用車、バス、主に列車、さらには船舶用途の建造物にも広く好まれています(Zeytin, 2000)。実際、アルミニウム合金は航空・防衛産業で長年使用されてきました。航空・防衛用途で見られた利点により、自動車産業へのアルミニウムの適用が始まりました。 4. 研究の要約 (Summary of the study): 研究テーマの背景 (Background of the research topic): 生態系のバランスと燃料消費削減の必要性が、新しい自動車技術の開発を推進し、アルミニウムのような軽合金の使用を強調しています。アルミニウム固有の利点(軽量性、リサイクル性、機械加工性、耐食性)は、自動車部品だけでなく、航空宇宙、船舶、防衛分野における燃料節約型の軽量材料選択にとって重要です。アルミニウム合金は鋳造、圧延、鍛造、押出によって製造され、ダイカストはサスペンションシステム、エンジン、ギア部品に一般的に使用されます。発展する鋳造技術は、特に電気自動車(EV)に関連する大型の一体型ボディ部品の生産を可能にしています。 先行研究の状況 (Status of previous
Read More
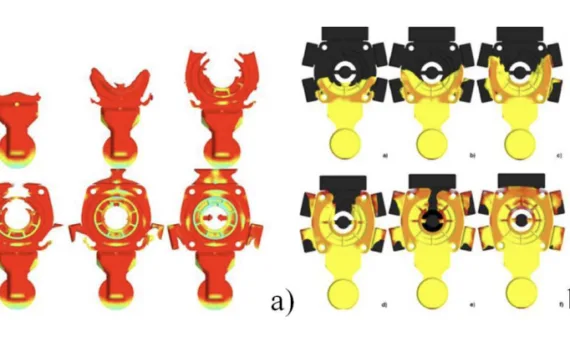
user 03/27/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Draft , STEP , 금형 , 알루미늄 다이캐스팅 , 자동차 , 자동차 산업 , 해석 本稿の内容は、「Acta Physica Polonica A」によって発行された論文「A Simulation and Fabrication Works on Optimization of High Pressure Aluminum Die Casting Part」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストは、その小さな公差と滑らかな表面仕上げにより、コスト削減を実現します。製造される鋳造部品は、自動車産業で数百万個単位で消費されています。本研究では、高圧ダイカストの設計におけるコンピュータ支援工学(CAE)アプリケーションの使用を検討しました。ダイカストプロセスステップが金型設計に与える影響を調査・分析しました。鋳造シミュレーションソフトウェアを使用して設計を改善し、問題を解決しました。金型設計の解析にシミュレーションソフトウェアを使用することにより、最終設計は数時間で達成され、それにより試作前の設計プロセスが短縮され、金型材料に修正を加えることなく金型製作が実行されました。鋳造部品にX線透過試験を適用した結果、凝固結果データのシミュレーションとの間に良好な相関関係が示されました。また、この結果は、高圧ダイカストプロセスの増圧段階におけるスクイズ圧の適用が鋳造シミュレーションで検討できることを証明しました。 3. 序論: あらゆる製造業の目標は、より経済的な最終製品を生産するために加工ステップを最小限に抑えることです。この目標は、いわゆる「ネットシェイプ製造」によって達成されます。横型コールドチャンバーマシンを使用したダイカストは、現在、アルミニウム合金およびマグネシウム合金のニアネットシェイプ鋳造部品を製造するための最も一般的なプロセスです[1]。また、ダイカストは寸法再現性において最大の能力を持っています[2]。世界中で製造されるアルミニウム合金鋳物の約半分がこの方法で製造され、広範囲の自動車部品やその他の消費財に使用されています[3]。横型コールドチャンバープロセスでは、液体金属がプランジャーによって水平なショットスリーブを通って押され、金型に射出されます[1]。液体金属の射出は一般に高速で行われ、乱流を引き起こし、金型内の初期空気との空気巻き込みが生じる可能性があります[4]。鋳物中のガス気孔の存在は、機械的特性や耐圧性に悪影響を与えるため有害です[5]。