user 03/19/2025 Aluminium-J , Technical Data-J Al-Si alloy , CFD , Die casting , Efficiency , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Salt Core , Taguchi method , 금형 本紹介記事は、STM Journals が発行した論文「Injection Parameters Setting in High-Pressure Die Casting」の研究内容です。 1. 概要: 2. 概要 (Abstract) 科学および加工技術の進歩は非常に重要です。アルミニウムダイカスト部品は広く使用されています。適切なプロセスパラメータが必要です。この論文では、最適な射出パラメータを研究します。高圧ダイカストプロセス (HPDC) でよく見られる欠陥は、コールドシャット、フローライン、ブローホール、ピンホール、収縮、ガス巻き込みポロシティなどです。本研究では、低速、高速、および増圧機能の効果を分析します。第1段階の長さ、第1段階の速度、第2段階の長さ、第2段階の速度、第3段階のキャビティ圧力と保持時間などの射出パラメータの最適値を推定します。 3. 研究背景: 研究テーマの背景: アルミニウムなどの金属および合金は、高い比強度や耐食性などの特性により、自動車、複合材料、航空宇宙などのエンジニアリング用途で広く使用されています[1-6]。ダイカストプロセスは、重力ダイカスト (GDC)、低圧ダイカスト (LPDC)、高圧ダイカスト (HPDC) に分類されます[7–9]。 従来の研究の状況: 研究の必要性: 射出パラメータ (低速、高速、増圧など) の変動は、鋳造欠陥につながる可能性があります。高品質で欠陥のない鋳物を得るには、適切な設定が不可欠です。 4. 研究目的と研究課題: 研究目的: HPDC における射出パラメータを研究および最適化し、鋳造欠陥を低減すること。 主要な研究: 射出の 3 つの段階 (低速、高速、増圧) の効果を分析し、以下の最適値を決定すること。 5. 研究方法 この研究では、HPDC における 3 段階射出システム (図 2) を分析し、以下に焦点を当てています。 この研究では、これらの原理を使用してエンジンハウジングコンポーネントを分析し、ショット重量、鋳造重量、ゲート面積、プランジャー直径、およびアクティブスリーブ長に関する特定のデータが提供されます。 6. 主要な研究結果: 主要な研究結果と提示されたデータ分析: この研究では、エンジンハウジングコンポーネントの射出パラメータを段階的に計算しました。
Read More
user 03/18/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , AZ91D , CFD , Die casting , High pressure die casting , Sand casting , Taguchi method , 알루미늄 다이캐스팅 , 자동차 산업 この紹介論文は、Anveshana’s International Journal of Research in Engineering and Applied Sciencesに掲載された論文「IMPROVING QUALITY AND EFFICIENCY IN DIE CASTING OF COMPLEX HOUSINGS」の研究内容です。 1. 概要: 2. 概要 (Abstract) 生態学的バランスを提供するために、燃料消費を削減する新しい技術が開発されています。これらの新しい技術の中で、アルミニウムやマグネシウムなどの軽合金の使用は、自動車用途において非常に重要になっています。軽量性、リサイクル性、機械加工性、耐食性の面でのアルミニウム合金の利点により、これらの合金の適用分野が増加しました。アルミニウムの用途は、自動車だけでなく、航空宇宙、スペースシャトル、海洋、防衛用途でも増加しています。製造方法によると、アルミニウム合金は一般的に、鋳造、板金、鍛造、押出に分類されます。アルミニウムダイカスト合金は、一般的にサスペンションシステム、エンジン、ギア部品の製造に使用されます。この研究では、自動車産業におけるアルミニウムダイカスト合金の使用の重要性を強調しています。アルミニウムダイカスト合金の開発に関する研究とこれまでの傾向もまとめられています。 3. 研究背景: 研究テーマの背景: 以前の研究の状況: 研究の必要性: 4. 研究目的と研究課題: 研究目的: 主要な研究: 5. 研究方法 6. 主要な研究結果: 主要な研究結果と提示されたデータ分析: 図のリスト: 7. 結論: 主要な調査結果の要約: 8. 参考文献: 9. 著作権: この資料は、上記の論文を紹介するために作成されたものであり、商業目的での無断使用は禁止されています。 Copyright © 2025 CASTMAN. All rights reserved.
