本稿の内容は、「Acta Physica Polonica A」によって発行された論文「A Simulation and Fabrication Works on Optimization of High Pressure Aluminum Die Casting Part」に基づいています。

1. 概要:
- 論文名: A Simulation and Fabrication Works on Optimization of High Pressure Aluminum Die Casting Part
- 著者: S.Ö. Ertürk, L.C. Kumruoğlu, A. Özel
- 発行年: 2014
- 発行誌/学会: Acta Physica Polonica A (Vol. 125, No. 2)
- キーワード: High-pressure die casting (高圧ダイカスト), Simulation (シミュレーション), Optimization (最適化), Aluminum alloys (アルミニウム合金), Mold design (金型設計), Air entrapment (空気巻き込み), Solidification (凝固), Radiographic testing (X線透過試験), PACS: 81.20.Hy, 81.05.Bx
2. 抄録:
高圧ダイカストは、その小さな公差と滑らかな表面仕上げにより、コスト削減を実現します。製造される鋳造部品は、自動車産業で数百万個単位で消費されています。本研究では、高圧ダイカストの設計におけるコンピュータ支援工学(CAE)アプリケーションの使用を検討しました。ダイカストプロセスステップが金型設計に与える影響を調査・分析しました。鋳造シミュレーションソフトウェアを使用して設計を改善し、問題を解決しました。金型設計の解析にシミュレーションソフトウェアを使用することにより、最終設計は数時間で達成され、それにより試作前の設計プロセスが短縮され、金型材料に修正を加えることなく金型製作が実行されました。鋳造部品にX線透過試験を適用した結果、凝固結果データのシミュレーションとの間に良好な相関関係が示されました。また、この結果は、高圧ダイカストプロセスの増圧段階におけるスクイズ圧の適用が鋳造シミュレーションで検討できることを証明しました。
3. 序論:
あらゆる製造業の目標は、より経済的な最終製品を生産するために加工ステップを最小限に抑えることです。この目標は、いわゆる「ネットシェイプ製造」によって達成されます。横型コールドチャンバーマシンを使用したダイカストは、現在、アルミニウム合金およびマグネシウム合金のニアネットシェイプ鋳造部品を製造するための最も一般的なプロセスです[1]。また、ダイカストは寸法再現性において最大の能力を持っています[2]。世界中で製造されるアルミニウム合金鋳物の約半分がこの方法で製造され、広範囲の自動車部品やその他の消費財に使用されています[3]。横型コールドチャンバープロセスでは、液体金属がプランジャーによって水平なショットスリーブを通って押され、金型に射出されます[1]。液体金属の射出は一般に高速で行われ、乱流を引き起こし、金型内の初期空気との空気巻き込みが生じる可能性があります[4]。鋳物中のガス気孔の存在は、機械的特性や耐圧性に悪影響を与えるため有害です[5]。金型内の初期空気を除去するため、また巻き込まれた空気を含む液体金属を除去するために、高圧鋳物の金型設計ではベント(ventilation channels)やオーバーフロー(overflows)が使用されます。液体金属の射出は、低速射出段階(slow shot phase)と高速射出段階(fast shot phase)の2つの別々のステップで実行されます。低速射出段階では、プランジャーが液体金属を押し上げてショットスリーブの空の部分を満たします。高速射出段階は、ミリ秒単位での金型キャビティへの液体金属の射出です。したがって、キャビティ充填を制御し、ベントとオーバーフローの適切な位置を決定するために、コンピュータシミュレーションは非常に必要です。高圧ダイカストの金型設計に関するさまざまな理論的および実験的研究がありますが、段階的な金型設計におけるコンピュータシミュレーションの使用とその利点を試行錯誤法(trial-error method)と比較して提示しているものはありません[6-8]。
4. 研究概要:
研究テーマの背景:
高圧ダイカストは、特に自動車分野向けに、複雑なニアネットシェイプのアルミニウム部品を効率的に製造するための重要な製造プロセスです。しかし、このプロセスは、高速での溶湯射出中の空気巻き込みに起因するガス気孔のような欠陥が発生しやすいという問題があります。
先行研究の状況:
既存の理論的および実験的研究はHPDCの金型設計に取り組んでいますが、従来のしばしば時間のかかる試行錯誤法を置き換える、または補強するために、設計プロセス全体を通じてコンピュータシミュレーションを体系的かつ段階的に使用する方法を示す文献にはギャップがあります。
