本紹介資料は、「[Robotics and Computer-Integrated Manufacturing]」が出版した論文「Systematic approach for automated determination of parting line for die-cast parts 」に基づいています。
1. 概要:
- タイトル: Systematic approach for automated determination of parting line for die-cast parts (ダイカスト部品のパーティングライン自動決定のための体系的アプローチ)
- 著者: Ranjit Singh, Jatinder Madan
- 発行年: 2013
- 発行学術誌/学会: Robotics and Computer-Integrated Manufacturing
- キーワード: Die-casting, Die design, Core, Cavity, Undercut, Parting line region, Parting line
2. 抄録:
ダイカスト部品のパーティングライン決定は、部品形状およびダイカストプロセス要件に関連する多くの要因に依存する、簡単な作業ではありません。これは、ダイカスト金型の設計・製造だけでなく、部品製造にも影響を与える重要な決定です。通常、ダイカスト金型設計の専門家は、この決定に多くの時間、労力、リソースを費やし、それが部品製造のリードタイムとコストに影響します。本稿では、ダイカスト部品のパーティングラインを自動決定するための体系的なアプローチを提示します。部品の幾何学的要因のみを考慮した従来のシステムとは異なり、本稿で提案するシステムは、ダイカストプロセス要件も考慮して、体系的かつ自動化された方法でパーティングラインを決定します。ここでは、ダイカスト部品表面の分類、アンダーカットと突起の識別、パーティングライン領域の識別、およびパーティングラインの決定について議論します。システムは、ダイカストプロセス要件を適用した後、与えられたパーティング方向において多数の実現可能なパーティングラインを生成します。最後に、業界のベストプラクティスを考慮して、実現可能なパーティングラインの中から最も適切なパーティングラインが決定されます。システムから得られた結果は、業界の結果と同様です。提案されたシステムは、ダイカスト金型設計の自動化に向けた大きな一歩となり、ダイカストプロセスの設計・製造統合につながるでしょう。
3. 緒言:
ダイカストは、溶融金属を高圧で金型キャビティに強制的に注入することを特徴とするニアネットシェイプ金属鋳造プロセスです。金型キャビティは、コア(core)とキャビティ(cavity)と呼ばれる2つの半体からなる永久金属金型(ダイ(die)とも呼ばれる)を使用して作成されます。溶融金属が金型キャビティ内で凝固した後、静止しているキャビティ半体からコア半体が離れます。その後、凝固したダイカスト部品が金型から取り出されます。金型が開く方向はパーティング方向(Parting Direction, PD)と呼ばれ、正のパーティング方向(+PD)と負のパーティング方向(-PD)に分けられます。これら2つの方向のいずれかがコア半体の移動方向です。ダイカスト部品上の2つの金型半体の接合部に対応する線または継ぎ目は、パーティングライン(parting line)と呼ばれます。その位置のためにパーティング方向で成形できないダイカスト部品の幾何学的領域は、アンダーカット(undercuts)として知られています。これらのアンダーカットの成形には、サイドコア(side-core)と呼ばれる別の金属工具が必要です。サイドコアは、サイドコア方向として知られる方向に移動することによって金型から離脱します。ダイカスト金型の名称を図1に示します。
