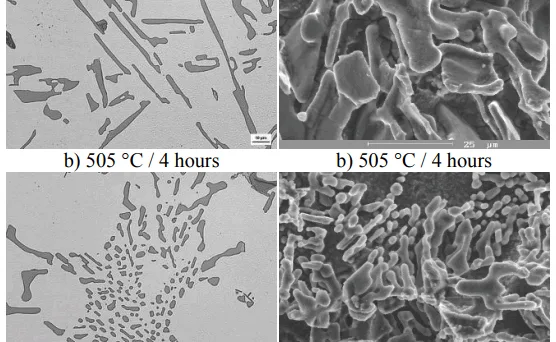
[金型寿命を飛躍させる複層PVDコーティング:自動車向けアルミダイカストの課題解決策] 本技術概要は、[Janette Brezinová]らが執筆し、[Acta Mechanica Slovaca]([2022]年)に掲載された学術論文「[Use of Duplex PVD Coatings to Increase the Life of Moulds and Cores for die Casting of Aluminium Alloys in the Automotive Industry]」に基づいています。CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。 キーワード エグゼクティブサマリー 多忙なプロフェッショナルのための30秒概要 課題:なぜこの研究がHPDC専門家にとって重要なのか 高圧アルミニウムダイカストは、自動車産業において軽量部品を大量生産するための最も費用対効果の高い技術です。しかし、このプロセスの生産性は金型寿命に大きく左右されます。金型やコアは、最大120MPaの高圧、最大600°Cの高温、そしてアルミニウム溶湯の高速な流れといった、極めて過酷な熱的、機械的、化学的負荷にさらされます。 これらの要因が引き起こす最も一般的な問題は「熱疲労」によるクラックの発生です。微細なクラックのネットワークは、表面材料の欠損につながり、鋳造品質を低下させます。さらに、溶湯の金型への局所的な付着(焼付き)や、溶鋼の溶損も、金型寿命を縮める深刻な問題です。これらの損傷は、生産停止、メンテナンスコストの増大、製品品質のばらつきを招き、すべてのHPDC専門家が直面する大きな課題となっています。本研究は、これらの根本的な問題に対処し、金型の耐久性を向上させるための新しい表面処理技術の確立を目指したものです。 アプローチ:研究手法の解明 本研究では、金型表面の耐久性を向上させるため、レーザー表面処理とPVDコーティングを組み合わせた革新的な「デュプレックス処理」が採用されました。 ブレークスルー:主要な研究結果とデータ 本研究により、デュプレックスPVDコーティングが金型寿命を延ばす上で非常に有効であることが、具体的なデータによって示されました。 発見1:高温のアルミ溶湯に対する優れたバリア性能 コーティングされたサンプルを高温のアルミニウム溶湯に長時間浸漬する耐食性試験において、デュプレックスコーティングは優れた保護性能を発揮しました。論文の図14に示されているように、レーザー処理された表面に成膜されたAIXN³およびnACRo³コーティングは、680±20°Cの溶湯に300分間浸漬された後でも、母材と溶湯の間に緻密で一体性のあるバリアを形成し続けました。これは、コーティングが溶損や焼付きに対して強力な耐性を持つことを示しています。 発見2:レーザー前処理によるコーティング密着性の大幅な向上 コーティングの品質評価試験により、非常に高い密着性が確認されました。スクラッチテストでは、実用上「満足のいく密着性」とされる臨界荷重40Nを大幅に上回る約50Nで基材の露出が確認されました。