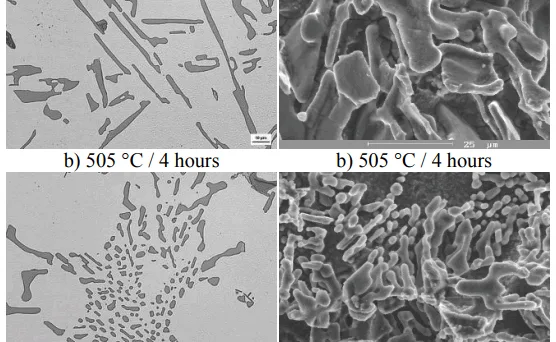
持続可能性への関心が高まる中、自動車産業では軽量化とリサイクル材の活用が重要なテーマとなっています。特に、アルミニウム合金は車体やエンジン部品に広く使われており、その中でもリサイクル材から作られる鋳造用アルミニウム合金は、コストと環境負荷の両面で大きなメリットがあります。 しかし、リサイクル材は新品の材料に比べて不純物元素を多く含む傾向があり、その性能を最大限に引き出すためには適切な「熱処理」が不可欠です。 今回は、スロバキアとポーランドの研究チームによる学術論文「Structural analysis of heat treated automotive cast alloy」を基に、再生Al-Si-Cu系合金(AlSi9Cu3)の性能を最適化するT4熱処理の秘密を、その微細構造の変化から探っていきます。 研究の目的:再生アルミ合金の「T4熱処理」を最適化する この研究で使われたのは、自動車部品に多用される「AlSi9Cu3」という再生アルミニウム合金です。この合金の機械的特性(強度や硬さ)を向上させるため、「T4熱処理」というプロセスが適用されました。 T4熱処理とは?1. 溶体化処理 (Solution Treatment): 合金を高温(この研究では505℃, 515℃, 525℃)で一定時間(2~32時間)保持し、強度向上に寄与する元素(主に銅)を母材のアルミニウムに均一に溶け込ませる工程。2. 焼入れ (Quenching): 高温状態から急冷(この研究では温水を使用)することで、溶け込んだ元素が析出するのを防ぎ、過飽和な状態を維持する工程。3. 自然時効 (Natural Aging): 常温で24時間放置し、合金内部で微細な析出物を形成させ、強度を高める工程。 研究チームの目的は、この溶体化処理の温度と時間を様々に変えることで、どの条件が再生AlSi9Cu3合金の機械的特性を最も向上させるのかを突き止めることでした。 結果①:機械的特性の「スイートスポット」を発見 研究チームは、熱処理後の合金の引張強度とブリネル硬さを測定しました。その結果は非常に興味深いものでした。 図2:溶体化処理時間と引張強度の関係 図3:溶体化処理時間とブリネル硬さの関係 グラフから明らかなように、515℃で4時間の溶体化処理を行ったときに、引張強度と硬さの両方がピークに達することがわかりました。 なぜこのような「スイートスポット」が存在するのでしょうか?その答えは、合金の内部、つまり微細構造の変化に隠されていました。 結果②:微細構造の変化が性能を左右する 研究チームは、顕微鏡を用いて熱処理前後の合金の内部構造を詳細に観察しました。その結果、機械的特性の変化は、主に3つの相(組織)の形態変化によって引き起こされていることが明らかになりました。 1. 共晶シリコン(Si)の球状化:弱点を強みに変える 鋳造されたままのアルミニウム合金では、シリコン(Si)は鋭い針状や板状の形で存在します。この鋭い形状は、力がかかったときに「応力集中」を引き起こし、亀裂の起点となる弱点になります。 熱処理を行うと、この針状のシリコンが断片化し、徐々に丸い粒子(球状化)に変化します。 図6:深部エッチング後の共晶シリコンの形態変化。a) 熱処理前(板状)、c) 515℃/4h(球状化)、d) 525℃/4h(粗大化) 丸い形状は応力集中を緩和するため、材料の延性や靭性を大幅に向上させます。515℃/4時間の条件は、この球状化を効果的に進めるのに最適な条件でした。しかし、時間をかけすぎたり温度を上げすぎたりすると、粒子が粗大化しすぎてしまい、かえって特性が劣化します。 2. 銅(Cu)リッチ相の溶解と「初期溶融」:諸刃の剣 銅(Cu)は、アルミニウム合金の強度を高める重要な元素です。溶体化処理によって、Al-Al₂Cu-Siといった銅リッチ相が母材に溶け込み、後の時効処理で強度を向上させます。515℃の処理では、この溶解が適切に進みます。 しかし、温度が高すぎる525℃になると、問題が発生します。この銅リッチ相の一部が融点に達してしまい、「初期溶融(Incipient Melting)」と呼ばれる現象が起こるのです。 図9:525℃における銅リッチ相の初期溶融プロセス。時間が経つにつれて組織が溶け、空洞(キャビティ)が形成される様子がわかる。 合金内部で部分的に溶融が始まると、組織がもろくなり、微小な空洞ができてしまいます。これが、525℃で熱処理した際に強度が著しく低下する主な原因です。 3. 鉄(Fe)リッチ相の断片化:有害な組織の無害化 リサイクル材には不純物として鉄(Fe)が含まれやすく、これは針状の有害な金属間化合物を形成することが知られています。しかし、この合金にはマンガン(Mn)も含まれているため、比較的害の少ない「チャイニーズスクリプト(骸晶)」状のAl₁₅(FeMn)₃Si₂相が形成されます。 熱処理によって、この複雑な形状の相も断片化し、より丸みを帯びた形状に変化します。これもまた、材料全体の特性向上に寄与します。
Read More