ダイカスト金型の設計は、金型製造のコストと時間だけでなく、ダイカスト部品にも影響を与えるため、非常に重要です。ダイカスト金型の設計には、パーティング方向の選択、パーティングラインの決定、キャビティレイアウト設計、および湯口システム設計など、多くの活動が含まれます。金型設計はいくつかの段階を含み、多くの時間を要することが報告されています[1]。従来の慣行では、ダイカスト金型の設計は主に試行錯誤法に基づいており、多くの人間の専門知識を伴い、自動化がほとんどまたはまったくないため、リードタイムが長くなりコストが増加します[2]。特に、今日のCAD、CAM、CAEの使用が一般製造業全体、特にダイカスト産業で非常に一般的である状況では、情報技術の利点を完全に実現するために金型設計プロセスを自動化することが強く望まれます。
ダイカスト金型設計において最も時間のかかる活動の1つは、パーティングラインの決定です[3]。これは主に、パーティングラインを決定するために、部品形状とダイカストプロセスに関連する多くの要因を考慮する必要があるためです。したがって、パーティングラインを自動化された方法で決定できるシステムが必要であり、それによりダイカスト部品の製造リードタイムとコストを大幅に削減できると考えられます。
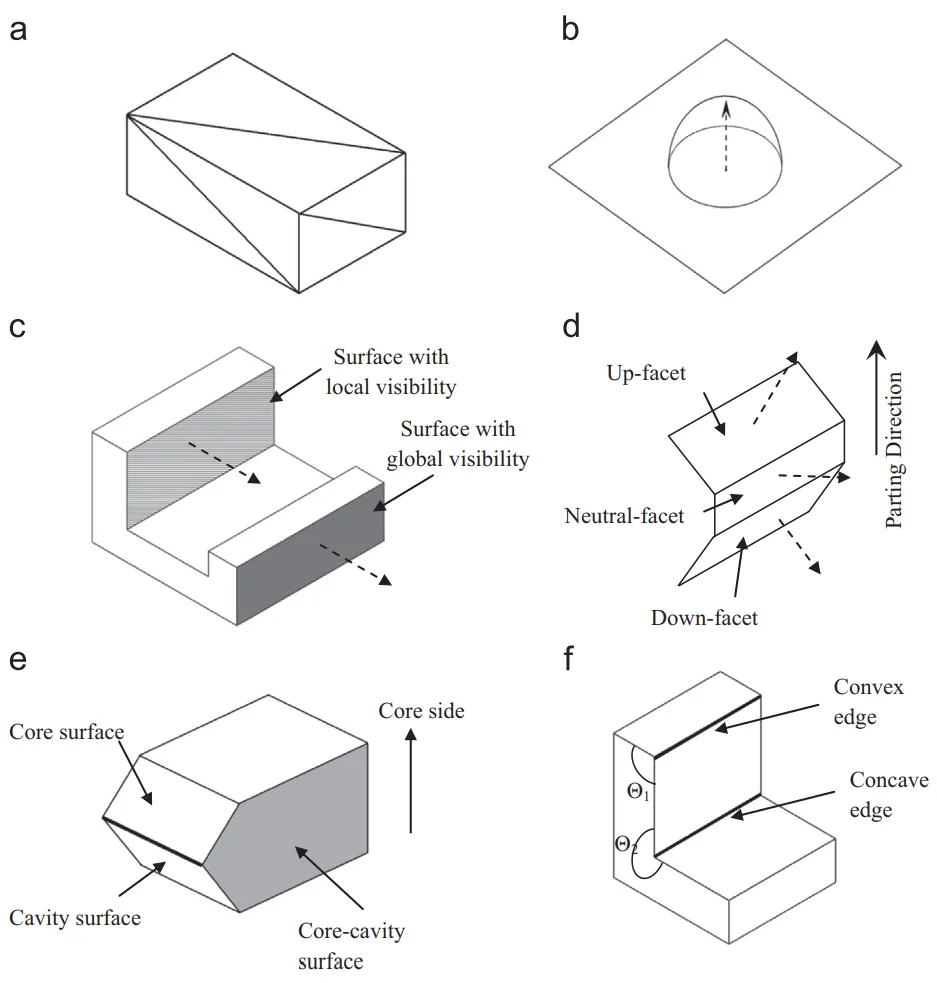
本稿では、ダイカスト部品のパーティングラインを自動決定するための体系的なアプローチを提案します。ファセット(Facet)、V-Map、局所的/大域的可視性(Local/Global visibility)、上向き/下向き/中立ファセット(Up/Down/Neutral facet)、コア/キャビティ/コア-キャビティ表面(Core/Cavity/Core-cavity surface)、凸/凹エッジ(Convex/Concave edge)、遮蔽表面(Obstructed surface)、パーティングライン領域(Parting Line Region, PLR)などの重要な用語が定義されています(図2参照)。
4. 研究の概要:
研究トピックの背景:
パーティングラインの決定は、ダイカスト金型設計における重要かつ複雑なステップです。これは、金型の製造可能性、コスト、および鋳造部品の最終品質に大きく影響します。従来、このプロセスは手作業であり、経験に基づいており、反復的であり、設計サイクルのボトルネックとなっています。
先行研究の状況:
先行研究では、パーティング方向の決定[7-11]、アンダーカット形状認識[12-19]、およびパーティングラインの決定[3, 20-33]が扱われてきました。しかし、多くのアプローチは幾何学的要因のみに焦点を当てているか、単一の実現可能なパーティングラインしか生成しないか、特定の部品形状(例:多面体、平面)に限定されています。重要なことに、多くのシステムは、突き出し中のコア側での部品保持の必要性、アンダーカット用サイドコアの移動制約、コア-キャビティ表面上の突起の影響、または美観上重要な表面でのバリ(flash)の回避など、ダイカストプロセス要件を十分に考慮していません。表1は、これらの側面に関する先行研究の限界をまとめたものです。自動パーティングライン生成および選択のために、幾何学的分析とプロセス制約の両方を体系的に統合することには、大きなギャップが存在します。
