本資料は、[‘自動車一体型ダイカスト産業レポート、2024年’]という論文を[‘ResearchInChina’]が発行したものを紹介するものです。 1. 概要: 2. 抄録または序論 ResearchInChinaが発表した「自動車一体型ダイカスト産業レポート、2024年」は、一体型ダイカスト産業に関する包括的な分析を提供しています。本レポートは、一体型ダイカスト部門の現状を要約および調査し、OEMおよびサプライヤーの産業チェーン製品レイアウト戦略を検討し、急速に進化するこの産業内の将来の開発動向を予測しています。 3. 研究背景: 研究テーマの背景: 本レポートは、自動車産業内での一体型ダイカストの普及率の増加を強調し、約20社のOEMで採用されており、この高度な製造技術の人気が急上昇していることを示しています。この傾向は、自動車製造における一体型ダイカストの変革の可能性を強調しています。 既存研究の現状: 調査結果によると、一体型ダイカストのアップストリームサプライチェーンにおいて、著しい進歩が見られます。これらの画期的な進歩は、ダイカストマシン、金型、非熱処理材料の開発などの重要な分野を網羅しています。特に、レポートは超大型ダイカストマシンの進化を指摘しており、トン数容量が6000Tから16000Tに増加しました。さらに、ダイカストマシンサプライヤーは、さらに大型の20000Tダイカストマシンの開発に積極的に取り組んでいます。 研究の必要性: 一体型ダイカストの現状、複雑な産業チェーンの力学、および予想される将来の軌跡を理解することは、自動車部門全体の利害関係者にとって非常に重要です。この知識は、戦略的計画、投資決定、および進化する自動車製造技術の状況をナビゲートするために不可欠です。 4. 研究目的および研究課題: 研究目的: 本レポートの主な目的は、一体型ダイカスト産業に関する詳細な要約と分析を提供することです。これには、現在の産業環境の評価、OEMおよびサプライヤーを含む産業チェーン全体の製品配置戦略の調査、および一体型ダイカスト産業を形成する将来の動向の予測が含まれます。 主要研究: 本レポートの主要な研究分野は、以下の点に焦点を当てています。 研究仮説: 明示的に正式な仮説として述べられてはいませんが、レポートは、一体型ダイカストが自動車産業内で成長と採用の増加傾向を経験しているという暗黙の前提の下で運営されています。分析は、現在の採用率、技術進歩、および将来予測を調査することにより、この傾向を探求し、検証するように構成されています。 5. 研究方法論 研究デザイン: 本レポートは、自動車一体型ダイカスト産業の現状と動向を要約し、研究することに焦点を当てた産業分析デザインを採用しています。包括的な概要を提供するために、産業レポートとして構成されています。 データ収集方法: 方法論は明示的に詳細に説明されていませんが、産業データ、企業発表、および市場観察の収集と統合を含む二次調査に基づいていると推測されます。 分析方法: 分析的アプローチには、産業情報の要約、新たなパターンを特定するためのトレンド分析、および一体型ダイカストエコシステムのさまざまな主体間の関係を理解するための産業チェーン分析が含まれます。 研究対象と範囲: 研究範囲は自動車一体型ダイカスト産業を包含し、OEM、サプライヤー、およびダイカストマシン、金型、材料などの主要な技術コンポーネントに焦点を当てています。本レポートは、中国市場に特定の焦点を当てたグローバルな視点を提供します。 6. 主な研究結果: 主な研究結果: レポートは、いくつかの主要な調査結果を強調しています。 提示されたデータの分析: レポートに提示されたデータは主に質的であり、産業動向、技術進歩、および採用パターンで構成されています。分析は記述的であり、産業観察および企業発表に基づいて、一体型ダイカストの現状と将来の方向性を説明しています。レポートは、自動車部門内での機械容量、金型サイズ、材料開発、および応用範囲の急速な進歩を強調しています。 図リスト: 7. 結論: 主な調査結果の要約: 「自動車一体型ダイカスト産業レポート、2024年」は、一体型ダイカストが著しい成長と技術進歩を経験していると結論付けています。主な調査結果には、超大型ダイカストマシン、金型、および非熱処理材料の画期的な進歩が含まれます。 OEMの採用は、さまざまな車種や車体部品に拡大しており、将来の動向はさらに広範な応用を示唆しています。 研究の学術的意義: 本レポートは、ダイカストおよび自動車製造分野の専門家や研究者にとって、貴重なハンドブックレベルのリソースとして役立ちます。一体型ダイカスト技術、産業動向、主要企業の現状に関する体系的かつ詳細な概要を提供し、この進化する分野へのより深い理解を促進します。 実用的な意味合い: 本研究の実用的な意味合いは、産業界の利害関係者にとって重要です。本レポートは、OEM、サプライヤー、およびダイカスト装置メーカーの戦略的意思決定に重要な洞察を提供します。レポートに概説されている動向と技術進歩を理解することで、自動車一体型ダイカスト産業内での投資戦略、R&D優先順位、および市場ポジショニングに情報を提供できます。 研究の限界と今後の研究分野: 産業レポートとして、本研究は2024年4月現在の市場のスナップショットを提供します。今後の研究では、非熱処理材料の詳細な性能分析、一体型ダイカストと従来の方法との包括的な費用対効果分析、環境影響評価など、一体型ダイカストの特定の技術的側面をより深く掘り下げることができます。一体型ダイカスト車体部品の長期的な信頼性と耐久性に関する追加調査も有益でしょう。 8. 参考文献: 9. 著作権: 本資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright
Read More
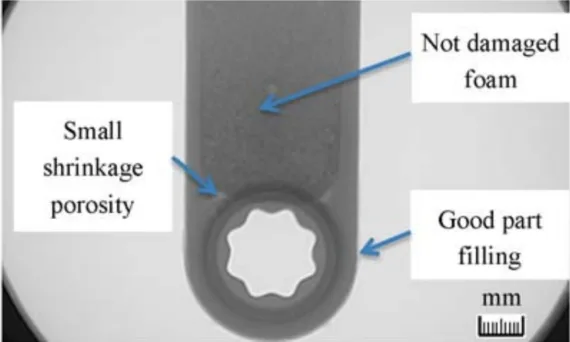
user 03/11/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , Sand casting , 금형 , 자동차 산업 この論文の紹介は、[‘International Journal of Automotive Manufacturing and Materials’]誌に掲載された[‘アルミニウム合金半凝固加工技術の自動車への応用:レビュー’]に基づいて作成されました。 1. 概要: 2. 抄録または序論 概要:「半凝固加工技術は、複雑な形状の高品質部品を製造する上で利点のあるアルミニウム合金部品の新しい成形技術です。過去50年間に、いくつかの半凝固金属の準備および成形方法が開発されてきました。いくつかの方法は、自動車分野で高品質部品を提供したり、鋳物の品質を向上させるために適用されています。本論文では、半凝固加工技術の開発と応用をレビューし、その将来の応用展望について議論します。」 序論:「近年、自動車メーカー、特に新エネルギー自動車メーカーは、省エネルギー、排気ガス削減、および包括的な製造コストの削減に有益であるため、自動車の軽量化にますます注目しています。