この紹介記事は、IJERTに掲載された「Thermal Factor of Aluminium High pressure Die Casting Container (Mould) to achieve Six Sigma Quality of Castings(アルミニウム高圧ダイカストコンテナ(金型)の熱的要因がシックスシグマ鋳造品質に及ぼす影響)」という論文の研究内容を紹介するものです。
1. 概要:
- タイトル: Thermal Factor of Aluminium High pressure Die Casting Container (Mould) to achieve Six Sigma Quality of Castings(アルミニウム高圧ダイカストコンテナ(金型)の熱的要因がシックスシグマ鋳造品質に及ぼす影響)
- 著者: Suraj Marathe, Dr. Carmo Quadros
- 出版年: 2020年
- 掲載ジャーナル/学会: International Journal of Engineering Research & Technology (IJERT)
- キーワード: 高圧ダイカスト(HPDC); 予熱温度; シックスシグマ鋳造品質; ProCast
2. 概要(Abstract)
本論文は、アルミニウム高圧ダイカストコンテナ(金型)の温度要因を分析したものです。また、金型の予熱温度係数の表現式を開発し、溶融アルミニウム温度を維持することで、金型の予熱度合いに応じてシックスシグマ品質の製品が得られることを説明しています。モニタリングされた温度要因は、ダイカストプロセスにおいて非常に重要であり、生産効率と鋳造品質に良い影響を与えます。ダイカストでは、溶融金属が高温で、著しく低温の金型キャビティに圧入されます。その後、金型は金型材料の個々の表面層の熱ひずみにさらされます。金属金型内での鋳物の冷却速度が速くなることで、鋳物内の温度勾配が大きくなります。鋳物と金属金型の間での集中的な熱交換は流動性を損ない、不完全な補充やコールドジョイントの発生リスクを高めます。有限要素解析技術を用いたProCastシミュレーションソフトウェアを用いて解析と最適化を行いました。
