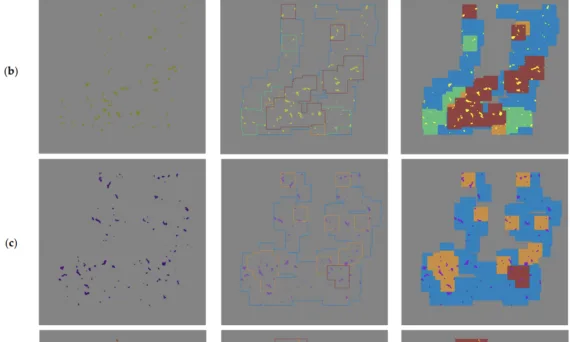
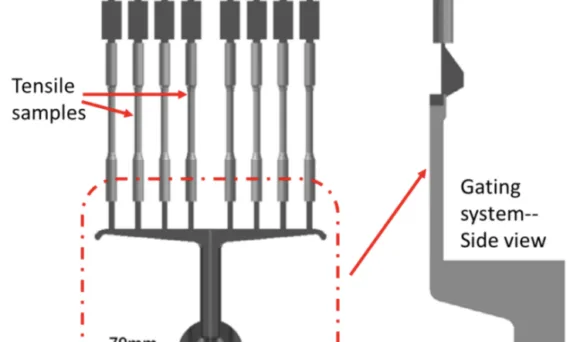
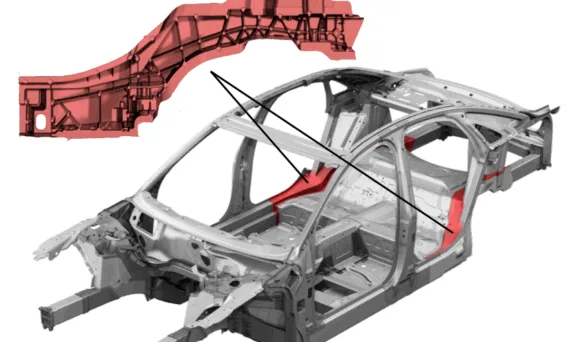
本技術概要は、Octavian Knoll氏による学術論文「A Probabilistic Approach in Failure Modelling of Aluminium High Pressure Die-Castings」(2015年)に基づいています。CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。 キーワード エグゼクティブサマリー 多忙なプロフェッショナル向け30秒サマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 自動車の軽量化と衝突安全性の向上という相反する要求を満たすため、アルミニウムHPDC(ハイプレッシャーダイカスト)部品は、車体構造における重要な要素となっています。これらの部品は、複雑な形状の構造ノードとして機能し、衝突のような極限的な荷重下でも構造的完全性を維持することが期待されます。 しかし、HPDCプロセスに内在する鋳造欠陥(湯境、ガス巣、酸化膜など)は、材料の延性に大きなばらつきをもたらします。このばらつきは、鋳造システム全体に起因する大域的・系統的な変動と、製造プロセス中のわずかな揺らぎによる局所的・疑似ランダムな変動に分類されます。この予測不可能な延性のばらつきは、従来の決定論的な数値モデルを用いた衝突シミュレーションの精度を低下させ、部品の信頼性評価における重大な課題となっていました。この研究は、この根本的な問題に対処し、HPDC部品の構造信頼性を保証するための、より現実に即した数値解析手法を開発することを目的としています。 アプローチ:研究手法の解明 本研究では、実験的アプローチと数値的アプローチを組み合わせ、HPDC部品の破壊挙動を包括的に分析しました。 この体系的なアプローチにより、研究者たちは実験データに裏打ちされた高精度な数値モデルを開発することができました。 ブレークスルー:主要な研究結果とデータ 本研究は、HPDC部品の破壊モデリングにおいて、いくつかの重要なブレークスルーを達成しました。 発見1:延性のばらつきの実験的定量化とモデル化 引張試験の結果、ひずみ硬化挙動は異なる採取位置間で再現性がありましたが、破断ひずみ(延性)は採取位置間(系統的ばらつき)および同一採取位置内(局所的ばらつき)の両方で大きなばらつきを示すことが確認されました。特に、局所的な疑似ランダムばらつきは、最弱リンクのワイブル分布によって非常によく記述できることが示されました。これは、破壊が最も大きな欠陥(最弱リンク)によって支配されるという理論的枠組みを実験的に裏付けるものです。 発見2:確率論的破壊モデルの有効性の検証 開発された確率論的破壊モデルを、汎用コンポーネントの曲げ試験および圧縮試験のシミュレーションに適用しました。その結果、数値的に予測された破壊確率と、実験的に推定された破壊確率は、両方の荷重ケースにおいて非常によく相関することが示されました。 研究開発および製造現場への実用的な示唆 本研究の成果は、HPDC部品に関わる様々な専門家にとって、具体的かつ実用的な指針を提供します。 論文詳細 A Probabilistic Approach in Failure Modelling of Aluminium High Pressure Die-Castings 1. 概要: 2. アブストラクト: アルミニウム高圧ダイカスト(HPDC)は、近年の現代的な車体における必須要素となっている。HPDC法は、複雑な形状の薄肉部品の製造を可能にする。この利点は、構造上のノードやコネクタ要素を一体部品として製造するために利用される。これらの部品は、衝突状況のような極限的な荷重を受け、車体の構造的完全性を維持することが期待される。アルミニウムHPDC部品の構造挙動を解析し、その構造信頼性を保証するためには、数値モデルが必要である。 アルミニウムHPDC部品の材料延性は、鋳造欠陥によって強く影響される。典型的な鋳造欠陥には、引け巣、ガス巣、酸化膜がある。これらの鋳造欠陥は、鋳造システムや鋳造プロセス中の変動によって引き起こされる。その結果、鋳造欠陥は部品内でばらつく。さらに、このばらつきは、鋳造システムに依存する大域的な系統的ばらつきと、プロセスの変動によって引き起こされる局所的な疑似ランダムばらつきに分けることができる。鋳造欠陥は、局所的な材料延性を低下させる初期材料損傷と見なすことができる。