鉄鋼部品をアルミニウム合金部品に置き換えることは、アルミニウム合金の密度が鉄鋼の約1/3に過ぎないため、車両の車体重量を大幅に削減できます。しかし、自動車におけるアルミニウム消費量を増やす上での課題は、アルミニウム合金の強度と弾性率の両方が通常、鉄鋼よりも低く、それが鉄鋼部品よりもアルミニウム合金部品に対するより高い品質要求につながることです。アルミニウム合金部品は通常、塑性変形プロセス(例:圧延、押出し、打ち抜き、鍛造)または鋳造プロセス(例:砂型鋳造、金型鋳造、ロストフォーム鋳造、および高圧ダイカスト)によって製造されます。塑性成形部品は優れた品質と性能を備えており、高応力条件下で使用できます。しかし、塑性成形プロセスは複雑な形状の部品を製造するために使用できません。鋳造プロセスは複雑な形状の部品を製造するために使用できますが、鋳造部品の品質と性能は、鋳造欠陥の発生により、通常、塑性成形部品よりも劣ります。したがって、高品質で複雑な形状のアルミニウム合金部品を開発および製造することは、自動車部品サプライヤーにとって依然として大きな課題です。半凝固加工技術は、1970年代にマサチューセッツ工科大学で生まれたアルミニウム合金部品の新しい成形技術です[1,2]。このプロセスでは、合金は半凝固金属と呼ばれる固液混合状態に調製されます。半凝固金属では、球形またはほぼ球形の固体粒子が液体金属中に懸濁しています。液体金属と比較して、半凝固金属は特殊なレオロジー特性、流動挙動、および凝固挙動を持っています[3,4]。せん断応力下では、半凝固金属は液体のように流れ、半凝固金属の流体粘度はせん断応力が増加するにつれて減少します。」 3. 研究背景: 研究トピックの背景: 自動車産業は、エネルギー効率、排気ガス削減、製造コスト削減のために、車両の軽量化にますます注力しています。鉄鋼部品をアルミニウム合金部品に置き換えることは、アルミニウムの密度が鉄鋼の約3分の1であるため、車両重量を大幅に削減する効果的な戦略です。しかし、アルミニウム合金は鉄鋼に比べて強度と弾性率が低いため、自動車用途におけるアルミニウム合金部品には、より高い品質基準が求められます。 既存研究の現状: アルミニウム合金部品の従来の製造方法には、塑性変形プロセス(圧延、押出し、鍛造など)と鋳造プロセス(砂型鋳造、金型鋳造、高圧ダイカスト(HPDC)など)があります。塑性変形は、高応力用途に適した優れた品質と性能の部品を提供しますが、複雑な形状の製造には限界があります。鋳造プロセスは、複雑な形状に対してより高い設計自由度を提供しますが、塑性成形部品と比較して、固有の鋳造欠陥により、通常、品質が劣ります。したがって、高品質で複雑な形状のアルミニウム合金部品の製造は、自動車サプライヤーにとって依然として大きな課題です。 研究の必要性: 従来の製造方法の限界に対処するために、半凝固加工技術がアルミニウム合金の新しい成形技術として登場しました。1970年代にMITの研究から生まれた[1,2]この技術は、半凝固金属と呼ばれる金属の固液混合状態を利用しています。半凝固金属では、球形またはほぼ球形の固体粒子が液体マトリックス中に懸濁しています。半凝固金属は、独自のレオロジー特性、流動挙動、および凝固特性を示します[3,4]。特に、せん断応力下では、粘度がせん断応力の増加とともに減少する液体のように振る舞います。この特性により、従来の鋳造と比較して品質が向上し、塑性成形部品に匹敵する複雑な形状の成形が可能になります。その結果、半凝固加工技術は、自動車、オートバイ、自転車、電気通信[5-7]など、さまざまな分野で高品位鋳物の製造と鋳造品質の向上に採用されています。 4. 研究目的と研究課題: 研究目的: 本レビュー論文は、特に自動車分野におけるアルミニウム合金の半凝固加工技術の進歩と応用を包括的に調査することを目的としています。さらに、この技術の将来の可能性と展望を探ります。 主な研究内容: 本論文で調査する主な研究分野は次のとおりです。 研究仮説: 明示的な仮説としては述べられていませんが、本論文は、半凝固加工技術が、従来の鋳造および塑性変形法の限界に対処し、自動車産業における高品質で複雑なアルミニウム合金部品の製造のための実行可能で有利な代替案を提供するという前提を暗黙的に調査しています。また、レオHPDCが自動車用途向けの半凝固加工における主流プロセスになりつつあるという仮説も探求しています。 5. 研究方法 研究デザイン: 本研究では、既存の文献と産業応用を統合して、自動車産業におけるアルミニウム合金半凝固加工技術の包括的な概要を提供するレビューベースの研究デザインを採用しています。 データ収集方法: データ収集方法には、アルミニウム合金の半凝固加工に関連する公開された研究論文、技術レポート、および産業事例研究の徹底的なレビューが含まれます。文献検索は、プロセス開発、応用、および性能特性に関する情報を収集するために、科学データベースと業界出版物を網羅しています。 分析方法: 分析方法は定性的であり、収集されたデータを要約および統合することに焦点を当てています。 研究対象と範囲: 研究対象は、材料準備法と部品成形法の両方を含む、アルミニウム合金半凝固加工技術です。範囲は、自動車産業におけるこれらの技術の応用に特に焦点を当てており、部品品質、製造効率、および将来の応用展望などの側面を考慮しています。 6. 主な研究成果: 主な研究成果: レビューでは、半凝固金属準備の2つの主要なルート、チクソルートとレオルートが強調されています。固体金属の部分溶融を伴うチクソルートは、さらに、磁気流体力学的攪拌(MHD)[8-10]、溶射成形(Ospray)[11,12]、および冷却傾斜(SC)[13]などの特殊な溶融凝固技術を利用するタイプIと、ひずみ誘起溶融活性化(SIMA)[14-17]、再結晶および部分溶融(RAP)[9,13,18]、および等チャンネル角プレス(ECAP)[19]などの塑性変形プロセスを採用するタイプIIに分類されます。液体金属の部分凝固を伴うレオルートには、スワールエンタルピー平衡化装置(SEED)[20-23]、エンタルピー制御プロセス(ECP)[24,25]、ガス誘起半凝固(GISS)[26-30]、高速スラリー形成(RSF/RheoMetal)[31-33]、冷却傾斜(CS)[34-36]、および空冷攪拌棒装置(ACSR)[37-39]などの技術が含まれます。 チクソルートは通常、50%を超える固相率に適しており、レオルートは50%未満の固相率に適しています。レオルート法は一般的にエネルギー効率とコスト効率が高いため、2000年代初頭から半凝固金属準備開発の焦点となっています。SEED、GISS、RSF、およびACSRは、自動車用アルミニウム合金部品の製造に顕著に使用されています。 半凝固金属成形技術は大幅に進歩しており、鍛造、押出し、HPDC、砂型鋳造、および金型鋳造を網羅しています。チクソ鍛造、レオ鍛造、チクソHPDC、およびレオHPDCは、産業用途を実現しています。