研究の目的:
本研究は、ダイカスト部品のパーティングラインを自動決定するための体系的なアプローチを開発し、提示することを目的としています。主な目的は、幾何学的分析とともにダイカストプロセス要件を明示的に組み込むことにより、先行研究の限界を克服することです。このシステムは、与えられたパーティング方向に対して複数の実現可能なパーティングラインを生成し、確立された業界のベストプラクティスと基準に基づいて最も適切なものを選択するように設計されており、それによって設計リードタイムとコストを削減し、設計・製造統合を促進します。
中核研究:
中核研究は、3つの主要モジュールで実装された体系的な方法論を含みます(図15):
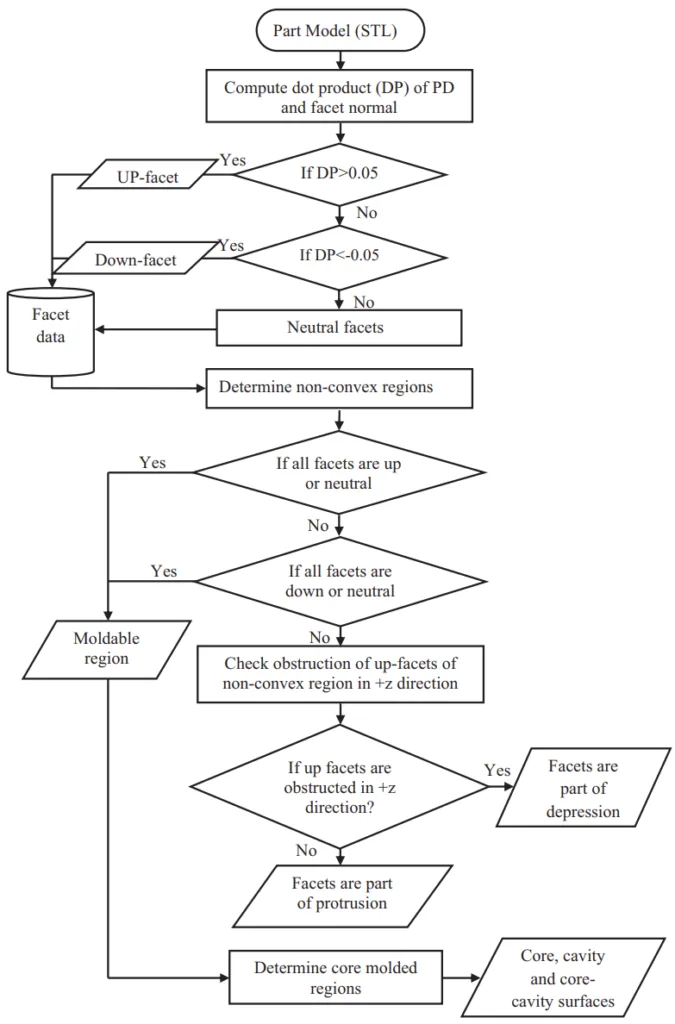
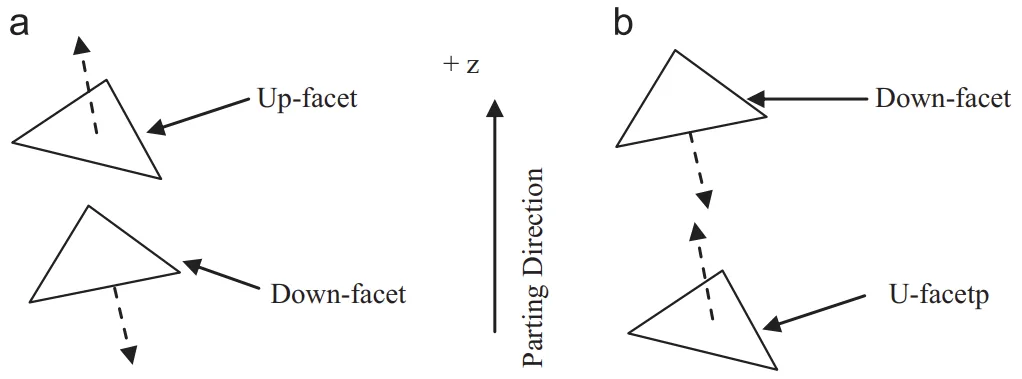
- アンダーカット、突起の識別および部品表面の分類: このモジュールは、テッセレーションされた部品モデル(STL)を入力として受け取ります。内積(dot product)を使用して、与えられたパーティング方向(+PD)に対する向きに基づいて、ファセットを上向きファセット、下向きファセット、または中立ファセットに分類します(図5)。非凸領域が識別されます[31]。修正されたIsObstructingアルゴリズム[26]を使用して障害物チェックを行うことにより、非凸領域内のアンダーカット(窪み)と突起が区別されます(図6、図7)。残りのファセットは、可視性と接続性に基づいて、コア成形(Score)、キャビティ成形(Scavity)、およびコア-キャビティ成形(Score-cavity)表面に分類されます(セクション4.1-4.6)。部品がコア半体にとどまるように、コア側が識別されます。
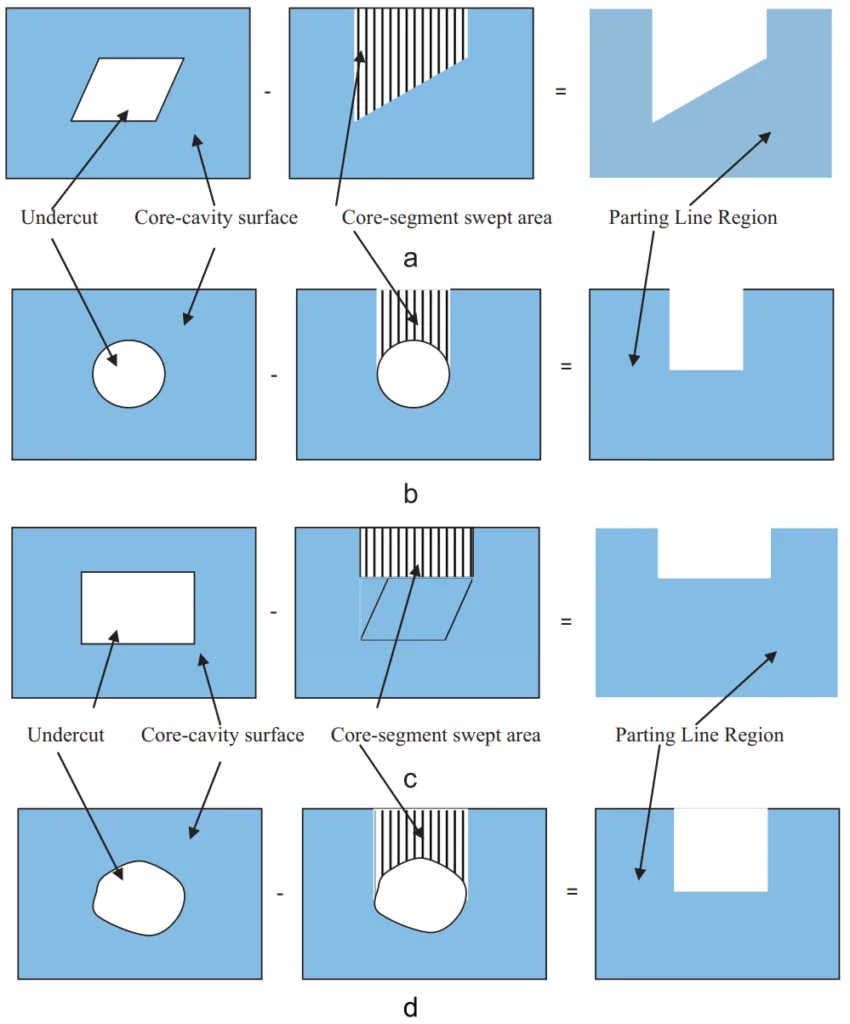
- パーティングライン領域(PLR)の決定: このモジュールは、パーティングラインが通過できるコア-キャビティ表面上の許容領域(PLR)を識別します。フィーチャーのないコア-キャビティ表面の場合、表面全体がPLRです。アンダーカットのある表面の場合、アンダーカット境界分割(コア/キャビティセグメント)とサイドコア移動要件(コア半体とともに移動する必要がある、+PD方向)に基づいてスイープされた領域を減算することによってPLRが決定されます(図8、図9)。突起のある表面の場合、+PDおよび-PDの両方向で突起境界によってスイープされた領域を減算することによってPLRが見つけられます(図10)。ユーザー入力により、美的に敏感な領域をPLRから除外できます(セクション5、図11、図12)。
- パーティングラインの決定と選択: このモジュールは、実現可能なパーティングラインを生成し、最適なものを選択します。実現可能なパーティングラインは、以下を含む閉ループとして構築されます:(i)コア表面とキャビティ表面の間の共通エッジ(Lk)、(ii)コア-キャビティ表面上にあるアンダーカットの関連する境界セグメント(ELm)、および(iii)Z座標制約を尊重してPLRを横断することに基づいて決定される、PLRを分割する実現可能な線セグメント(LĮ)(図13)。複数の実現可能なパーティングラインループを生成できます(図14)。最適なパーティングラインは、寸法安定性、平坦度、抜き勾配(draw)、バリ、ドラフト(draft)などの業界慣行[34]から導出された基準を使用して、これらの実現可能な代替案を評価することによって選択されます(セクション6、付録A)。
