이 소개 논문은 "IJSTE - International Journal of Science Technology & Engineering"에 발표된 "A Review of Bobbin Tool Friction Stir Welding (FSW) Process" 논문을 기반으로 합니다.
![Fig. 1: Representation of the main parameters and nomenclature of FSW joints [2]](https://castman.co.kr/wp-content/uploads/image-2647.webp)
1. 개요:
- 제목: A Review of Bobbin Tool Friction Stir Welding (FSW) Process
- 저자: Sameer S. Chaudhary, Kaushal H. Bhavsar
- 발표년도: 2016
- 발표 학술지/학회: IJSTE - International Journal of Science Technology & Engineering
- 키워드: Friction stirs welding (FSW); bobbin tool; aluminums alloy; mechanical properties
2. 초록:
지난 20년간 마찰교반용접(FSW)은 매우 유망한 새로운 접합 기술임이 입증되었습니다. 특히 고강도 알루미늄 합금은 기존의 용융 용접 공정에 비해 큰 장점을 가지고 용접할 수 있습니다. 고정 및 가변 갭 보빈 툴을 사용한 알루미늄 부품의 마찰교반용접(FSW)이 여러 연구자들에 의해 입증되었으며, 이러한 절차들은 상대적으로 개발하기 쉬운 것으로 보고되었습니다. 보빈 용접은 기존 FSW에서 수행되는 것처럼 용접 도구 프로브가 작업물에 축방향으로 삽입되는 초기 단계가 없습니다. 본 논문의 목적은 재료 접합을 위한 보빈 툴 마찰교반용접(FSW)의 기계적 특성 변화에 대한 정보를 검토하고 요약하는 것입니다.
3. 서론:
마찰교반용접(FSW) 공정은 Wayne Thomas 등에 의해 발명되었으며 1991년 12월 6일 The Welding Institute (TWI)에서 특허를 받았습니다. 이 특허는 이후 용접 및 접합 기술 분야에서 가장 광범위하게 참조되는 문서 중 하나가 되었습니다. FSW 공정은 특히 경량 금속 구조물의 접합에서 용접 기술 역사상 주요 이정표가 되었습니다. FSW는 이전에 용접이 허용되지 않았던 상업용 및 군용 항공기와 같은 응용 분야에서 사용될 정도로 성숙해졌습니다.
4. 연구 요약:
연구 주제의 배경:
FSW는 용접되는 작업물 재료보다 더 단단한 재료로 만든 적절히 프로파일된 숄더와 프로브를 가진 중간 비소모성 도구를 사용하여 고체상에서 작업물을 접합하는 공정입니다. 회전하는 도구가 용접 조인트에 삽입되어 조인트 라인을 따라 이동하도록 강제되며, 계면 및 내부 마찰에 의해 접촉하는 부품을 가열합니다.
기존 연구 현황:
FSW 사용자들의 증가하는 목록에는 Boeing, Airbus, Eclipse, BEA, Lockheed Martin, NASA, US Navy, Mitsubishi, Kawasaki, Fokker뿐만 아니라 전 세계 운송 구조 응용 분야의 기타 산업체들이 포함됩니다. 마찰교반용접은 알루미늄, 구리 및 아연, 마그네슘, 티타늄과 같은 많은 경량 금속 및 합금에 적용되어 운영 매개변수가 최적화되면 우수한 결과를 얻을 수 있습니다.
연구 목적:
본 논문의 목적은 재료 접합을 위한 보빈 툴 마찰교반용접(FSW)의 기계적 특성 변화에 대한 정보를 검토하고 요약하는 것입니다. 보빈 툴을 사용한 마찰교반용접(FSW)과 그에 관련된 매개변수의 연구 결과를 이해하는 것을 제시합니다.
핵심 연구:
이 연구는 기존 FSW 도구와 다른 보빈 툴 기술에 중점을 둡니다. 보빈 기법은 두 숄더 사이에 고정된 간격을 제공하며, 적응 기법은 용접 작업 중 숄더 간의 간격 조정을 가능하게 합니다. 보빈 기법의 자체 반응 원리는 기존 FSW에서 필요한 일반적인 하향력이 감소/제거됨을 의미합니다.
5. 연구 방법론
연구 설계:
보빈 툴 마찰교반용접 기술과 알루미늄 합금 용접에서의 응용에 대한 다양한 연구 결과를 검토하는 포괄적인 문헌 리뷰입니다.
데이터 수집 및 분석 방법:
Pedro Vilaça et al. (2011), Wayne Thomas et al. (2010), Eládio Amaro Camacho Andrade et al.(2010), Huijie Zhang et al. (2014), J. Hilgert et al.(2010) 등 다양한 연구자들이 수행한 여러 연구 논문과 실험 연구에서 데이터를 수집하고 분석했습니다.