この技術概要は、[Kanchiraya Shivalingaiah et al.]が[Metals]誌([2022]年)に発表した学術論文「[Stir Casting Process Analysis and Optimization for Better Properties in Al-MWCNT-GR-Based Hybrid Composites]」に基づいています。ダイカスト専門家の皆様のために、CASTMANの専門家がGemini、ChatGPT、GrokなどのLLM AIの支援を受けて分析・要約しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がダイカスト専門家にとって重要なのか 自動車、航空宇宙、エレクトロニクス分野では、部品の軽量化と高性能化が常に求められています。アルミニウムはその要求に応える主要な材料ですが、純粋な状態では強度、剛性、耐摩耗性が十分でないため、特にエンジン部品や構造部材などの高負荷用途への適用には限界がありました(参考文献[1])。 この課題を克服するため、アルミニウムにセラミックスなどの硬質粒子を強化材として添加する金属基複合材料(MMC)が開発されてきました。しかし、従来の硬質強化材は、加工性を損なったり、相手材を摩耗させたり、材料の延性を低下させるなどの問題がありました(参考文献[19, 20])。 近年、カーボンナノチューブ(CNT)やグラフェンのような炭素系ナノ材料が、その卓越した機械的特性と自己潤滑性から注目されています(参考文献[22, 23])。これらのナノ材料をアルミニウムに均一に分散させ、そのポテンシャルを最大限に引き出す経済的な製造プロセスを確立し、最適な製造条件を見つけ出すことが、業界全体の大きな挑戦となっていました。 アプローチ:研究手法の解明 本研究では、この課題に対し、体系的かつ科学的なアプローチを取りました。 研究者たちは、まず製造法として、生産性が高く経済的な撹拌鋳造法を選択しました。これは、溶融したアルミニウムに強化材を投入し、機械的に撹拌して分散させる手法です(参考文献[31, 32])。 次に、複合材料の品質に大きな影響を与える4つの主要なプロセスパラメータを特定しました。1. グラフェンの強化率(PR)2. 金型温度(DT)3. 溶湯温度(MT)4. 撹拌速度(SS) これらのパラメータが硬度(HV)と耐摩耗性(WR)にどう影響するかを効率的に評価するため、タグチのL16直交表を用いた実験計画が立てられました。これにより、最小限の実験回数で各パラメータの影響度を評価できます(参考文献[42-44])。 さらに、本研究の革新的な点は、複数の品質特性(この場合は「高い硬度」と「低い摩耗率」)を同時に最適化するために、高度な多目的最適化手法を導入したことです。具体的には、各特性の重要度を客観的に決定するCRITIC法と、それに基づいて単一の評価指標に統合するGRA法およびMOORA法を組み合わせたハイブリッドアプローチ(Taguchi-CRITIC-GRAおよびTaguchi-CRITIC-MOORA)が用いられました。この枠組みの詳細はFigure 5に示されています。 ブレークスルー:主要な研究結果とデータ この体系的なアプローチにより、複合材料の特性を飛躍的に向上させるための重要な知見が得られました。 ダイカスト製品への実践的応用 本研究は撹拌鋳造法に関するものですが、その発見とアプローチは、高品質なダイカスト製品を目指す製造現場に多くの実践的なヒントを提供します。 論文詳細 Stir Casting Process Analysis and Optimization for Better Properties in Al-MWCNT-GR-Based Hybrid Composites
Read More
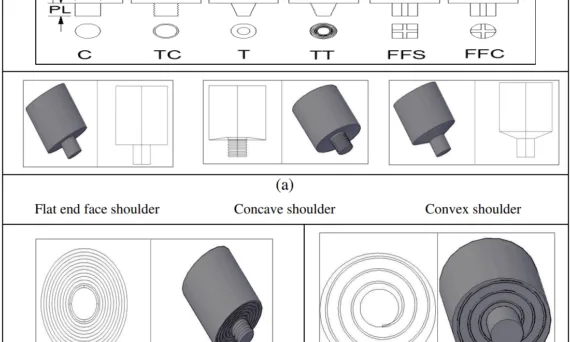
user 07/16/2025 Aluminium-J , automotive-J , FSW-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Efficiency , Mechanical Property , Microstructure , Review , 自動車産業 , 자동차 , 자동차 산업 本紹介資料は、「International Congress Motor Vehicles & Motors 2024」で発表された「ADVANCED WELDING TECHNOLOGIES: FSW IN AUTOMOTIVE MANUFACTURING」という論文に基づいています。 1. 概要: 2. 抄録: 自動車の構造要素を接合するプロセスは、自動車産業における新モデル開発において重要な役割を果たします。自動車産業で代表される様々な技術の中でも、摩擦攪拌接合(FSW)技術は近年ますます適用されるようになっています。FSWは高品質の溶接継手を提供し、高いエネルギー効率、比較的簡単な装置、そしてプロセス自動化の可能性を持っています。また、有害なガス、放射線、閃光、または保護ガス雰囲気を必要としない最も環境に優しい技術であり、現代の自動車産業にとって非常に重要です。この自動化された摩擦接合プロセスは、自動車産業のような大量生産を行う産業によく適合します。この接合プロセスの適用により、自動車産業ではすでに異なった、新しく、より複雑な製品が作られています。一方、自動車メーカーは、車両の重量を削減するために、鋼とアルミニウムの接合など、全く異なる金属を組み合わせて接合する必要がある混合材料またはハイブリッド材料から作られた製品の設計にますます取り組んでいます。従来の溶接方法では、異なる金属の接合は不可能でした。さらに、産業用ロボットの使用により、複雑な接合ライン構成に沿って材料を接合したり、あらゆる溶接姿勢で板材を接合したりするFSWプロセスの適用が可能になります。本稿では、FSW技術プロセスの基本原理を提示します。次に、この溶接プロセスのすべての技術的構成要素を説明します。プロセス自体の物理的本質は、適切なツールと母材との相互作用に基づいています。ツールが母材を回転しながら通過することで、激しい摩擦と溶接材料の混合の結果として機械的エネルギーが解放されます。この機械的エネルギーは熱に変換され、接合領域の材料を加熱し、連続的で高品質の溶接部を形成します。本稿では、主要なグローバルメーカーによる自動車産業におけるFSWの適用例を紹介します。 3. 序論: 現代の製造業は、より速く、より高品質の溶接プロセスを要求しており、高品質基準を満たす必要性が高まっています。