user 08/18/2025 Aluminium-J , automotive-J , FSW-J , Technical Data-J aluminum alloy , aluminum alloys , ANOVA , Applications , CAD , Die casting , Efficiency , Magnesium alloys , Quality Control , Review , STEP , Taguchi method , 金型 , 자동차 , 자동차 산업 この技術概要は、Mohammed Yunus氏とMohammad S. Alsoufi氏によって執筆され、「IMPACT: International Journal of Research in Engineering & Technology (IMPACT: IJRET)」(2015年)に掲載された学術論文「A STATISTICAL ANALYSIS OF JOINT STRENGTH OF DISSIMILAR ALUMINIUM ALLOYS FORMED BY FRICTION STIR WELDING USING TAGUCHI DESIGN APPROACH, ANOVA FOR THE OPTIMIZATION OF PROCESS PARAMETERS」に基づいています。HPDCの専門家向けに、CASTMANの専門家が要約・分析したものです。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 現代の製造業では、材料接合プロセスが高速、高効率、そして環境に優しいことが極めて重要です。 特に自動車や航空宇宙産業では、強度を高めつつ重量を削減するために、AA7075やAA6061などの異種アルミニウム合金を接合する必要があります。 従来の融接法は、溶融関連の欠陥、低い継手強度、溶加材に起因する欠陥などの欠点がありました。 材料を溶かさずに固相状態で接合する摩擦攪拌接合(FSW)は、これらの問題に対する有望な代替手段として登場しました。 しかし、異種合金に対してFSWプロセスを最適化し、常に最高の機械的特性を達成することは依然として大きなハードルであり、本研究はこの課題を克服することを目指しました。 アプローチ:方法論の解明 この問題に取り組むため、研究者たちは統計的に頑健なタグチメソッドを採用しました。 研究で使用された母材は、厚さ3mmおよび4mmのAA7075およびAA6061アルミニウム合金板でした。 突合せ溶接は立フライス盤を使用して行われました。 実験計画にはL18直交表が用いられ、以下の5つの主要なプロセスパラメータが異なる水準でテストされました。 ブレークスルー:主要な発見とデータ この研究は、FSWプロセスの最適化に関して、明確で実行可能な洞察を提供しました。 HPDC製品への実践的な示唆
Read More
user 08/03/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , ANOVA , CAD , Casting Technique , Die casting , Quality Control , Sand casting , Taguchi method , 금형 タグチメソッドを活用してHDPE部品のひけを最小化する:コストと時間を削減するプロセス最適化のアプローチ この技術概要は、Harshal P. Kale氏およびDr. Umesh V. Hambire氏によって執筆され、International Journal of Science and Research (IJSR)に2015年に掲載された学術論文「Review on Optimization of Injection Molding Process Parameter for Reducing Shrinkage of High Density Polyethylene (HDPE) material」に基づいています。射出成形業界の専門家のために、株式会社STI C&Dのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究が射出成形の専門家にとって重要なのか 射出成形は、プラスチック部品を製造するための最も一般的で効率的な方法です。しかし、溶融したポリマーが金型内で冷却・固化する過程で発生する体積収縮、すなわち「ひけ」は、製品の寸法精度や外観品質を損なう根本的な課題です。特に、自動車部品、家庭用品、包装容器など幅広い用途で使用される高密度ポリエチレン(HDPE)のような結晶性樹脂では、この問題が顕著になります。 従来、ひけを抑制するためのプロセスパラメータの最適化は、技術者の経験と勘に頼る試行錯誤の繰り返しであり、多大な時間とコストを要していました。本稿でレビューされている研究は、この課題に対し、統計的なアプローチであるタグチメソッドを用いることで、より科学的かつ効率的に解決策を見出すことを目的としています。これは、品質の安定化と生産性向上を目指す全ての製造現場にとって重要なテーマです。 アプローチ:研究方法論の解明 本論文は、HDPEのひけを低減するための射出成形パラメータ最適化に関する複数の研究をレビューしたものです。これらの研究で共通して採用されている中核的な手法が、品質工学の権威である田口玄一博士によって開発された「タグチメソッド」です。 このアプローチの要点は以下の通りです。 このレビューでは、これらの手法を用いて、溶融温度、射出圧力、保圧、保圧時間、冷却時間といったパラメータがひけにどう影響するかを調査した先行研究(例:[9], [11], [12])の結果をまとめています。 発見:主要な研究結果とデータ 本レビュー論文で分析された複数の研究から、以下の重要な知見が明らかになりました。 実務への応用:あなたの射出成形オペレーションへの示唆 このレビュー論文で示された知見は、実際の製造現場における品質改善とコスト削減に直接的に貢献する可能性があります。 論文詳細 Review on Optimization of Injection Molding Process Parameter for