金型内の初期空気を除去するため、また巻き込まれた空気を含む液体金属を除去するために、高圧鋳物の金型設計ではベント(ventilation channels)やオーバーフロー(overflows)が使用されます。液体金属の射出は、低速射出段階(slow shot phase)と高速射出段階(fast shot phase)の2つの別々のステップで実行されます。低速射出段階では、プランジャーが液体金属を押し上げてショットスリーブの空の部分を満たします。高速射出段階は、ミリ秒単位での金型キャビティへの液体金属の射出です。したがって、キャビティ充填を制御し、ベントとオーバーフローの適切な位置を決定するために、コンピュータシミュレーションは非常に必要です。高圧ダイカストの金型設計に関するさまざまな理論的および実験的研究がありますが、段階的な金型設計におけるコンピュータシミュレーションの使用とその利点を試行錯誤法(trial-error method)と比較して提示しているものはありません[6-8]。 4. 研究概要: 研究テーマの背景: 高圧ダイカストは、特に自動車分野向けに、複雑なニアネットシェイプのアルミニウム部品を効率的に製造するための重要な製造プロセスです。しかし、このプロセスは、高速での溶湯射出中の空気巻き込みに起因するガス気孔のような欠陥が発生しやすいという問題があります。 先行研究の状況: 既存の理論的および実験的研究はHPDCの金型設計に取り組んでいますが、従来のしばしば時間のかかる試行錯誤法を置き換える、または補強するために、設計プロセス全体を通じてコンピュータシミュレーションを体系的かつ段階的に使用する方法を示す文献にはギャップがあります。 研究の目的: 本研究は、コンピュータ支援工学(CAE)シミュレーションを利用して、高圧アルミニウムダイカスト部品の設計を最適化することを目的としました。目的には、プロセスステップが金型設計に与える影響の分析、シミュレーションを活用することによる試作前の期間短縮、コストのかかる金型修正の回避、および製作とX線透過試験によるシミュレーション精度の検証が含まれます。 中核研究: 中核となる調査は、鋳造シミュレーションソフトウェアに大きく依存した反復的な金型設計プロセスを含んでいました。主な活動は以下の通りです。 5. 研究方法 研究デザイン: 本研究では、CAEシミュレーションと実験的検証を統合した反復的な設計手法を採用しました。アルミニウムHPDC部品の金型設計は、鋳造シミュレーションソフトウェアを使用して段階的に開発および最適化されました。シミュレーションから導き出された最終設計は、その後、金型製作に使用され、続いて検証のために鋳造生産と非破壊検査が行われました。 データ収集と分析方法: 研究テーマと範囲: 本研究は、特定のアルミニウム部品に対する高圧ダイカストプロセスの最適化に焦点を当てました。範囲には、ダイカスト金型要素(インゲート、ランナー、オーバーフロー、ベント、パーティングライン、抜き勾配)の詳細設計、鋳造欠陥(乱流、空気巻き込み、引け巣)を予測および軽減するためのシミュレーションツールの適用、プロセスパラメータ(プランジャー速度、増圧)の分析、および製作された部品のX線透過検査によるシミュレーション駆動設計の検証が含まれます。 6. 主要な結果: 主要な結果: 鋳造シミュレーションソフトウェアの適用により、最終的な金型設計が迅速に(「数時間で」)達成され、従来の試行錯誤法と比較して試作前の設計段階が大幅に短縮されました。このシミュレーション駆動アプローチにより、その後の修正を必要とせずに金型製作が可能になりました。シミュレーションは、空気巻き込み(Fig. 4b, 4c)などの潜在的な充填問題を効果的に予測し、衝突する溶湯流と乱流を管理するためのオーバーフローの戦略的な配置(Fig. 5)を導きました。凝固圧縮力(スクイズ圧)の影響を取り入れた最終シミュレーションは、引け巣欠陥がないことを予測しました(Fig.