自動車および航空宇宙産業では、部品の重量を削減するためにアルミニウムやマグネシウムなどの軽量金属を使用する必要性が増大しています。抵抗スポット溶接やレーザースポット溶接などの従来の接合方法には、工具の摩耗、熱変形、気孔などの欠点があります。これらの課題は、摩擦攪拌接合(FSW)のような革新的で効率的、かつ環境に優しい溶接技術の必要性を浮き彫りにしています。FSWは固相圧接技術の一分野であり、近年その適用が増加しています。 4. 研究の要約: 研究テーマの背景: 自動車産業は、燃費を向上させ、環境基準を満たすために車両重量を削減する方法を常に模索しています。これにより、アルミニウム合金や高張力鋼(AHSS)などの軽量材料の使用が増加しました。これらの材料、特に鋼とアルミニウムのような異種材料を接合することは、従来の溶接方法では大きな課題であり、高度な解決策が求められています。 従来の研究状況: 抵抗スポット溶接などの従来の接合技術は広く使用されていますが、高いエネルギー消費、工具の劣化、熱変形などの欠点があります。レーザー溶接のような他の方法も欠陥を引き起こす可能性があります。これにより、母材を溶融させることなく高品質の接合部を生成できる能力から、摩擦攪拌接合(FSW)およびそのスポット溶接バリアントであるFSSWのような固相接合プロセスへの研究開発が促進されました。 研究の目的: 本稿は、摩擦攪拌接合(FSW)技術に関する包括的な概要を提供することを目的としています。FSWおよびFSSWプロセスの基本原理を提示し、主要な技術的構成要素とパラメータを説明し、主要なグローバルメーカーによる自動車産業での実用例を挙げてその有用性を示します。 中核研究: 本研究では、FSWが非消耗性の回転ツールを2つのワークピースの境界面に押し込んで接合する固相接合プロセスであることを説明します。ツールと材料の間の摩擦は熱を発生させて材料を可塑化し、この材料はツールの形状によって機械的に攪拌・鍛造されて高い完全性を持つ結合を形成します。本稿では、以下のようないくつかのバリエーションを詳述します: 5. 研究方法論 研究デザイン: 本稿は、記述的レビューとして設計されています。FSW技術の基本原理を説明し、そのバリエーションを分類し、現在の適用状況をレビューすることで既存の知識を統合します。 データ収集および分析方法: この研究は、ジャーナル論文、学会発表資料、公開されている技術報告書などの既存の科学文献のレビューに基づいています。著者らはこの情報を分析してFSWのメカニズムを説明し、他の方法と比較し、自動車分野における産業応用の実例と画像を提示します。 研究テーマと範囲: 本稿の範囲は、自動車製造の文脈における摩擦攪拌接合(FSW)とそのバリエーションに焦点を当てています。基本プロセス、FSSWおよびRFSSW、スイープFSSWなどの高度な方法への進化、主要なプロセスパラメータとツール設計、そして主要な自動車メーカーによる文書化された適用事例をカバーしています。 6. 主な結果: 主な結果: 図のタイトルリスト: 7. 結論: FSWのような先進的な溶接技術の適用は、より高品質で、より効率的、費用対効果が高く、環境に優しい製造への需要の増大に応えるため、自動車産業で成長しています。FSWプロセスは、非線形の材料流動と熱力学を含む科学的に複雑ですが、高い強度と疲労耐性を含む優れた接合特性を提供します。最適なパラメータとツールを選択することで、FSWは優れた結果を提供し、自動車セクターおよびそれ以外の分野で成功裏に適用されています。 8. 参考文献: 9. 著作権: 本資料は上記の論文を基に要約されており、商業目的での無断使用を禁じます。Copyright © 2025 CASTMAN. All
Read More
user 07/15/2025 Aluminium-J , automotive-J , FSW-J , Technical Data-J Applications , CAD , Efficiency , Magnesium alloys , Review , 自動車産業 , 자동차 , 자동차 산업 この紹介論文は「DAAAM International Scientific Book 2015」に発表された「A Critical Review of Friction Stir Welding Process」論文に基づいています。 1. 概要: 2. 要旨: 摩擦攪拌接合(FSW)は、航空宇宙、海洋、宇宙船、自動車などの製造業において、異なる金属合金や非金属を接合するために急速に普及している永続的な固相接合プロセスです。現在のシナリオでは、金属合金の溶接は、融接プロセスに対する独特の特徴、すなわち気孔欠陥の減少、熱影響部(HAZ)の減少、シールドガスの不要、環境に優しい、歪みの減少などにより、FSWに置き換えられています。この章では、摩擦攪拌接合のプロセス原理、冶金学的および機械的側面、予熱およびナノ粒子添加の効果など、摩擦攪拌接合の重要な側面について批判的評価が議論されました。FSWに関連する困難やその他の問題も、この分野で広範囲な研究を行うために世界の研究コミュニティにガイドラインを提供するために取り上げられています。 3. 序論: 溶接業界は19世紀以降大きく発展し、当初は融接技術が主流でした。しかし、融接は広い熱影響部、凝固欠陥、機械的性質の低下などの課題を提示します。特にアルミニウムやマグネシウムなどの反応性元素については、従来の融接方法の限界により、固相溶接技術、特に摩擦攪拌接合(FSW)の開発が必要でした。FSWは1991年にThe Welding Institute(TWI)のWayne Thomasと同僚によって発明され、工作物を溶融させることなく90%欠陥のない接合部を生成します。