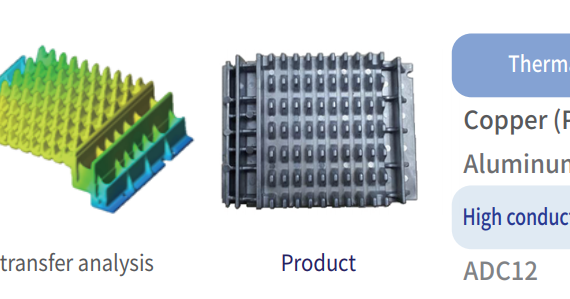
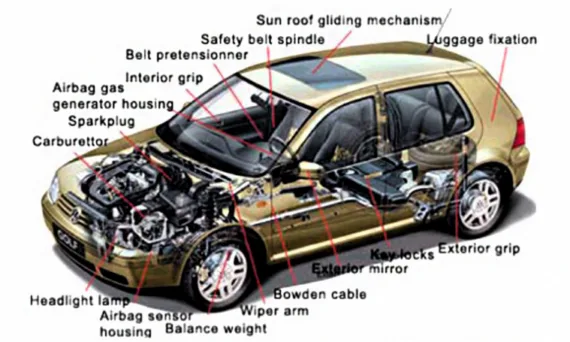
高圧アルミニウムダイカストと銅ダイカストヒートシンク 高圧ダイカストは、液状金属を高圧で金型に注入して製品を製造する工法であり、生産速度が速く、複雑な形状を実現できるという利点があります。アルミニウムは軽量で熱伝導率が高いためヒートシンク素材として適しており、銅はアルミニウムよりも熱伝導率がはるかに高いため、高発熱部品に使用されます。 I. 高圧アルミニウムダイカストヒートシンク アルミニウム高圧ダイカストは、高い生産性と経済性を背景に、様々な産業分野で広く利用されているヒートシンク製造工法です。薄い壁厚と複雑な内部構造を持つヒートシンクを効率的に生産でき、小型化・軽量化にも有利です。ただし、ダイカスト特有の表面粗さや内部空孔などの品質管理が重要になります。 A. Computer, 電力, 電子産業: B. 自動車産業: C. 産業オートメーション産業: D. LED照明産業: II. 銅ダイカストヒートシンク 銅はアルミニウムよりも熱伝導率がはるかに高いため、高発熱部品に適した素材です。しかし、価格が高く加工が難しいため、アルミニウムに比べて使用量は少ないです。主に、高性能、高信頼性が求められる分野で使用されます。 A. 高出力電力装置: B. 医療機器: C. 航空宇宙産業: 高圧アルミニウムダイカストと銅ダイカストはそれぞれ長所と短所があり、産業分野の要件に応じて適切な素材と工法を選択することが重要です。 カスタム押出散熱板の製造 カスタム押出散熱板の製造をお手伝いいたします。必要な合金、表面仕上げ、および2次加工を取得できるさまざまな機能を提供しています。 通常、散熱板を作成するために使用される2つの材料があります。散熱板は通常、アルミニウムまたは銅で作られています。それぞれには独自の利点があります。 Heat Sink by High conductivity Aluminum Alloy | Integrated Heat Sink with Cooling Capability アルミニウムヒートシンク アルミニウムはヒートシンクの最も一般的な材料です。特に、押出しアルミニウムヒートシンクはほとんどのプロジェクトに適しています。金属は軽く、比較的熱伝導率が優れています。 銅ヒートシンク 銅はアルミニウムよりも熱伝導率がはるかに優れています。ただし、欠点は重量とコストです。金属は時折、熱伝導率の重要性が軽量化よりも重要な場合に使用されます。 各ヒートシンク製造プロセスには独自の利点と欠点があります。ヒートシンクを作成する方法にはさまざまなものがあります。 1. 押出しヒートシンク ほとんどのヒートシンクは押出しアルミニウムで作られています。このプロセスはほとんどのアプリケーションに適しています。押出しヒートシンクは低コストで提供され、カスタム仕様を簡単に製造できます。Castmanの場合、押出しヒートシンクのパフォーマンスはCFD(熱流解析)を使用して最大限に向上させることができます。 2. スキッドヒートシンク この方法は通常、銅を使用して堅固な金型から生産されます。これらのヒートシンクは高い設計の柔軟性を提供し、高いフィン密度を実現できます。銅ヒートシンクはより多くの表面積と熱放散の機会を作り出し、高い性能を提供しますが、通常は重量が欠点です。 3. CNC加工ヒートシンク
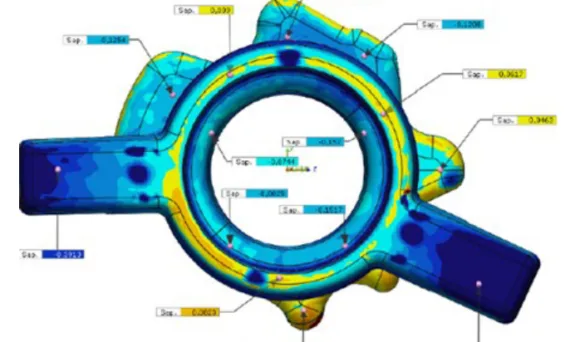