5. 研究方法論
研究設計:
本研究は、自動パーティングライン決定のための体系的な計算方法論を設計および実装する構成的アプローチ(constructive approach)を採用しています。この方法論は、ファセットの可視性と接続性に基づく幾何学的推論とダイカストプロセス制約を統合します。表面分類/フィーチャー識別、PLR決定、パーティングライン生成/選択の3つの連続したモジュールで構成されています(図15)。
データ収集と分析方法:
主要な入力データは、テッセレーションされたモデル(STL形式)として表現されるダイカスト部品の形状です。幾何学的分析には、ファセット法線とパーティング方向ベクトル間の内積計算、非凸領域の識別、障害物アルゴリズム[26]を使用した可視性チェックの実行、および境界曲線とスイープ領域の決定が含まれます。サイドコア移動制約やコアでの部品保持などのプロセスルールは、PLR決定ロジックにエンコードされます。PLR内の幾何学的パスとコア/キャビティエッジおよびアンダーカット境界への接続に基づいて、複数の実現可能なパーティングラインがアルゴリズム的に生成されます。分析は、確立された方法[34]および業界のベストプラクティスに基づく定性的基準(寸法安定性、平坦度、抜き勾配、バリ、ドラフト)のセットを使用して最適なパーティングラインを評価および選択することで最高潮に達し、5段階評価で評価されます(付録A、表A1に詳述)。
研究トピックと範囲:
本研究は、事前に定義されたパーティング方向が与えられた場合に、ダイカスト部品のパーティングラインを自動決定することに焦点を当てています。主なトピックは次のとおりです。
- 部品表面の分類(コア、キャビティ、コア-キャビティ)。
- パーティングラインに影響を与えるアンダーカットおよび突起フィーチャーの識別。
- プロセス制約(サイドコア移動、美観)を考慮したパーティングライン領域(PLR)の決定。
- 複数の実現可能なパーティングライン候補の生成。
- 製造可能性基準(寸法安定性、平坦度、抜き勾配、バリ、ドラフト)に基づく最適なパーティングラインの選択。
範囲は、入力部品が成形可能であり、パーティング方向はユーザーによって提供され、部品には内部アンダーカットまたは交差/複合アンダーカットフィーチャーが含まれていないことを前提としています。テッセレーションされたモデルは曲面の処理を可能にしますが、そのような表面上のパーティングライン形状の最適化は現在の範囲外です。
6. 主要な結果:
主要な結果:
MATLAB 7.0を使用して、自動パーティングライン決定のための体系的なアプローチが成功裏に開発および実装されました。このシステムは、テッセレーションされた部品モデルの幾何学的分析と重要なダイカストプロセス要件を効果的に統合します。表面を自動的に分類し、アンダーカットと突起を識別し、有効なパーティングライン領域(PLR)を決定し、複数の実現可能なパーティングラインオプションを生成し、定義された基準に基づいて最適なものを選択します。