Read More
user 07/29/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , ANOVA , Applications , CAD , Casting Technique , CFD , Die casting , Efficiency , Quality Control , Review , Sand casting , STEP , Taguchi method , 금형 シミュレーションと実験計画法(DOE)を活用し、欠陥を削減し歩留まりを最大化する最新アプローチ このテクニカルブリーフは、Yazad N. Doctor、Dr. Bhushan T. Patil、Aditya M. Darekarによって執筆され、International Journal of Science and Research (IJSR) (2015)に掲載された学術論文「Review of Optimization Aspects for Casting Processes」に基づいています。STI C&Dの専門家が、鋳造の専門家向けにその内容を要約・分析したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究が鋳造専門家にとって重要なのか 今日の製造業において、鋳造は複雑な形状の部品を大量生産するための不可欠な基盤技術です。しかし、Abstractで述べられているように、「欠陥のない鋳造品を最小の生産コストで」実現することは、常に業界の大きな課題です。鋳造欠陥は、湯口やゲートの位置、注入圧力、溶湯温度といった多数のプロセスパラメータに複雑に依存します (Introduction)。これらのパラメータを経験と勘だけで制御しようとすると、不良品の発生によるコスト増大や納期遅延につながりかねません。本稿は、これらの課題に対し、科学的かつ体系的なアプローチがいかに有効であるかを示しており、現場の技術者や管理者にとって喫緊の課題解決のヒントとなります。 アプローチ:研究方法の解明 本稿は、特定の実験を行ったものではなく、鋳造プロセスの最適化に関する25の先行研究を包括的にレビューしたものです。レビューされた研究に共通しているのは、最新の技術ツールを駆使した問題解決アプローチです。 具体的には、多くの研究者が以下の手法を組み合わせて使用しています。 このレビューは、これらの手法が個別の事例だけでなく、業界全体で広く有効であることを示しています。 ブレークスルー:主要な研究結果とデータ 本レビューで分析された数々の研究は、鋳造品質を向上させるための共通した成功パターンを明らかにしています。 あなたの鋳造オペレーションへの実践的な示唆 このレビューで示された知見は、実際の製造現場に直接応用できる貴重な洞察を提供します。 論文詳細 Review of Optimization Aspects for Casting Processes 1. 概要: 2. アブストラクト: 今日のグローバルな競争環境において、鋳造工場やファウンドリは、短いリードタイムで部品を開発する必要がある。最小の生産コストで欠陥のない鋳造品を製造することが、この不可欠な産業のニーズとなっている。鋳造品の不合格は、欠陥のある部品が原因で発生する。これらの欠陥は、様々なプロセスパラメータに依存しており、各種の最適化手法を用いて改善する必要がある。IT産業は製造業の助けを借りて、鋳造プロセスをシミュレートする様々なソフトウェアパッケージを開発した。これは、鋳造品の品質に影響を与えるパラメータを特定するのに役立つ。シミュレートされた結果は、欠陥を予測し、要因を最適化し、これらの欠陥を最小限に抑えるための是正措置を講じるために使用できる。本稿は、鋳造プロセスの最適化の側面に関する包括的な文献レビューを提供し、プロセスパラメータとプロセス最適化の調査の純然たる必要性を示す。 3. 序論の要約: 鋳造は、人類に知られる最も古い金属成形技術の一つである。複雑な形状、内部輪郭、不規則な表面を持つ部品や、機械加工が困難な非常に大きな部品の製造に多くの利点がある。これらの利点から、鋳造は最も重要な製造プロセスの一つとなっている。プロセスの最適化は、生産性の向上や不合格品の最小化によるコスト削減など、業界標準に従って性能を向上させるために必要である。これらの改善を達成するためには、ランナーやゲートの位置、ショット圧力、ライザーの数、ランナーやゲートの形状、鋳型材料、溶湯温度などの様々なプロセスパラメータを効率的に制御し、最適化する必要がある。 4. 研究の要約: 研究トピックの背景:
Read More
