この紹介論文は、Interdisciplinarity in Engineering International Conference で発表された論文「Improvement of the Die Casting Molds Cavities by Ceramic Surface Treatment」の研究内容です。
1. 概要:
- タイトル: Improvement of the Die Casting Molds Cavities by Ceramic Surface Treatment (ダイカスト金型キャビティのセラミック表面処理による改善)
- 著者: Ferencz PETI, Lucian GRAMA, Ioan SOLOVĂSTRU
- 出版年: 2012年
- 発表ジャーナル/学会: Interdisciplinarity in Engineering International Conference
- キーワード: Mold, Aluminium, High Pressure Die Casting, Surface Treatment, Hard Surface (金型、アルミニウム、高圧ダイカスト、表面処理、硬質表面)
2. 概要 (Abstract)
金型の主要構成要素であるキャビティとインサートは、部品の最終形状を決定するもので、金型内に注入されたアルミニウムの温度、熱疲労、特にインゲート部に発生するクラック、キャビティ内に高圧で注入されたアルミニウムによるアンダーカットやアンダーウォッシュ(湯流れ不良)による摩耗により、寿命が限られています。
3. 研究背景:
研究テーマの背景:
ダイカスト金型の寿命は、摩耗、熱疲労、クラック(特にインゲート部)によって制限されます。これらの問題は、注入されたアルミニウムの高温と高圧によって引き起こされます。
従来の研究状況:
従来の研究では、さまざまな材料やコーティング技術を含め、金型寿命を改善するためのさまざまな方法が調査されてきました。
研究の必要性:
アルミニウムの流れによるアンダーウォッシュが発生しやすい領域、特にダイカスト金型の寿命と耐性を改善する必要性が継続的に求められています。
4. 研究目的と研究課題:
研究目的:
金型の寿命を延ばし、インゲート部の耐性を向上させることで、アルミニウムの流動によるアンダーウォッシュを低減することです。
主要な研究:
「ロックライナイザー」法を用いて、金型の活性要素に薄いセラミック材料(炭化タングステンまたは炭化チタン)を適用する方法を調査します。
5. 研究方法
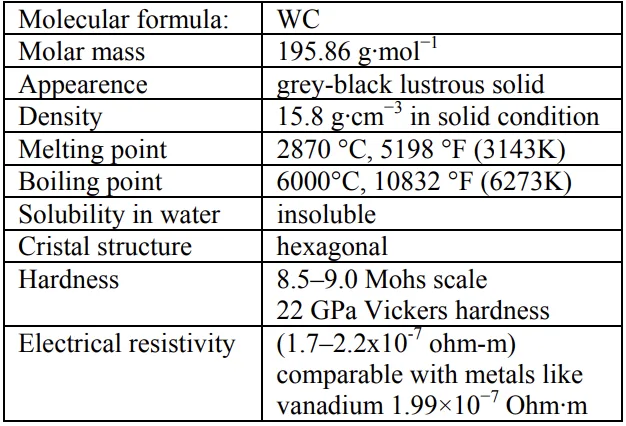
この研究では、ダイカスト金型に硬質表面処理を施すための材料、装置、プロセスについて説明します。この方法は「ロックライナイジング」と名付けられています。使用される材料は、炭化タングステンと炭化チタンです。これらの材料の化学的および物理的特性を含む特性が詳細に説明されています。使用される装置はロックライナイザーで、さまざまなモデルと電極オプションが提示されています。適用プロセスには、金型の金属表面に耐摩耗性材料を電子的に含浸および堆積させることが含まれます。