user 03/12/2025 Aluminium-J , Technical Data-J Al-Si alloy , Alloying elements , aluminum alloy , aluminum alloys , Applications , CAD , Magnesium alloys , Microstructure , Review , Taguchi method 本記事では、International Journal of Multidisciplinary and Current Researchで発行された論文「Corrosion of Magnesium Alloys: A Review」を紹介します。 1. 概要: 2. 概要または序論 マグネシウム合金は、航空機や輸送技術への応用において、強度対重量比の高さからますます普及しています。しかし、アルミニウム合金とは異なり、腐食しやすい性質が主な障壁となっています。この論文では、マグネシウムの腐食プロセスを調査し、耐食性に優れた新しい合金開発の基礎を築くことを目的としています。マグネシウムは、軽量金属であり、多様な用途に適しています。強度対重量比に優れているにもかかわらず、マグネシウム合金は腐食の問題からアルミニウム合金ほど広くは使用されていません。本研究では、マグネシウム合金の腐食の原理と根本的な原因を調査し、耐食性に優れた合金開発の基礎となる腐食プロセスを理解することの重要性を強調しています。 3. 研究背景: 研究トピックの背景: マグネシウム合金は、その優れた強度対重量比により、軽量化が求められる用途、特に航空・輸送分野においてますます注目されています。しかし、本質的な腐食 susceptibility は、アルミニウム合金と比較して、その広範な利用に対する大きな障壁となっています。この腐食問題は、マグネシウム合金の普及を妨げる主要な要因として認識されています。 既存研究の現状: マグネシウム合金は、優れた剛性/重量比や鋳造の容易さなど、望ましい特性を備えている一方で、耐食性は依然として重要な懸念事項です。既存の研究では、腐食がマグネシウム合金の応用範囲を拡大するために対処すべき主要な問題であることが認識されています。論文では、「The processes of magnesium corrosion are investigated in this research, which also sets the framework for the development of novel alloys with improved corrosion characteristics.(マグネシウム腐食のプロセスは本研究で調査されており、これは耐食性に優れた新しい合金の開発のための枠組みを構築するものである。)」と強調しています。 研究の必要性: マグネシウムの腐食プロセスを包括的に理解することは、新しい合金設計の進歩に不可欠です。優れた耐食性を示す合金の開発は、マグネシウムの腐食を支配する基本的なプロセスをしっかりと把握していることが前提となります。論文に記載されているように、「It is crucial for the
Read More
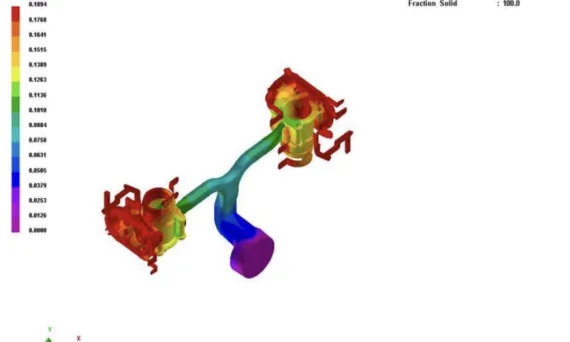
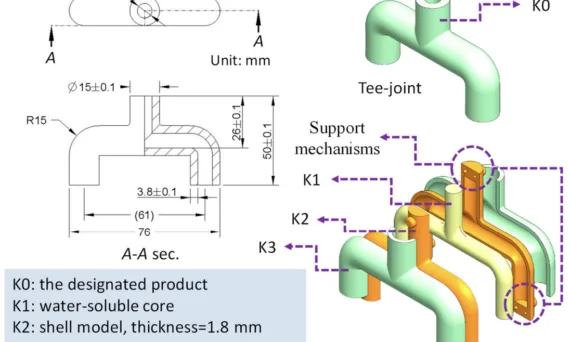
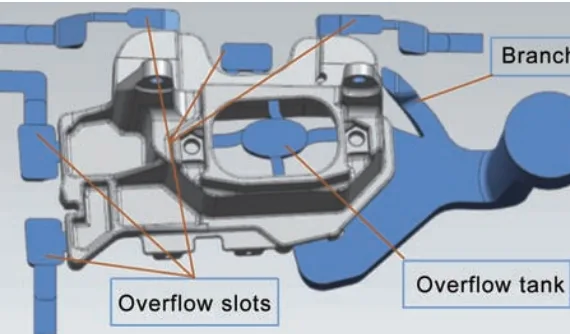
user 03/11/2025 Aluminium-J , Salt Core-J , Technical Data-J ANOVA , Applications , CAD , CFD , Die casting , Salt Core , STEP , Taguchi method , 金型 この論文の紹介は、MDPIによって発表された「A Water-Soluble Core for Manufacturing Hollow Injection-Molded Products」に基づいて作成されました。 1. 概要: 2. 概要または序論 概要:複雑な中空製品を組立て工程なしに製造することは、例えばプラスチック製インテークマニホールドの場合、従来の射出成形法では困難である。可溶コア技術は、犠牲コアとして低融点合金を用いるもので、この問題を解決するために開発された。