Read More
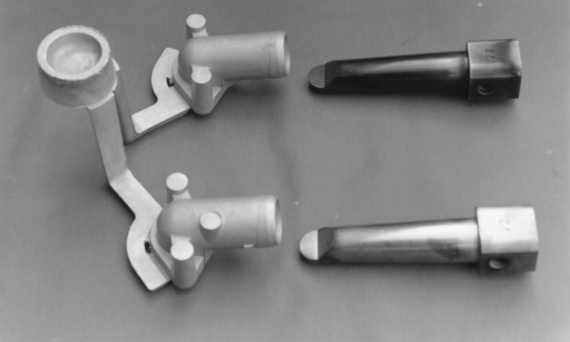
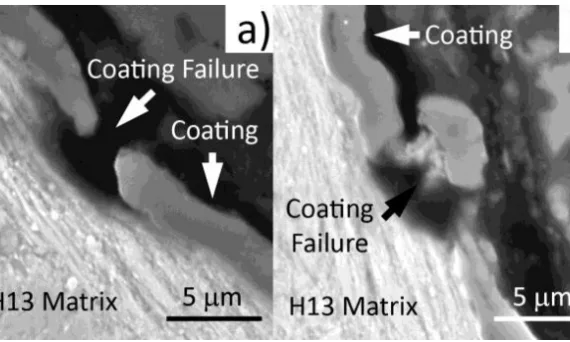
user 03/27/2025 Aluminium-J , Technical Data-J aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , Die casting , Draft , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , 금형 , 알루미늄 다이캐스팅 本要約の内容は、「China Foundry」によって発行された論文「Mechanism of die soldering during aluminum die casting」に基づいています。 1. 概要: 2. 抄録 (Abstract): 溶損(Soldering)は、アルミニウム合金のダイカストまたは金型鋳造に関連する特有の鋳造欠陥である。これは、溶融アルミニウムが金型鋼の表面に付着または溶着し、鋳物の突き出し後もそこに残り、鋳物の表面欠陥や寸法不正確さを引き起こし、機械のダウンタイムを増加させる現象である。溶損は、無処理の金型鋼金型を使用してアルミニウム合金をダイカストする場合に容易に発生する。溶融アルミニウムが臨界温度よりも高い温度で金型鋼と接触すると、鉄とアルミニウムの原子が互いに拡散し、一連の金属間化合物相と液体のアルミニウムリッチなfcc相を形成する。この液相は金属間化合物相の間に存在する。冷却時に、液体のfcc相は金属間化合物相上で凝固し、鋳物内部に成長して溶損を引き起こす。臨界温度は、相図のアルミニウムコーナー付近の共晶温度である。金型が非反応性のセラミックコーティングで保護されている場合、溶損は局所的なコーティング破壊が発生する場所から始まる。溶融アルミニウムはコーティング破壊箇所を通じて金型鋼と接触し、鋼マトリックスを侵食して小さなピットを形成する。これらの小さなピットが成長するにつれて、コーティングは徐々に除去され、溶損はより深刻になる。無処理の鋼製金型およびコーティングされた金型材料における金型溶損のステップの詳細について議論する。 3. 緒言 (Introduction): ダイカスト(Die casting)、または高圧ダイカスト(HPDC)は、高圧を用いて溶融金属を鋼製の金型に射出する100年の歴史を持つプロセスである。この費用対効果の高いプロセスは、迅速な生産速度と高い金型あたり金属収率でネットシェイプ製品を生産することができる。他の金属鋳造プロセスでは、これほど多様な形状、微細なデザインの複雑さ、または厳密な寸法公差を許容するものはない。今日、ダイカストプロセスは全金属鋳物の3分の1以上を生産するために使用されており、そのほとんどがアルミニウム鋳物である[1]。 アルミニウムダイカストの生産性を制限する主要な問題の1つは、金型溶損(die soldering)である。溶損または焼付き(die sticking)は、溶融アルミニウムが金型表面に「溶接」される現象である。深刻な条件下では、金型溶損はわずか数回の鋳造サイクル後に発生し、機械のダウンタイム増加、鋳物の表面品質および圧力または漏れ気密性に関連するスクラップ、そして金型は一般的に高価でありダウンタイムは生産損失をもたらすためコスト増加を引き起こす。金型溶損は、低圧永久鋳型鋳造を含む他の金属金型鋳造プロセスにも関連している。 溶融金属に囲まれた金型の小さな形状部は、ダイカストプロセスの各実行中に金型本体よりも通常高い温度に加熱されるため、溶損形成が起こりやすい。鋳物に小さな穴を形成するために使用されるコアピン(Core pins)は、ダイカストプロセス中に溶損が発生しやすい金型のそのような形状部である。