6. 主要な研究結果:
主要な研究結果と提示されたデータ分析:
- 炭化タングステン(WC)と炭化チタン(TiC)は、その高い硬度、耐摩耗性、熱安定性により、硬質表面処理に適した材料であることが確認されました。
- ロックライナイザー装置とプロセスにより、これらの材料を金型の活性表面に適用することができます。
- ロックライナイザープロセスは、金属表面の下と上に材料を堆積させ、顕著な熱発生なしに強い結合を形成します。
- このプロセスは、工具寿命を延ばし、ダウンタイムを削減することにより、生産性を向上させ、コストを削減することができます。
- ゲートチャネル、コア、およびはんだ付けが発生しやすい領域を含む、金型の特定の適用領域が特定されました。
図表リスト:
- Fig. 1 - Tungsten carbide structure (炭化タングステンの構造)
- Fig. 2 - The molecular structure of the titan carbide TiC (炭化チタンTiCの分子構造)
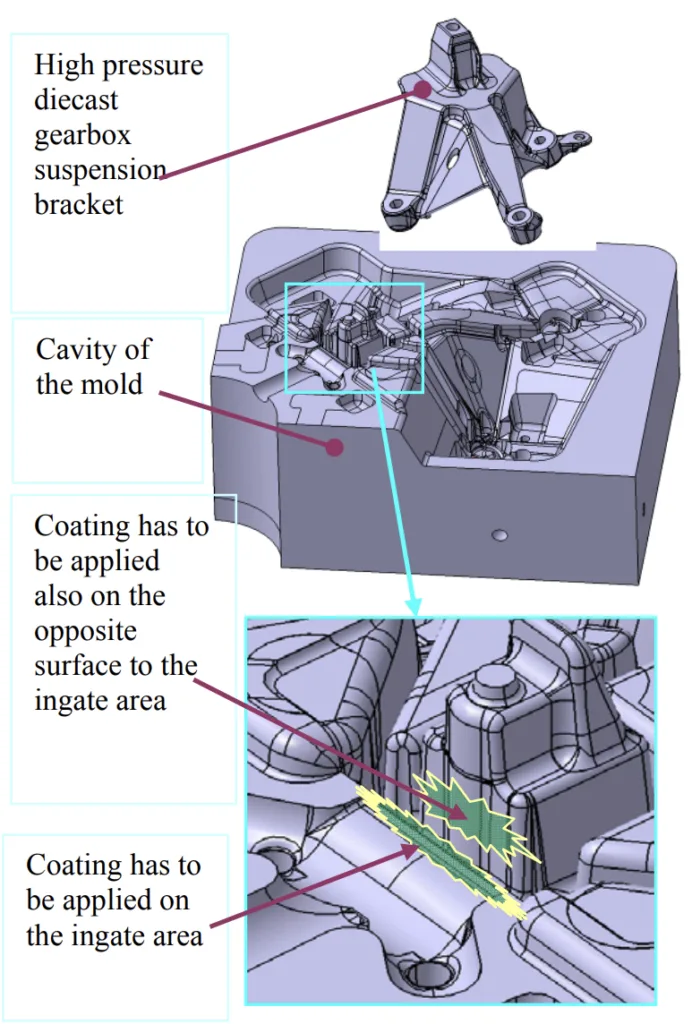
- Fig. 3 - Coated areas in the case of a HPDC mould for a gearbox suspension bracket (ギアボックスサスペンションブラケット用HPDC金型のコーティング領域)
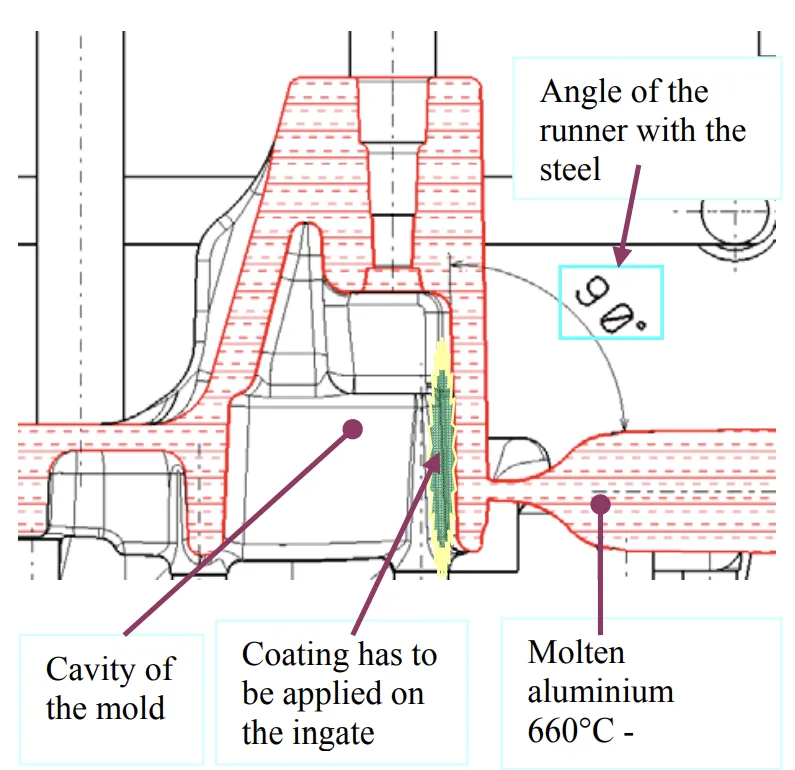
- Fig. 4 - Orientation of the molten aluminium to the steel of the mould (金型鋼に対する溶融アルミニウムの方向)
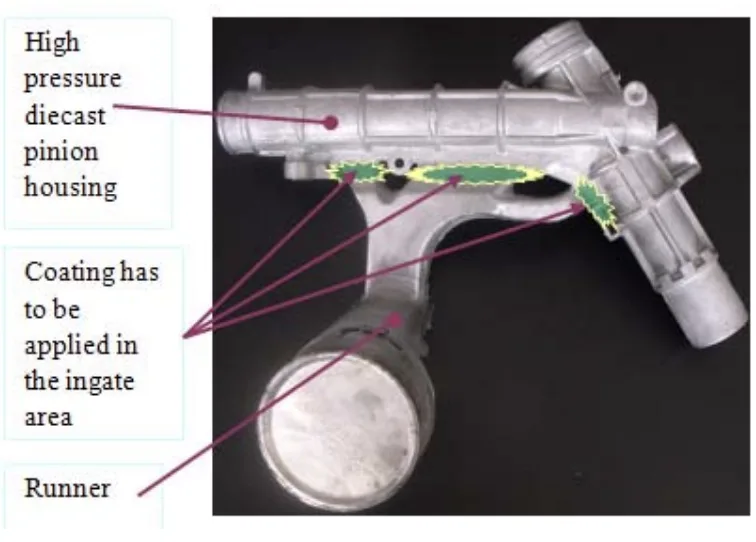
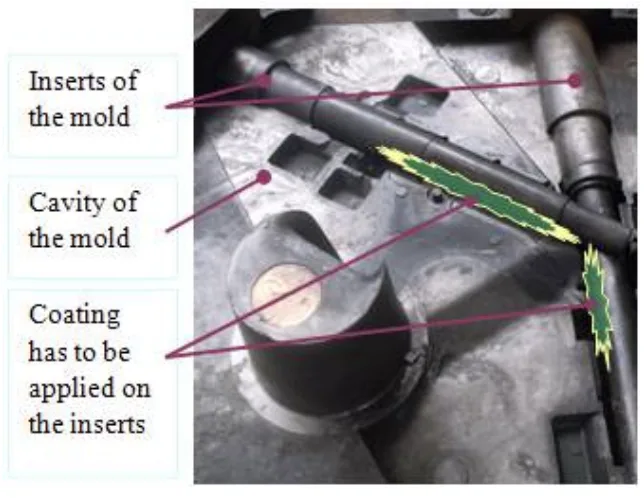
- Fig. 5 - Coated areas in the case of a HPDC mould for a pinion housing (ピニオンハウジング用HPDC金型のコーティング領域)
- Fig. 6 - Coated areas in the case of a HPDC mould for a pinion housing (ピニオンハウジング用HPDC金型のコーティング領域)
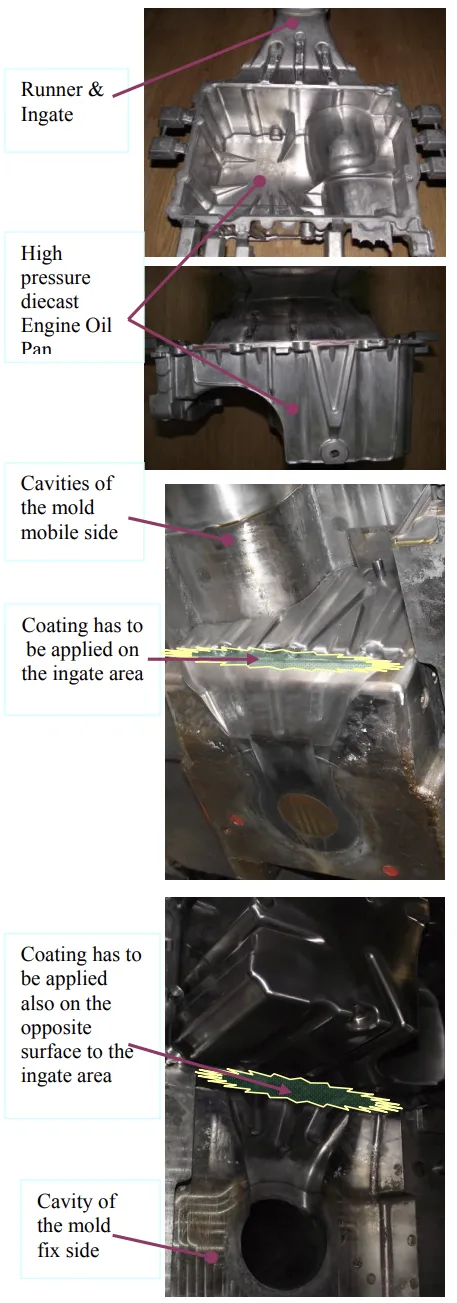
- Fig. 7 - Coated areas in the case of a HPDC mould for an engine oilpan (エンジンオイルパン用HPDC金型のコーティング領域)
7. 結論:
主要な研究結果の要約:
炭化タングステンまたは炭化チタンを使用するロックライナイザー法は、ダイカスト金型に硬質で耐摩耗性の表面を効果的に適用することができます。この処理により、金型寿命が延び、摩耗が減少し、はんだ付けなどの問題が最小限に抑えられ、最終的に生産性が向上し、コストが削減されます。この方法の適用は、インゲートなどの摩耗が激しい領域で特に有効です。