チクソプロセスは通常、50〜70%の固相率(チクソルート)の半凝固金属を使用し、レオプロセスは50%未満の固相率(レオルート)を使用します。HPDCは、鍛造よりも部品形状の複雑さと生産効率において利点があり、半凝固HPDCは自動車部品に特に適しています。半凝固金属のアディティブマニュファクチャリングは、最近の研究ホットスポットとして特定されています。 自動車における半凝固加工の商業的採用は、1990年代に米国とイタリアで始まり、1990年代から2000年代にかけてチクソ鍛造とチクソHPDCが普及しました。2010年以降、中国では応用が急速に成長し、レオHPDCが主流プロセスになっています。応用は、高品質部品の製造と鋳造品質の向上に分類されます。半凝固加工部品は欠陥が少なく、熱処理が可能になり、鉄鋼に匹敵する機械的特性を実現し、軽量化(鉄鋼/鋼部品と比較して35〜55%の削減)を促進します。例としては、Sliver Bases Die-Casting [43]が製造したトーションサポート、コントロールアーム、ブレーキキャリパー、シャーシブラケット、Kovolis Hedvikov [44]が製造したエンジンブラケット、SAG Fueltech Sweden [33]が製造したCABマウントとマフラーブラケットなどがあります。鋳造品質の向上に関しては、半凝固HPDCは、気泡、収縮、引張割れなどの欠陥を低減します。GISSCO [45]とRunxingtai
Read More
user 03/11/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Casting Technique , Die casting , Efficiency , 金型 , 금형 , 자동차 산업 本論文概要は、[‘International Journal Science and Technology’]によって発行された[‘内燃機関車両用成形品のダイカストプロセスと構造の分析’]論文に基づいて作成されました。 1. 概要: 2. 抄録または序論 抄録:ダイカストは、金属製品、特に車両の内燃機関を製造するための製造プロセスの一部です。成形は、冶金プロセスまたはポリマープロセスから製品を作成するための構成要素です。基本的に、成形プロセスのすべての部分は、3つのプロセス条件を使用します。最初はプロセス生産用の固体原料、2番目は成形を使用して製品を作成するための原料の溶融プロセス、3番目はプロセス成形プロセス後の最終製品部品用の固体です。本研究では、SUV容量2.7Lの内燃機関車両用エンジンの成形プロセスと構造を分析します。金型鋳造は、基本原料としてシリカ砂、樹脂、ベントナイト、および海炭を使用して仕様を使用します。結果は、機械から成形までの最適圧力が109675.8 Nであることを示しています。スポットテストチェックの結果、ダイカストプロセス後、車両エンジン10個の試験片で亀裂が発見されなかったことを示しています。キーワード:ダイカスト (Die Casting)、成形 (Molding)、内燃機関 (Internal Combustion Engine)。 序論:内燃機関(ICE)は、車両の構成要素の一部です。エンジンの開発プロセスの一つがダイカストです。ダイカストは、自動車産業の開発における製造プロセスです。基本的に、エンジンの耐久性は、設計、構造、および開発時の製造プロセスによって影響を受けます。[1]。アルミニウム合金ギアボックスシェルのダイカスト金型設計とプロセス最適化の結果、ベンチおよびロードテスト後のギアボックスシェルの漏れ問題の解決を目的として、数値シミュレーションと産業用CT分析を通じて原因が特定され、漏れの対応する位置に高圧点冷却を追加することで問題が解決され、最適化の正確性が検証されました[2]。自動車部品用圧力ダイカスト金型の設計と分析の結果、すべての機械加工を削減し、少量生産に最適なプロセスにできることが示されています[3]。ロストフォーム鋳造におけるA356合金鋳物の気孔率に対する耐火性骨材形状の影響の結果、鋳物の特定の位置で欠陥が分析され、光学顕微鏡を通じて統計的にカウントされたことが示されています。結論として、膨張黒鉛とボーキサイトクリンカーの組み合わせは、A356 LFCで最高の品質の鋳物を生成します。[4]。A356合金の微細構造および機械的特性を改善するためのロストフォーム鋳造技術への直接水冷プロセスの適用、結果は、約195±3.5 MPaの極限引張強度、4.45±0.78%の伸び、および84±1.77 HBの硬度で、最高に得られた機械的値が見つかりました。 3. 研究背景: 研究テーマの背景: 本論文は、自動車産業、特に内燃機関(ICE)部品の製造におけるダイカストの応用に取り組んでいます。ダイカストは、金属部品の生産効率の高さから、エンジン開発における重要な製造プロセスとして強調されています。エンジンの耐久性は、本質的にその設計、構造的完全性、および開発中に採用された製造プロセスに関連しています。 既存研究の現状: 序論では、現在の研究の文脈を設定するために、以前の研究を参照しています。 研究の必要性: 本研究は、ICEのような重要な自動車部品の製造プロセスを最適化する必要性が継続的に提起されているために必要です。ダイカストプロセスとエンジン成形品の構造を分析することは、これらの部品の品質と信頼性を確保するために非常に重要です。本研究は、最適な圧力設定を達成し、ダイカストエンジンブロックの構造的完全性を検証することに焦点を当て、エンジン製造のためのダイカストの基本的な側面に取り組んでいます。 4. 研究目的と研究課題: 研究目的: 主な研究目的は、内燃機関車両用の成形品のダイカストプロセスと構造を分析することです。具体的には、本研究は2.7L SUV容量エンジンの金型を開発し、指定された材料を使用してダイカストプロセスに対する最適な圧力を決定することを目的としています。 主要な研究課題: 主要な研究課題は、次の点に焦点を当てています。 研究仮説: 仮説として明示的に述べられていませんが、本研究は、最適化された圧力条件下で、HSN 7061アルミニウム合金とシリカ砂、ベントナイト、海炭、および樹脂で作られた金型を使用して、ダイカストによって2.7L ICE用の欠陥のないエンジンブロックを製造する可能性を暗黙的にテストします。予想される結果は、ダイカストプロセスパラメータ、特に圧力を制御し、適切な材料を使用することにより、亀裂や構造的欠陥のないエンジンブロックを製造できることを実証することです。 5. 研究方法: 研究デザイン: 本研究では、エンジンブロックをダイカストし、その後その構造的完全性を評価することに焦点を当てた実験的デザインを採用しています。このプロセスには、材料準備、金型作成、油圧プレスを使用したダイカスト、冷却、仕上げ、および非破壊検査が含まれます。 データ収集方法: データ収集方法は次のとおりです。 分析方法: 使用された分析方法は次のとおりです。 研究対象と範囲: 6. 主な研究結果: 主な研究結果: 提示されたデータの分析: 図リスト: 7.