3. 研究背景:
研究テーマの背景:
ダイカストは、金属部品、特にアルミニウム合金の大量生産プロセスです。アルミニウム合金は、複雑な形状に対して軽量で高い寸法安定性を提供します。しかし、鋳造欠陥は一般的であり、プロセスは本質的に不確実です。
先行研究の状況:
- 世界市場は高品質の鋳物を求めており、シックスシグマのような効率的な技術が必要です[1]。
- 鋳造品質は、合金、充填チャンバー、金型の温度を含む熱的および技術的要因の影響を受けます[3, 6]。
- 加圧速度、圧力、充填時間など、数多くの要因が圧入ダイカストに影響を与えます[7]。
- 先行研究には、ダイカストの最適化[13, 14]、ゲートシステムの再設計[5]、DOEおよびタグチメソッド[1, 11]、流れシミュレーション[15, 16]、熱的要因分析[17]が含まれます。
- 安定した有限差分法がダイカストの3D熱解析に使用されています[8]。
- 機械的特性を向上させるために、半凝固ダイカストが研究されています[9]。
- 鋳造不良率は通常11〜13%であるため、シックスシグマ限界を達成するための努力が必要です[1]。
研究の必要性:
既存の研究にもかかわらず、ダイカストにおける多くの要因と問題は未解明のままです。本研究では、特に鋳造品質に対する熱的要因の影響を取り上げています。不良を減らし、シックスシグマ品質を達成する必要があります。
4. 研究目的と研究課題:
研究目的:
ダイカストプロセスにおける熱的要因が鋳造品の品質に及ぼす影響を調査し、ProCastシミュレーションを用いてプロセスを最適化すること。
主要な研究:
- 鋳造不良の原因となる重要なパラメータ(熱的および圧力)を特定する。
- 金型の予熱温度係数の表現式を開発する。
- ProCastソフトウェアを用いて予熱温度を分析・最適化する。
5. 研究方法
- 研究デザイン: 実験およびシミュレーションベース。
- データ収集:
- 重要なパラメータ(溶融金属、金型、充填チャンバーの温度、加圧および型締め圧力)をモニタリングしました。