その結果、材料延性も大域的な系統的ばらつきと局所的な疑似ランダムばらつきを示す。本研究の主目的は、これら2種類のばらつきの実験的および数値的解析である。 実験的研究の主目的は、アルミニウムHPDC合金の材料延性における大域的な系統的ばらつきと局所的な疑似ランダムばらつきの調査であった。ここでは、鋳放し状態のAlSi9Mn合金で作られた汎用HPDC部品を検討した。一軸引張試験を用いて広範な材料特性評価を行った。試験片は、汎用鋳造部品の異なる抽出位置および重複した抽出位置から機械加工された。このサンプリングアプローチにより、材料延性の系統的ばらつきと局所的な疑似ランダムばらつきを解析することが可能であった。引張試験結果の機械的解析では、重複した抽出位置で再現性のあるひずみ硬化挙動が示されたが、破断ひずみは異なる抽出位置間および重複した位置内でばらついた。引張試験結果に対して詳細な統計解析が行われ、仮説検定を適用して同等の材料延性を持つ抽出位置を特定した。仮説検定から得られた結果に基づき、汎用鋳造部品は同等の材料延性を持つ特徴的な部分に分離できると結論付けられた。さらに、材料延性の局所的な疑似ランダムばらつきは、最弱リンクのワイブル分布によって記述できることが示された。加えて、選択された試験片の破断面をSEM分析で調査し、予想通り、各破断面で鋳造欠陥が発見され、破壊の支配的要因として特定された。材料試験の他に、汎用鋳造部品に対して曲げ試験と軸方向圧縮試験が実施された。特に、曲げ試験から得られた実験結果は強いばらつきを示した。 その結果、数値的研究では破壊モデリングにおける確率論的アプローチが検討された。これにより、材料延性の局所的な疑似ランダムばらつきを捉えることが可能であった。確率論的破壊モデルは、現象論的なコッククロフト・ラサムの破壊基準とワイブルの最弱リンクモデルに基づいていた。必要な量である応力状態と相当塑性ひずみは、等方性の超弾性-塑性構成モデルによって与えられた。焦点は、鋳造部品の破壊確率の数値的予測に置かれた。通常、破壊確率は、疑似ランダムに分布した臨界破壊値を用いた様々な有限要素シミュレーションに基づくモンテカルロシミュレーションから推定される。本研究では、単一の有限要素シミュレーションから破壊確率を予測するアプローチが提示された。両アプローチは数値解析で比較され、両アプローチが同じ破壊確率の予測につながることが示された。破壊確率の直接計算に基づくアプローチは、汎用鋳造部品の曲げ試験と軸方向圧縮試験の有限要素シミュレーションに適用された。材料特性評価によれば、汎用鋳造部品のFEモデルは3つの部分に分割された。各部分について、構成モデルと確率論的破壊モデルのパラメータが対応する実験結果から求められた。数値的に予測された破壊確率と実験的に推定された破壊確率は、両方の荷重ケースで非常によく相関していることが実証された。その結果、適用された確率論的破壊モデルは検証されたと見なされた。さらに、臨界破壊値の疑似ランダム分布のための新しいアプローチが提示され、非連成モデリングアプローチの概念が導入された。非連成モデリングアプローチにより、疑似ランダムに分布した臨界破壊値を用いた有限要素モデルのメッシュ収束研究を実施することが可能であった。しかし、確率論的破壊モデルは材料延性の局所的な疑似ランダムばらつきのみを捉えた。したがって、鋳造シミュレーション結果と鋳造品質の定義に基づくスループロセスモデリングアプローチが提示された。このアプローチは数値的にのみ調査された。 3. 導入: 現代の車体の軽量設計は、重量削減と構造剛性および耐衝撃性の向上によって特徴付けられる。これらの要件は、高張力鋼、アルミニウム合金、繊維強化プラスチックを構造部品に使用することで満たされる。構造挙動は、部品の形状と使用される材料によって定義される。さらに、使用される材料の特性は、主に製造プロセスによって影響を受ける。特に、アルミニウム高圧ダイカストは、車体設計において不可欠な要素となっている。高圧ダイカスト法は、複雑な形状の薄肉アルミニウム部品の製造を可能にする。この利点は、性能が最適化され多機能な部品を設計するために利用される。したがって、アルミニウム高圧ダイカスト部品は、主に高い力が局所的に導入され、様々な部品を接続する必要がある構造ノードやコネクタ要素として使用される。しかし、材料の延性は、高圧ダイカストプロセスによって引き起こされる鋳造欠陥によって支配される。鋳造欠陥の結果として、材料の延性は部品内で大きく変動する。この変動は、特に衝突設計において考慮される必要がある。ここで、衝突設計を解析するための最も一般的なツールは有限要素法である。様々な荷重シナリオにさらされる構造物の変形および破壊挙動は、有限要素法を用いて数値的に予測することができる。アルミニウム高圧ダイカスト部品の信頼性の高い数値設計には、鋳造欠陥によって引き起こされる材料延性の変動を考慮に入れることが必要である。この要件が、本研究の全体的な目的である。 4. 研究の要約: 研究トピックの背景:
Read More
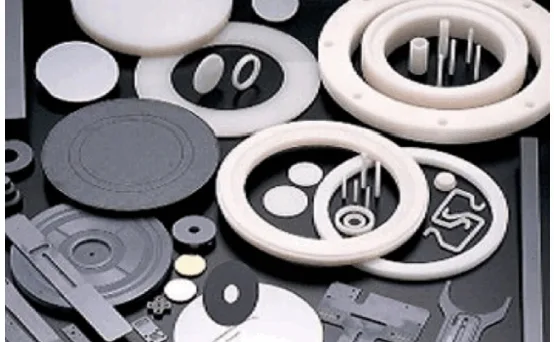
user 08/08/2025 Aluminium-J , automotive-J , Salt Core-J , Semiconductor-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , AUTOMOTIVE Parts , CAD , Die casting , Efficiency , Quality Control , Review , Segment , 금형 自動車から半導体製造装置へ:日本における構造用セラミックス市場の進化と最新動向 このテクニカルブリーフは、学術論文「Automotive and industrial applications of structural ceramics in Japan」(著者:Akira Okada氏、掲載誌:Journal of the European Ceramic Society、2008年)に基づいています。ダイカストおよび鋳造の専門家のために、CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究が専門家にとって重要なのか 構造用セラミックス(アルミナ、窒化ケイ素、炭化ケイ素など)は、軽量性、高温での化学的・熱的安定性、優れた耐摩耗性といった、金属材料にはない多くの利点を持っています。しかし、その強力な化学結合は、脆性破壊を引き起こす原因ともなり、信頼性が要求される構造部品への応用を長年困難にしてきました。1980年代には、日本の「セラミックフィーバー」に後押しされ、自動車エンジン部品などへの応用が試みられましたが、多くの挑戦はコストや信頼性の壁に直面しました。現代のエンジニアや研究開発担当者にとっての課題は、「セラミックスの優れた特性を、どの分野で、どのようにすれば経済的に見合う形で最大限に活用できるのか?」という点にあります。この論文は、その問いに対する過去から現在までの日本の答えを明確に示しています。 アプローチ:研究の概要 本研究は、特定の実験を行うものではなく、1980年から2007年頃までの日本における構造用セラミックスの市場データ、技術開発の歴史、そして具体的な製品応用事例を網羅的に調査・分析したレビュー論文です。著者は、市場統計データ(論文中 Table 1, 2)を基に市場の変遷を定量的に示し、半導体製造、鉄鋼、アルミ鋳造、自動車といった主要産業分野ごとに、セラミックスがどのように採用され、どのような技術的進歩によってその応用が実現したかを、具体的な製品写真(論文中 Figure 1-10)と共に解説しています。このアプローチにより、技術開発の成功と失敗の要因、そして市場の需要がどこにシフトしていったのかを浮き彫りにしています。 発見:主要な研究結果とデータ 本稿では、日本における構造用セラミックスの応用に関するいくつかの重要なトレンドが明らかにされています。 実務への示唆:あなたのオペレーションへの応用 この研究結果は、セラミックスの導入を検討している現場の技術者や管理者に、実践的なヒントを提供します。 論文詳細 Automotive and industrial applications of structural ceramics in Japan 1. 概要: 2. アブストラクト: 本稿は、日本における構造用セラミックスの現状をレビューする。1980年頃まで、これらの材料の成功した応用は、耐摩耗部品や非常に低い応力下で動作する構造部品に限られていた。より高い応力下で使用される機械部品にセラミックスを適用するために長年にわたり多大な努力がなされ、ターボチャージャーロータやグロープラグなど、窒化ケイ素の自動車部品への応用に成功した。しかし、近年の窒化ケイ素製自動車部品の市場は期待されたほど大きくはない。触媒用のコーディエライトハニカムや炭化ケイ素製のディーゼルパティキュレートフィルタが、日本でより重要な応用となりつつある。日本の構造用セラミックス市場が1985年以来着実に成長していることは注目に値し、その主要な応用は自動車エンジンの排ガス浄化装置と半導体製造装置の部品である。