user 07/21/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , High pressure die casting , Microstructure , Quality Control , Taguchi method この技術概要は、Jay M. Patel、Yagnang R. Pandya、Devang Sharma、およびRavi C. Patelによって「International Journal for Scientific Research & Development」(2017年)に発表された学術論文「Various Type of Defects on Pressure Die Casting for Aluminium Alloys」に基づいています。本稿は、Gemini、ChatGPT、GrokなどのLLM AIの支援を受け、CASTMANの専門家がHPDC専門家のために分析・要約したものです。 キーワード エグゼクティブサマリー(要旨) 課題:なぜこの研究がHPDC専門家にとって重要なのか 長年にわたり、技術者や生産管理者は、高圧ダイカスト法を用いて欠陥のないアルミニウム部品を製造するという固有の課題に取り組んできました。HPDCは迅速かつコスト効率の高いプロセスですが、鋳造欠陥は「部品に悪影響を及ぼす材料の不規則性」であり(Abstract)、スクラップの増加、部品の故障、顧客の不満につながる可能性があります。 最も一般的で損害の大きい欠陥である「引け巣、鋳巣、ガスブロー」の根本原因を特定することはしばしば困難です。ある研究では、「ガスと引け巣が混在する鋳巣の性質上、その主な原因を特定し指摘することは困難」であると指摘されています(Ref. [7])。このレビュー論文は、長年の研究成果を統合することで複雑さを解消し、これらの欠陥が発生する理由と、それを防ぐために実行可能な対策について、より明確な理解を提供します。 アプローチ:研究手法の解明 本稿は、欠陥分析と予防に関する全体的な概要を提供するために、さまざまな学術研究の知見を統合しています。著者らは新たな実験データを提示するのではなく、以下のような様々な先進技術を用いた既存の研究をレビュー・分析しています。 これらの多様なアプローチを検証することで、本稿は鋳造品質を向上させるための多角的な戦略を提示します。 画期的な知見:主要な研究結果とデータ この包括的なレビューは、生産現場に直接活かすことができるいくつかの重要な知見を明らかにしました。 HPDC製品への実践的意味合い このレビューは、製造現場で部品品質を向上させるために実施可能な、研究に裏打ちされた明確な指針を提供します。 論文詳細 Various Type of Defects on Pressure Die Casting for Aluminium Alloys 1. 概要: 2. Abstract: In
Read More
user 06/25/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , ANOVA , CAD , Casting Technique , Die casting , Microstructure , Review , Taguchi method , 금형 本紹介論文は、「Journal of Manufacturing Technology Research」から出版された論文「OPTIMIZATION AND EFFECT OF SQUEEZE CASTING PROCESS PARAMETERS ON TENSILE STRENGTH OF HYBRID METAL MATRIX COMPOSITE」に基づいています。 1. 概要: 2. 抄録: スクイズキャスティングプロセスは、金属基複合材料を鋳造するための主要な液相法です。これは、強化材と母材の界面ゾーンにおいて、機械的エネルギーを界面エネルギーに経済的に変換することによって達成されます。本実験研究は、ハイブリッド金属基複合材料(LM24-SiCp-ココナッツシェル灰)の加工に焦点を当て、強化材の割合、注入温度、スクイズ圧力、金型温度といったスクイズキャスティングプロセスパラメータが複合材料の引張強度に及ぼす影響を最適化し、分析するものです。実験はL27(34)直交配列表に基づいて実施されました。結果から、スクイズ圧力と強化材の割合が引張強度に最も影響を与えるプロセスパラメータであることが明らかになりました。非線形回帰分析を用いて引張強度予測のための数学モデルが開発され、確認実験を通じて検証されました。タグチメソッドと遺伝的アルゴリズムツールを用いて最適なパラメータ条件が得られ、これにより従来の合金と比較して複合材料の引張強度を25%向上させることができました。 3. 緒言: 金属基複合材料(MMC)は、高い強度特性を達成するために設計されており、特に粒子強化型アルミニウムMMCは、航空宇宙や自動車などの産業で大きな関心を集めています。炭化ケイ素(SiC)などのセラミック粒子をアルミニウム合金に添加すると、一般に降伏応力と引張強度が向上しますが、延性や破壊靭性が低下する可能性があります。これらの複合材料の特性は、母材合金、時効条件、粒子状強化材の体積分率やサイズなどの微細構造変数に影響されます。スクイズキャスティングは、重力鋳造と加圧鋳造の側面を組み合わせた先進的な製造方法であり、高圧ダイカストに伴う多くの欠陥を効果的に排除します。このプロセスでは、凝固中に高圧を適用することで、完全な金型充填を促進し、収縮や気孔を低減し、鋳造材料の結晶粒構造を微細化します。これまでの研究では、さまざまなアルミニウム合金に対するスクイズキャスティングの利点が示され、機械的特性の改善が報告されています。近年、ココナッツシェル灰(CSA)などの農業・産業廃棄物をアルミニウムMMCの二次強化要素として使用する傾向が高まっています。これらの材料は、低コスト、広範な入手可能性、従来のセラミック強化材と比較して低い密度といった利点を提供します。農業廃棄物灰はしばしば二酸化ケイ素(SiO2)を豊富に含み、これが複合材料の特性に寄与する可能性があります。