コアピンの使用は、鋳物に穴を開ける必要性を減らし、鋳造プロセスをより費用対効果の高いものにする。典型的なダイカストマシンは約10から100本のピンを使用する。ダイカスト業界は、H-13鋼がヒートチェックと摩耗に耐性があるという事実のために、金型とコアピンの製造にH-13鋼を使用している。 ダイカスト業界では2種類の溶損が主張されている。1つは、溶融アルミニウム合金と金型との間の化学的/冶金学的反応により高温で発生し[2]、もう1つは機械的相互作用により低温で発生する[3]。北米のダイカスト業界が厳しい国際競争に直面した1990年代まで、金型溶損を調査するための体系的な研究は限られていた。ダイカスターが生き残るためにはダウンタイムを最小限に抑え、生産性を向上させることが不可欠となったが、北米のほとんどのダイカスターは研究資源が不足している中小企業である。その結果、金型溶損に関する研究は、産業団体や政府機関によって後援されてきた。化学反応によって発生する金型溶損の理解には大きな進展があった。機械的相互作用による溶損についてはほとんど理解されていない。 本稿では、化学的相互作用の結果として発生する金型溶損について議論する。このタイプの溶損は、金型表面の保護膜の「ウォッシュアウト」と密接に関連していると一般的に認識されている[2]。ウォッシュアウトは、溶融アルミニウム合金が金型の保護膜(コーティングまたは潤滑剤)を破壊するときに発生する。その後、溶融アルミニウムは金型表面と接触し、通常H-13鋼である金型材料と反応する。金型潤滑剤は溶融金属によって容易に破壊される可能性があるが、コーティング、特に物理蒸着(PVD)プロセスを使用して作られたコーティングは、多くの鋳造サイクルの間、金型上に留まることができる。金型潤滑剤の大部分が除去されると、溶損は溶融金属と無処理の金型鋼との間の直接的な化学反応によって制御される。金型に強力なPVDコーティングがある場合、溶損はコーティングの局所的な破壊によって制御される。本稿では、無処理の鋼製金型およびコーティングされた金型またはコアピンにおける溶損について説明する。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): 溶融アルミニウムが金型表面に付着する金型溶損は、アルミニウム高圧ダイカスト(HPDC)の生産性に対する重大な障害である。これは、鋳造欠陥(表面欠陥、寸法不正確さ)、金型メンテナンスのための機械ダウンタイム増加、スクラップ率の上昇、高価な金型および生産損失に関連するコスト増加につながる。通常H-13鋼で作られるコアピンのような形状部は、より高い動作温度のため特に影響を受けやすい。 先行研究の状況 (Status of previous research): 金型溶損に関する体系的な調査は1990年代まで限られていた。研究では、化学的/冶金学的反応による高温溶損と機械的相互作用による低温溶損が区別されている。溶融アルミニウム合金による保護膜(潤滑剤またはコーティング)の「ウォッシュアウト」または破壊としばしば関連付けられる化学反応メカニズムの理解には大きな進展があった[2]。PVDコーティングのような耐久性のあるコーティングが溶損を軽減する役割は認識されているが、局所的なコーティング破壊時には依然として溶損が発生する可能性がある。機械的溶損に関する理解は依然として限られている。 研究の目的 (Purpose of the study): 本研究は、溶融アルミニウム合金と金型鋼(特にH-13)との間の化学的相互作用の結果として発生する金型溶損のメカニズムを解明することを目的とする。無処理の鋼表面と非反応性セラミックコーティングで保護された表面の両方について、溶損を引き起こす条件と金型損傷の進行プロセスを詳述する。 中核研究 (Core study):
Read More