また、1500Nの荷重をかけるメルセデステスト(図12、図13参照)では、圧痕周囲のクラックはごくわずかで、剥離も最小限に抑えられており、密着性等級はHF 1-2(良好な密着性)と評価されました。これらの結果は、レーザー前処理がPVDコーティングの密着性を高める上で有効であることを裏付けています。 実務への示唆:研究開発と製造現場への応用 本論文の考察と結論に基づき、各専門分野のプロフェッショナルに向けた実用的な知見を以下に示します。 論文詳細 [Use of Duplex PVD Coatings to Increase the Life of
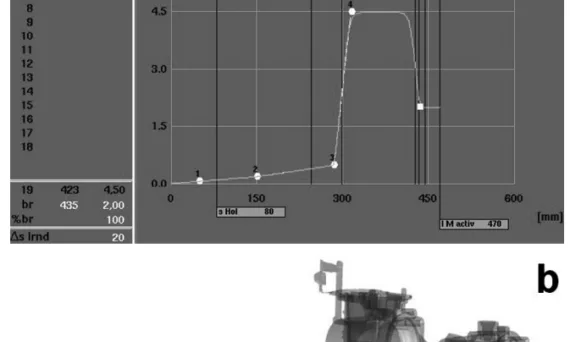
冷却効率158%向上:高性能銅合金チルベントがHPDCの鋳造欠陥をいかに削減するか 本技術概要は、[Duoc T Phan, Syed H Masood, Syed H Riza, and Harsh Modi]によって執筆され、[International Journal of Mechanical Engineering and Robotics Research Vol. 9, No. 7]([2020]年)に掲載された学術論文「[Development of High Performance Copper Alloy Chill Vent for High Pressure Die Casting]」に基づいています。CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。* キーワード エグゼクティブサマリー 多忙な専門家のための30秒で読める概要です。 課題:なぜこの研究がHPDC専門家にとって重要なのか ハイプレッシャーダイカスト(HPDC)は、軽量な金属部品を製造するために広く用いられていますが、キャビティ内に残留する空気やガスがポロシティ(鋳巣)などの品質を損なう欠陥を引き起こすという課題を抱えています。この問題を解決するため、「チルベント」が金型内のガスを排出する重要な役割を担っています。 しかし、従来使用されてきた工具鋼製のチルベントは、熱伝導率が低いという根本的な限界がありました。これにより、溶湯がチルベント内で凝固するまでに時間がかかり、ガスが完全に排出される前にベント経路が塞がれたり、溶湯がベントの隙間に流れ込んでフラッシング(バリ)を発生させたりすることがありました。これらの問題は、製品品質の低下と生産性の悪化に直結しており、業界ではより効果的な熱管理とガス排出を実現する新しいソリューションが求められていました。 アプローチ:研究手法の解明 本研究では、この課題を解決するため、数値シミュレーションと実機実験を組み合わせたアプローチを取りました。 研究チームはまず、市販のCADシステムでジグザグ形状のガス排出経路を持つチルベントの3Dモデルを作成しました。次に、汎用有限要素解析(FEA)ソフトウェアであるANSYS® Workbenchを用いて、熱伝達モデリングと熱解析を行いました。 比較対象として、従来の工具鋼(H13)と、鋼の6倍高い熱伝導率を持つベリリウム銅合金(MoldMAX)の2種類の材料が選ばれました。鋳造材料にはアルミニウム合金ADC12が使用されました。 