- 有限要素解析を用いたProCastシミュレーションソフトウェアを使用しました。
- 実験装置:100T HPDC機、ディーゼル燃焼式保持炉、閉ループ冷却システム。
- 製品:さまざまな寸法のダイカストローター(100S、M50、B48)。
- 分析方法:
- 必要な金型予熱温度を決定するために、熱収支式(式7)を作成しました。
- ProCastシミュレーションを用いて式を検証し、金型温度の変化を分析しました。
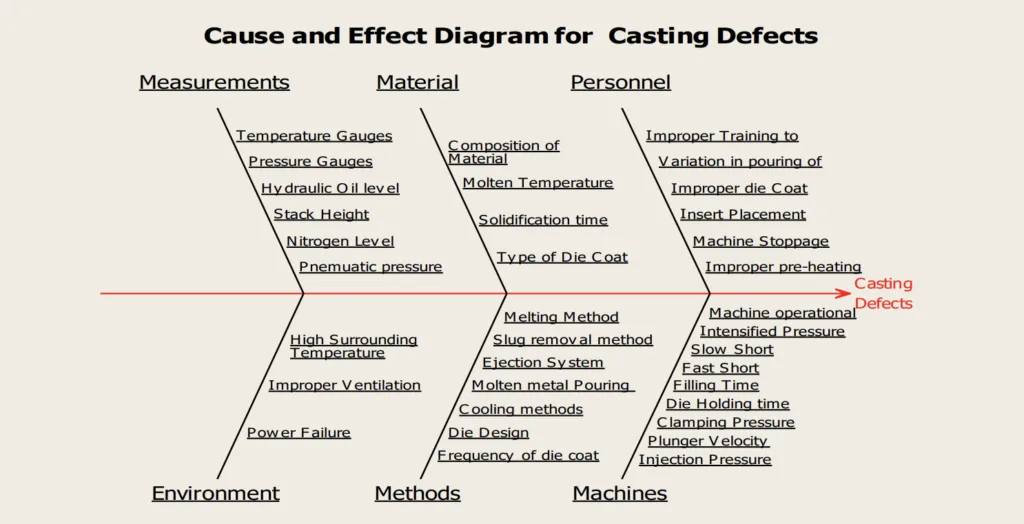
- 原因結果図(図1)を用いてプロセスパラメータを特定しました。
6. 主要な研究結果:
主要な研究結果と提示されたデータ分析:
- 必要な予熱温度を計算するために、熱収支式(式7)が導出されました。この式では、以下の要素が考慮されています。
- 鋳物の重量と表面積。
- 溶融および凝固アルミニウムの比熱。
- 溶融および凝固アルミニウムの温度。
- 凝固アルミニウムの潜熱。
- 熱伝達係数。
- 金型から取り出す際の鋳物温度。
- この式は、ProCastシミュレーションを用いて検証されました。
- シックスシグマ品質を達成するために、100SおよびM50ローターの予熱温度(それぞれ63.68℃および76.33℃)が決定されました。
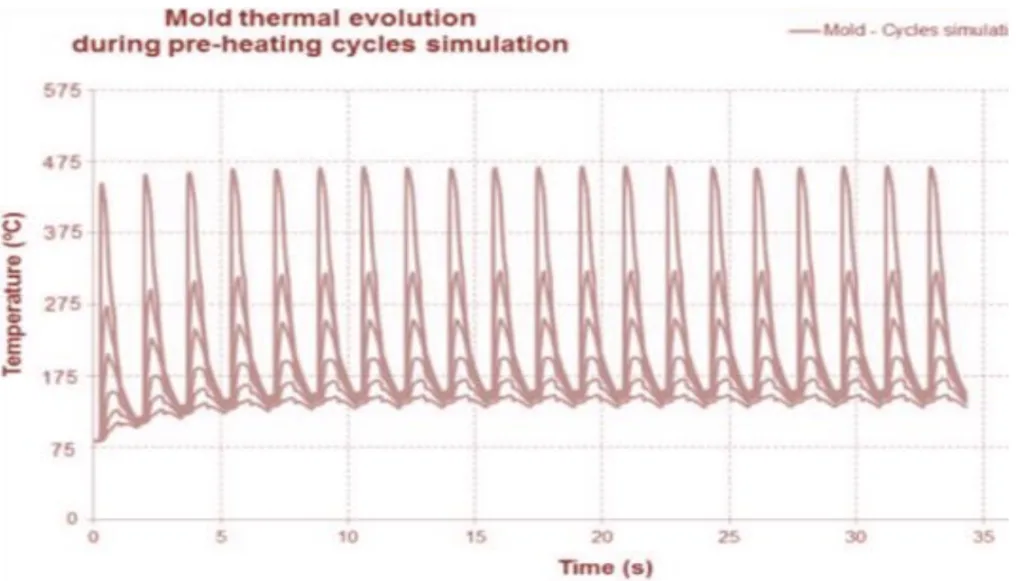
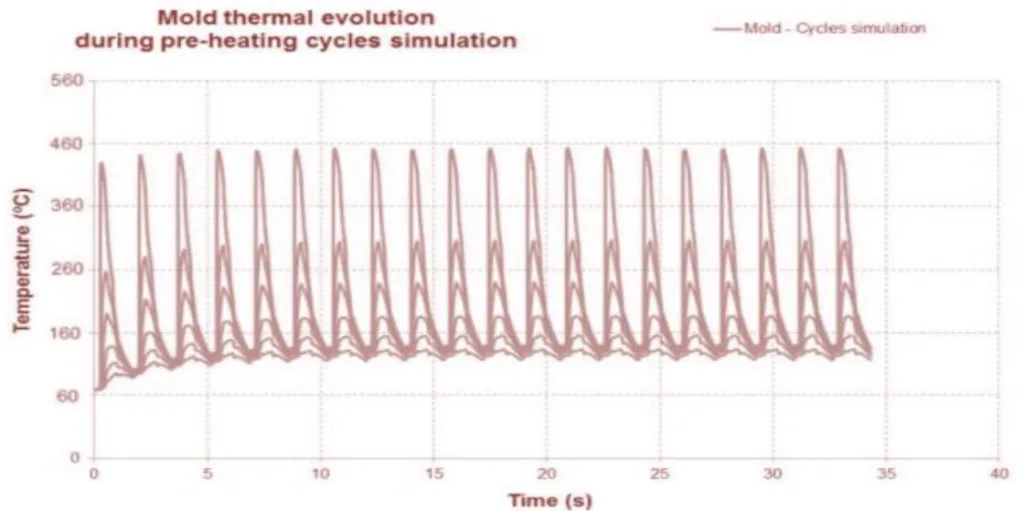
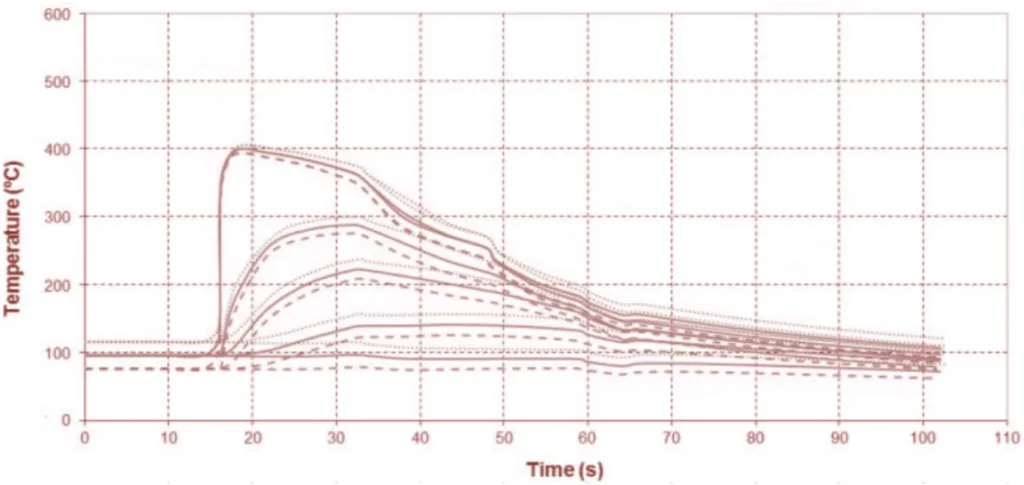
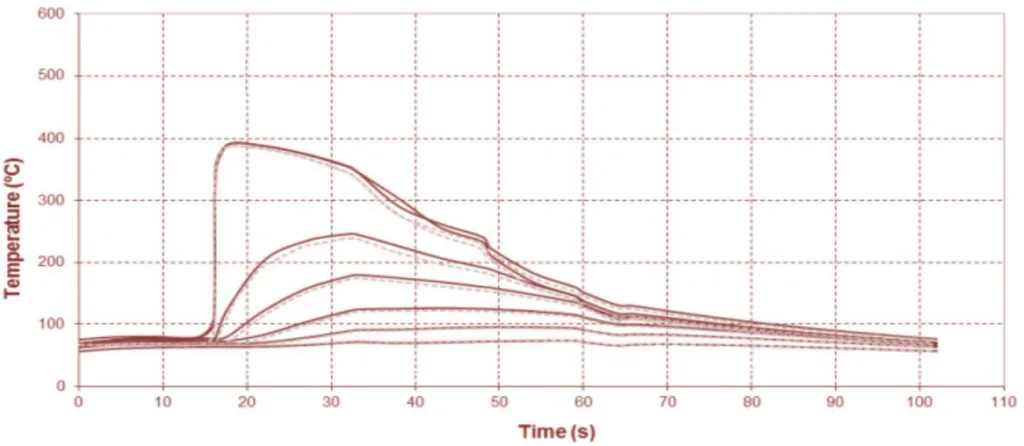
- シミュレーションの結果、金型温度は475℃に達し、充填時間に影響を与えることがわかりました(図3および図4)。
- 金型温度は、冷却システムの流量を調整することで制御できます(図5および図6)。
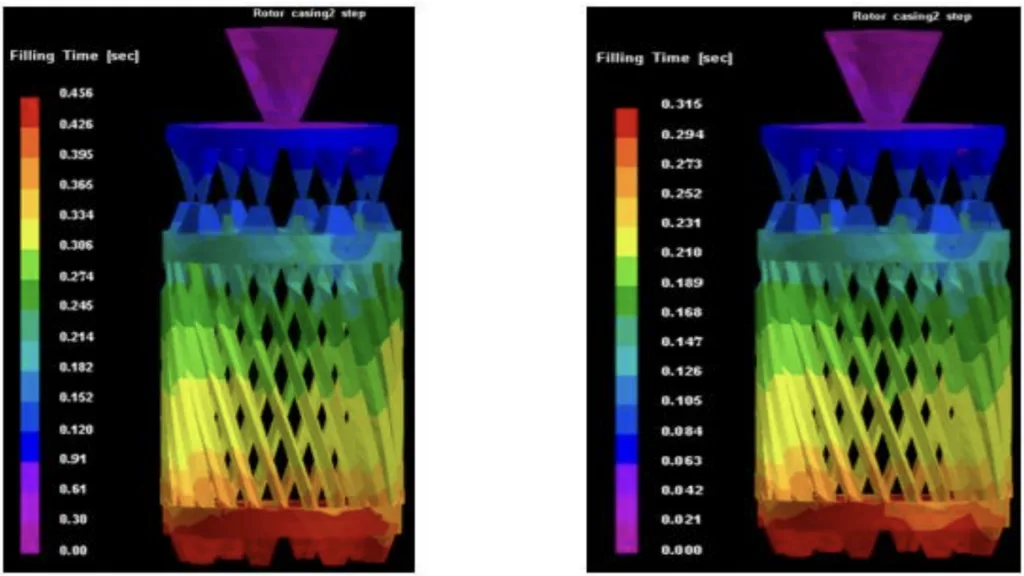
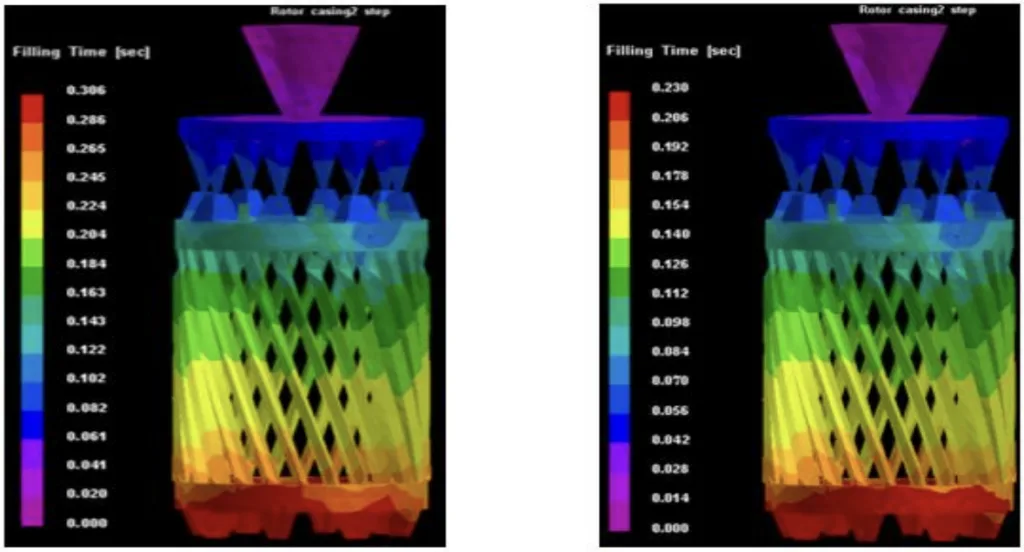
- 予熱を行うことで、充填時間が短縮されます。