しかし、樹脂タイプの選択肢が限られていることと、巨額の設備投資が必要なことから、この技術の普及は遅れている。本研究では、樹脂タイプの制限がなく、より低エネルギー消費プロセスで同様の製品を製造できる新しい方法を確立する。シェルと組み合わされた水溶性コアによって定義されるエンベロープドコアの概念を提案する。これは、射出成形プロセス中の圧力に耐えるための剛性と靭性の両方を提供する。エンベロープドコアの形状は、指定された製品の内部輪郭と等しい。インサート成形プロセスを導入して、エンベロープドコアをスキン層で覆った。エンベロープドコアの端を切り取り、水浴に浸す。シェル内部の水溶性コアが溶解すると、特殊な内部輪郭を持つ製品が完成する。提案された方法をどのように利用できるかを実証するために、T字ジョイントを提示する。コアの最適成分と加工パラメータは、Taguchi法によって決定される。その結果、提案された製品は、コアの圧縮強度が2MPaより大きい場合に成形に成功することが示された。さらに、最適サンプルの内部輪郭の偏心率測定値は56%の改善を示し、コア除去に必要な時間は154秒未満である。 3. 研究背景: 研究トピックの背景: プラスチック製インテークマニホールドのような複雑な中空製品を、従来の射出成形法を用いて製造することは、非常に困難です。従来の方法では、製品を複数のサブコンポーネントに分割し、機械的締結や接着剤による接合などの組立工程を行う必要がありました。これらの組立工程は、製造コストを増加させ、寸法誤差を累積させ [5,6]、最終製品に脆弱な箇所を作り出し、高圧または重荷重下での破損につながる可能性があります。さらに、接合工程で使用される化学溶剤は、「環境を汚染する」可能性があります。 既存研究の現状: 中空製品を製造するための既存技術には、金属排気マニホールド鋳造用の砂型や [7]、樹脂トランスファー成形(RTM)用のポリオキシメチレン(POM)やポリスチレン(PS)フォームなどのポリマーコアなどの「除去可能または崩壊可能なコア技術」が含まれます。塩コアは、「水への良好な溶解性」[7-11] からも利用されています。しかし、「RTMプロセスによって誘起される圧力は、プラスチック射出成形プロセスにおける圧力よりもはるかに低い」ため、脆い塩コアは射出成形中の亀裂やコアのずれを起こしやすくなります。低融点合金を犠牲コアとして使用する「可溶コア技術」[12] は、これらの方法を改良したものですが、「樹脂タイプの選択肢が限られていることと、巨額の設備投資」という制約があります。「水溶性ポリビニルアルコール(PVOH)パターン」[13] を使用する別の方法も存在しますが、金型キャビティ内の支持機構が可溶コア技術とは異なります。 研究の必要性: 中空製品製造のための既存の方法にもかかわらず、特に射出成形において「特殊な中空製品」を製造するための改善の余地があります。可溶コア技術のような現在の方法は、樹脂の適合性とコストに制約があり、塩コアは脆さのために射出成形に直接使用することが困難です。したがって、これらの制約を克服し、射出成形による複雑な中空部品の効率的かつ汎用性の高い製造を可能にする新しい方法が必要です。 4. 研究目的と研究課題: 研究目的: 本研究は、既存技術の限界に対処し、射出成形を用いて複雑な中空製品を製造するための新しい方法を確立することを目的としています。提案された方法は、「樹脂タイプの制限がなく、より低エネルギー消費プロセス」で製品を製造することを目的として、「シェルと組み合わされた水溶性コアによって定義されるエンベロープドコア」に焦点を当てています。この方法は、「射出成形プロセス中の圧力に耐えるための剛性と靭性の両方」を備えたコアを提供することを意図しています。 主要な研究課題: 主な研究課題は以下の通りです。 研究仮説: 本研究では、以下の仮説を立てています。 5. 研究方法 研究デザイン: 本研究では、Taguchi法に基づく実験計画法を用いて、水溶性コアの配合と加工パラメータを最適化しました。この研究では、組成や加工条件を変えて水溶性コアを作製し、機械的試験と得られた成形品の評価を行いました。提案された方法の実証には、T字ジョイント製品を選択しました。 データ収集方法: データは、以下の方法で収集されました。 分析方法: 収集されたデータは、以下を用いて分析されました。 研究対象と範囲: 研究の焦点は以下の通りです。 6. 主な研究成果: 主な研究成果: 提示されたデータの分析: 図のリスト: 7. 結論: 主な知見の要約: 本研究では、エンベロープド水溶性コアを用いた中空射出成形品を製造する新しい方法を実証することに成功しました。主な知見は以下の通りです。(1) 水溶性コアとシェルを組み合わせたエンベロープドコアの概念により、複雑な中空部品の射出成形が可能になります。(2) Taguchi法を用いた最適化により、コア作製の最適パラメータが特定され、圧縮強度が向上しました。(3)