本レビューで要約される日本の構造用セラミックスの最近の応用には、半導体・液晶デバイス製造用の真空プロセスチャンバー、製鋼用の耐摩耗セラミックス、光学レンズ成形や切削工具、アルミ合金鋳造用の耐火管、そして自動車関連の応用が含まれる。 3. 序論: アルミナ、窒化ケイ素、炭化ケイ素、ジルコニアなどの構造用セラミックスは、鋼と比較して、軽量、高温での化学的・熱的安定性、優れた耐摩耗性といった利点を持つ。しかし、セラミックスの強力な化学結合は、脆性破壊の原因となる信頼性の低い機械的特性にもつながり、構造部品への応用を制限してきた。1980年代には、破壊力学の応用や製造プロセスの改善により、窒化ケイ素がターボチャージャーロータなどの自動車部品に成功裏に適用された。しかし、1990年代には自動車エンジンへの応用は減少し、代わりに高純度アルミナが半導体や液晶ディスプレイの製造装置部品へと応用を拡大した。本稿は、日本における構造用セラミックスの応用の最近の進歩をレビューする。 4. 研究の要約: 研究の背景: 構造用セラミックスは、その優れた特性にもかかわらず、脆性という根本的な課題により、応用範囲が限定されてきた。1980年代の日本では「セラミックフィーバー」と呼ばれるほどの強い関心を集め、特に自動車エンジンなどの高応力部品への応用が期待されたが、その後の市場は期待とは異なる形で発展した。 従来の研究の状況: 従来の研究開発は、セラミックスの破壊靭性の向上、欠陥生成の抑制、部品設計による応力低減、欠陥検出技術の進歩に焦点を当ててきた。これらの技術的進歩が、窒化ケイ素の自動車部品への応用を可能にした。
Read More
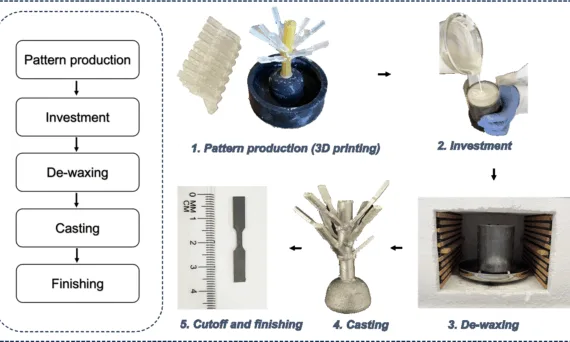
user 08/05/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Microstructure , Quality Control , Review , Segment , STEP , 금형 , 자동차 산업 「鋳造不可能」を覆すナノテクノロジー:高強度アルミニウム合金AA2024の精密鋳造を成功させる新技術 この技術概要は、Yitian Chi氏らによる学術論文「Rapid Investment Casting of Nano-treated Aluminum Alloy 2024」に基づいています。ダイカストおよび鋳造の専門家のために、株式会社STI C&Dのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究が鋳造技術者にとって重要なのか 精密鋳造(インベストメントキャスティング)は、複雑な形状の金属部品を製造する上で広く用いられている技術です。特に、積層造形(3Dプリンティング)でパターンを製作するラピッドインベストメントキャスティング(RIC)は、金型不要でコストとリードタイムを大幅に削減できるため、多品種少量生産や設計自由度の高い部品製造において注目されています(Pattnaik, Karunakar, and Jha 2012)。 しかし、航空宇宙産業などで求められる高強度アルミニウム合金、例えばAA2024(Al-Cu-Mg系合金)は、このRICプロセスへの適用が極めて困難でした。その理由は、凝固時の冷却速度が遅い精密鋳造プロセスにおいて、合金が持つ広い凝固温度範囲が原因で、深刻な「熱間割れ」や引け巣欠陥を起こしやすい性質にあります(Shabestari and Ghoncheh 2015)。この根本的な問題のため、AA2024の精密鋳造に関する成功例はこれまでほとんど報告されていませんでした。この研究は、この長年の課題にナノテクノロジーという全く新しいアプローチで挑んだものです。 アプローチ:研究手法の解明 本研究チームは、AA2024の鋳造性を根本から改善するため、ナノ粒子の添加という革新的な手法を採用しました。具体的なプロセスは以下の通りです。 この一連のプロセスを通じて、ナノ粒子の添加がAA2024の凝固挙動と最終的な製品品質にどのような影響を与えるかを定量的に明らかにしました。 ブレークスルー:主要な研究結果とデータ ナノ粒子の添加は、AA2024の鋳造性に劇的な改善をもたらしました。 お客様の鋳造・開発業務への実践的示唆 本研究の成果は、シミュレーションや実際の製造現場において、以下のような実践的な価値を提供します。 論文詳細 Rapid Investment Casting of Nano-treated Aluminum Alloy 2024 1. 概要 2. 論文要旨 積層造形に基づくラピッドインベストメントキャスティング(RIC)は、金型不要で自由形状や複雑形状のパターン・部品を迅速に製造できるため、鋳造業界で広く応用されている。