SiCは強度向上でよく知られている一般的な強化材ですが、CSAも経済的な代替材料として有望です。本研究では、スクイズキャスティング技術を用いて、SiC粒子(SiCp)とCSAの両方で強化されたハイブリッドLM24アルミニウム合金複合材料の加工を調査します。目的は、これらのハイブリッド複合材料の引張強度を向上させるためにプロセスパラメータを最適化することです。 4. 研究の概要: 研究トピックの背景: 高強度・軽量材料への需要が、金属基複合材料(MMC)の研究を推進してきました。スクイズキャスティングは、凝固中に高圧を印加することで材料特性を向上させる、MMCの有望な製造ルートです。SiCpのような従来のセラミックとココナッツシェル灰(CSA)のような経済的な農業廃棄物材料を組み合わせたハイブリッド強化材の使用は、カスタマイズされた特性を持つ費用対効果の高い複合材料を開発することを目的とした新しい分野です。 従来の研究状況: 多くの研究が、様々なアルミニウム合金に対するスクイズキャスティングパラメータの影響を調査し、一般的に機械的特性の向上を報告しています。MMCに関する研究では、強度を増加させるが延性を低下させる可能性のあるSiCpを含む、さまざまな強化材タイプも調査されてきました。強化材としての農業廃棄物灰に関する研究は、コストと入手可能性からその潜在力を強調しており、機械的特性への影響に関するいくつかの調査が行われています。しかし、特に引張強度に焦点を当てた、SiCpとCSAの両方を含むハイブリッド複合材料のスクイズキャスティングパラメータの最適化については、さらなる詳細な調査が必要です。 研究の目的: 本研究の主な目的は、ハイブリッドLM24-SiCp-ココナッツシェル灰複合材料の引張強度を最大化するために、スクイズキャスティングプロセスパラメータ、具体的には強化材の割合(CSAとSiCpの比率)、注入温度、スクイズ圧力、および金型温度を最適化することでした。副次的な目的は、これらのパラメータに基づいて引張強度を予測するための数学モデルを開発することでした。 研究の核心: 研究の核心は、SiCpとココナッツシェル灰の様々な割合で強化されたLM24アルミニウム合金のスクイズキャスティングを実験的に調査することでした。L27(34)直交配列表を使用して実験を設計し、それぞれ3つのレベルで4つの主要なプロセスパラメータを変化させました。製造された複合材料の引張強度を測定しました。タグチメソッドや分散分析(ANOVA)などの統計ツールを使用して、最適なパラメータ設定を特定し、各パラメータの重要性を決定しました。数学的回帰モデルが開発され、さらなる最適化のために遺伝的アルゴリズム(GA)が採用されました。調査結果を検証するために確認実験が行われました。 5. 研究方法論 研究計画: 本研究では、LM24-SiCp-CSAハイブリッド複合材料の引張強度に対する、それぞれ3水準の4つのスクイズキャスティングプロセスパラメータの影響を調査するために、タグチのL27(34)直交配列表に基づく実験計画を採用しました。調査したパラメータは次のとおりです:強化材(A:2.5-7.5% CSAと7.5-2.5% SiCpの様々な比率、総強化材10%を維持)、注入温度(B:675°C、700°C、725°C)、スクイズ圧力(C:50 MPa、100 MPa、150 MPa)、金型温度(D:200°C、250°C、300°C)。最適化は、S/N比分析(引張強度に対する「望大特性」基準)および遺伝的アルゴリズム(GA)を用いて行われました。 データ収集および分析方法: LM24アルミニウムインゴットを溶解し、所定のSiCpとCSAの組み合わせで強化しました。これらをL27実験計画に従ってスクイズキャスティング装置(Figure 1に詳述)を用いて処理しました。鋳造サンプル(Figure 2)をASTM-E8M-04規格に従って引張試験片(Figure 3)に機械加工しました。万能試験機を用いて引張試験を実施しました。実験的な引張強度値(Table 3)をMinitab 17ソフトウェアを用いて分析しました。引張強度を予測するための数学的回帰モデル(Equation 1)を開発しました。各パラメータの寄与率を決定するためにANOVAを実施しました。GA最適化は、回帰モデルを目的関数(Equation
Read More
user 04/14/2025 Aluminium-J , automotive-J , Copper-J , Salt Core-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Die casting , ANOVA , CAD , Die casting , Efficiency , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , Review , Sand casting , Taguchi method , 금형 , 자동차 산업 本紹介資料は、「Scientia Iranica, Transactions B: Mechanical Engineering」に掲載された論文「Minimizing the casting defects in high-pressure die casting using Taguchi analysis」に基づいています。 1. 概要: 2. 抄録 (Abstract): 高圧ダイカスト(HPDC)は自動車産業における主要な生産プロセスの一つであり、幾何学的に複雑な非鉄鋳物を製造するために広く用いられています。