Read More
user 03/10/2025 Aluminium-J , Technical Data-J ADC12 , aluminum alloy , aluminum alloys , CAD , Die casting , FLOW-3D , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Taguchi method 本論文概要は、[‘高圧ダイカストプロセスにおけるダイカストパラメータの有限要素解析’]論文に基づいており、[‘CHINA FOUNDRY’]に発表されました。 1. 概要: 2. 研究背景: 研究トピックの背景: アルミニウム合金ダイカスト技術は、溶融金属を高速でキャビティに充填し、高圧下で凝固させる成形方法です。ダイカストに関する現在の研究は、主に界面熱伝達、射出速度、およびダイカスト温度に焦点を当てています。 既存研究の現状: 既存の研究では、ダイカストの重要な側面に関する基礎知識が確立されています。Paliani [1]は、実験的手法を通じて逆モデルを開発し、溶融金属と射出チャンバー間の熱伝達係数が約1.2 kW·m⁻²·K⁻¹であることを確認しました。El-Mahallawyら [2]は、鋳造密度とゲート速度の間に反比例の関係があることを強調しました。Pitsarisら [3]は、ダイカスト温度がダイカストの機械的特性に最も大きな影響を与えると強調し、温度の上昇は予備結晶化を減少させ、機械的特性を向上させると述べました。Syrcros [4]は、射出速度、鋳造温度、充填時間、および圧力がダイカスト品質に影響を与える主要な要因であると特定しました。 研究の必要性: コンピュータ技術の発展により、高圧ダイカスト(HPDC)プロセスを可視化することがますます便利になりました。本研究では、ProCAST有限要素解析ソフトウェアを活用して、HPDCプロセス内のダイカストプロセスパラメータを可視化し、代表的なシェル部品のダイカストプロセス研究を通じて、シェル部品のダイカスト規則を明らかにすることを目的としています。 3. 研究目的と研究課題: 研究目的: 主な研究目的は、シェル部品のダイカストを支配する規則を明らかにすることです。これは、ProCAST有限要素解析ソフトウェアを活用してプロセスを可視化および分析することにより、単一の代表的なシェル部品のダイカストプロセスに関する詳細な研究を通じて達成されます。 主な研究内容: 本研究では、次の4つの主要なダイカストプロセスパラメータに焦点を当てています。 研究仮説: 本研究は、前述のダイカストパラメータの体系的なシミュレーションと最適化を通じて、予備結晶化やエア巻き込みなどの欠陥を緩和し、それによってHPDC部品の品質を向上させることができるという仮説を暗黙的に設定しています。 4. 研究方法論 研究デザイン: 本研究では、ProCASTソフトウェアを活用したシミュレーションベースのデザインを採用し、ダイカストプロセスを可視化および最適化します。これは、シミュレーション結果を検証するためにYZM-800Tダイカストマシンで実施された実験的検証によって補完されます。 データ収集方法: データは、次の方法を通じて収集されます。 分析方法: 分析は、ProCAST内で有限要素解析を使用してHPDCプロセスをシミュレーションおよび可視化することにより実行されます。次に、シミュレーション結果を実験結果およびX線検査データと比較して、最適化されたパラメータを検証します。 研究対象と範囲: 本研究は、シェルダイカスト、特にADC12アルミニウム合金の活用に焦点を当てています。範囲は、単一の代表的なシェル部品形状に対するHPDCプロセス内の射出パラメータの最適化に限定されます。鋳物の材料はADC12アルミニウム合金であり、鋳物の形状は図1(a)に示されています。 5. 主な研究結果: 主な研究結果: 本研究では、ダイカストパラメータの影響に関するいくつかの主要な結果が得られました。 