シミュレーションの精度を保証するため、まず鋼製チルベントのモデルを、800トンダイカストマシンでの実際の鋳造実験データと比較検証しました。実験では、高速赤外線カメラ(FLIR PM850)を用いて、金型が開く瞬間のチルベント表面の温度分布を正確に測定しました。シミュレーション結果と実測値が5%未満の誤差で一致することを確認し、モデルの妥当性を確立した後、同じ条件下で銅合金チルベントの性能をシミュレーションし、その優位性を定量的に評価しました。 ブレークスルー:主要な研究結果とデータ 検証済みの数値モデルを用いて、銅合金チルベントの卓越した性能がデータによって裏付けられました。 発見1:冷却時間の大幅な短縮 銅合金チルベントは、その高い熱伝導率により、溶湯からの熱を極めて迅速に除去しました。図6および図7が示すように、チルベント表面が製品取り出し時の目標温度(約98.7°C)まで冷却されるのに要した時間は、従来の鋼製(H13)チルベントが15.9秒であったのに対し、銅合金(MoldMAX)チルベントはわずか6.70秒でした。これは、冷却時間を57%以上も短縮したことを意味します。 発見2:冷却効率の158%向上 冷却時間の短縮は、冷却速度(冷却率)の劇的な向上によってもたらされました。論文の結論部によると、溶湯の注入温度から製品取り出し温度まで冷却する際の平均冷却率は、鋼製チルベントが32.5°C/秒であったのに対し、銅合金チルベントは77°C/秒に達しました。これにより、銅合金チルベントは鋼製に比べて冷却効率が158%も向上したと結論付けられています。この高い冷却能力が、ガスの排出効率を高め、鋳造欠陥を抑制する鍵となります。
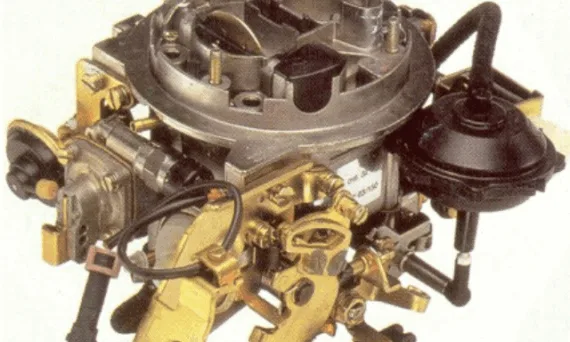
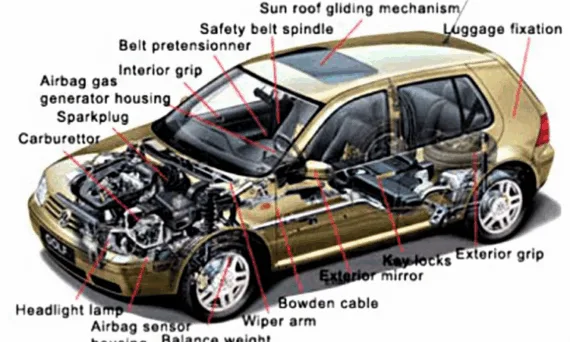
この技術概要は、J. N. Balaraju氏がSFA Newsletter(2013年5月)で発表した学術論文「Surface Engineering and its Role in Preventing Early Failures」に基づいています。ダイカストの専門家であるCASTMANが、Gemini、ChatGPT、GrokなどのLLM AIの支援を受け、高圧ダイカスト(HPDC)の専門家向けに分析・要約したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDCの専門家にとって重要なのか エンジニアリング部品の大部分は、その耐用年数中に表面から劣化が始まります。特に、摩耗、腐食、疲労は、部品の故障を引き起こす3大要因です。この問題に対処するため、「表面改質(Surface Engineering)」という学際的な分野が発展してきました。 表面改質の基本的な考え方は、Bell氏[1]によれば、「表面と基材を一つのシステムとして設計し、それぞれ単独では達成不可能なコスト効率の高い性能向上を実現すること」です。つまり、部品本体には安価で加工しやすい材料(リーン材)を使用し、機能性が求められる表面にのみ、高価で高性能な材料をコーティングとして使用するアプローチです。