この技術は宇宙船製造において接合強度を30%~50%増加させ、製造時間を23日から6日に短縮することが実証され、FSWをグリーンテクノロジーとして確立しました。 4. 研究の要約: 研究テーマの背景: 従来の融接技術は、広い熱影響部、凝固欠陥、歪み、機械的性質の低下などの限界を抱えています。これらの問題は、高い強度対重量比により航空宇宙、海洋、自動車産業でますます使用されているアルミニウムおよびマグネシウム合金などの反応性元素を溶接する際に特に顕著です。 既存研究の現状: 論文は様々な材料にわたるFSWの広範囲な研究を検討し、研究の76%がアルミニウム合金に集中し、15%が鋼、6%がマグネシウム、3%が銅に関するものです。研究は工具形状効果、プロセスパラメータ最適化、微細構造解析、様々な合金システムでの機械的性質評価など、様々な側面をカバーしています。 研究の目的: この研究は摩擦攪拌接合プロセスの包括的で批判的なレビューを提供し、プロセス原理、冶金学的および機械的側面、予熱およびナノ粒子添加の効果をカバーし、この分野の将来の研究を導くために現在の研究のギャップを特定することを目的としています。 核心研究: 論文はアルミニウム合金、鋼、銅、マグネシウム、異種金属を含む様々な材料カテゴリーにわたるFSW研究を体系的に検討し、プロセスパラメータ、工具形状効果、微細構造変化、機械的性質を分析します。 5. 研究方法論 研究設計: この研究は包括的な文献レビュー方法論を用い、1991年のFSW発明から2015年まで発表されたFSW研究を体系的に分析します。 データ収集・分析方法: 著者らは様々な学術誌や会議から研究論文を収集・分析し、材料タイプ、プロセスパラメータ、研究焦点分野別に分類しました。「Fig. 5.Comparative study of published research work on FSW」に示されるように比較分析が実施されました。 研究テーマと範囲: レビューはアルミニウム合金(2xxx、5xxx、6xxx、7xxx、8xxxシリーズ)、鋼、銅、マグネシウム、チタン、プラスチック、異種金属組み合わせを含む多様な材料でのFSW適用と、ナノ粒子添加および予熱効果のような高度なトピックをカバーします。 6. 主要結果: 主要結果: レビューはFSWが融接と比較して優れた機械的性質を生成し、接合部が向上した引張強度、延性、疲労、破壊靭性を示すことを確認しました。工具回転速度、送り速度、スピンドル傾斜角を含むプロセスパラメータが接合品質に大きく影響します。工具形状、特にピンとショルダー設計は材料流動と熱生成において重要な役割を果たします。論文はまた、予熱とナノ粒子添加が接合特性をさらに向上させる可能性を強調しています。 図表名リスト: 7.
Read More
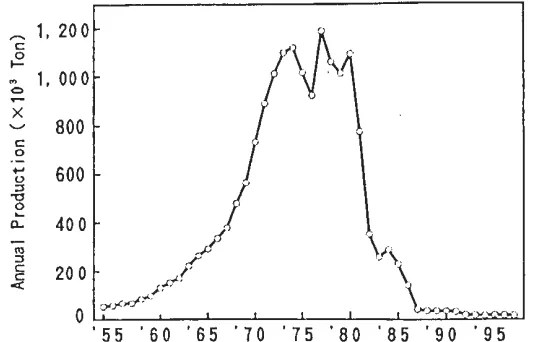
この紹介論文は、「Proceedings of ICAA-6 (1998)」によって発行された論文「THE STATUS OF THE ALUMINUM INDUSTRY IN JAPAN」に基づいています。 1. 概要: 2. 抄録: 日本のアルミニウム産業は過去に2度、致命的な崩壊を経験しました。現在、1社を除いてアルミニウム製錬産業は存在しません。しかし、1人当たりのアルミニウム消費量は今日、世界最大にまで成長しました。本報告書では、まず生産技術の進歩や需要の増大など、日本のアルミニウム産業の歴史を概観します。次に、産業で利用されている主要設備について説明します。最後に、日本のアルミニウム産業の将来の発展に向けた課題について議論します。 3. 序論: 日本におけるアルミニウム新地金の生産は総需要の0.5%に過ぎませんが、最終製品の成長率は常にGNPの成長率を上回ってきました。日本のアルミニウムの歴史を概観することで、設備、技術、需要の観点から産業の現状を示したいと思います。また、明日のアルミニウム産業のための課題に取り組みたいと思います。 4. 研究の概要: 研究トピックの背景: 日本のアルミニウム産業は、製錬から加工中心の産業へと移行し、1人当たりの消費量が高いというユニークな地位を築いています。本稿では、その歴史的発展、現状、そして将来の課題を概観します。 先行研究の状況: 本稿は、日本のアルミニウム産業における生産、需要、技術的マイルストーンに関する歴史的データを参照しています。また、日本の様々なアルミニウム関連連盟や協会の統計データも参照しています。 研究の目的: 本報告書の目的は、日本のアルミニウム産業の歴史を概観し、利用されている主要設備を説明し、将来の発展のための課題を議論することです。これには、設備、技術、需要の観点から産業の現状を提示することが含まれます。 中核研究: 中核となる研究は、日本のアルミニウム産業の歴史的レビューを含み、その導入段階、製錬産業の歴史、アルミニウム製品の需要動向、圧延、押出、鋳造、ダイカスト、鍛造、線材などの様々な分野における設備と生産を網羅しています。また、市場動向を分析し、原材料、溶解・鋳造、圧延、押出、熱処理、成形・接合、表面処理、数値解析技術、多機能材料、環境・健康などの分野における将来の発展のための主要な課題を議論します。 5. 研究方法論 研究デザイン: 本稿は、日本のアルミニウム産業に関する歴史的および現在のデータを収集・提示する記述的レビューです。 データ収集と分析方法: データは、歴史的記録、日本アルミニウム連盟、日本軽金属協会、日本軽金属溶接・建設協会、日本自動車工業会、日本航空宇宙工業会などの組織によって発行された業界統計から収集されました。分析には、このデータに基づいて傾向を提示し、発展について議論することが含まれます。 研究トピックと範囲: 本研究は、生産技術の進歩と需要の成長を含む日本のアルミニウム産業の歴史を網羅しています。