データ解釈: 図4や図5などの図に可視化されたシミュレーション結果は、低圧速度と射出温度の変化が予備結晶化とエア巻き込みに及ぼす影響を示しました。図4は、0.1 m·s⁻¹の低圧速度ではチャンバー内で予備結晶化が発生する一方、0.3 m·s⁻¹では深刻なエア巻き込みが観察されることを示しています。図5は、ダイカスト温度を上げると予備結晶化領域が減少することを示しています。図7は、高圧速度が充填プロセスとオーバーフローチャネルの詰まりに及ぼす影響をさらに明確にしています。 図リスト: 6. Conclusion: 6. 結論: 主な結果の要約: 本研究では、鋳造構造解析と肉厚の考慮事項に基づいて、ゲートシステムとオーバーフローシステムを首尾よく設計しました。本研究では、ProCASTシミュレーションと実験的検証を通じて、ADC12アルミニウム合金シェル部品のHPDCに最適なダイカストパラメータを特定しました。最適なパラメータ(射出温度650 °C、低圧速度0.2 m·s⁻¹、切り替え位置320 mm、高圧速度2 m·s⁻¹)は、予備結晶化とエア巻き込みを効果的に最小限に抑え、鋳造品質を向上させます。 研究の学術的意義:
Read More
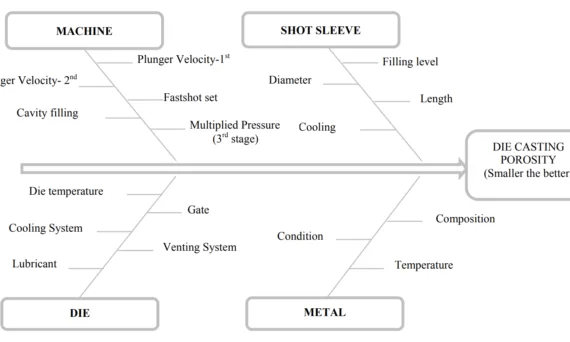
user 03/05/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , ANOVA , Applications , CAD , Die casting , Die Casting Congress , Efficiency , Quality Control , STEP , Taguchi method , 금형 , 알루미늄 다이캐스팅 , 자동차 산업 この論文の要約は、[‘Taguchiアプローチに基づくダイカストプロセスの最適化’]に基づいて作成され、発行元は[‘Elsevier’]です。 1. 概要: 2. 抄録または序論 軽量かつ優れた成形性により、アルミニウムダイカストは、特に自動車産業において重要な役割を果たしています。アルミニウムダイカストにおいて、気孔率は最も頻繁に遭遇する欠陥の1つであり、高強度用途におけるダイカスト部品の使用を制限します。本研究では、Al-Si8Cu3Fe(EN AC-46500)アルミニウム合金ダイカストの品質と効率を向上させるために、気孔率の形成を低減するダイカストパラメータの最適設定を得るために、Taguchiアプローチの使用を概念化しました。選択されたパラメータが気孔率の形成に及ぼす影響、およびその後のTaguchiアプローチを使用してパラメータの最適設定を達成しました。最終結果は、最適化されたパラメータがAl-Si8Cu3Feアルミニウム合金ダイカストの気孔率の形成に大きな影響を与えることを示しています。 3. 研究背景: 研究テーマの背景: 今日の多くの産業、特に自動車産業では、軽量材料を求めることが求められています。したがって、アルミニウム合金の世界生産量が増加し、アルミニウム消費量は一次金属の既存の生産能力を超えています。アルミニウムは、航空宇宙、防衛、自動車用途などのエンジニアリング部品のダイカスト分野で依然として最も広く加工されている金属です[1-2]。ダイカスト(DC)は、他のプロセスでは得られない部品を製造するために使用される最も特殊な製造プロセスの一つです。このプロセスの利点には、金型適合性、良好な機械的特性、および低コストが含まれます。アルミニウムダイカストプロセスには、効果的に決定および調整されると、ダイカスト部品の品質を向上させる多数のパラメータが存在します。これらの鋳造品において、内部気孔は最も一般的な欠陥です。この欠陥の主な原因は、ダイカストプロセスの最初の2つの充填段階中に液体金属に閉じ込められた空気です[3-6]。圧力ダイカストの気孔率は常に問題であり、かなりの研究、設計、および開発にもかかわらず、業界で要求される鋳物の複雑さが増すにつれて、気孔率を完全に排除することは事実上不可能になっています。ただし、鋳造パラメータ最適化技術は、気孔率を重要でない領域に制限することができます。アルミニウム合金の気孔率形成は、鋳物の機械的特性を低下させるだけでなく、アルミニウム鋳物の被削性および表面特性にも悪影響を与えるため、非常に重要です。