この方法論は、様々な幾何学的複雑さを示す6つの工業用ダイカスト部品(例題部品1-6、図16-21)でテストされました。結果は、システムがコア-キャビティ表面、アンダーカット、および突起を持つ部品を処理できる能力を示しています。生成されたパーティングラインは、工業的慣行に基づいて選択されたものと一貫して一致しています。付録A(表A1)で実現可能なオプションについて詳述された評価基準(寸法安定性、平坦度、抜き勾配、バリ、ドラフト)は、各ケースで最も適切なパーティングラインを効果的に選択するように導きました。このシステムは、金型設計における重要かつ複雑なタスクを成功裏に自動化し、その潜在的な産業関連性と設計・製造統合への貢献を示しています。実行時間は、部品の複雑さに応じて数秒から数分でした。
図と表のリスト:
- Fig. 1. ダイカスト金型の名称。
- Fig. 2. (a) 直方体のテッセレーションモデル、(b) 表面上の点の可視性マップ、(c) 局所的および大域的可視性、(d) 上向きファセット、下向きファセット、中立ファセット、(e) コア表面、キャビティ表面、コア-キャビティ表面、(f) 凸エッジと凹エッジ。
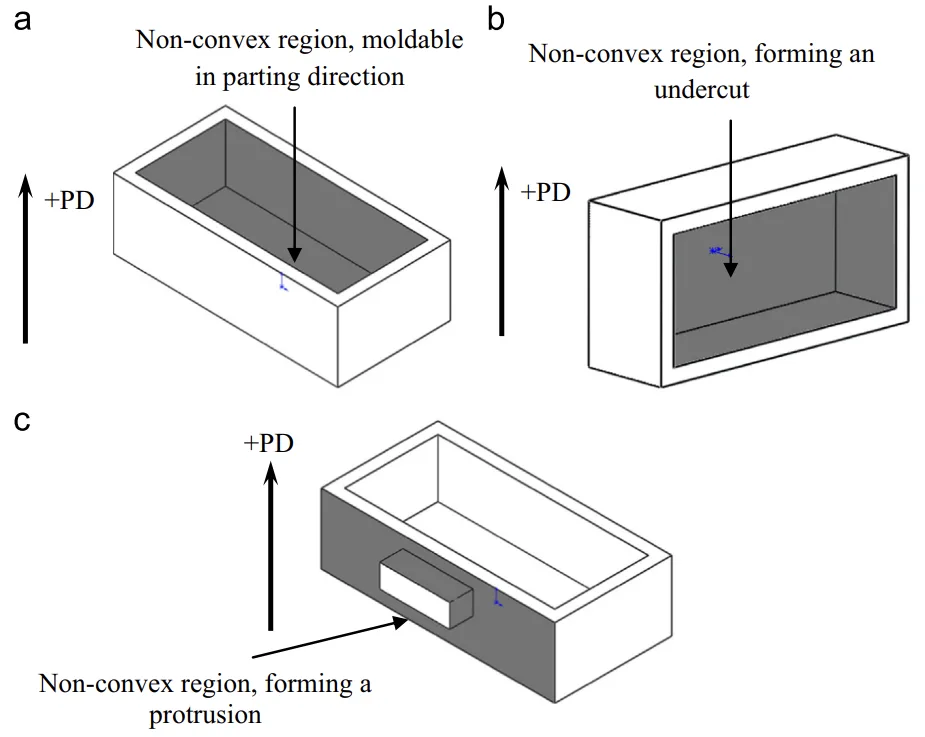
- Fig. 3. 非凸領域:(a) パーティング方向で成形可能、(b) アンダーカットを形成、(c) 突起を形成。
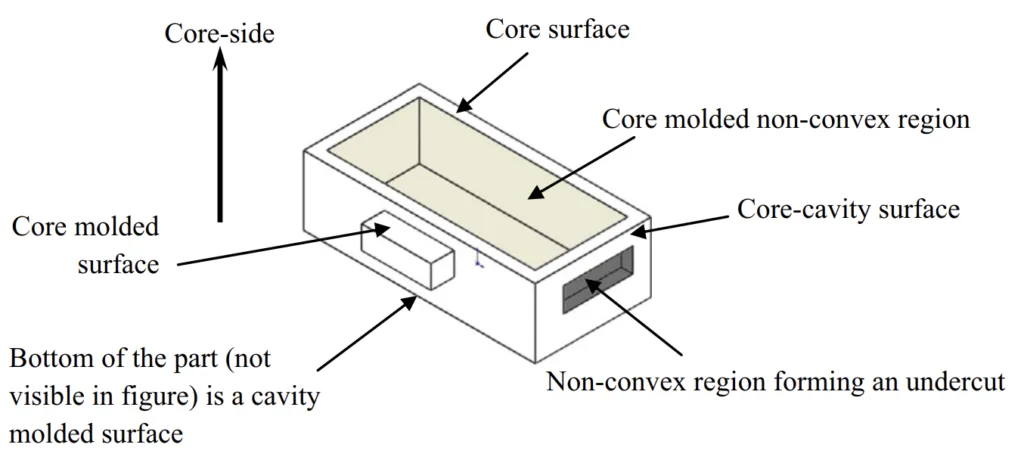
- Fig. 4. ダイカスト部品の領域と表面の種類。
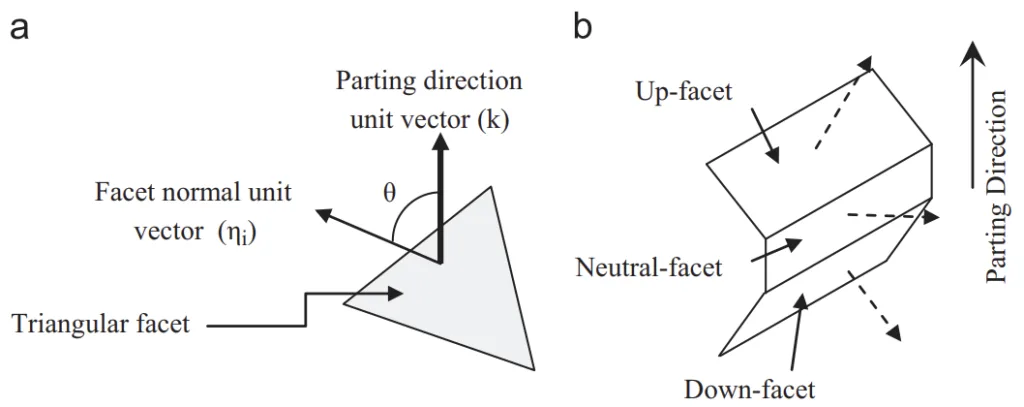
- Fig. 5. (a) ファセット法線とパーティング方向の内積(DP)、(b) 上向きファセット、中立ファセット、下向きファセット。
- Fig. 6. (a) 突起フィーチャーと(b) アンダーカット(窪み)フィーチャー。
- Fig. 7. アンダーカット、突起の識別および表面分類のための情報フロー図。
- Fig. 8. アンダーカットフィーチャーを持つコア-キャビティ表面のPLR決定。
- Fig. 9. 代表的なアンダーカット形状に対するPLR。
- Fig. 10. (a) 矩形突起および(b) 円形突起を持つコア-キャビティ表面のPLR。
- Fig. 11. PLR決定のための情報フロー図。
- Fig. 12. (a) ダイカストの例題部品と(b) この部品のパーティングライン領域。
- Fig. 13. パーティングラインセグメントの種類とZ範囲の概念。
- Fig. 14. パーティングライン決定のための情報フロー図。
- Fig. 15. ダイカスト部品のパーティングライン決定のための体系的アプローチのアーキテクチャ。
- Fig. 16. 例題部品1とそのPLR、パーティングライン、および実現可能なオプション。
- Fig. 17. 例題部品2とそのPLR、パーティングライン、および実現可能なオプション。
- Fig. 18. (a) テンショナーハウジングとそのPLR、(b) 選択されたパーティングライン、(c-d) 実現可能なオプション。
- Fig. 19. (a) ロッカーアームとそのPLR、(b) 識別されたパーティングライン、(c-d) 実現可能なオプション。
- Fig. 20. (a) 例題5のダイカスト部品とそのPLR、(b) 選択されたパーティングライン、(c-d) 実現可能なオプション。