使用されている主要な設備を詳述し、将来の発展に関する課題を議論します。範囲には、製錬、圧延、押出、鋳造、ダイカスト、鍛造、線材生産、主要アルミニウム製品(自動車、鉄道車両、船舶、航空宇宙、建設、食品、電子機器)の市場動向、および技術開発課題が含まれます。 6. 主要な結果: 主要な結果: 日本のアルミニウム産業は製錬から加工中心の産業へと移行し、1人当たりの消費量は1989年以来世界最大です (Fig.8)。新地金の生産は最小限であり、ほとんどの原材料は輸入されています (Fig.2)。アルミニウム製品の需要は1996年に400万トンに達し (Fig.3)、圧延品、押出品、ダイカスト製品が大幅に成長しました (Fig.4)。自動車産業は主要な消費者であり、乗用車におけるアルミニウムの使用比率は増加しています (Fig.10, Fig.11)。将来の主要な課題には、リサイクル、高度な加工技術、新しい用途の開発が含まれます。 図の名称リスト: 7. 結論: 日本のアルミニウム産業は、基本的に製錬を除いた完全な加工ビジネスです。そのため付加価値は小さいです。また、価格も急速に下落しています。言うまでもなく、コスト削減のための技術開発は重要です。しかし、アルミニウム産業を世界トップの1人当たりアルミニウム消費量にふさわしいビジネスにするためには、新しい機能を追加し、新しい用途を開発することによって利用率を高め、価値を増大させることが我々の方向性です。 8. 参考文献: 9. 著作権:
Read More
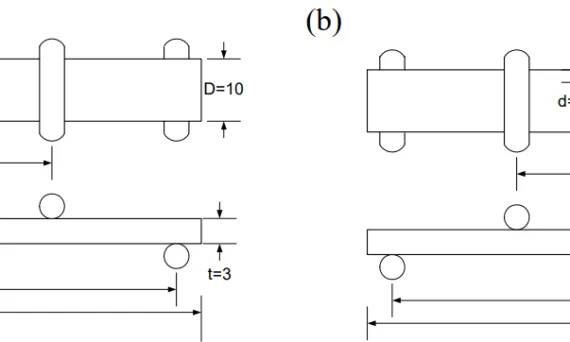
本稿は、「Asian Pacific Conference for Materials and Mechanics 2009 at Yokohama, Japan, November 13-16」で発表された論文「NOTCH EFFECT ON FATIGUE STRENGTH OF DIE CAST AM60 MAGNESIUM ALLOY」に基づいています。 1. 概要: 2. アブストラクト: 本研究は、ダイカストAM60マグネシウム合金の疲労強度に及ぼすノッチ効果を調査するものである。平滑試験片および様々な応力集中係数(Kt)を持つノッチ付き試験片を用いて、4点曲げ試験を実施した。結果は、疲労寿命および疲労限度が、ある点(Kt=2.55)までKtが増加するにつれて減少し、それを超えるKtのさらなる増加は疲労強度を著しく変化させないことを示した。ノッチ付き試験片の疲労限度は、非伝播き裂が観察されなかったため、疲労き裂発生限度に対応することが見出された。き裂は一貫してノッチ底部から発生し、内部の鋳造欠陥はこの結果に影響を与えなかった。AM60合金のノッチ感度は、Ktの増加(1.57から2.09へ)に伴い初期に増加し、その後Ktがさらに増加すると減少した。 3. 緒言: マグネシウム合金は、低密度、高比強度、優れた鋳造性および被削性などの固有の優れた特性により、航空宇宙および自動車産業分野で注目を集めている。これらの用途における構造部品の多くは、優れた疲労特性を要求する。したがって、マグネシウム合金に関するこれまでの研究の多くは、周囲環境下および腐食環境下での疲労特性に焦点が当てられてきた。しかしながら、将来の工学的応用の観点からは、疲労ノッチ感度に関する情報を有することも重要である。なぜなら、平滑材の疲労性能が良好であっても、ノッチ材の疲労性能は非常に劣る可能性があるからである。工学部品においては、ショルダー、キー溝、オイルホール、溝、ねじ山などの幾何学的不連続部、すなわちノッチが必然的に存在し、応力集中のためにノッチ底部で疲労破壊が非常に頻繁に発生する。したがって、特にマグネシウムおよびその合金のような新興材料の場合、ノッチ付き部品の疲労強度を調査することは非常に重要である。本研究では、ダイカストAM60マグネシウム合金の疲労強度に対するノッチ効果を理解するために、異なる応力集中係数Ktを持つ一定深さのノッチ付き試験片を用いて4点曲げ試験を実施した。 4. 研究の概要: 研究テーマの背景: マグネシウム合金は、低密度や高比強度といった有利な特性により、航空宇宙や自動車などの分野でますます利用されている。これらの合金で作られた多くの構造部品にとって、優れた疲労性能は重要な要件である。 先行研究の状況: マグネシウム合金に関する従来の研究は、主に周囲環境および腐食条件下での疲労特性に集中してきた。しかし、実用的な工学設計のためには、疲労ノッチ感度に関する情報が不可欠である。なぜなら、ノッチを有する部品の疲労性能は、平滑材の疲労性能が良好であっても、著しく劣る可能性があるからである。ノッチは工学部品に一般的に見られ、応力集中のために疲労破壊の主要な起点となる。 研究の目的: 本研究の目的は、「異なる応力集中係数Ktを持つ一定深さのノッチ付き試験片を用いて、ダイカストAM60マグネシウム合金の疲労強度に対するノッチ効果を理解すること」であった。 研究の核心: 研究の核心は、ダイカストAM60マグネシウム合金に対する4点曲げ疲労試験の実施であった。平滑試験片とノッチ付き試験片の両方が試験された。ノッチ付き試験片は、一定のノッチ深さ(0.1 mm)を特徴としたが、ノッチ底半径(ρ = 1 mm, 0.3 mm, 0.25mm, 0.15 mm, 0.1 mm)を変化させることで、異なる理論応力集中係数(Kt = 1.57, 2.09,
Read More
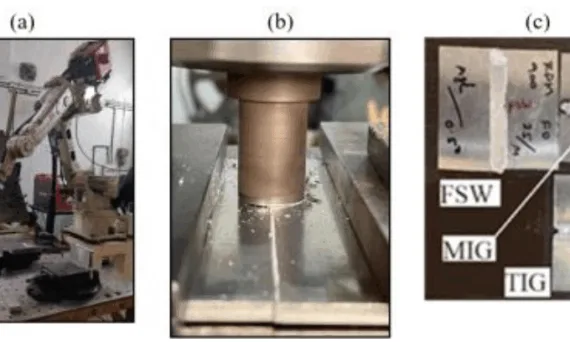