ダイカストプロセスにTaguchi手法を実装することで、気孔率形成を大幅に低減できます。 既存研究の状況: 圧力ダイカストにおける気孔率は、長年の問題でした。かなりの研究、設計、および開発努力にもかかわらず、業界で要求される鋳造設計の複雑さが増すにつれて、気孔率を完全に排除することは事実上不可能です。ただし、鋳造パラメータ最適化技術は、気孔率を重要でない領域に制限することができます。 研究の必要性: ダイカストパラメータを最適化するための従来の手法である試行錯誤法は、時間がかかり、費用がかかります。Taguchi手法は、気孔率形成を最小限に抑えるためにプロセスパラメータを体系的に最適化することにより、ダイカストにおける継続的かつ迅速な品質改善のためのより効率的なアプローチを提供します。これは、アルミニウムダイカストの機械的特性および表面特性を向上させるために不可欠です。 4. 研究目的と研究課題: 研究目的: 本研究の主な焦点は、鋳造品質を向上させるために、圧力ダイカストにおけるプロセスパラメータが気孔率形成に及ぼす影響を調査することです。 主要な研究課題: 本研究は、Taguchi法を使用して、Al-Si8Cu3Feアルミニウム合金ダイカストにおける気孔率形成を最小限に抑えるためのダイカストパラメータの最適設定を特定することを目的としています。 研究仮説: この論文では、研究仮説を明示的に述べていません。ただし、暗黙のうちに、本研究は、Taguchi法を適用してダイカストパラメータ(注湯温度、充填時間、金型温度、射出圧力)を最適化することにより、Al-Si8Cu3Feアルミニウム合金ダイカストの気孔率を大幅に低減できるという仮定の下で実施されています。 5. 研究方法 研究デザイン: 本研究では、統計的実験計画法であるTaguchi法を採用して、ダイカストプロセスパラメータを最適化しました。4つの選択されたパラメータそれぞれに対して3つのレベルを持つL9直交配列を利用して実験を実施し、これらのパラメータが気孔率に及ぼす影響を分析しました。目標とする品質特性は、「小さいほど良い」鋳造気孔率でした。 データ収集方法: 実験は、TechnocratsモデルTDC-120高圧ダイカストマシンで実施されました。試験サンプルは、サイズが100mm x 100mm x 20mmのAl-Si8Cu3Feアルミニウム合金の正方形プレートでした。L9直交配列によって定義された9つの試験条件それぞれについて、ランダム化手法を使用して3つの鋳造品を製造しました。鋳造密度は実験的密度装置を使用して測定し、気孔率は次の式(1)を使用して計算しました。 気孔率 (%) =(Po-Ps) × 100 (1) ここで、psは測定された鋳造密度であり、poは気孔率のない完全緻密鋳造の密度(2.79 g/cm³)です。 分析方法: シグナル対ノイズ比(S/N比)を使用して気孔率の変動を分析し、目標はそれを最小限に抑えること(「小さいほど良い」特性)でした。S/N比は、式(2)を使用して計算しました。 S/N比 (n) = − 10 log (∑(1/yᵢ²)/n) (2) 分散分析(ANOVA)を実施して、鋳造気孔率に対する各パラメータの統計的有意性と寄与率を決定しました。 研究対象と範囲: 本研究は、Al-Si8Cu3Fe(EN AC-46500)アルミニウム合金のダイカストプロセスの最適化に焦点を当てました。調査されたプロセスパラメータは次のとおりです。
Read More
この論文概要は、[ASME 2018年国際製造科学工学会議議事録]で発表された論文「An Automated System for Design for Manufacturability Analysis for Die-Casting」に基づいています。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.

![Fig. 1. Electromotive force series [1-3].](https://castman.co.kr/wp-content/uploads/image-1264-570x342.webp)
![FIGURE 1: SCHEMATIC OF A DIE CASTING DIE [1]](https://castman.co.kr/wp-content/uploads/FIGURE-1-SCHEMATIC-OF-A-DIE-CASTING-DIE-1-570x342.webp)