図表リスト:
- 図1:鋳造欠陥の原因結果図
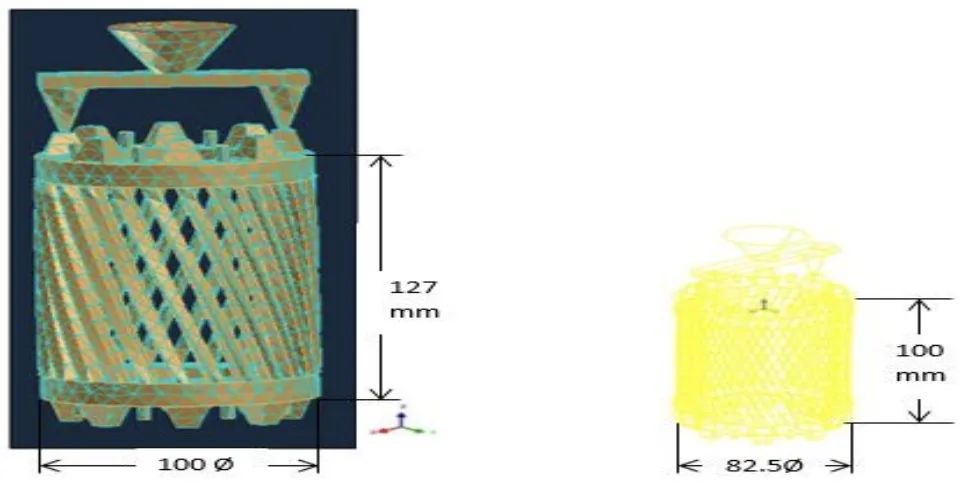
- 図2:100SおよびM50フレームローターのメッシュモデル
- 図3:M50ローターサイクルシミュレーションの予熱中の金型熱変化
- 図4:100Sローターサイクルシミュレーションの予熱中の金型熱変化
- 図5:M50ローターの金型温度
- 図6:100Sローターの金型温度
- 図7:充填時間に関する100Sローターのシミュレーション結果
- 図8:充填時間に関するM50ローターのシミュレーション結果
7. 結論:
主要な結果の要約:
- 熱収支式は、さまざまな鋳物サイズに必要な予熱温度を正確に予測します。
- 予熱を行うことで、充填時間が短縮されます。
- 熱式によって計算された予熱温度は、冷却システムの流量を制御することで維持する必要があります。
- 熱収支式を用いることで、不適切な予熱による不良ショットをなくすことができます。
熱収支式は、熱パラメータを改善し、充填プロセスに関連する欠陥を予測することで、シックスシグマ製品を達成するのに役立ちます。
8. 参考文献:
- [1] A.K.Sahoo, M.K. Tiwari, A.R.Mileham "Six Sigma based approach to optimize the radial forging operation Variables" journal of materials processing technology 202, pp.125-136, 2008
- [2] Jay M. Patel, Yagnang R. Pandya, Devang Sharma, Ravi C. Patel," Various Type of Defects on Pressure Die Casting for Aluminium Alloys" International Journal for Scientific Research & Development Vol. 5, Issue 01, pp 2321-0613, 2017
- [3] Santosh S. Dabhole, Chaitanya A. Kurundwad, Sujit R. Prajapati "Design, and development of die casting Die for rejection reduction" International Journal of Mechanical Engineering and Technology, Volume 8, Issue 5, May 2017, pp. 1061-1070
- [4] Case Studies of Innovative Die-casting Machines, Alessandro Benini - Italpresse, Brescia, Italy
- [5] Darina Matiskova, Stefan Gaspar and Ladislac Mura "Thermal Factors of Die Casting and Their Impact on The Service Life of Moulds and the Quality of Castings" Journal of Acta Polytechnica Hungarica, Vol.10, No. 3, 2013
- [6] Sk.Nagoor Vali, S.Sureshkumar, M.A.Athiya, K.Manigandan, and H.Fayazdeen "A review on die-casting Process parameters", International Journal of Scientific Research and Review, Vol. 7, Issue 3, 2018
- [7] Stefan Gaspar, "Technological Factors of Pressure Die Casting" Annals of faculty Engineering Hunedora, International Journal of Engineering Tome IX (the year 2011).