これにより、材料の節約と環境保全に貢献しつつ、部品の寿命を延ばすことが可能になります。 アプローチ:手法の解明 表面に特定の特性(耐摩耗性、耐食性、耐酸化性など)を付与するため、物理蒸着(PVD)や化学蒸着(CVD)など数多くのコーティング手法が存在します。その中でも、本稿では無電解めっきプロセスに注目しています。 無電解めっきは、その多用途性、経済性、拡張性、そしてプロセスの調整の容易さから、広く利用されています。特に、電気めっきなどの電気化学的手法と比較して、以下のような利点があります。 これらの特徴により、無電解めっきは様々な材料の表面改質に非常に有効な手段となっています。 ブレークスルー:主要な発見とデータ 本稿では、無電解ニッケルめっきが表面関連の故障防止に貢献した具体的な事例をいくつか紹介しています。 HPDC製品への実践的な示唆 この研究は、ダイカスト製品の付加価値を高めるための具体的なヒントを提供します。 論文詳細 Surface Engineering and its Role in Preventing Early Failures 1. 概要: 2. 要旨: 本稿では、表面改質技術、特に無電解ニッケルめっきが、自動車、航空宇宙、エレクトロニクスなどの様々な分野で、部品の早期故障を防ぐ上で果たす重要な役割について論じている。表面工学の基本概念は、安価な材料を基材として使用し、高価な材料をコーティングとして表面に適用することで、コスト効率の高い性能向上を実現することである。無電解ニッケルめっきは、その均一なコーティング能力、優れた耐食性・耐摩耗性、そして複雑な形状や非導電性材料にも適用可能であることから、非常に有効な手法として紹介されている。エタノール燃料によるキャブレターの腐食防止、航空機エンジン部品の保護、電子機器用ヒートシンクの機能性向上、衛星用ミラーの光学特性の実現など、具体的な成功事例が示されている。 3. 序論: 表面改質は紀元前850年にまで遡る長い歴史を持つ。当初は芸術の域を出なかったが、現在では確立された科学分野へと成熟し、多様な技術へと発展してきた。エンジニアリング部品の大部分は、摩耗、腐食、疲労といった表面に関連する現象によって劣化・故障する。この課題に対応するため、表面工学という学際的な分野が発展した。表面工学は、部品の機能要件の定義から始まり、故障メカニズムの特定、適切な材料と表面改質プロセスの選択を経て、部品寿命の延長、加工経済性の確保、原材料・環境の保全を目指す。基本的な考え方は、安価な材料を基材とし、希少または高価な材料をコーティングとして使用することで、表面と基材の相乗効果を狙うことである。 4. 研究の概要: 研究トピックの背景: エンジニアリング部品の性能と寿命は、表面の状態に大きく依存する。特に、腐食や摩耗は産業界全体で大きな経済的損失を引き起こしており、これを防ぐための効果的な技術が求められている。 従来の研究の状況: PVD、CVD、電気めっき、溶射など、多くの表面改質技術が存在する。しかし、これらの技術には、複雑形状への不均一なコーティングやコスト面での課題があった。 研究の目的: 本研究は、表面工学の一環として、特に無電解めっき技術の有効性を、自動車、航空宇宙、エレクトロニクス分野での具体的な適用事例を通じて示すことを目的とする。 中核研究: 無電解ニッケルめっきが、腐食、摩耗、酸化といった問題に対して、いかにして優れた解決策を提供するかを実例に基づき解説する。均一な膜厚、はんだ付け性、研磨性といった多様な特性を付与できることを示す。