user 07/03/2025 Aluminium-J , automotive-J , FSW-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , Microstructure , Quality Control , STEP , 自動車産業 , 金型 Al-6061プレート接合の最適解を探る:FSW、MIG、TIG溶接の強度と微細構造の徹底比較 本技術概要は、Aaluri Praveen Reddy氏およびSaurabh Dewangan氏によって執筆され、ACTA METALLURGICA SLOVACA(2023年)に掲載された学術論文「A COMPARATIVE ANALYSIS AMONG THE WELDED Al-6061 PLATES JOINED BY FSW, MIG AND TIG WELDING METHODS」に基づいています。HPDC専門家のために、CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか アルミニウム合金、特にAl-6061は、その軽量性、耐食性、加工性の良さから多くの産業で不可欠な材料です。しかし、その低い融点と高い熱伝導率のため、アーク溶接には特有の難しさが伴います。溶接部の品質、特に機械的強度の確保は、製品の信頼性に直結する最重要課題です。 従来、TIG溶接やMIG溶接が用いられてきましたが、近年では固相接合である摩擦攪拌接合(FSW)も注目されています。しかし、これらの3つの主要な溶接法を同一条件下で直接比較し、どの手法がAl-6061の接合に最適なのかを包括的に示した研究は多くありませんでした。本研究は、このギャップを埋め、エンジニアが用途に応じて最適な溶接法を選択するための、データに基づいた明確な指針を提供します。 アプローチ:研究手法の解明 本研究では、Al-6061合金プレート(寸法100×50×4 mm)の接合に、以下の3つの手法を用いました。 溶接後、各プレートからASTM-E8規格に準拠した引張試験片をワイヤ放電加工機(WEDM)で切り出しました。そして、引張試験、ロックウェル硬さ試験(Bスケール)、走査型電子顕微鏡(FESEM)による破面解析、そして微細構造観察を実施し、各溶接部の特性を詳細に評価しました。 発見:主要な結果とデータ 本研究から得られた主要な結果は、溶接法の選択がAl-6061接合部の性能に劇的な影響を与えることを示しています。 HPDCオペレーションへの実践的な示唆 この研究結果は、ダイカスト製品の二次加工やアセンブリにおける溶接プロセスの最適化に、直接的な知見を提供します。 論文詳細 A COMPARATIVE ANALYSIS AMONG THE WELDED Al-6061 PLATES JOINED BY FSW, MIG AND TIG WELDING METHODS 1. 概要: 2.
Read More
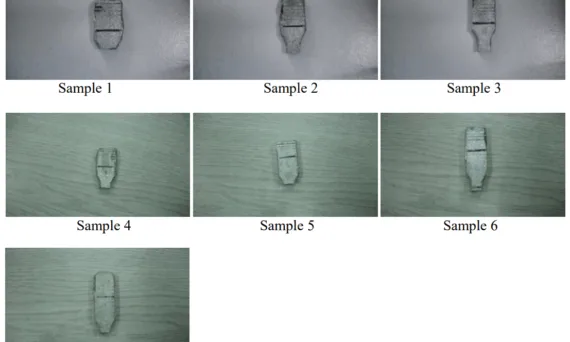
user 07/02/2025 Aluminium-J , automotive-J , Technical Data-J Applications , CAD , Die casting , Microstructure , Quality Control , Sand casting , STEP , 自動車産業 , 金型 , 금형 , 자동차 , 해석 鋳物の品質を左右する「鋳型」の科学:亜鉛合金の硬度と強度を最大化するベントナイトの最適比率とは? 本技術概要は、Zatil Alyani Mohd Amin氏らによって発表された学術論文「Properties of Zinc alloy cast product with different composition of Silica Sand and Bentonite in Green Sand Mould」に基づいています。ハイプレッシャーダイカスト(HPDC)の専門家向けに、株式会社CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がダイカスト専門家にとって重要なのか 自動車産業や装飾品分野において、軽量化と高機能化の要求が高まる中、亜鉛合金は重要な役割を担っています。ダイカストや砂型鋳造など様々な製造法が存在しますが、特にグリーンサンド鋳造法は、低コストで砂を再利用できるため、多品種少量生産において依然として強力な選択肢です。 しかし、この方法には課題も伴います。鋳型の品質が最終製品の品質に直結するため、鋳肌の粗さ、内部欠陥、機械的強度のばらつきなどが常に問題となります。本研究は、グリーンサンドの主成分であるケイ砂とベントナイト(粘土)の配合比が、鋳造される亜鉛合金(Zn-3Al-2Mg)の物理的・機械的特性にどのような影響を及ぼすかを解明することを目的としています。この研究は、鋳型と溶湯の相互作用という鋳造の基本原理を深く探求しており、その知見はプロセスが異なるHPDCの専門家にとっても、品質向上へのヒントを与えてくれます。 アプローチ:研究方法の概要 本研究では、この課題を解明するために、体系的な実験が計画されました。 研究チームは、ケイ砂とベントナイトの比率を7段階に変化させたグリーンサンド鋳型を準備しました(Table 1参照)。ベントナイトの含有量は、5%から17%の範囲で設定され、水分量は全ての鋳型で一定に保たれました。 この鋳型に、Zn-3Al-2Mg(亜鉛-アルミニウム3%-マグネシウム2%)の三元合金を溶融して注入しました。鋳造後、得られた7種類のサンプルに対して、以下の評価を実施しました。 このアプローチにより、鋳型の組成という単一の変数が、最終製品の複数の品質指標にどのように影響するかを直接的に比較することが可能になりました。 発見:主要な研究結果とデータ 実験の結果、鋳型のベントナイト含有量が鋳造品の特性に顕著な影響を与えることが明らかになりました。 HPDCオペレーションへの実践的な示唆 この研究はグリーンサンド鋳造に関するものですが、その根本的な知見はHPDCの現場にも応用できます。 論文詳細 Properties of Zinc alloy cast product with different composition of Silica Sand and Bentonite in Green Sand