- [8] Xiong Shoumei, F. Lau, W.B. Lee "An efficient thermal analysis system for the die-casting process"Journal of Materials Processing Technology 128 (2002) 19-24
- [9] P.K. Seo, D.U. Kim and C.G. Kang "Effects of die shape and injection conditions proposed with Numerical integration design on liquid segregation and mechanical properties in semi-solid die casting Process" Journal of Materials Processing Technology, Vol.176, pp.45-54, 2006.
- [10] C. Mohantyl, B. K. Jena, "Optimization of Aluminium Die Casting Process Using Artificial Neural Network International Journal of Emerging Technology and Advanced Engineering (ISSN 2250-2459, Volume 4, Issue 7, July 2014)
- [11] Satish Kumar, Arun Kumar Gupta, Pankaj Chandna," Optimization of Process Parameters of Pressure Die Casting using Taguchi Methodology" World Academy of Science, Engineering and Technology Vol: 6, 2012.
- [12] Henry Hu, Fang Chen, Xiang Chen, Yeou-li Chu, Patrick Cheng, "Effect of cooling water flow rates on Local temperatures and heat transfer of casting dies, Journal of Materials Processing Technology 148(2004) 57-67
- [13] L.X. Kong, F.H. She, W.M. Gao, S. Nahavandi, P.D. Hodgson, "Integrated optimization system for high Pressure die casting processes" Journal of materials processing technology 2 01 (2 008) 629-634
- [14] Senthiil P, V. M.Chinnapandian and Sirushti, "Optimization of Process Parameters in Cold Chamber Die Casting Process Using Taguchi Method "IJISET International Journal of Innovative Science, Engineering & Technology, Vol. 1 Issue 6, August 2014.
- [15] V. E. Bazhenov, A.V. Koltygin, and A. V. Fadeev "The Use of the ProCast Software to Simulate the Process of Investment Casting of Alloy Based on Titanium Aluminide TNM_B1 into Ceramic Molds" Russian Journal of Nonferrous Metals, Vol. 55, No. 1, pp. 15-19, 2014.
- [16] Hong Yan, Wenwei Zhuang, Yong Hu, Qiansheng Zhang, Hong Jin," Numerical simulation of AZ91D Alloy automobile plug-in pressure die casting process" Journal of Materials Processing Technology 187-188 (2007) 349-353
- [17] S.M. Xiong, F. Lau, W.B. Lee, L.R. Jia, "Numerical methods to improve the computational efficiency of Thermal analysis for the die casting process" Journal of Materials Processing Technology 139 (2003) 457-461
- [18] Matthew S. Dargusch, G. Dour, N. Schauer, C.M. Dinnis, G. Savage, "The influence of pressure during Solidification of high-pressure die-cast aluminium telecommunications components' Journal of MaterialsProcessing Technology.2006
- [19] B.Kosec, G.Kosec, M. Sokovia," Temperature Field and Failure analysis of die casting die, 'International Scientific Journal, Vol.28, Issue3, 2007
9. 著作権:
- この資料は、"Suraj Marathe, Dr. Carmo Quadros"による"Thermal Factor of Aluminium High pressure Die Casting Container (Mould) to achieve Six Sigma Quality of Castings"という論文に基づいています。
- 論文の出典: http://www.ijert.org
この資料は上記の論文を紹介するために作成されたものであり、商業目的での無断使用を禁じます。Copyright © 2025 CASTMAN. All rights reserved.