しかし、AA2024のような高強度・高耐疲労性を有する高性能Al-Cu-Mg合金は、伝統的に精密鋳造が非常に困難、あるいは不可能とされてきた。これは、緩やかな凝固プロセス中に熱間割れやその他の引け巣欠陥を生じやすいためである。本研究では、ナノ粒子を用いて、割れや引け巣欠陥のないAA2024のラピッドインベストメントキャスティングを可能にした。ナノテクノロジーを応用したAA2024のRICは、良好な鋳造品質と並外れた機械的性能を提供することが実証された。この研究は、他の高強度アルミニウム合金へのナノテクノロジー応用RICの大きな可能性を示し、幅広い応用が期待される。 3. 緒言 インベストメントキャスティング(IC)は、複雑な金属部品の量産に広く適用されるが、ワックスパターン製作における金型コストの高さとリードタイムの長さが課題であった。ラピッドプロトタイピング技術を活用するラピッドインベストメントキャスティング(RIC)は、これらの課題を解決し、中・少量生産において経済的利点をもたらす。しかし、AA2024のような高性能合金は、熱間割れ感受性が高いためRICでの製造が困難であった。本研究は、この課題をナノテクノロジーによって解決することを目的とする。 4. 研究の要約 研究トピックの背景 AA2024は高強度、良好な熱処理応答性、優れた耐疲労性を持つが、精密鋳造における熱間割れの問題からその適用は限定的であった。これまでの研究は鋳造プロセスのパラメータ最適化に焦点が当てられていたが、合金自体の鋳造性を改善する研究は少なかった。 従来研究の状況 近年、ナノテクノロジーがAA2024の溶接や積層造形に応用され、成功を収めている。少量のナノ粒子を添加することで、高強度アルミニウム合金の凝固挙動が劇的に変化し、高品質で割れのない溶接部や積層造形物が得られることが示されている。この知見に基づき、本研究ではナノテクノロジーが精密鋳造における鍵となると考えた。 研究の目的 本研究の目的は、約1
Read More
user 06/07/2025 Aluminium-J , Technical Data-J Aluminum Casting , Aluminum Die casting , Applications , CAD , convolutional neural network , deep learning , Die casting , Quality Control , Segment , 알루미늄 다이캐스팅 本要約の内容は、「Athens Journal of Sciences」によって発行された論文「Quality Testing in Aluminum Die-Casting – A Novel Approach Using Acoustic Data in Neural Networks」に基づいています。 1. 概要: 2. 抄録 (Abstract): アルミニウムダイカストの品質管理には様々なプロセスが用いられる。例えば、部品の密度測定、X線画像やCT(コンピュータ断層撮影)画像の解析などがある。これらの一般的なプロセスはいずれも実用的な結果をもたらす。しかし、その処理時間やハードウェアコストのため、インライン品質管理に適したプロセスがないという問題がある。そこで本稿では、音響サンプルを用いた高速かつ低コストな品質管理プロセスのコンセプトを提案する。240個のアルミニウム鋳造品の音響サンプルを記録し、X線画像を用いて品質を確認した。全ての部品は、欠陥のない「良品(good)」、空気混入(「ブローホール, blowholes」)のある「中程度(medium)」、湯境(cold flow marks)のある「不良品(poor)」のカテゴリに分類された。生成された音響サンプルの処理のために、畳み込みニューラルネットワーク(Convolutional Neuronal Network)が開発された。ニューラルネットワークのトレーニングは、完全な音響サンプルとセグメント化された音響サンプル(「ウィンドウイング, windowing」)の両方を用いて行われた。生成されたモデルは、120個の音響サンプルからなるテストデータセットで評価された。結果は非常に有望であり、両モデルはそれぞれ95%と87%の精度(accuracy)を示した。この結果は、ニューラルネットワークを利用することで、新しい音響品質管理プロセスが実現可能であることを示している。モデルはほとんどのアルミニウム鋳造品を正しいカテゴリに分類した。 3. 