- Fig. 21. (a) ダイカスト部品(クランクケースカバー)とそのPLR、(b) この部品のパーティングライン。
- Table 1. パーティングライン決定に関する先行研究の限界。
- Table 2. ダイカスト部品1および2のPLRとパーティングラインの詳細。
- Table 3. 例題ダイカスト部品3および4のPLRとパーティングラインの詳細。
- Table 4. ダイカスト部品5および6のPLRとパーティングラインの詳細。
- Table A1. 実現可能なパーティングラインオプションの評価。
7. 結論:
本稿は、ダイカスト部品のパーティングラインを自動決定するための体系的なアプローチを提示しました。テッセレーションされたモデルを使用して幾何学的推論とダイカストプロセス要件を統合することにより、開発されたシステムは先行研究の主要な限界に対処します。関連する部品フィーチャー(アンダーカット、突起)と表面(コア、キャビティ、コア-キャビティ)を成功裏に識別し、サイドコア移動などのプロセス制約を考慮して許容可能なパーティングライン領域(PLR)を決定し、複数の実現可能なパーティングライン候補を生成し、業界関連の基準に基づいて最適なものを選択します。
このシステムは、金型設計プロセスの自動化を促進し、設計者が必要とする時間と労力を削減し、製造リードタイムを最小限に抑え、金型と部品のコストを削減します。また、製造可能性のための設計(DFM)分析のための貴重なツールとしても機能します。様々な工業用ダイカスト部品でのテストは、システムの有効性と産業関連性を実証し、業界の慣行と一致する結果を生み出しました。
今後の研究には、ユーザーの好みの組み込み、複数の段付き、テーパー付き、複合パーティングラインの処理能力の向上、および交差するアンダーカットと突起への対応が含まれます。この方法論は、APIを介して商用CADソフトウェアに統合でき、ニアネットシェイプ製造のための統合製品およびプロセス開発という広範な目標に貢献します[35, 36]。
8. 参考文献:
- References
- [1] Fuh JYH, Wu SH, Lee KS. Development of a semi-automated die casting die design system. Proceedings of the Institution of Mechanical Engineers 2002;216(B):1575–88.
- [2] Wu SH, Fuh JYH, Lee KS. Semi-automated parametric design of gating systems for die-casting die. Computers and Industrial Engineering 2007;53(2):222–32.
- [3] Wong T, Tan ST, Sze WS. Parting line formation by slicing a 3D CAD model. Engineering with Computers 1998;14:330–43.
- [4] Li Weishi, Ralph R, Martin, Frank C, Langbein Gan GH, Woo TC, et al. Spherical maps: their construction, properties and approximation. ASME Journal of Mechanical Design 1994;116:357–63.