研究の目的:
本研究は、コンピュータ支援工学(CAE)シミュレーションを利用して、高圧アルミニウムダイカスト部品の設計を最適化することを目的としました。目的には、プロセスステップが金型設計に与える影響の分析、シミュレーションを活用することによる試作前の期間短縮、コストのかかる金型修正の回避、および製作とX線透過試験によるシミュレーション精度の検証が含まれます。
中核研究:
中核となる調査は、鋳造シミュレーションソフトウェアに大きく依存した反復的な金型設計プロセスを含んでいました。主な活動は以下の通りです。
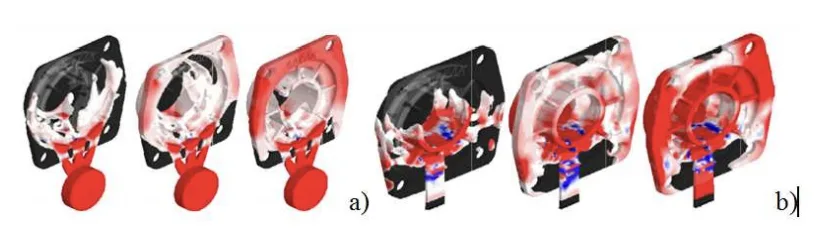
- 凝固シミュレーション(Fig. 1)および充填パターンの解析に基づき、乱流と空気巻き込みを最小限に抑えるための最適なインゲート(ingate)位置とタイプ(エミッタタイプを選択)の決定(Fig. 3, Fig. 4)。
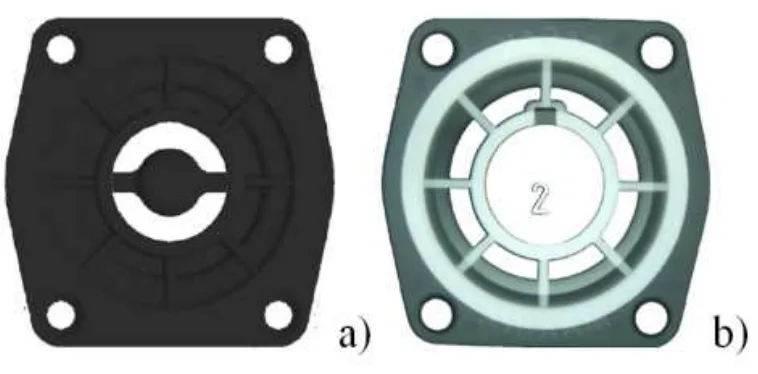
- 部品の突き出し機構を考慮した金型パーティングライン(parting line)(Fig. 2a)と必要な抜き勾配(draft angles)(Fig. 2b)の定義。
- 部品の肉厚に基づいて必要な充填時間(fill time)(TABLE)を計算し、目標速度(30 m/s)を達成するために流量計算(Q = V × A)を使用してインゲート寸法を決定。
- 定義されたプランジャー速度(低速段階0.5 m/s、高速段階2.5 m/s)下での金型充填をシミュレーションし、潜在的な空気巻き込み領域を特定(Fig. 4b, 4c)。
- シミュレーション結果に基づいて、巻き込まれた空気と乱流を管理するためのベント(ventilation channels)とオーバーフロー(overflows)の設計と配置(Fig. 5)。
- 増圧段階(intensification phase)におけるスクイズ圧(squeeze pressure)の影響を含む最終設計シミュレーションを解析し、最終的な部品品質(例:引け巣、Fig. 6a)を予測。
- 最終化されたシミュレーション設計に基づいて金型を製作。
- 鋳造部品に対してX線透過試験を実施し、内部健全性を検証(Fig. 6b)。
5. 研究方法
研究デザイン:
本研究では、CAEシミュレーションと実験的検証を統合した反復的な設計手法を採用しました。アルミニウムHPDC部品の金型設計は、鋳造シミュレーションソフトウェアを使用して段階的に開発および最適化されました。シミュレーションから導き出された最終設計は、その後、金型製作に使用され、続いて検証のために鋳造生産と非破壊検査が行われました。
データ収集と分析方法:
- シミュレーション: 鋳造シミュレーションソフトウェアを利用して、金型充填ダイナミクス(流動パターン、速度)、空気巻き込みの可能性、凝固挙動(Fig. 1)、および増圧が引け巣欠陥に与える影響(Fig. 6a)を分析しました。シミュレーション結果は、パーティングライン(Fig. 2a)、抜き勾配(Fig. 2b)、インゲートの形状と位置(Fig. 4a)、およびベントとオーバーフローの配置(Fig. 5)に関する設計決定を導きました。
- 実験的検証: 最終シミュレーションに基づいた金型製作後、鋳造試験が実施されました。得られた部品は、ランナーとオーバーフローを除去した後、EN 12681およびEN 444規格に従って、Kodak MX123スクリーンを備えたBaltospot GFD Industrial X線装置を使用してX線透過検査を受けました。X線透過結果(Fig. 6b)は、内部品質を評価し、シミュレーションの精度を検証するために、シミュレーション予測と比較されました。
研究テーマと範囲:
本研究は、特定のアルミニウム部品に対する高圧ダイカストプロセスの最適化に焦点を当てました。範囲には、ダイカスト金型要素(インゲート、ランナー、オーバーフロー、ベント、パーティングライン、抜き勾配)の詳細設計、鋳造欠陥(乱流、空気巻き込み、引け巣)を予測および軽減するためのシミュレーションツールの適用、プロセスパラメータ(プランジャー速度、増圧)の分析、および製作された部品のX線透過検査によるシミュレーション駆動設計の検証が含まれます。
6. 主要な結果:
主要な結果:
鋳造シミュレーションソフトウェアの適用により、最終的な金型設計が迅速に(「数時間で」)達成され、従来の試行錯誤法と比較して試作前の設計段階が大幅に短縮されました。このシミュレーション駆動アプローチにより、その後の修正を必要とせずに金型製作が可能になりました。シミュレーションは、空気巻き込み(Fig. 4b, 4c)などの潜在的な充填問題を効果的に予測し、衝突する溶湯流と乱流を管理するためのオーバーフローの戦略的な配置(Fig. 5)を導きました。凝固圧縮力(スクイズ圧)の影響を取り入れた最終シミュレーションは、引け巣欠陥がないことを予測しました(Fig. 6a)。シミュレーションで最適化された設計を使用して製造された部品のその後のX線透過検査により、有害な内部欠陥がないことが確認され(Fig. 6b)、それによって設計の精度と採用されたシミュレーションパラメータが検証されました。凝固シミュレーション結果とX線透過試験結果の間には良好な相関関係が観察されました。本研究は、HPDCプロセスの増圧段階で適用されるスクイズ圧の影響を調査するためにコンピュータシミュレーションを使用できることを成功裏に示しました。