연구 주제 및 범위:
연구 범위는 보빈 툴 구성, 기계적 특성 분석, 경도 분포, 인장 강도 평가, 알루미늄 합금 용접 응용을 위한 기존 FSW 공정과의 비교를 포함합니다.
6. 주요 결과:
주요 결과:
- 고정 갭 보빈 기법은 축방향 하향력 없이 25mm 두께의 알루미늄 판재 용접에 대한 가능성을 보여줍니다
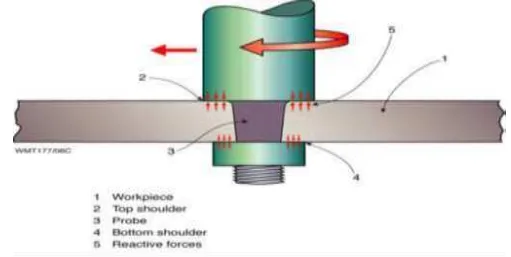
- 보빈 툴의 경우, 두 숄더가 작업물 양쪽에서 충분한 열 생성을 제공하며, 툴 자체 내에서 반응력의 억제는 프로브의 압축 변형(찌그러짐)이 발생하지 않음을 의미합니다
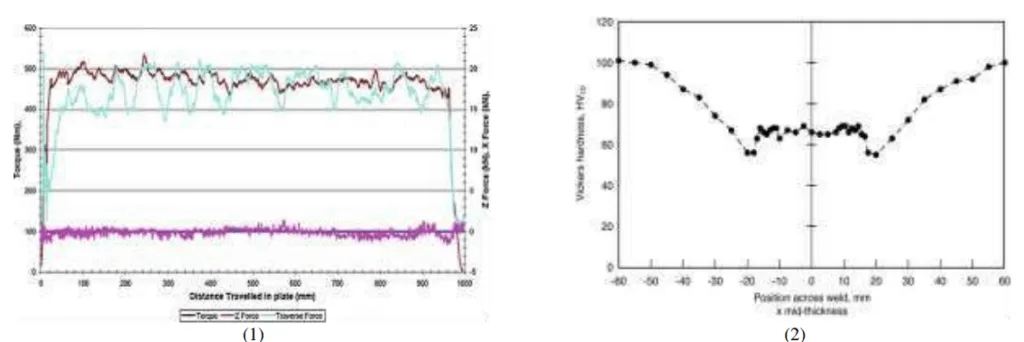
- 최소 경도는 TMAZ와 HAZ 사이의 계면 근처 HAZ에 위치합니다
- 보빈 툴 FSW 조인트의 인장 강도는 용접 속도 증가와 함께 처음에는 증가하다가, 보이드 결함 발생으로 인해 150 mm/min의 높은 용접 속도에서 급격히 감소합니다
- 보빈 툴 FSW 조인트에서 최대 강도 효율 75%가 달성됩니다
- 경도 분포는 조인트의 세 층에서 거의 동일하여, 보빈 툴 FSW 조인트의 두께 방향에서 기계적 특성의 균질성을 나타냅니다
그림 명칭 목록:
- Fig. 1: Representation of the main parameters and nomenclature of FSW joints
- Fig. 2: Bobbin tool showing self-contained reactive forces
- Fig. 3: (1) Instrumentation chart (2) Hardness survey mid-thickness in 25mm thick 6082-T6 aluminium weld
7. 결론:
- 최소 경도는 열영향부(HAZ) 내 열기계영향부(TMAZ)와 열영향부(HAZ) 사이의 계면 근처에 위치합니다
- 고정 갭 보빈 기법은 축방향 하향력 없이 25mm 두께의 알루미늄 판재 용접에 대한 가능성을 보여줍니다
- 보빈 툴의 경우, 두 숄더가 작업물 양쪽에서 충분한 열 생성을 제공하며, 툴 자체 내에서 반응력의 억제는 프로브의 압축 변형(찌그러짐)이 발생하지 않음을 의미합니다
- 보빈 툴 FSW 조인트의 인장 강도는 용접 속도 증가와 함께 처음에는 증가하다가, 보이드 결함 발생으로 인해 높은 용접 속도에서 급격히 감소합니다. 이 연구에서 최대 강도 효율 75%가 달성되었습니다
8. 참고문헌:
[1] Thomas, W.M., Nicholas, E.D., Needham, J.C., Murch, M.G, Temple-Smith, P., Dawes, C.J.Improvements relating to friction stir welding. US Patent No. 5,460,317 (1991). [2] Pedro Vilaça and Wayne Thomas: Friction Stir Welding Technology. DOI: 10.1007/8611_2011_56(10 April 2011) [3] Thomas, WM; Nicholas, ED; Needham, JC; Murch, MG;Temple-Smith, P;Dawes, CJ.Friction-stir butt welding, GB Patent No. 9125978.8, International patent application No. PCT/GB92/02203, (1991). [4] Eládio Amaro Camacho Andrade, Instituto Superior Técnico, Lisboa, Portugal. Development of the Bobbin-Tool for Friction Stir Welding Characterization and analysis of aluminum alloy processed AA 6061-T4 (2010). [5] Huijie Zhang ⇑, Min Wang, Xiao Zhang, Guangxin Yang. Microstructural characteristics and mechanical properties of bobbin tool friction stir welded 2A14-T6 aluminum alloy (2014). [6] J. Hilgert*,1, L.L. Huetsch1, J.F. dos Santos1 and N. Huber1. Material Flow around a Bobbin Tool for Friction Stir Welding 2010.