今後の発展研究の可能性:
- 本論文では言及されていません。
8. 参考文献:
- [1] ERNST, B., (1991), Praxis der Druckgussfertigung, Ed. Schiele & Schön, Berlin, Germany
- [2] HERBERT, R., (2002), Mold Engineering, Ed. Carl Hanser Verlag, Munich, Germany
- [3] Faisal, F., Gyuyeol, B., (2011), Evaluation of Die-Soldering and Erosion Resistance of High Velocity Oxy-Fuel Sprayed MoB-Based Cermet Coatings, Journal of Thermal Spray Technology, Volume 20, Number 5, Pages 1022-1034
- [4] GRAMA, L., PETI, F., (2009), Analyze of the opportunities of the coating of the active elements of the high pressure die casting molds, Ed. UORADEA, Romania
- [5] MIHĂILĂ, I., (2003), Tehnologii Neconvenționale, Ediția II, Ed. Universității din Oradea, Romania
- [6] MONTES, J., (2008), Revision Tecnica del Producto, CIE C. Vilanova, Spain
- [7] NANU, A., (2003), Tratat de tehnologii neconvenționale, Vol.1, Tehnologii neconvenționale la început de mileniu, Ed. Angusta, Timişoara, Romania
- [8] STREET, A., (1977), The diecasting handbook, Portcullis Press LTD, UK
- [9] Ugues, D., (2006), Hard coatings to prevent the washout phenomena in high pressure die casting tools, Ed. BHM Berg- und Hüttenmännische Monatshefte, Volume 151, Number 3, Pages 109-112
- [10] Woon, Y.K., (2004), Development of a die design system for die casting, The International Journal of Advanced Manufacturing Technology, Volume 23, Numbers 5-6, Pages 399-411