- [5] Elber G, Cohen E. Arbitrarily precise computation of gauss maps and visibility sets for freeform surface. In: Transactions of ACM solid modeling ’95; 1995.
- [6] Chen LL, Chou SY, Woo TC. Parting directions for mould and die design. Computer-Aided Design 1993;25:762–8.
- [7] Hui KC, Tan ST. Mould design with sweep operations—a heuristic search approach. Computer-Aided Design 1992;24(2):81–92.
- [8] Chen YH. Determining parting direction based on minimum bonding box and fuzzy logics. International Journal of Machine Tools and Manufacture 1997;37 (9):1189–99.
- [9] Yin Zhou-Ping, Ding Han, Xiong You-Lun. Mouldability analysis for near net shaped manufacturing parts using freedom cones. International Journal of Advanced Manufacturing Technology 2000;16:169–75.
- [10] Madan J, Rao PVM, Kundra TK. Optimal-parting direction selection for die-casting. International Journal of Manufacturing Technology and Management 2009;18(2):167–82.
- [11] Khardekar R, Burton G, McMains S. Finding feasible mold parting directions using graphics hardware. Computer-Aided Design 2006;38:327–41.
- [12] Fu MW, Fuh JYH, Nee AYC. Generation of optimal parting direction based on undercut features in injection moulded parts. IIE Transactions 1999;31:947–55.
- [13] Lu HY, Lee WB. Detection of interference elements and release directionin die-cast and injection-moulded components. Proceedings of the Institution of Mechanical Engineers 1999;214:431–41.