Read More
user 03/11/2025 Aluminium-J , Technical Data-J AZ91D , CAD , Casting Technique , Die casting , Electric vehicles , High pressure die casting , High pressure die casting (HPDC) , Mechanical Property , Salt Core , 금형 本論文概要は、[‘MDPI’]発行の[‘高圧ダイカストで製造されたアルミニウムフォームとマグネシウム複合鋳造’]論文に基づいて作成されました。 1. 概要: 2. 抄録または序論 本研究は、軽量複合部品の製造における高圧ダイカスト(HPDC)技術を調査しています。本研究の目的は、マグネシウム鋳造部品にコアとして使用される様々なアルミニウムフォームとHPDC射出パラメータが、特性と重量に及ぼす影響を評価することです。本論文では、部品特性と軽量化のバランスを達成することに焦点を当て、HPDCマグネシウム部品の軽量化のためにアルミニウムフォームを使用することの妥当性を探求しています。研究では、最終的な鋳造製品の品質に対する様々なアルミニウムフォームと射出パラメータの影響を評価するために、アルミニウムフォームの種類と密度、金属温度、プランジャ速度、および増圧を適切な値の範囲内で変化させました。本研究では、アルミニウムフォームコアを使用して健全な複合鋳造品を製造することに成功し、特に自転車部品のデモンストレーション部品など、軽量化が求められる用途において、マグネシウム-アルミニウムフォーム複合材の製造におけるHPDCの可能性を実証しました。 3. 研究背景: 研究テーマの背景: 本研究の主な推進力は、燃料消費量と二酸化炭素排出量を削減するための車両設計、特に輸送産業における軽量化の需要の高まりです。鋼鉄や鉄などの重い材料を、プラスチック、炭素繊維、アルミニウム、マグネシウム合金などのより軽量な代替材料に置き換えることが主要な傾向です。自転車産業の場合、この傾向は、高性能自転車に炭素繊維を使用し、鋼鉄、アルミニウム、チタンを使用しない明確な傾向に現れています。HPDCによって製造されたマグネシウム部品は、すでに自動車および自転車分野で利用されており、業界は、マグネシウム軽量構造によって提供される軽量性と機械的特性のバランスが有利となる新たな用途を模索し続けています。HPDCは、年間5,000〜10,000個以上の大量生産に経済的に実現可能な高生産性プロセスとして強調されています [2]。 既存研究の現状: 既存の研究では、HPDCは鋳造品質に影響を与える多数のパラメータによって影響を受ける複雑なプロセスであることを認識しています [6]。主なパラメータには、射出パラメータ、金型温度、合金の鋳造性、部品形状、冷却速度、および装置の種類が含まれます。内部気孔はHPDC部品の既知の欠点であり、他の鋳造方法と比較して熱処理と機械的特性を制限します。気孔を緩和し、HPDC部品の性能を向上させるための戦略が模索されており、これには新しいHPDCバリアントが含まれます。アルミニウム-マグネシウム複合材を使用することは、軽量化戦略の1つであり [13]、BWMアルミニウム-マグネシウムブロック [14] がその例です。しかし、マグネシウムとアルミニウムコア間の金属結合を達成することは、アルミニウムのアルミナ表面層のために困難です [15]。軽量化のための代替方法には、塩コアを使用して中空部品を作成すること [16-18] や、改善された特性を持つ新しいHPDC合金を開発すること [19] があります。アルミニウムフォームの使用は重要な進歩として認識されており [20]、「図1. アルミニウムフォームの製造に最も多く用いられるプロセスの一部」に示され、「表1. 様々なフォーム製造ルートの長所と短所」に要約されている様々な製造方法があります。 研究の必要性: HPDCを介してアルミニウムフォームコアを使用して複合鋳造品を得る際の主な課題は、高速および特定の圧力によるコアの変形または崩壊を防ぎながら、鋳造欠陥を回避することです。本論文では、アルミニウムフォームコア複合鋳造に特化したHPDCパラメータを理解し、制御することにギャップがあることを特定しています。したがって、アルミニウムフォームコアを使用して高品質の複合部品を得るためにHPDCパラメータを分析および制御する研究が必要であり、この特定の用途におけるコアの完全性と鋳造の健全性の課題に対処する必要があります。 4. 研究目的と研究課題: 研究目的: 主な研究目的は、機械的特性と軽量化の妥協点を達成する複合鋳造品を製造するために、様々なアルミニウムフォームとHPDC射出パラメータの影響を評価することです。最終的な目標は、現在、鍛造アルミニウム、チタン、マグネシウム、または炭素繊維などの材料を使用して製造されている自転車用ロッドを製造するためのHPDCプロセスを開発することです。HPDC機能に合わせて再設計された自転車用ロッドは、「図2. (a) 3Dロッド設計; および (b) アルミニウムフォームコアの配置と例の詳細」に示されています。 主要な研究課題: 主要な研究課題は、以下の最適な組み合わせを決定することに焦点を当てています。 これらの調査は、軽量構造用途に適したアルミニウムフォームコアを使用して、健全なマグネシウム-アルミニウム複合鋳造品を生成するパラメータを特定することを目的としています。 研究仮説: 正式な仮説として明示されていませんが、研究は以下の前提の下で実施されています。 5. 研究方法論 研究デザイン: 本研究では、アルミニウムフォームの種類とHPDCプロセスパラメータの体系的な変化を伴う実験的デザインを採用しています。AM60B合金と3種類の異なるアルミニウムフォームコアを使用して鋳造品を製造しました。圧力効果がフォームの完全性に及ぼす影響を評価するために、ダイカスト、プラスチック射出、およびHPDCプロセスを使用した予備試験を実施しました。その後、マグネシウム-アルミニウムフォーム複合鋳造品を製造するために、950トンのHPDCマシンでHPDC試験を実施しました。 データ収集方法: データ収集方法は以下の通りです。 分析方法: 分析には以下が含まれていました。 研究対象と範囲: 本研究は、以下の事項に焦点を当てました。 6. 主な研究結果: 主要な研究結果: 本研究の主な知見は以下の通りです。
Read More
user 03/11/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , CAD , Die casting , Heat Sink , High pressure die casting , Microstructure , Quality Control , Sand casting , 금형 この論文要約は、[‘狭隘チャンネルダイギャップにおける純アルミニウムの流動性:ダイカスト中’]という論文に基づいており、[‘Metals, MDPI’]に掲載されました。 1. 概要: 2. 研究背景: 研究テーマの背景: 優れた放熱特性を持つ軽量ヒートシンクへの需要が高まるにつれて、従来のダイカスト合金であるJIS ADC12 [1]よりも熱伝導率の高い純アルミニウムへの関心が高まっています。薄いフィンを持つヒートシンクを製造するには、ダイカストプロセス中の狭隘なダイギャップにおける純アルミニウムの流動性を理解することが不可欠です。しかし、このような条件下での純アルミニウムの流動性に対する鋳造条件の影響は、まだ十分に解明されていません。 既存研究の現状: アルミニウム合金の流動性に影響を与える要因に関する広範な研究が行われてきました。これらの要因には、凝固モード [2-7]、金属組成 [8-18]、溶融金属の過熱 [5,12-14,19-23]、粘度 [3,24-26]、表面張力 [27-29]、金型材料 [30-32]、金型温度 [33-40]、プランジャ速度 [13,34-38,40,41]、金型ギャップ [13,40,41]、金型振動 [42,43] などが含まれます。