序論 (Introduction): 迅速かつコスト効率の高い品質管理は、製造業において中心的な役割を果たす。現代的な手法、特に人工知能やニューラルネットワークなどの革新的技術は、そのようなプロセスを設計するための全く新しい可能性を開く。アルミニウム鋳造品の品質保証に頻繁に用いられる手法には、CTやX線検査がある。これらは、部品の画像を撮影し、空気溜まり(「ブローホール」)や亀裂(cracks)などの欠陥を検出する。しかし、CTスキャンなどは、一般的なプロセス時間(1個あたり約30秒)と比較して記録時間(1個あたり20~30分!)が著しく長く、意味のあるインライン工程管理(inline process control)には現実的ではない。本研究では、ニューラルネットワークを用いた音響データ処理が、高速、低コスト、かつインライン対応可能な品質保証方法として実行可能かどうかを検討する。その根底にある仮説は、製造上の欠陥が鋳造品の密度を変化させ、それによって音響特性(音と周波数)が変化し、これをニューラルネットワークが識別できるというものである。 4. 研究の要約 (Summary of the study): 研究テーマの背景 (Background of the research topic): アルミニウムダイカストの品質管理は、密度測定、X線イメージング、CTなどの手法に依存している。これらの手法は効果的であるが、速度とコストの面で限界があり、生産中のインライン品質管理への適用を妨げている。 先行研究の状況 (Status of previous research): 音声、音楽、パターン認識などの応用分野において、ニューラルネットワークを用いたオーディオデータ処理は大きな進歩を遂げている。技術には、生オーディオデータの処理や、スペクトログラム(spectrograms)やメル周波数ケプストラム係数(Mel
Read More
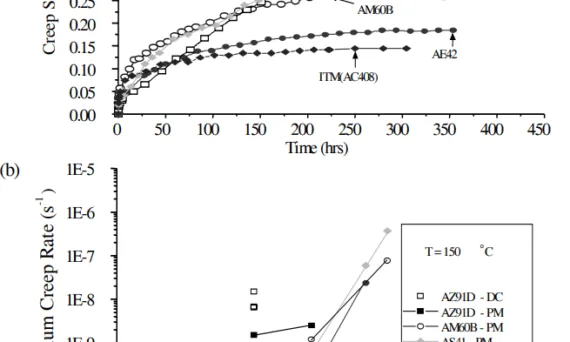
user 05/20/2025 Aluminium-J , Technical Data-J A380 , aluminum alloy , aluminum alloys , AZ91D , CAD , Die casting , Efficiency , Review , Segment , STEP , 자동차 산업 本紹介論文は、「Magnesium Alloys and their Applications. Edited by K. U. Kainer. WILEY-VCH Verlag GmbH, Weinheim.」により発行された論文「Tensile and Compressive Creep Behavior of Magnesium Die Casting Alloys Containing Aluminum」に基づいています。 1. 概要: 2. 抄録: 本研究は、自動車用途におけるマグネシウム合金の広範な適用を妨げている低いクリープ抵抗性に着目し、市販および実験用マグネシウムダイカスト合金のクリープメカニズムを調査するものです。先行研究[1]において、AM60Bダイカスト合金が引張時よりも圧縮時に著しく遅いクリープ速度を示すことが報告されています。本稿ではこれらの結果をレビューするとともに、Darguschら[2]が提示したβ-Mg17Al12相の動的析出がマグネシウム合金のクリープ挙動に影響を与えるという証拠に基づき、アルミニウムを含有するダイカストマグネシウム合金で観察されるクリープ強度の非対称性について、この動的析出の観点から説明を試みます。全体的な目的は、クリープ抵抗性が改善された新しい合金の開発に向けた知識基盤を拡大することです。 3. 緒言: 自動車産業は、車両の軽量化による燃費向上のため、マグネシウム合金への関心を新たにしています。しかし、マグネシウム合金の広範な適用を妨げてきた一つの限界は、その低いクリープ抵抗性です。本研究は、現行の市販および実験用ダイカスト合金におけるクリープメカニズムの知識を拡大し、クリープ抵抗性が改善された新しい合金の開発を目指して実施されました。初期の報告では、AM60Bダイカスト合金が引張時よりも圧縮時に著しく遅いクリープ速度を示すことが示されました[1]。これらの結果は、様々な合金の新しいクリープ結果とともにレビューされます。以前、Darguschら[2]は、β-Mg17Al12相の動的析出がマグネシウム合金のクリープ挙動に影響を与えるという証拠を提示しました。本研究では、アルミニウムを含有するダイカストマグネシウム合金のクリープ強度非対称性について、動的析出の観点から説明を行います。 4. 