Read More
マグネシウムダイカスト:ホットチャンバー vs. コールドチャンバー、あなたの用途に最適なプロセスは? 本技術概要は、Dr. Ing Norbert Erhard氏およびBob Tracy氏による論文「Properties of Diecasting Alloys and a Comparison of Hot and Cold Chamber Processes for Magnesium Die Casting」に基づいています。HPDC製品のリーディングメーカーである株式会社CASTMANの専門家が、ダイカスト専門家向けに要約・分析したものです。 キーワード エグゼクティブサマリー (本論文の核心をなす問題、アプローチ、そして最も重要な発見を3~4つの箇条書きで要約します。)- 課題: 自動車産業を中心に需要が拡大するマグネシウムダイカストにおいて、ホットチャンバーとコールドチャンバーのどちらのプロセスが特定の用途に対してコスト、品質、性能の面で最適なのかを判断すること。- 手法: 本論文では、機械サイズ、サイクルタイム、鋳造圧力、温度管理、金型設計、最終製品の特性など、多岐にわたる技術的パラメータにわたって、マグネシウムダイカストにおけるホットチャンバープロセスとコールドチャンバープロセスを包括的に比較・分析しています。- 重要な発見: ホットチャンバープロセスは、薄肉品(1.2mm未満)の鋳造において、より経済的で高品質な製品を製造するのに優れています。一方、コールドチャンバープロセスは、優れた機械的特性が求められる厚肉品や、より高い鋳造性が要求される場合に適しています。- 結論: 最適なプロセスの選択は、最終製品に要求される特性(肉厚、機械的強度、気孔率など)に大きく依存します。この比較は、ダイカストメーカーが情報に基づいた意思決定を行うための重要な指針となります。 課題:なぜこの研究がHPDC専門家にとって重要なのか 亜鉛(Zn)、アルミニウム(Al)、マグネシウム(Mg)の消費量が世界的に増加する中、特に軽量なアルミニウムとマグネシウムは自動車産業で70%以上を占めるなど、その重要性を増しています。マグネシウムはアルミニウムより約50%も軽量であり、軽量化が求められるコンポーネントにとって非常に魅力的な材料です。 しかし、マグネシウムダイカストを成功させるには、単に材料を選ぶだけでは不十分です。ホットチャンバーとコールドチャンバーという2つの主要な製造プロセスが存在し、それぞれに明確な長所と短所があります。プロセスの選択を誤ると、サイクルタイムの悪化、品質のばらつき(特にガス気孔)、金型寿命の低下、そして最終的にはコストの増大につながる可能性があります。多くのエンジニアや製造管理者は、「我々の製品にとって、どちらのプロセスが本当に最適なのか?」という根本的な問いに直面しています。この論文は、その問いにデータに基づいた明確な答えを提供します。 アプローチ:方法論の解明 この研究は、実験室での単一の実験ではなく、長年の経験と実用データに基づいた包括的な比較分析を採用しています。研究者たちは、ホットチャンバーとコールドチャンバープロセスを以下の複数の側面から徹底的に比較しました。 この多角的なアプローチにより、両プロセスの技術的なトレードオフが明確に示されています。 発見:主要な結果とデータ 本論文は、両プロセスの優位性と劣位性を具体的なデータと共に明らかにしています。 あなたのHPDC業務への実践的示唆 この研究結果は、現場の製造プロセスを改善するための具体的なヒントを提供します。 論文詳細 [論文タイトル] 1. 概要: 2. 要旨: 本論文は、ダイカストで一般的に使用される亜鉛、アルミニウム、マグネシウム合金の物理的・機械的特性を概観し、特にマグネシウムダイカストにおけるホットチャンバープロセスとコールドチャンバープロセスの包括的な比較を行う。両プロセスの長所と短所を、機械サイズ、サイクルタイム、鋳造パラメータ、金型設計、最終製品の品質など、さまざまな観点から分析する。結論として、薄肉部品にはホットチャンバーが、厚肉で高い機械的特性が要求される部品にはコールドチャンバーが適していることを示し、ダイカストメーカーが用途に応じて最適なプロセスを選択するための指針を提供する。 3. 序論: 亜鉛(Zn)、アルミニウム(Al)、マグネシウム(Mg)合金の世界的な消費量は近年増加している。特にAlとMgの軽金属鋳物の70%は自動車産業で使用されている。AlはMgより約50%重く、ZnはMgの約4倍重い。しかし、特定の機械的特性が求められる用途では、それぞれの材料が好まれる。本稿では、これらの合金の特性を比較し、マグネシウムダイカストにおけるホットチャンバーとコールドチャンバーのプロセスを詳細に比較検討する。
Read More
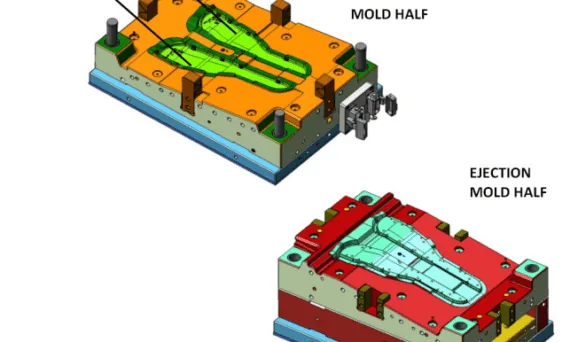