一般的に、アルミニウム合金の流動性は、ダイ温度、ダイギャップ、およびプランジャ速度が増加するにつれて向上することが知られています。しかし、これらの研究は主にアルミニウム合金と広いダイギャップに焦点を当ててきました。ダイカストにおける狭隘なダイギャップ内の純アルミニウムにこれらの研究結果が適用可能かどうかは不明確です。 研究の必要性: 狭隘な0.5 mmダイギャップでダイカストを行う際の純アルミニウム(99.9%Alおよび99.7%Al)の流動性に対する鋳造条件の特定の影響を明らかにすることが重要です。特に、流動性に影響を与える重要な鋳造パラメータであるプランジャ速度とダイ温度の役割について詳細な調査が必要です。さらに、アルミニウム純度と流動長の関係 [2–6] が狭隘なダイギャップシナリオでも維持されるかどうか、そしてこれらの条件下での純アルミニウムの流動長に対する不純物としての鉄(Fe)の影響を評価することが不可欠です。 3. 研究目的と研究課題: 研究目的: 主な研究目的は、狭隘な0.5 mmダイギャップに鋳造される際の99.9%Alおよび99.7%Alの流動性に対するダイカスト条件の影響を明らかにすることです。本研究は、ダイカスト中の制限された形状における純アルミニウムの流動挙動に関するより深い理解を提供することを目的としています。 主要な研究課題: 本研究は、以下の主要な領域に焦点を当てています。 研究仮説: 本研究は、ダイカストにおいて流動性がダイ温度とプランジャ速度の増加とともに一貫して増加するという従来の仮説に挑戦します。特に狭隘なダイギャップ、特に純アルミニウムの場合、流動性とこれらのパラメータ間の関係が、凝固層の挙動などの要因により、従来の予想から逸脱する可能性があるという代替仮説を探求します。 4. 研究方法 研究デザイン: 本研究では、500 kNコールドチャンバーダイカストマシン(HC 50F、ヒシヌママシナリー、ランザン、日本)を利用した実験的デザインを採用しました。流動性試験には、チャンネル幅7 mm、チャンネルギャップ0.5 mmおよび1.0 mmのスパイラルダイ(図1に概略的に図示)を使用しました。 データ収集方法: 流動長測定は、鋳造されたスパイラル試験片から取得しました。各条件で12個の試験片を鋳造し、平均流動長を記録しました。合金(99.9%Al、99.7%Al、ADC12、Al-X%Fe)の化学組成は、発光分光分析法(PDA-500、SIMADZU、京都、日本)を使用して決定しました。光学顕微鏡(ECLIPSE LV150、ニコン、東京、日本)を使用して、ダイ表面および鋳造試験片の画像をキャプチャしました。 分析方法: 収集された流動長データを分析して、0.5 mmと1.0 mmの両方のダイギャップにおける純アルミニウムおよび他の合金の流動性に対するダイ温度(30 °Cおよび150 °C)およびプランジャ速度(0.2、0.4、0.6、および0.8
Read More
user 03/11/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , CAD , CFD , Computational fluid dynamics (CFD) , Die casting , Mechanical Property , Microstructure , secondary dendrite arm spacing , 금형 この論文の紹介は、[‘Machines, MDPI’] によって発行された [‘A Comprehensive Study of Cooling Rate Effects on Diffusion, Microstructural Evolution, and Characterization of Aluminum Alloys] に基づいて作成されました。 1. 概要: 2. 抄録または序論 抄録:「冷却速度(CR)は、さまざまなプロセスを通じて製造された金属部品の微細構造に決定的な影響を与えます。冷却媒体、表面積、熱伝導率、温度制御などの要因は、予測可能および予測不可能な影響の両方に影響を与える可能性があり、それが機械的特性の結果に影響を与えます。この包括的な研究では、拡散、微細構造の発達、アルミニウム合金の特性評価におけるCRの影響、およびさまざまな製造プロセスと後処理の影響を調査し、それらの影響を予測できる分析モデルを研究しています。レーザー粉末床溶融結合法(LPBF)、指向性エネルギー堆積法(DED)、鋳造、鍛造、溶接、熱間等方加圧(HIP)など、多様な製造方法で遭遇する広範囲のCRを検討します。たとえば、CRを変化させると、アルミニウム合金の凝固と微細構造の進化の種類が異なり、それによって最終用途中の機械的特性に影響を与える可能性があります。この研究ではさらに、焼入れ、焼鈍、析出硬化などの後処理熱処理が、アルミニウム合金の微細構造と機械的特性に及ぼす影響を調べます。特定のアルミニウム合金の目標とする材料特性を達成するためにCRを予測および最適化するために使用される数値モデルと分析モデルについて説明します。CRとその影響を理解することは非常に重要ですが、CRが合金特性にどのように影響するかについての文献は不足しています。この包括的なレビューは、CRが微細構造と機械的特性に及ぼす影響に関する徹底的な文献レビューを通じて、知識のギャップを埋めることを目的としています。」 序論:「冷却速度(CR)とは、合金の製造における冷却段階中に温度が低下する速度であり、この温度変化率は材料科学および工学において非常に重要です[1-3]。例として、Al-Cu合金の微細構造と特徴は、図1に示すように、CRによって大きく影響を受けます。」 3. 研究背景: 研究テーマの背景: 冷却速度(CR)は、製造中に金属部品の微細構造に決定的な影響を与える重要な要素です。この影響は、冷却媒体、表面積、熱伝導率、温度制御などの要因が重要な役割を果たすさまざまな製造プロセス全体に及びます。これらの要因は、最終製品の機械的特性に対する予測可能および予測不可能な影響に総合的に寄与します。 既存研究の現状: 冷却速度(CR)とその影響の重要性は認識されているにもかかわらず、現在の文献には注目すべきギャップが存在します。さまざまな合金の特性に冷却速度(CR)がどのように直接影響するかを具体的に詳述した包括的な研究が不足しています。この理解の欠如は、望ましい材料結果を得るための製造プロセスを正確に制御および最適化する能力を妨げています。 研究の必要性: 特定された知識のギャップを埋めるために、この包括的なレビューは不可欠です。これは、金属材料の微細構造と機械的特性に対する冷却速度(CR)の影響を徹底的に調査することを目的としています。既存の研究を統合および分析することにより、このレビューは、冷却速度(CR)と合金特性の間の複雑な相互作用についてのより深い理解を提供し、最終的には、より情報に基づいた効果的な製造戦略に貢献することを目指しています。 4. 研究目的と研究課題: 研究目的: 本包括的研究は、アルミニウム合金の文脈における冷却速度(CR)の多面的な影響を探求することを目的としています。主な目的は、CRが以下の項目に及ぼす影響を解明することです。 主な研究課題: 本研究で調査された主な研究分野は次のとおりです。 研究仮説: 正式な仮説として明示的に述べられていませんが、この研究は次の基本的な前提に導かれています。 5. 研究方法 研究デザイン: 本研究では、既存の文献を綿密に調査して知識を統合し、研究目的に対処する包括的なレビューデザインを採用しています。 データ収集方法: データ収集方法は、冷却速度がアルミニウム合金に及ぼす影響に関連する幅広い学術論文、研究論文、および技術出版物の徹底的かつ体系的なレビューに基づいています。 分析方法: 分析方法には、収集された文献の批判的な評価と統合が含まれます。これには以下が含まれます。 研究対象と範囲: 研究はアルミニウム合金に焦点を当てており、以下を含む広範囲を網羅しています。 6. 主な研究成果: 主な研究成果:
Read More
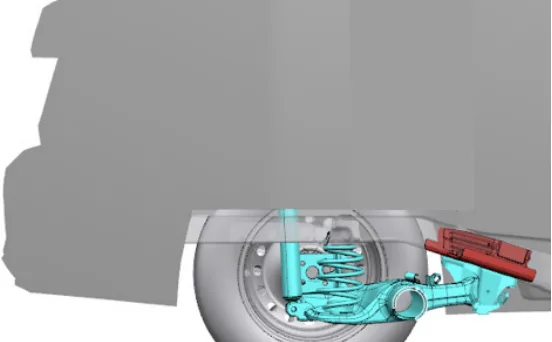