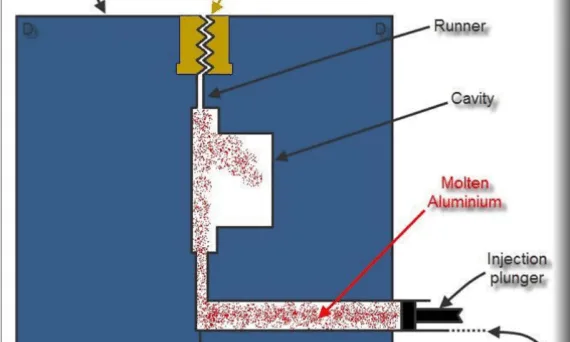
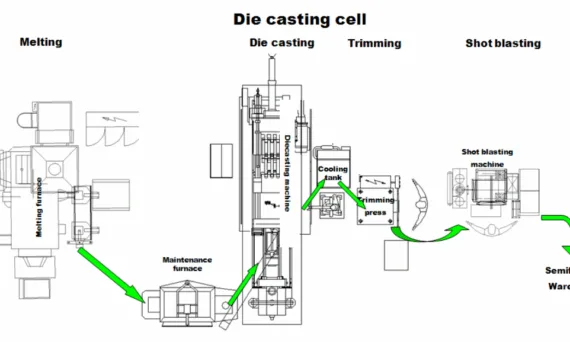
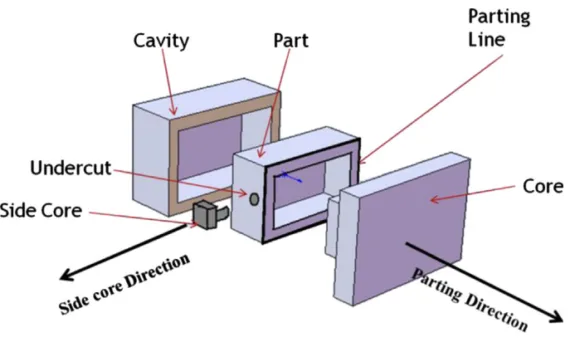
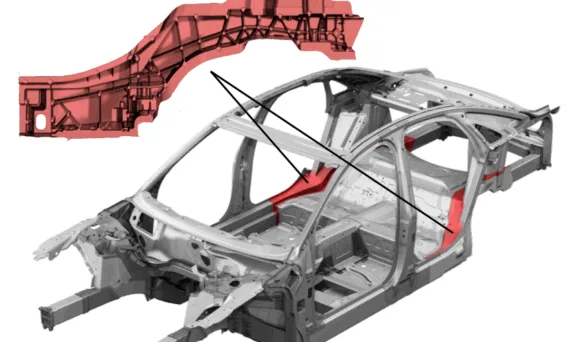
この技術概要は、Ferencz Peti氏らが「ANNALS of the ORADEA UNIVERSITY. Fascicle of Management and Technological Engineering」(2011年)に発表した学術論文「TECHNOLOGICAL STEPS IN THE MANUFACTURING OF THE BRACKET TYPE AUTOMOTIVE PARTS WITH THE HIGH PRESSURE DIE CASTING TECHNOLOGY」に基づいています。CASTMANの専門家が、Gemini、ChatGPT、GrokなどのLLM AIの支援を受け、高圧ダイカスト(HPDC)の専門家向けに分析・要約したものです。 キーワード エグゼクティブサマリー (多忙な専門家のために、この研究の核心を30秒で理解できるように要約します。) 課題:なぜこの研究がHPDC専門家にとって重要なのか 自動車業界のOEMメーカーは、サプライヤーに対して、見積もり段階から製造工程の全体像を明確に提示することを求めています。特に、エンジン懸架部品のような重要なブラケット部品の製造においては、付加価値を生み出す各技術工程を初期の設計段階から分析し、計画することが不可欠です。しかし、多くの製造現場では、工程が断片的に管理され、全体像が共有されていないために、非効率や品質のばらつきといった問題が発生しがちです。本稿は、この課題に対し、製造フローチャートと工業レイアウトを定義することの重要性を説き、その具体的な方法論を提示することで、安定した高品質な製品を効率的に生産するための道筋を示しています(論文のIntroductionセクション参照)。 アプローチ:方法論の解明 本稿では、高圧ダイカスト技術を用いた自動車用ブラケットの製造プロセスを包括的に定義するため、2つの主要なアプローチを採用しています。 これらの図解を通じて、複雑な製造プロセスをステップバイステップで理解できる、実践的なソリューションが提供されています。 発見:主要な知見とデータ 本稿は、具体的な研究成果というよりも、確立されたベストプラクティスを体系的に文書化したものです。その核心的な価値は、以下の詳細な図解にあります。 HPDC製品への実践的な示唆 この論文で示されたアプローチは、貴社の製造現場に直接的な利益をもたらす可能性があります。 論文詳細 TECHNOLOGICAL STEPS IN THE MANUFACTURING OF THE BRACKET TYPE AUTOMOTIVE PARTS WITH