研究の概要: 研究トピックの背景: マグネシウム合金は、その低密度により車両の軽量化と燃費向上に貢献できるため、自動車用途で注目されています。しかし、高温での固有の低いクリープ抵抗性が大きな課題となっており、構造部品としての広範な実用化を制限しています。 先行研究の状況: 先行研究では、AM60Bダイカストマグネシウム合金がクリープ挙動において顕著な非対称性を示し、同応力レベルにおいて引張荷重下と比較して圧縮荷重下で著しく遅いクリープ速度が観察されることが示されています[1]。加えて、Darguschら[2]の研究は、クリープ中のβ-Mg17Al12金属間化合物相の動的析出が、アルミニウムを含有するマグネシウム合金のクリープ特性に決定的な役割を果たすことを示唆しています。 研究の目的: 本研究の主な目的は以下の通りです。 核心研究: 本研究の核心は、いくつかのマグネシウム合金の引張および圧縮クリープ挙動に関する包括的な調査です。これには、AM60Bダイカスト合金および一連のPM(パーマネントモールド)鋳造合金(AZ91D、AM60B、AS41、AE42、およびMg-4 wt%Al-0.8 wt%Ca合金)が含まれます。研究の重要な要素は、模擬クリープ条件下(アニーリング)でのβ-Mg17Al12相の動的析出を監視および分析するためのin-situ高温X線回折(XRD)の使用です。これにより、微細構造の進化と巨視的なクリープ挙動、特に引張クリープと圧縮クリープ間の非対称性との相関関係を明らかにすることができました。 5. 研究方法論 研究デザイン: 本研究は、マグネシウム合金のクリープ挙動に関する実験的調査として設計されました。 データ収集と分析方法: 研究トピックと範囲: 6. 主要な結果: 主要な結果: 図の名称リスト:
Read More
本紹介資料は、「International Journal of Mechanical Engineering」に掲載された論文「Minimise the Nonfilling defect in the high pressure casting process component for an automotive application with metal flow simulation analysis」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストプロセスは、あらゆるエンジニアリング用途を解決するための、世界で不可欠な主要鋳造プロセスの一つです。高圧ダイカスト製品は、航空宇宙、自動車、家庭用、農業、その他のエンジニアリング用途など、非常に多くの用途で使用されています。高圧ダイカストプロセスにおける不良率は約7%から10%です。不良率には、表面欠陥および内部欠陥による不合格品が含まれます。表面欠陥は目視可能であり、プロセス稼働中に最大限解決できます。すべての表面欠陥の中で、充填不足(non-filling)は、鋳物のあらゆる構成において最も繰り返し発生する欠陥の一つです。コールドショット、チップオフ、クラック、鋳物破損などの一部の表面欠陥は、プロセス自体で排除できます。しかし、充填不足のような表面欠陥は、すぐには解決できません。これには、マシンパラメータの最適化や金型設計コンセプトのような分析が必要です。 3. 緒言: 高圧ダイカストプロセスでは、高温の溶融金属を閉じた鋼製金型に射出します。鋳物の厚さに応じて、鋳物の凝固のために一定時間(最小6秒~最大15秒)保持する必要があります。凝固後、金型が開き、鋳物が突き出され、エキストラクタが鋳物を回収します。次の操作を行う前に、金型を所望の温度値(240°C)まで冷却する必要があります。そうしないと、鋳物が金型に固着する可能性があります。この目的のために、金型はRO水と混合された特殊な化学クーラントを使用して冷却されます。金型は、鋳物の面積に応じて、スプレーにより数秒間(最小4秒~最大10秒)化学クーラントで冷却されます。その後、次のサイクルが繰り返されます。鋳物は、バリや余分な突出材料を除去するためのさらなる工程に進みます。 4. 研究の概要: 研究テーマの背景: 現在の高圧ダイカストプロセスでは、不合格品が非常に高いコストをもたらしています。不合格率は最大9%に達し、これは組織にとって非常に大きな損失です。これらの不合格品は、充填不足5%、ボディリーク3%、残りが表面欠陥によるものです。表面欠陥の寄与はわずか1%までです。充填不足欠陥は、表面欠陥の一つとしても知られています。一部の表面欠陥は、金属温度、圧力、速度などのプロセスパラメータを変更することによって、プロセス自体で低減できます。