- [14] Ye XG, Fuh JYH, Lee KS. Automatic undercut feature recognition for side core design of injection molds. Journal of Mechnical Design 2004;126(3):519–26.
- [15] Yin Zhou-Ping, Ding Han, Li Han-Xiong, Xiong You-Lun. Geometric mouldability analysis by geometric reasoning and fuzzy decision making. Computer-Aided Design 2004;36(1):37–50.
- [16] Nee AYC, Fu MW, Fuh JYH, Lee KS, Zhang YF. Determination of optimal parting directions in plastic injection mold design. Annals of the CIRP 1997;46 (1):429–32.
- [17] Banerjee Ashis Gopal, Gupta K. Geometric algorithms for automated design of side actions in injection moulding of complex parts. Computer-Aided Design 2007;39:882–97.
- [18] Zhang Chunjie, Zhou Xionghui, Li Congxin. Feature extraction from freeform molded parts for moldability analysis. International Journal of Advanced Manufacturing Technology 2010;48:273–82.
- [19] Bassi R, Reddy NV, Bedi S. Automatic recognition of intersecting features of side core design in two piece permaneent molds. International Journal of Advanced Manufacturing Technology 2010;50:421–39.
- [20] Ravi B, Srinivasan MN. Decision criteria for computer-aided parting surface design. Computer-Aided Design 1990;22(1):11–8.
- [21] Tan ST, Yuen MF, Sze WS, Kwong KW. Parting lines and parting surfaces of injection moulded parts. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 1990;204(4):211–21.
- [22] Weinstein M, Manoochehri S. Optimum parting line design of molded and cast parts for manufacturability. Journal of Manufacturing Systems 1997;16(1):1–12.
- [23] Majhi J, Gupta P, Janardan R. Computing a flattest, undercut free parting line for a convex polyhedron, with application to mold design. Computational Geometry 1999;13:229–52.
- [24] Nee AYC, Fu MW, Fuh JYH, Lee KS, Zhang YF. Automatic determination of 3-D parting lines and surfaces in plastic injection mould design. Annals of CIRP 1998;47(1):95–8.
- [25] Fu MW, Nee AYC, Fuh JYH. The application of surface visibility and moldability to parting line generation. Computer-Aided Design 2002;34(6):469–80.
- [26] Priyadarshi K, Gupta K. Geometric algorithms for automated design of multi-piece permanent molds. Computer-Aided Design 2004;36:241–60.
- [27] Zhiqiang Zhao JYH, Fuh AYC, Nee A. Hybrid parting method based on iterative surface growth algorithm and geometric mouldability. Computer-Aided Design & Applications 2007;4(6):783–93.
- [28] Weishi Li, Martin RR, Langbein FC. Molds for meshes: computing smooth parting lines and undercut removal. IEEE Transactions on Automation Science and Engineering 2009;6(3):423–32.
- [29] Madan J, Rao PVM, Kundra TK. Die-casting feature recognition for automated parting direction and parting line determination. Journal of Computing and Information Science in Engineering 2007;7(3):236–48.
- [30] Kumar N, Ranjan R, Tiwari MK. Recognition of undercut feature and parting surface of moulded parts using polyhedron face adjacency graph. International Journal of Advanced Manufacturing Technology 2007;34(1–2): 47–55.
- [31] Chakraborty P, Reddy NV. Automatic determination of parting directions, parting lines and parting surfaces for two-piece permanent moulds. Journal of Materials Processing Technology 2000;209:2464–76.
- [32] Khardekar R, McMains S. Efficient computation of a near-optimal primary parting line. In: Joint conference on Geometric and Physical Modeling (SPM ’09); 2009. p. 319–24.
- [33] Rubio Paramio MA, Perez Garcia JM, Rios Chueco J, Vizan Idoipe A, Sevillano JJMarquez. A procedure for plastic parts demoldability analysis. Robotics and Computer-Integrated Manufacturing. 2006;22:81–92.
- [34] Singh R, Madan J, Singh A. Optimal selection of parting line for die-casting. International Journal of Applied Engineering Research 2010;5(17):2899–906.
- [35] Chen Yuh-Min. Development of a computer-aided concurrent net shape product and process development environment. Robotics and Computer-Integrated Manufacturing 1997;13(4):337–60.
- [36] Chen Yuh-Min, Wen Chiun-Cheng, Ho Chengter Ted. Extraction of geometric characteristics for manufacturability assessment. Robotics and Computer-Integrated Manufacturing 2003;19(4):371–85.
9. 著作権:
- This material is a paper by "Ranjit Singh, Jatinder Madan". Based on "Systematic approach for automated determination of parting line for die-cast parts".
- Source of the paper: http://dx.doi.org/10.1016/j.rcim.2013.02.002
本資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用を禁じます。
Copyright © 2025 CASTMAN. All rights reserved.