user 07/01/2025 Aluminium-J , automotive-J , Technical Data-J Applications , CAD , Die casting , Review , STEP , 自動車産業 , 金型 , 금형 , 자동차 , 자동차 산업 この紹介論文は、「[Strojniški vestnik – Journal of Mechanical Engineering]」によって発行された論文「[Neural Network-Based Model for Supporting the Expert Driven Project Estimation Process in Mold Manufacturing]」に基づいています。 1. 概要: 2. 抄録: 成功する金型製造業を運営するための重要な活動の1つは、プロジェクトの推定です。推定プロセスは、通常、高度に熟練した社内の専門家によって処理される初期のプロジェクト活動です。推定プロセスに影響を与える最も重要なパラメータの1つは、金型を製造するための製造時間(VMH)の量です。本稿では、人工ニューラルネットワーク(ANN)モデルのサポートを使用して製造時間量の推定問題に対処し、それを専門家主導のプロジェクト推定プロセスに組み込む方法を提案します。ANN推定のヒストグラムに基づいて、VMHの望ましくない過小評価の割合を推定し、導入された安全係数によって減少させることができます。開発されたモデルベースの推定により、専門家は容易に入手可能な入力データを使用してプロジェクト推定を改善することができます。 3. 緒言: 金型製作産業はプロジェクト主導であり、個々の生産プロセスの特性に対処する必要があります。プロジェクト管理における主要なリスク源の1つは、プロジェクトコスト、需要、およびその他の影響の不正確な予測です[1]。金型生産プロセスでは、初期のプロジェクト推定段階で不確実性を最小限に抑えることが重要です。この推定段階は、一般的に専門家の偏見に敏感な人間による専門家主導の活動です。この偏見は、推定者が過信している場合にはプロジェクトリソースの過小評価につながり、推定者がプロジェクトのすべての側面を適切にカバーできるという十分な自信がない場合にはプロジェクトリソースの過大評価につながる可能性があり、どちらのシナリオも将来のビジネスに悪影響を及ぼします。推定者の主要な能力は、プロジェクト推定を成功させるために、すべての重要な情報を適切に収集および評価することです。金型製作業界では、通常、すべてのオファーの10%未満しか注文につながらないため、推定活動に費やす時間を最小限に抑える必要があるという矛盾があります[2]-[4]。金型製造業における現在の推定は、依然として直感的な方法に大きく依存しており、これは主観的であり、信頼性と再現性の問題を起こしやすいです。 本稿では、支援された専門家主動のプロジェクト推定プロセスの開発により、これらの問題に対処します。製造時間量(VMH)は、プロジェクト推定における最も重要な情報の一つであり、最終的なプロジェクトコストの大部分を反映し、プロジェクトスケジュールを最も大きく左右します。研究目的は、金型生産におけるVMHの推定を改善するために、人工ニューラルネットワーク(ANN)でサポートされた専門家主動のプロジェクト推定プロセスを開発することです。さらに、本稿では、既存の専門家主動の推定プロセス内でのこの支援モデルの適切な位置付けの問題にも取り組みます。 4. 研究の概要: 研究テーマの背景: 金型製造におけるプロジェクト推定は、事業の成功に不可欠な初期段階の活動です。多くの場合、経験豊富な社内専門家によって実行されますが、時間的制約の下での精度要求と、直感的アプローチに固有の主観性という課題に直面しています。製造時間量(VMH)は、主要なコスト要因であり、スケジュール決定要因です。不正確なVMH推定は、経済的損失や競争力のない入札につながる可能性があります。 先行研究の状況: 直感的、類推的、パラメトリック、分析的など、様々な推定方法が存在し、それぞれ異なるプロジェクト段階とデータ可用性に適しています(Fig. 1)。既存の研究の多くは、製品の幾何学的特性と価格/コストを結びつけるモデルに焦点を当てており、市場の影響を見落としがちです[9]-[12]。一部のアプローチでは単一の推定モデルが使用されていますが、本稿ではハイブリッドアプローチを提案しています。文献(Table 1)はコスト推定に重点が置かれていることを示しており、ANNは金型の複雑さとコストについて検討されています。本研究は、専門家主導のフレームワーク内でANNモデルを支援ツールとして統合し、直感的アプローチとデータ駆動型アプローチの長所を組み合わせることを目的としています。 研究の目的: 本研究の主な目的は、金型生産における製造時間量(VMH)の推定を改善するために、ANNでサポートされた専門家主導のプロジェクト推定プロセスを開発することです。副次的な目的は、専門家主導の推定ワークフロー全体の中で、このような支援モデルの適切な配置と統合を決定することです。 中核研究: 本研究の中核は、VMH推定のためのANNベースモデルの開発と検証です。このモデルは、体系的で専門家主導のプロジェクト推定プロセス(Fig. 3)に統合され、意思決定支援ツールとして機能するように設計されています。このプロセスは、入力データ検索(IDR)、概念設計と製品製造可能性検証(CDPMV)、リソース推定フェーズ(REP)– ここでANNモデルがVMH推定を支援 – および経済計算フェーズ(ECP)で構成されます。VMHは、金型のすべての部品(P)および操作(OP)に対する総加工時間(t_m)、ローディング時間(t_l)、アンローディング時間(t_u)の合計として定義され、式(1)で表されます。VMH = Σ_P Σ_OP (t_m + t_l + t_u) (1)本研究では、ANNの入力変数選択、アーキテクチャ、トレーニング、検証、および推定の不確実性に対処するための提案された安全係数アプローチについて詳述しています。 5.
Read More
![Figure 1 FSW process scheme (a), FSSW process stages (b) [8]](https://castman.co.kr/wp-content/uploads/Figure-1-FSW-process-scheme-a-FSSW-process-stages-b-8-570x342.webp)