HPDCで製造された製品の機械的強度と微細構造は、射出圧力、溶湯温度、1次および2次プランジャー速度、冷却温度などのいくつかのプロセスパラメータの変動によって変化します。これらのプロセスパラメータは鋳造品質に直接影響するため、プロセスの生産性を最大化し、ポロシティ(気孔)、ピンホール、ブローホールなどの鋳造欠陥を最小化するためには、それらの最適な組み合わせが必要です。そこで、この問題に取り組むため、本論文では実験計画法(DOE)とタグチ分析を組み合わせてパラメータを最適化することにより、HPDCプロセスにおける主要な鋳造欠陥であるポロシティを最小化するアプローチを提示します。得られた結果は、冷却時間、射出圧力、および2次プランジャー速度が応答因子(鋳造部品の密度)に大きな影響を与えることを示しました。さらに、178 barの射出圧力、665°Cの溶湯温度、5秒の冷却時間、210°Cの金型温度、0.20 m.s⁻¹の1次プランジャー速度、および6.0 m.s⁻¹の2次プランジャー速度を使用することにより、選択された部品のポロシティによる不良率が61%削減されたと結論付けられました。 3. はじめに (Introduction): 高圧ダイカスト(HPDC)は、自動車、通信、農業などの産業向けに、経済的で複雑な形状かつ寸法精度の高い非鉄金属部品(アルミニウムなど)を製造するために、最も重要かつ広く使用されている製造プロセスの一つです[1, 2]。自動車産業では、クラッチ、ギアボックス、サスペンション、ブレーキ部品、コネクティングロッドなど、幅広い部品の製造に使用されています[3]。一般的にHPDCでは、溶融金属が準備され、高圧下でスリーブを通って金型キャビティに強制的に注入され、凝固が起こるまで高圧下に保持されます。金属の凝固後、金型が解放され、鋳造品が取り出されます[6]。HPDCプロセスは、優れた部品生産、高い寸法精度、部品あたりの製造コスト削減をもたらします[4]。プロセスには多くの利点がありますが、最終的な鋳造品には依然としてポロシティ、ピンホール、ブローホール、収縮、介在物、リングクラックなどの欠陥が存在します[4, 5, 7]。これらの欠陥は、引張強度や疲労強度に直接影響を与えるだけでなく、鋳造部品の被削性や表面仕上げにも悪影響を及ぼします[5, 8-10]。HPDCによって製造される部品の品質は、射出圧力、溶湯温度、1次および2次プランジャー速度、鋳造圧力、冷却温度、金型冷却時間など、様々な制御パラメータに依存します[5, 11-13]。これらのパラメータはそれぞれ、完璧な凝固と鋳造欠陥のない部品を得るために最適値に設定する必要があります。これらの制御パラメータの中で、射出圧力はポロシティの主要な寄与因子であり、ポロシティの変化は金型キャビティ内の負圧と線形関係にあります[14-16]。さらに、不均一な冷却温度は収縮欠陥の形成を引き起こします[17]。注入温度、鋳造圧力、1次および2次プランジャー速度の変動は、鋳造部品の冶金学的特性と機械的強度を変化させます[18]。プランジャー速度とその動きは、ダイカストの最終品質において重要な役割を果たします。1次プランジャー速度は機械内のダイカストチャンバーの充填に関連し、2次プランジャー速度は金型キャビティの充填と相関しています[19]。A380合金を扱う際の冷却温度の変動により、熱処理プロセス中に通常、空気巻き込み欠陥が発生します[20]。充填中の凝固挙動は表面欠陥に非常に大きな影響を与えます。金型内の溶湯温度の低下率は表面欠陥の確率に影響し、固体表面層の厚さが増加するにつれて増加します[21]。同様に、金型温度はHPDCにおける製品の品質に影響を与え、最適範囲からの逸脱は鋳造欠陥を引き起こします[22, 23]。1次および2次プランジャープロファイルと速度は、アルミニウム合金の場合、鋳物の強度特性を低下させる上で重要な役割を果たします[19]。これらの理由から、最小限の欠陥で高品質の鋳物を生産するためには、異なるHPDCプロセス制御パラメータ(射出圧力、溶湯温度、1次および2次プランジャー速度、鋳造圧力、冷却温度、金型冷却時間)の組み合わせを最適化する必要があります。 4. 研究概要: 研究テーマの背景: HPDCは複雑な非鉄部品を大量生産するための重要なプロセスですが、製品の品質と性能を損なうポロシティなどの様々な鋳造欠陥が発生しやすいという課題があります。多数の相互作用するプロセスパラメータを制御することは不可欠ですが困難です。 先行研究の状況: 先行研究では、シミュレーションや実験を通じて個々のHPDCパラメータの影響が調査されてきました。ファジィシステム、ニューラルネットワーク、および「Anycasting」などのソフトウェアシミュレーションを用いた手法が、ポロシティなどの欠陥を予測または最小化するために使用されてきました[25-28]。実験計画法(DOE)と組み合わせたタグチメソッドは、スクイズキャスティングや砂型鋳造など、様々な製造プロセスの最適化に適用されています[35-39]。しかし、実際の産業アプリケーションにおいて、複数の主要なHPDCパラメータを同時に最適化してポロシティ欠陥を最小化することに特化した、DOEとタグチ分析を用いた包括的な実験的アプローチは、あまり検討されていないことが確認されました。鋳造現場で用いられる従来の試行錯誤法は、しばしば非効率的でコストがかかります[29]。 研究目的: 本研究は、特定の自動車部品(バイク用クランクケースLH)の工業的HPDCプロセスにおいて、主要な鋳造欠陥であるポロシティを最小化することを目的としました。これは、実験計画法(DOE)とタグチ分析を組み合わせて、6つの主要な制御可能なプロセスパラメータ(射出圧力、溶湯温度、金型冷却時間、金型温度、1次プランジャー速度、2次プランジャー速度)を最適化することによって達成されました。目標は、鋳造部品の密度を最大化することによりポロシティを低減し、全体的な製品品質と生産歩留まりを向上させる最適なパラメータの組み合わせを見つけることでした。 研究の核心: 研究はバイク製造会社で実施されました。高い生産量と不良率のため、アルミニウムADC 12合金製のクランクケース左側(LH)部品が選定されました(Figure 1, Table 1, Table 2)。生産データ分析とパレート図(Table 3, Figure 3)により、ポロシティ/ピンホールが不良の主な原因として特定されました(Figure 2)。ポロシティの原因となる要因を特定するために特性要因図(Figure