図のリスト:
- Fig. 1. Solidification steps of casting part.
- Fig. 2. (a) Mold parting line, (b) draft analyses of casting part.
- Fig. 3. (a) Mold filling of model with three ingate, (b) mold filling of model with single and thin ingate.
- Fig. 4. (a) The solid model of casting part with emitter type ingate, (b) possible air entrapments in part, (c) possible air entrapments from section.
- Fig. 5. (a) Mold filling with three overflows attached model, (b) mold filling of part with five overflows.
- Fig. 6. (a) The shrinkage view from simulation result, (b) the radiographic result of casting part.
- TABLE Fill times due to section thickness of casting part.
7. 結論:
本研究は、高圧ダイカストプロセスの設計と最適化において、コンピュータシミュレーションを不可欠なツールとして利用することの有効性を示しています。強調された主な利点には、設計時間の大幅な短縮、および乱流や空気巻き込みなどの潜在的な鋳造欠陥を事前に特定して軽減することによる、従来の試行錯誤法に伴う経済的および時間的損失の防止が含まれます。段階的なシミュレーションアプローチは、堅牢な金型設計を促進し、X線透過試験によって確認されたように、主要な内部欠陥のない鋳物の生産成功につながりました。シミュレーション予測(凝固挙動と圧縮力の影響を含む)と実験結果との間の強い相関関係は、HPDCプロセスを最適化し、部品品質を保証するための信頼できるツールとしてのシミュレーションの使用を検証します。
8. 参考文献:
- [1] A. Jalili Nikroo, M. Akhlaghi, M. Ahmadi Najafabadi, Int. J. Adv. Manuf. Technol. 41, 31 (2009).
- [2] J. Campbell, Mater. Des. 21, 373 (2000).
- [3] P.K.D.V. Yarlagadda, E. Cheng Wei Chiang, J. Mater. Proc. Technol. 89-90, 583 (1999).
- [4] X. Dai, X. Yang, J. Campbell, J. Wood, Mater. Sci. Eng. A 354, 315 (2003).
- [5] X.P. Niu, B.H. Hu, I. Piwill, H. Li, J. Mater. Proc. Technol. 105, 119 (2000).
- [6] B.H. Hu, K.K. Tong, X.P. Niu, I. Pinwill, J. Mater. Proc. Technol. 105, 128 (2000).
- [7] F. Shehata, M. Abd-Elhamid, Mater. Des. 24, 577 (2003).
- [8] W.S. Zhang, S.M. Xiong, B.C. Liu, J. Mater. Proc. Technol. 63, 707 (1997).
9. 著作権:
- この資料は、「S.Ö. Ertürk, L.C. Kumruoğlu, A. Özel」による論文です。「A Simulation and Fabrication Works on Optimization of High Pressure Aluminum Die Casting Part」に基づいています。
- 論文の出典: https://doi.org/10.12693/APhysPolA.125.449
この資料は上記の論文に基づいて要約したものであり、商業目的での無断使用は禁じられています。
Copyright © 2025 CASTMAN. All rights reserved.