user 03/10/2025 Aluminium-J , automotive-J , Technical Data-J Applications , CAD , Die casting , Efficiency , High pressure die casting , Magnesium alloys , radiator , Review , 금형 , 알루미늄 다이캐스팅 , 자동차 산업 本要約は、[‘European Mechanical Science’] に掲載された [‘アルミニウム高圧ダイカストのリアフレームレールへの応用 (Aluminium High Pressure Die Casting Application on Rear Frame Rails)’] 論文に基づいて作成されました。 1. 概要: 2. 概要または序論 自動車産業における競争の激化と環境規制の強化により、自動車メーカーは従来の鋼鉄などの構造材料の代わりに、より高い機械的特性と軽量化性能を備えた材料を使用する傾向にあります。アルミニウム合金は鋼鉄よりも3倍軽量であるため、この用途の良い例です。アルミニウムは優れた耐久性能を持つため、車体構造設計への使用が提案されており、適切な形状と熱処理を適用することで、機械的特性は構造部品に有効となります。鋳造プロセスは、トポロジー最適化を可能にし、板金プレスに比べて強度と重量の比率が優れる、より複雑な形状を作成できます。リアレール強化サポートブラケットは、トポロジー最適化されたアルミニウムダイカスト部品を適用できる車体構造 (Body In White) の最も適切な部品の1つです。従来の強化サポートブラケットでは、必要な剛性と耐久性を確保するために複数の鋼板プレス部品が使用されており、設計、成形性、および組立の観点から、より複雑な構造となっています。本研究では、既存のソリューションと同等の性能を得るために、高圧鋳造法によって設計および製造された新しい部品を研究します。さらに、より優れた機械的特性を得るために、さまざまな熱処理をテストし、最適な熱処理サイクルを決定しました。新しい設計は、仮想検証ツールを使用して既存の設計と比較され、比較結果が提示されています。 3. 研究背景: 研究テーマの背景: 自動車産業における安全基準の強化により、新世代の車両の車体構造は、衝突時の構造的完全性とエネルギー吸収能力を向上させる必要があります。同時に、新たな環境規制により、炭素排出量も削減する必要があります。エンジンとトランスミッションの効率、車両重量、空気力学、転がり抵抗は、炭素排出量と燃料消費量に影響を与える主要な要因です。車両重量を100kg削減すると、kmあたり9gのCO₂削減効果が得られます。したがって、車両重量の削減は、CO₂排出量削減のための最も効果的な手段であり、同時に安全性、走行品質、および全体的な性能を維持するために不可欠です。自動車構造は車両総重量の約40%を占めるため、車体構造の軽量化は、燃費向上、有害排出物の削減、および原材料の節約を達成するための重要な方法です。 既存研究の現状: 車体重量の削減のために、アルミニウム、マグネシウム、複合材料などのさまざまな設計手法と革新的な材料オプションが模索されています。アルミニウムは、コスト効率、加工性、耐食性、リサイクル性、および自動車産業での広範な使用により、車体重量の削減に最も適した材料として強調されています。アルミニウム合金は、自動車用途において鋼鉄よりも、低密度(鋼鉄の7.87 gr/cm³に対して2.7g/cm³)、単位重量あたりのより高い衝撃エネルギー吸収、およびラジエーターコアや熱交換器の用途に役立つ優れた熱伝導率など、いくつかの利点を提供します。 研究の必要性: 現在の車両設計では、リアサスペンションサポートブラケットは通常、総重量2.7kgの3枚の鋼板で構成されています。これらの部品は、多数のスポット溶接と構造用接着剤で接合されており、車両重量と製造コストの増加につながっています。性能と安全性を維持または向上させながら、重量とコストを削減するための代替材料と製造プロセスの探求が必要です。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は、構造性能と安全性を損なうことなく、軽量化とコスト効率を達成するために、アルミニウム合金と高圧ダイカストを使用してリアレールサスペンションサポートブラケットを再設計することです。 主要な研究課題: 主要な研究課題は、以下の点に焦点を当てています。 研究仮説: 本研究では、以下の仮説を設定します。 5. 研究方法: 研究デザイン: 本研究では、設計と検証のアプローチを採用しています。当初は、サスペンション接続部の荷重条件に基づいてアルミニウムブラケットの最適な設計を生成するために、トポロジー最適化を利用しました。最適化のための設計空間は、U字型断面部材内で定義されました。有限要素法(FEM)は、サスペンションジョイントポイントにX、Y、Z方向に単位荷重を印加してトポロジー最適化に使用されました。 データ収集方法: 本研究では、主に性能評価のために仮想検証ツールを利用しています。Silafont-36アルミニウム合金の材料特性とさまざまな熱処理に関する実験データを使用して、仮想シミュレーションを実行しました。 分析方法: 以下の仮想分析手法を使用しました。 研究対象と範囲: 本研究は、乗用車のリアサスペンションサポートブラケットに焦点を当てています。研究対象の材料は、高圧ダイカストで加工されたSilafont-36(AlSi10MnMg)アルミニウム合金です。範囲は、設計、材料選択、熱処理最適化、およびアルミニウムダイカストブラケットの仮想検証を含みます。 6. 主な研究成果: 主要な研究成果:
Read More
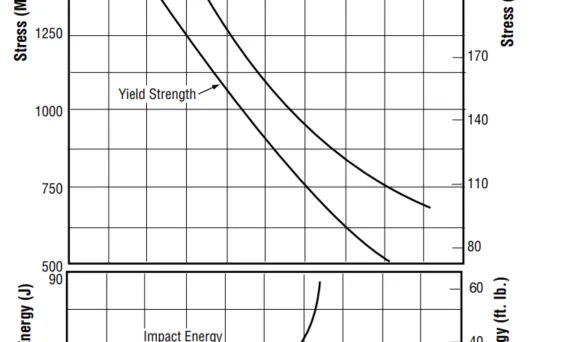
user 03/10/2025 Aluminium-J , automotive-J , Copper-J , Technical Data-J A380 , Alloying elements , aluminum alloy , Aluminum Die casting , CAD , Die casting , Die Casting Congress , Mechanical Property , Microstructure , Review , 금형 , 알루미늄 다이캐스팅 この論文の紹介は、”CINDAS LLC” によって発行された “Aerospace and High Performance Alloys Database Ferrous • FeUH H-13 August 2008” に基づいて作成されました。 1. 概要: 2. 抄録または序論 1.0 Generalこの中合金、マルテンサイト系、空冷硬化型、超高強度鋼は、組成、熱処理、および多くの特性において H-11 および H 11 Mod と類似しています。鋼種 H-11、H-11 Mod、および H-13 は、航空機および着陸装置の用途において重要な、優れた耐熱衝撃性を持ちながら 300 ksi の極限引張強度まで熱処理できる能力など、いくつかの特性を示します。これらの鋼種は通常、オーステナイト化し、空気、不活性ガス、油、または熱塩浴で冷却することにより硬化されます。焼戻しを行うと、焼戻し曲線に二次硬化の極大を示し、1050~1100F で二重または三重焼戻しを行うと、通常、高い室温極限引張強度 (220~250 ksi) と良好な破壊靭性および室温および高温での最大疲労強度を兼ね備えた高硬度 (44~48 Rc) を発現します。H-13 鋼は、超高強度用途の構造用鋼としては H-11 Mod ほど一般的に使用されていませんが、入手可能性やわずかに優れた耐摩耗性、および H-13 のその他の特性が利点となる場合には H-11 Mod の代替として使用できます。 3. 研究背景: 研究トピックの背景: 既存研究の現状:
Read More
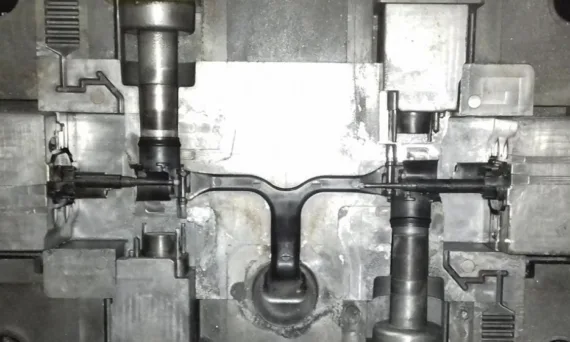