Read More
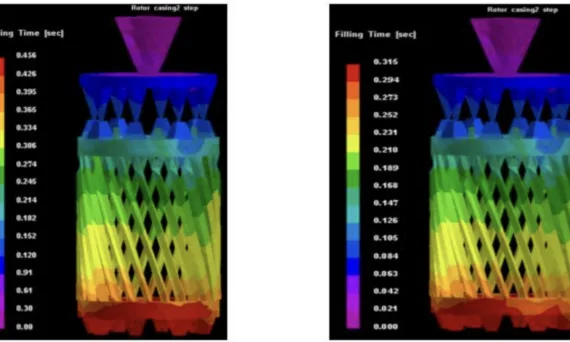
user 04/03/2025 Aluminium-J , Copper-J , Technical Data-J CAD , Die casting , Efficiency , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Taguchi method , 金型 , 금형 , 해석 この紹介資料は、「International Journal of Engineering and Management Research」に掲載された論文「Analysis and Optimisation of High Pressure Die Casting Parameters to Achieve Six Sigma Quality Product Using Numerical Simulation Approach」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストにおける最適なパラメータ設定を予測するために、数値シミュレーションアプローチが提案されています。最適なパラメータの中でも、温度は他のパラメータよりも鋳造品質により大きな影響を与えることが示されました。本研究の成果は、ダイカストにおける不適切なプロセスパラメータ設定によって発生する鋳造欠陥の解決策を見つける上で有益でした。したがって、数値最適化技術と鋳造シミュレーションの組み合わせは、ダイカスト産業における鋳造製品の品質を向上させるためのツールとして役立ちます。本論文は、欠陥の原因となる射出圧力、溶湯温度、保持時間、プランジャー速度などの重要なパラメータを解析し、最適化することを目的としています。本研究論文では、有限要素解析技術を使用するProCASTシミュレーションソフトウェアを用いて、最適な圧力、温度、保持時間、プランジャー速度のパラメータを提供するための取り組みが行われました。溶湯温度、射出圧力、保持時間、プランジャー速度を変化させてパラメータを最適化する数値解析は、ホットスポットにおける凝固時間に関して、シミュレーションモデルにおける欠陥解析を研究するための重要なパラメータです。 3. 緒言: ダイカストプロセスは、プロセスパラメータの関与により、しばしば品質や生産性の低下に悩まされます。MohantyとJena (2014) によれば、ゼロ欠陥部品を達成するためにはプロセスパラメータを制御する必要があります。ダイカストプロセスにおける不良率は11~13%であることが判明しました。この不良の原因は、ブローホール、不十分な射出圧力、不適切な充填時間、気孔(ポロシティ)、ホットスポットです。プロセスパラメータを制御するためには、プロセスパラメータが鋳造に与える影響とその欠陥への影響を知る必要があります。本研究では、図1に示すように、ダイカストローター部品と、溶湯がゲーティングシステムに入る箇所と底部断面の2つの断面について調査します。 4. 研究概要: 研究テーマの背景: 高圧ダイカスト(HPDC)プロセスは、プロセスパラメータのばらつきにより、品質問題や生産性の低さに影響を受けやすいです。これらのばらつきは、ブローホール、気孔、不適切な充填、ホットスポットなどの鋳造欠陥を引き起こし、著しい不良率(11-13%)をもたらす可能性があります。 従来の研究状況: MohantyとJena(2014)などの従来の研究では、ゼロ欠陥部品を達成するためのプロセスパラメータ制御の必要性が強調され、業界の高い不良率が指摘されています。不良の主な原因として、不適切なパラメータ設定に直接関連する欠陥が特定されています。 研究目的: 本研究は、数値シミュレーションアプローチを用いて、重要なHPDCパラメータ、具体的には射出圧力、溶湯温度、保持時間、プランジャー速度を解析し、最適化することを目的としています。目標は、凝固時間を最小化し、それによって鋳造欠陥を削減し、製品品質をシックスシグマレベルに向上させる最適なパラメータ設定を決定することです。 中核研究: 本研究の中核は、有限要素解析(FEA)を用いるProCASTシミュレーションソフトウェアを使用して、ローター部品のHPDCプロセスをモデル化することです。体系的な数値最適化技術が適用され、定義された範囲内で4つの主要パラメータ(温度、圧力、速度、保持時間)が変化させられました(表2)。本研究では、これらの変化がローターおよび特定の断面(CS AAおよびCS BB、図1)のホットスポットにおける凝固時間に与える影響を分析します。目的は、欠陥解析と品質改善に不可欠と考えられる最小凝固時間を生み出すパラメータの組み合わせを特定することです。 5. 研究方法論 研究デザイン: 本研究では、数値シミュレーションと最適化の方法論を採用しています。ローター部品のHPDCプロセスは、有限要素法(FEM)に基づくProCASTソフトウェアを使用してシミュレーションされました。多段階最適化アプローチ(図5、図6)が用いられ、4つの主要パラメータ(温度、圧力、速度、保持時間)のそれぞれが、定義された範囲内の25レベルにわたって順次解析され(表2、図4)、凝固時間を最小化しました。 データ収集・分析方法: 研究テーマと範囲: 本研究は、アルミニウム合金ローター部品(外径100 mm、内径25