9. 저작권:
- 이 자료는 "Sameer S. Chaudhary, Kaushal H. Bhavsar"의 논문입니다. "A Review of Bobbin Tool Friction Stir Welding (FSW) Process"를 기반으로 합니다.
- 논문 출처: IJSTE - International Journal of Science Technology & Engineering | Volume 2 | Issue 10 | April 2016
- 이 자료는 위 논문을 기반으로 요약된 것이며, 상업적 목적의 무단 사용을 금지합니다.
- Copyright © 2025 CASTMAN. All rights reserved.
논문 요약:
이 포괄적인 리뷰는 알루미늄 합금을 위한 첨단 접합 기술로서의 보빈 툴 마찰교반용접(FSW) 기술을 검토합니다. 연구는 보빈 툴 FSW가 축방향 하향력 요구사항 제거와 개선된 기계적 특성을 포함하여 기존 FSW에 비해 상당한 장점을 제공함을 보여줍니다. 연구는 보빈 툴 기술이 최적의 용접 매개변수로 최대 강도 효율 75%를 달성하고 조인트 두께 전반에 걸쳐 균질한 기계적 특성을 제공함을 확인합니다.
연구에 대한 주요 질문과 답변:
Q1. 보빈 툴 FSW가 기존 FSW에 비해 가지는 주요 장점은 무엇인가요?
A1. "A Review of Bobbin Tool Friction Stir Welding (FSW) Process"에 따르면, 주요 장점은 보빈 툴 FSW가 축방향 하향력 필요성을 제거한다는 것입니다. 이는 용접 내의 반응력이 보빈 숄더 사이에 억제되고, 두 숄더가 작업물 양쪽에서 충분한 열 생성을 제공하기 때문입니다.
Q2. 보빈 툴 FSW 조인트에서 달성되는 최대 강도 효율은 얼마인가요?
A2. "A Review of Bobbin Tool Friction Stir Welding (FSW) Process"의 연구 결과에 따르면, 주요 결과 섹션에서 보고된 바와 같이 보빈 툴 FSW 조인트에서 최대 강도 효율 75%가 달성됩니다.
Q3. 보빈 툴 FSW 조인트에서 최소 경도는 어디에 위치하나요?
A3. "A Review of Bobbin Tool Friction Stir Welding (FSW) Process"의 결론 섹션에 따르면, 최소 경도는 열기계영향부(TMAZ)와 열영향부(HAZ) 사이의 계면 근처 열영향부(HAZ)에 위치합니다.
Q4. 보빈 툴 FSW에서 높은 용접 속도에서 인장 강도는 어떻게 변화하나요?
A4. "A Review of Bobbin Tool Friction Stir Welding (FSW) Process"에서 명시된 바와 같이, 보빈 툴 FSW 조인트의 인장 강도는 용접 속도 증가와 함께 처음에는 증가하지만, 보이드 결함 발생으로 인해 150 mm/min의 높은 용접 속도에서 급격히 감소합니다.
Q5. 고정 갭 보빈 기법을 사용하여 용접할 수 있는 알루미늄 판재의 두께는 얼마인가요?
A5. "A Review of Bobbin Tool Friction Stir Welding (FSW) Process"의 연구 결과에 따르면, 고정 갭 보빈 기법은 축방향 하향력 없이 25mm 두께의 알루미늄 판재 용접에 대한 가능성을 보여줍니다.
Q6. 보빈 툴 FSW 조인트에서 두께 방향으로 경도 분포는 어떻게 변화하나요?
A6. "A Review of Bobbin Tool Friction Stir Welding (FSW) Process"의 주요 결과 섹션에 따르면, 경도 분포는 조인트의 세 층에서 거의 동일하여, 보빈 툴 FSW 조인트의 두께 방향에서 기계적 특성의 균질성을 나타냅니다.