研究の核心目的: 本研究は、自動車産業などで広く求められる複雑な形状の鋳造品の製造において、従来の砂型コア(sand core)の欠点を克服し、環境に優しく効率的な塩コア(salt core)を用いた鋳造プロセスを開発することを目的とする。砂型コア使用時に発生するコアガス、騒音、粉塵、環境汚染といった問題点を解決することを目指す。 主要な方法論: ポンプ本体部品を対象として、塩コア製造のための単一チャンバー射出金型を設計・製作した。溶融塩を射出成形して塩コアを製造し、従来の傾斜鋳造法を用いて鋳造を行った。Faro Edge Scan Arm HDを用いて塩コアの寸法精度を測定し、3Dデータモデルと比較・分析した。また、冷却システムを改良して均一な冷却を促し、亀裂発生を最小限に抑えた。鋳造後、塩コアを水に溶解させて除去し、表面粗さや内部欠陥を分析した。砂型コアを用いた鋳造プロセスとの比較分析も行った。 主要な結果: 塩コアを用いた鋳造プロセスは、砂型コアを用いたプロセスと比較して以下の利点が見られた。(1) 樹脂燃焼によるコアガスの発生がなく、鋳造品の欠陥を減少させた。(2) 塩コアは水に溶解して残渣なく除去できるため、砂型コア除去工程で発生する騒音、粉塵、環境汚染の問題が解決された。(3) 砂型コアよりも鋳造品の表面粗さが良好であった。(4) 鋳造プロセス時間は砂型コアを用いたプロセスとほぼ同等であった。ただし、塩コアの収縮率予測や凝固時間が砂型コアよりも長いことが課題として挙げられた。 研究者情報: 研究背景と目的: 論文の主要な目標と研究内容: 結果と成果: 著作権と参考文献: 本要約は、Tülay Hançerlioğluの論文 “Development of Salt Core Use as an Alternative in Aluminum Alloy Castings”に基づいて作成されました。 論文出典: DOI: 10.18466/cbayarfbe.1033177
製造業の発展に伴い、アルミニウムダイカスト部品はさまざまな分野でますます使用されており、中空のダイカスト部品は構造の強度を高め、重量を軽減することができます。真空ダイカスティングは主に自動車部品に使用され、薄い壁を作ることができます。ソルトコアを使用して、ダイカスティング中に水で取り除かれる複雑な中空部品を製造することができます。 Competitive Cost Reduction Products Made by Replacing Sand Core with Salt Core Technology Salt core 水に溶解される塩コアは、低圧鋳造や砂鋳造で使用される砂コアと比較して、鋳造後に高圧水で取り外すことができる、水に溶ける塩で作られたコアを指します。 塩コアは強度が高く、クリーンな鋳造表面仕上げ、気泡が少なく、取り外しが容易で、部品への損傷が最小限であり、環境にやさしいです。また、塩もリサイクルが可能です。そのため、自動車産業ではますます塩コアが使用されるでしょう。 高圧ダイカストでは、ツールのコアは温度が680〜720℃、速度が20〜50m/sの溶融合金の衝撃に耐える必要があります。そのため、水に溶ける塩は強度が高く、高圧および低圧ダイカストの要件を満たす必要があります。また、塩コアの収率は高圧ダイカストと一致し、塩コアの引張強さは少なくとも20MPaでなければなりません。さらに、良好に溶けやすく、清掃が容易であり、合金との反応がなく、リサイクル利用に対応している必要があります。 高圧ダイカストの収率とコアの製造を考慮して、塩コアを製造する主な方法は射出法です。ダイカスト中に塩コアの固化時間は合金よりも長いため、生産効率に悪影響を与えます。塩コアの製造と充填・固化のシミュレーションの基準を提供し、ダイカスト中のクラックのリスクの可能性を見つけるためには、塩コアの評価システムを確立する必要があります。 -Smooth surface quality-High thermal shock resistance-Water soluble-Thermal insulation -No chemical binders used-No separate coating material used-Do not use harmful substances-Integrated core support structure -Possible to design complex internal flow channels-Undercut molding possible-Surface quality specification available-Can