user 03/10/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , Aluminium die coating , aluminum alloy , aluminum alloys , Aluminum Die casting , AUTOMOTIVE Parts , CAD , Die casting , High pressure die casting , Microstructure , PACVD , Thin films , 금형 , 알루미늄 다이캐스팅 , 자동차 산업 This paper introduction was written based on the [‘Increasing the lifespan of high-pressure die cast molds subjected to severe wear’] published by [‘Surface & Coatings Technology’]. 1. 概要: 2. 概要または序論 自動車部品への複合材料の組み込みが増加しているにもかかわらず、高圧ダイカストは依然として複雑な形状の自動車部品を費用対効果の高い方法で得るための最も有用な製造技術の1つです。自動車産業は高い生産ケイデンスと高品質の製品を必要とすることは周知の事実です。したがって、生産と管理のあらゆる側面を最適化するための体系的なアプローチが常に取られています。 燃料ポンプ本体、スロットルボディ、EGRバルブ、サポートブラケットなど、自動車部品に一般的に使用されるアルミニウム合金には、通常、高い研磨性を示すシリコンが含まれています。高温および高速でのアルミニウムの流れは、摩耗、時にはアブレージョンとエロージョン効果の組み合わせにより、深刻な摩耗を引き起こします。 本研究では、典型的な深刻な摩耗問題のある2つの金型を選択し、関連する摩耗メカニズムを詳細に調査しました。その後、この目的に最適なコーティングを慎重に選択し、コーティング適用による有効な利点を試験するために金型の最も重要な部分のいくつかをコーティングし、耐摩耗挙動と関連する摩耗メカニズムを分析しました。並行して、実験室試験と工業試験の間に相関関係を描けるかどうかを調査するために、トライボロジー試験も実施しました。走査型電子顕微鏡(SEM)とエネルギー分散型分光法(EDS)を積極的に使用して、コーティングと観察された摩耗メカニズムを特性評価しました。実験室トライボロジー試験では、それぞれ接触部に低荷重と中荷重を課すことを試みるボールスキャッタリング試験とブロックオンリング試験を実施しました。有望な結果が得られ、特定のコーティングがこの応用分野で他のコーティングよりも優れた挙動を示すと結論付けることができました。 3. 研究背景: 研究トピックの背景: 自動車部品への複合材料の組み込みが増加しているにもかかわらず、高圧ダイカストは依然として複雑な形状の自動車部品を費用対効果の高い方法で得るための最も有用な製造技術の1つです。しかし、これらの部品を製造するために使用される金型は、高圧、急速な温度変動、および高速で移動する溶融金属からのエロージョンなどの非常に厳しい条件に常にさらされています。高圧ダイカストプロセスでは、ショットスリーブの充填、高速キャビティ充填、補助的な高圧の適用、冷却と凝固、金型開閉と部品の突き出し、金型冷却、および新しい射出サイクルに対応する潤滑という手順が考えられます[1]。通常の溶融金属の投入速度は20〜60 m/sであり、アルミニウム合金の種類に応じて温度は約700℃です[2]。これらの金型のメンテナンスまたは交換には多大なコストがかかり、製造業者は寿命を延ばすための最良の解決策を見つける必要があります。工業環境および作業条件は、エロージョン、腐食、摩耗、熱疲労などの熱間工具鋼のいくつかの破損メカニズムを誘発する能力を高めます[3]。 既存研究の現状: 近年、さまざまなタイプの破損メカニズムを理解するためにいくつかの研究が行われてきました[2, 4-7]。ダイへのアルミニウム射出は、アルミニウムはんだ付けメカニズムにより、最も過酷なプロセスの1つです。溶融アルミニウムは金型表面と化学反応を起こし、アルミニウムダイカストの破損メカニズムにつながります[4, 8]。このため、金型寿命を短縮するメカニズムを防ぐためのコーティングを構築するために、多くの研究が行われてきました[1, 3, 9-16]。セラミックコーティングは、通常、特定の破損メカニズム、特にヒートチェックの発生を回避するために使用されます。ただし、他のコーティングも金型寿命の改善に貢献する可能性があり、コストはこの種の用途で最も重要な要素ではない可能性があります[11]。 1997年、Wang [14]は、当時の現在のコーティング、すなわちTiN、TiAlN、CrNについて、さまざまな熱間工具鋼とマレージング鋼を使用して、溶融アルミニウム腐食、靭性抵抗、硬度、熱変化などのさまざまな側面を分析し、コーティングが金型寿命をどのように改善できるかについて広範な研究を発表しました。この研究により、TiNは酸化温度が低いため適切なソリューションではないことがわかり、H13またはMarlok鋼は、コーティングされている場合、高圧射出成形に考慮でき、特に衝撃靭性と腐食およびエロージョン挙動の改善が望ましい場合に考慮できると結論付けています。この研究はParkとKim [16]によって裏付けられており、彼らはTiNが500℃で酸化し始め、他の研究されたコーティング(TiAlNとTiSiN)は700℃までの酸化抵抗がはるかに優れていると結論付けています。さらに、TiNは600℃を超える温度で解離する傾向があることは周知の事実です[17, 18]。これらの最後のコーティングは優れた機械的特性も示しましたが、TiSiNは中温に適しており、TiAlNコーティングは高温に最適です。しかし、Dobrzanskiら[10]が行った試験では、TiNコーティングは、室温での同じピンオンディスク試験条件下で、X37CrMoV5-1型熱間工具鋼よりも5倍優れた耐摩耗性を達成することがわかりました。また、500℃で行われた同じ試験でも同様でした。Tentardiniら[8]も、アルミニウムダイカストに関して同じTiNおよびCrNコーティングを使用して同様の研究を実施しましたが、今回はH13鋼とAnviloy® 1150を基板として使用しました。これらの研究者は、CrNコーティングが鋳造プロセスにおけるアルミニウム合金とのはんだ付けメカニズムに関してTiNコーティングよりも優れた挙動を示すことを発見しました。さらに、Guziliaら[1]もはんだ付け現象を調査し、TiN、CrN、TiCnコーティングを使用すると、アルミニウム合金と鋼金型の間のはんだ付けを回避でき、鋳造アルミニウム合金の堆積層を観察できると結論付けました。これにより、金型への損傷が軽減され、急速な劣化が回避されます。これは、コーティングが溶融アルミニウムと金型鋼表面間の反応を防ぐ物理的バリアとして機能するためです。さらに、Heimら[12]もアルミニウムダイカストにおけるはんだ付け現象を研究し、TiN、TiCN、TiBN、TiAlCNなどのコーティングもその厄介な問題を防止すると結論付けています。 同じコーティングに基づいて、いくつかの新しいコーティングアーキテクチャがテストされており、具体的には多層コーティング[19]を使用しています。異なる層は、熱バリア(外層–希土類酸化物コーティング)、拡散バリア(中間層–TiAlNコーティング)、薄い接着層(内層Tiコーティング)など、異なる役割を担うことを意図しています。このようにして、基板の熱疲労抵抗は大幅に向上し、液体アルミニウムを使用した4000回の熱サイクル後に観察できます。同様のアプローチはBobzinら[20]によって実施され、AISI H11鋼基板上で多層CrN/AlN/Al2O3コーティングをテストし、Al2O3を最上層としています。また、2つの工業用コーティングが、アルミニウムダイカストマシンでの5884回のアルミニウムショットを含む、同じ試験条件下でその研究で使用されました。CrN/AlN/Al2O3は、他のコーティングと比較して興味深い挙動を示し、金型寿命を大幅に改善しました。コーティングの相変態は、金型内で到達した温度に起因すると報告されています。