- [11] The Society of Manufacturing Engineers website, (2012), [Online]. Available: http://www.sme.org
- [12] The Rocklin Manufacturing co. Website, (2012), [Online]. Available: http://www.rocklinmanufacturingco.com
- [13] The Wikipedia website, (2012), [Online]. Available: http://en.wikipedia.org/wiki/Die_casting
- [14] The CIE Automotive website, (2011), [Online]. Available: http://ciepedia.cie.lan/ciepedia/index.php
- [15] The North American Die Casting Association website, (2012), [Online]. Available: http://www.diecasting.org
- [16] Casting of Light Metals, (2007), Engineering Materials and Processes, Casting: An Analytical Approach, Pages 1-12
- [17] Norma Ingenieria NCV21007B, (2006), Velocidad en el ataque, CIE C. Vilanova, Spain
- [18] Part Design, (2007), Engineering Materials and Processes, Casting: An Analytical Approach, Pages 43-96
- [19] Procedimiento IDT 05/1, (2007), Cuaderno de cargas de moldes, rev05, CIE Inyectametal, Spain
- [20] Process Design, (2007), Engineering Materials and Processes, Casting: An Analytical Approach, Pages 97-155
9. 著作権:
- この資料は、"Ferencz PETI, Lucian GRAMA, Ioan SOLOVĂSTRU" の論文 "Improvement of the Die Casting Molds Cavities by Ceramic Surface Treatment" に基づいています。
- 論文の出典: 本論文では言及されていません。
この資料は上記論文を紹介するために作成されたものであり、商業目的での無断使用を禁じます。Copyright © 2025 CASTMAN. All rights reserved.