Read More
本紹介資料は、[‘IEEE International Conference on Computing, Power and Communication Technologies (GUCON)’] が発行した「Design and Development of Energy Efficient Single Phase Induction Motor For Ceiling Fan Using Taguchi’s Orthogonal Arrays」という論文に基づいています。 1. 概要: 2. 要約 (Abstract): 従来の単相誘導電動機(SPIM)ベースの天井扇風機は、電磁構造に固有の非線形性のため、解析的な手順を用いて設計することが困難です。低次高調波の影響を除去するためのローターバーの高いスキューは、2D磁気回路に基づく解析的解を非常に不正確にします。この論文は、天井扇風機アプリケーション用のエネルギー効率の高いSPIMの体系的な設計と実験的検証を扱います。2D有限要素解析を用いてモーターの効率を改善するために、既存のSPIMから始まる体系的なアプローチが提示されます。このプロセスには、エネルギー効率の高いモーターを得るための一連の実験設計(2Dマルチスライス時間ステッピング過渡有限要素解析)が続く、既存の天井扇風機モーターの設計検証が含まれます。タグチ直交配列は、モーターの性能向上のために使用されます。 3. 序論 (Introduction): 主要内容の要約: 1895年にPhilip Diehlによって発明された天井扇風機は、主に冷却を提供するために空気を循環させます。永久コンデンサ単相誘導電動機(PCSPIM)は、製造の容易さ、良好な力率、および長い寿命のために一般的に使用されます。これらのモーター、特に天井扇風機に使用されるアウターロータータイプを設計することは、巻線配置、固定子飽和、回転子スロットサイズ、および材料体積の妥協などの制約のために複雑です。既存の設計文献は、主にインナーローターSPIMに焦点を当てています。天井扇風機SPIMの正確な解析的モデリングは、不均等な磁気回路長、高い回転子バースキュー、および突出した巻線オーバーハングのために困難です。 4. 研究概要: 研究テーマの背景: 単相誘導電動機(SPIM)を用いた天井扇風機の設計は、固有の非線形性と高い回転子バースキューの必要性のために困難です。 従来の研究状況: 既存の文献は主にインナーローターSPIMに焦点を当てており、天井扇風機に使用されるアウターローター設計に関する研究は限られています。解析的モデリングは、不均等な磁気回路長や高い回転子スキューなどの要因によって複雑になります。 研究目的: 天井扇風機アプリケーション用のエネルギー効率の高いSPIMの体系的な設計と実験的検証を提示すること。 コア研究: 2D有限要素解析(FEA)とタグチ直交配列を用いたSPIM効率の改善。 5. 研究方法論 研究デザイン: タグチ直交配列を用いてFEAシミュレーションの回数を最小化する、5段階の多段階ロバスト設計プロセス。 データ収集と分析方法: 2Dマルチスライス時間ステッピング過渡有限要素解析シミュレーション。タグチメソッドは、設計変数がモーター効率に及ぼす影響を分析するために使用されました。統計的関係は、各設計変数に対する最適レベルを予測するために使用されました。
Read More
この紹介記事は、IJERTに掲載された「Thermal Factor of Aluminium High pressure Die Casting Container (Mould) to achieve Six Sigma Quality of Castings(アルミニウム高圧ダイカストコンテナ(金型)の熱的要因がシックスシグマ鋳造品質に及ぼす影響)」という論文の研究内容を紹介するものです。 1. 概要: 2. 概要(Abstract) 本論文は、アルミニウム高圧ダイカストコンテナ(金型)の温度要因を分析したものです。また、金型の予熱温度係数の表現式を開発し、溶融アルミニウム温度を維持することで、金型の予熱度合いに応じてシックスシグマ品質の製品が得られることを説明しています。モニタリングされた温度要因は、ダイカストプロセスにおいて非常に重要であり、生産効率と鋳造品質に良い影響を与えます。ダイカストでは、溶融金属が高温で、著しく低温の金型キャビティに圧入されます。その後、金型は金型材料の個々の表面層の熱ひずみにさらされます。金属金型内での鋳物の冷却速度が速くなることで、鋳物内の温度勾配が大きくなります。鋳物と金属金型の間での集中的な熱交換は流動性を損ない、不完全な補充やコールドジョイントの発生リスクを高めます。有限要素解析技術を用いたProCastシミュレーションソフトウェアを用いて解析と最適化を行いました。 3. 研究背景: 研究テーマの背景: ダイカストは、金属部品、特にアルミニウム合金の大量生産プロセスです。アルミニウム合金は、複雑な形状に対して軽量で高い寸法安定性を提供します。しかし、鋳造欠陥は一般的であり、プロセスは本質的に不確実です。 先行研究の状況: 研究の必要性: 既存の研究にもかかわらず、ダイカストにおける多くの要因と問題は未解明のままです。本研究では、特に鋳造品質に対する熱的要因の影響を取り上げています。不良を減らし、シックスシグマ品質を達成する必要があります。 4. 研究目的と研究課題: 研究目的: ダイカストプロセスにおける熱的要因が鋳造品の品質に及ぼす影響を調査し、ProCastシミュレーションを用いてプロセスを最適化すること。 主要な研究: 5. 研究方法 6. 主要な研究結果: 主要な研究結果と提示されたデータ分析: 図表リスト: 7. 結論: 主要な結果の要約: 熱収支式は、熱パラメータを改善し、充填プロセスに関連する欠陥を予測することで、シックスシグマ製品を達成するのに役立ちます。 8. 参考文献: 9. 著作権:
user 03/19/2025 Aluminium-J , Technical Data-J A380 , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Magnesium alloys , Microstructure , Review , Taguchi method , 금형 この紹介論文は、International Journal of Science and Research (IJSR)に掲載された論文「Study of Process Parameters in High Pressure Die Casting」の研究内容です。 1. 概要: 2. 概要 (Abstract) 高圧ダイカスト(HPDC)製品の品質向上は、HPDC製品の小規模および大規模製造業者にとって重要な課題であり、そのためにダイカストプロセスパラメータに関する研究が行われました。アルミニウムシリコン合金は最も広く使用されており、自動車部品の高圧ダイカスト(HPDC)に広く使用されています。堅牢で信頼性の高い鋳物を得るためには、HPDC中にいくつかのプロセスパラメータを制御する必要があります。この研究の目的は、部品の欠陥を減らして良質の鋳物を得て、生産性を向上させることでした。アルミニウム高圧ダイカストで最も頻繁に発生する欠陥はポロシティであり、これは不良率とスクラップ率を増加させ、生産性を低下させます。ポロシティの形成は、ダイカストプロセスと密接に関連しています。この論文では、HPDCにおけるプロセスパラメータがポロシティ形成に及ぼす影響について説明します。 3. 研究背景: 研究テーマの背景: 高圧ダイカスト(HPDC)は、溶融金属を高圧で金型キャビティに強制的に押し込む金属鋳造プロセスです。特に、亜鉛、銅、アルミニウム、マグネシウム合金などの非鉄金属部品の製造に広く使用されています[1]。このプロセスは、非常に優れた表面仕上げと寸法一貫性を持つ鋳物を製造できることで知られています[1]。 先行研究の状況: 本文書は、HPDCに関連するいくつかの先行研究を引用しており、田口メソッドを使用したプロセスパラメータ最適化の研究[2, 6, 7]、鋳造欠陥の最小化[3]、鋳造の数値最適化[4]、鋳造欠陥とその対策に関する一般的なレビュー[5]が含まれます。 研究の必要性: この研究の必要性は、HPDC製品の品質向上、特にアルミニウム高圧ダイカストでよく見られる問題であるポロシティなどの欠陥を低減するという課題から生じています。これらの欠陥は生産性に影響を与え、不良率とスクラップ率を増加させます。 4. 研究目的と研究課題: 研究目的: この研究の目的は、HPDCのプロセスパラメータを研究して、鋳造品質を改善し、欠陥、特にポロシティを低減することです。 主要な研究: 主要な研究は、HPDCにおけるプロセスパラメータがポロシティ形成に及ぼす影響を提示することに焦点を当てています。 5. 研究方法 研究方法論は、既存の文献をレビューし、提示することであると推定されます。この論文は、以下のさまざまな側面をレビューし、議論します。 6. 主要な研究結果: 主要な研究結果と提示されたデータ分析: 提示された主な結果は、以下を含むさまざまなソースからの情報をまとめたものです。 図の名称リスト: 7. 結論: 主要な調査結果の要約: この論文は、HPDCにおけるプロセスパラメータの詳細な概要を提供し、その長所、短所、および収縮やポロシティなどの一般的な欠陥を含みます。鋳造欠陥は製造業において深刻な問題であることを強調しています。この論文は、プロセスパラメータを完全に理解し、制御することが、欠陥を最小限に抑え、高品質のHPDC製品を達成するために重要であると結論付けています。この研究は、実験方法による検証の必要性を強調しています。また、温度が高いほど鋳造表面が粗くなり、ブローホールなどの欠陥が発生する可能性があることにも言及しています。 8. 参考文献: 9. 著作権: この資料は、上記の論文を紹介するために作成されたものであり、商業目的での無断使用を禁じます。Copyright ©
Read More
![Fig. 4: Shrinkage [3]](https://castman.co.kr/wp-content/uploads/Fig._4_Shrinkage_3_b_Porosity_The_main_reason_of_gas_holes_and_porosity_defects_is_the_trapped_hy.webp)
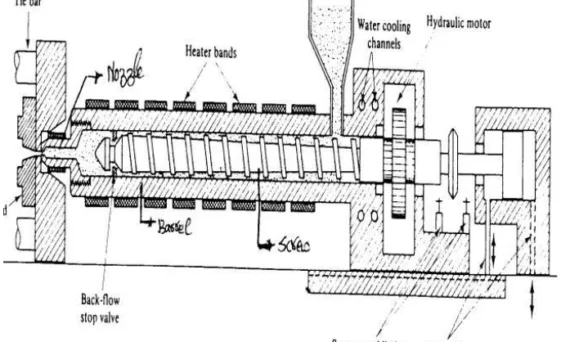
![Fig. 3. Exploded View of Die[5]](https://castman.co.kr/wp-content/uploads/image-2425-570x342.webp)