ただし、わずかに異なるアプローチもMuller [15]によって研究されており、彼は金型表面のプラズマ窒化前処理を使用し、続いてTiBN、CrN、W-C:H膜などのPVDまたはPACVDコーティングを使用し、プラズマ窒化前処理が表面マクロ硬度と臨界荷重を同じPVDまたはPACVDコーティングを施した表面に対して相対的に改善すると結論付けています。一方、Rodríguez-Baracaldo [21]は、窒化前処理と(Ti0.7Al0.3)Nコーティングの組み合わせを研究し、2つの窒化前処理鋼と(Ti0.6Al0.4)Nコーティングのみを提供した他の鋼と比較し、室温および高温(600℃)で摩耗試験を実施しました。室温では摩耗挙動に有意差は見られませんでしたが、高温ではそうではなく、窒化前処理鋼は(Ti0.6Al0.4)Nコーティングを提供し、最良の耐摩耗挙動を示し、(Ti0.6Al0.4)Nコーティングでコーティングされた前処理鋼および非前処理鋼と比較して、最後に最悪の耐摩耗挙動を示しました。また、Tomaslewskiら[22]によって異なるアプローチが調査され、AISI M2相当の高速鋼を基板として使用して、MoとTiAlNを共堆積させました。得られた準多層膜はTiAlN/(TiAl)1-x –
Read More
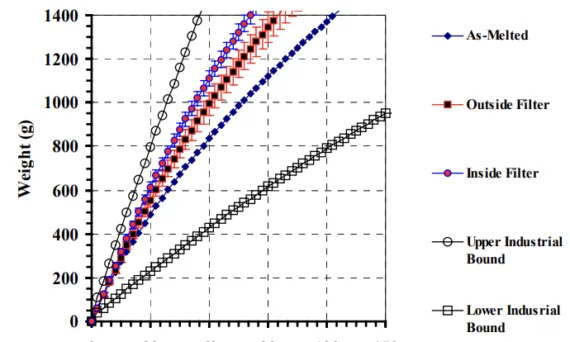
user 03/10/2025 Aluminium-J , Technical Data-J A380 , aluminum alloy , Aluminum Casting , CAD , Die casting , Efficiency , High pressure die casting , Mechanical Property , Permanent mold casting , Sand casting , 금형 This paper introduction was written based on the ‘Improving Die Casting Melt Quality and Casting Results with Melt Quality Analysis and Filtration’ published by ‘Proceedings, 4th International Conference on Molten Aluminum Processing, AFS’. 1. 概要: 2. 概要または序論 概要 自動車用途におけるアルミニウム鋳物の使用は、著しいペースで拡大し続けています。大量生産の要求は、高圧、低圧、永久金型、精密砂型鋳造プロセスによって満たされています。これらの用途に対する技術的要件は、アルミニウム合金溶湯の状態に始まる、高度な鋳造健全性を要求しています。 本論文では、特に介在物に関する溶湯品質の清浄度を評価するためのいくつかの現場および実験室的方法、ならびにボンド粒子フィルターを用いた持続使用型炉内ろ過システムから得られる利点について紹介します。 ボンド粒子ろ過を利用することで、機械加工不良の削減、表面仕上げの向上、伸びの増加、リーカーの減少、および全体的なスクラップ削減において、最小限のコスト、労力、リスクで大幅な改善が可能です。 序論 アルミニウム鋳造の生産量とプロセス技術の成長は、過去10年間で非常に著しいものでした。エンジン部品、構造部品、ホイール、その他の機能部品への自動車用途の拡大は、この成長の主要な要因です。このような鋳物のより高い特性要求は、より厳格な金属清浄度管理、すなわち多孔性/微細孔隙率を最小限に抑えるための介在物と水素含有量の管理を可能にする優れた金属品質と溶湯処理プロセスを要求してきました。清浄な金属を製造するための溶湯処理には、フラックス処理および/またはフラックス注入、脱ガス、ろ過が含まれます。ろ過プロセスは現在、事実上すべてのアルミニウム形状鋳造作業で採用されています。期待され、達成される典型的な利点には、(1)鋳造プロセス中の金属流動性と湯回り性の向上、(2)鋳造特性の向上、(3)被削性の向上、(4)表面仕上げの向上、(5)スクラップおよび不良鋳物の全体的な削減が含まれます。 圧力ダイカスト、特定の重力ダイカストまたは永久金型プロセス、および大量の生砂または化学結合砂型鋳造プロセスでは、絶対的な注湯点、すなわち金型内ろ過を提供することは現実的ではありません。したがって、残された選択肢は、溶解/再溶解炉および鋳造炉に、可能な限り注湯点に近い位置にフィルターを設置することです。ボンド粒子フィルターは、ほとんどの場合、このような炉内用途に最適なフィルターとして登場しました(Neff、1995)。このフィルターは、溶融アルミニウム中で長期間にわたって劣化しない独自のセラミックバインダーで結合された炭化ケイ素の凝集体です。炭化ケイ素材料は、非常に耐久性があり、熱伝導性にも優れているため、長期間の連続使用に最適です。ボンド粒子フィルターの低い多孔性、内部構造の曲がりくねり、および介在物を捕捉および保持するバインダーシステムの親和性は、全体的な介在物除去効率を高めます。 一般的な構成には、鋳造炉または「ボックスフィルター」(図1b)の炉床とディップアウトウェルを分離する垂直ゲートフィルター(図1a)が含まれます。後者は、炉の形状と取鍋のサイズに合わせてさまざまな幾何学的形状とサイズに構成でき、より大きな表面積を提供するという利点があります。鋳造される金属は、保持炉またはるつぼ炉に設置されたフィルター容器の内部から自動取鍋または手動ディップされます。 3. 研究背景: 研究トピックの背景: アルミニウム鋳造業界、特に自動車用途では、大幅な成長を遂げてきました。この拡大は、高圧ダイカスト、低圧ダイカスト、永久金型鋳造、精密砂型鋳造などのプロセスを使用した複雑な部品の大量生産の需要によって推進されています。これらの用途に対する技術的要件は、アルミニウム合金溶湯の品質に根本的に依存する、優れた鋳造健全性を必要としています。高い鋳造健全性を達成するには、特に溶湯の清浄度に関して、溶湯状態を綿密に管理する必要があります。 既存研究の現状: フラックス処理、脱ガス、ろ過などの溶湯処理プロセスは、清浄なアルミニウム溶湯を製造するために不可欠です。特にろ過は、事実上すべてのアルミニウム形状鋳造作業における標準的な慣行となっています。ボンド粒子フィルターは、炉内ろ過用途に最適な技術となっています。独自のセラミックバインダーで結合された炭化ケイ素凝集体で構成されるこれらのフィルターは、溶融アルミニウム中での劣化に対する耐性を提供し、持続的かつ継続的な使用のために設計されています。低い多孔性や曲がりくねりなどの構造的特徴と、バインダーの介在物親和性と相まって、介在物除去効率の向上に貢献しています。 研究の必要性: ろ過が広く採用されている一方で、その有効性と結果として得られる溶湯品質の向上を定量化することは依然として重要です。ダイカストメーカーは、巨視的な観察を超えて、ろ過性能を評価する方法を必要としています。生産規模の実験と継続的な生産環境の両方で、ボンド粒子ろ過によって達成された溶湯清浄度の向上を評価するために、定量的および半定量的な手法が必要です。この評価は、鋳造プロセスを最適化し、欠陥を削減し、ダイカスト部品の全体的な品質を向上させるために不可欠です。 4. 研究目的と研究課題:
Read More

![Figure 1. Microstructure of the Al-Cu alloy generated at different CRs with different methods: (a–c) using sand mold casting method, CR 1.65 K/s, (d–f) using cooper mold casting method, CR 5.7 K/s, (g–i) using twin-roll casting method, CR 117.3 K/s [4]. Reprinted with permission from the publisher.](https://castman.co.kr/wp-content/uploads/image-1091-570x342.webp)