1バッチ数量(500個)の不合格品詳細の寄与をパレート分析で示します。提示されたパレート分析によると、充填不足欠陥が全鋳造不合格品の約47%を占めており、最も重要な欠陥となっています。 先行研究の状況: 論文によると、従来の方法では、ダイカスターが機械と金型から欠陥のない新しい鋳物を得るまで、試行錯誤を通じてプロセスパラメータを微調整することが含まれます。この手動アプローチは時間がかかると説明されています。MAGMASOFTのようなシミュレーション方法は存在し、圧力ダイカストを含む様々な鋳造プロセスに広く使用されており、乱流充填や金属温度を分析する機能を提供します。 研究の目的: 本研究は、金属流動シミュレーション解析を用いることにより、自動車部品向け高圧ダイカスト部品における充填不足欠陥を最小化することを目的としています。シミュレーションを使用して金属流動経路を確認し、異なる場所での温度を分析し、鋳物内の欠陥位置を特定し、ランナー設計とマシンパラメータを最適化することで、不良を削減しプロセスを改善することが目的です。 研究の核心: 研究の核心は、MAGMASOFT流動シミュレーションソフトウェアを使用して自動車部品の高圧ダイカストプロセスを分析することでした。主に金属の入口位置とランナー断面積を変えた4つの異なるランナー設計モデルが作成されました。シミュレーションでは、ショットサイクルの3つのフェーズ(S1:低速アプローチ、S2:高速充填、S3:増圧)にわたる溶融金属の金型への乱流充填を分析しました。金属温度、圧力、速度、充填時間、充填率などの主要なパラメータを、様々な場所と段階(モデルごとに18段階を分析)で評価し、4つのランナー設計の性能を比較しました。目標は、充填不足欠陥のリスクを最もよく軽減する設計を特定することでした。シミュレーション結果は、最適な設計(Model-4)に基づいて金型を製造するために使用され、その後、結果を検証するために実験的試行が行われました。 5. 研究方法論 研究設計: 本研究では、シミュレーションに基づく比較研究を行い、その後、実験的検証を行いました。高圧ダイカスト金型用の4つの異なるランナー設計をMAGMASOFTを使用してシミュレーションしました。シミュレーション結果(充填時間、充填率、温度分布)を比較して、充填不足欠陥を最小化するための最適な設計を特定しました。次に、選択された設計(Model-4)に基づいて金型を製造し、実際の不良率を測定してシミュレーション予測を検証するための生産試行を実施しました。 データ収集と分析方法: データ収集には以下が含まれました: 研究トピックと範囲: 本研究は、自動車部品の高圧ダイカスト(HPDC)プロセスに焦点を当てました。主な範囲は、金属流動シミュレーション解析(具体的にはMAGMASOFT)の適用による充填不足欠陥の削減でした。研究には以下が含まれました: 6. 主な結果: 主な結果: 図表リスト: 7.
Read More
user 04/09/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Casting , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Segment , 자동차 산업 本紹介資料は、「[Materials Characterization]」に掲載された「[Evaluation of detrimental effect on the ductility caused by the inhomogeneous skin and casting defects in a high pressure die cast recycled secondary alloy]」論文に基づいています。 1. 概要: 2. 抄録: 自動車向け高圧ダイカスト(HPDC)用途における再生合金の使用が急速に関心を集めています。HPDCプロセス中に鋳造表面に通常誘起されるスキン微細構造は、HPDC鋳物の特性を向上させると考えられていますが、必ずしも鋳造表面全体に連続的に形成されるとは限らず、それによって機械的特性に影響を与える可能性があります。したがって、本研究では、再生二次AlSi10MnMg(Fe)合金のHPDC鋳物が示す延性に対して、不均一に形成された表面スキンと他の欠陥の影響を評価し比較しました。本研究における不均一スキン形成は、HPDCプロセスによって生成される「波と湖(waves and lakes)」タイプの欠陥に関連する現象に起因するとされました。このようなスキン構造は、前述の不均一性に起因する隣接マトリックスとの結合不良により急激な破壊を起こすことで、本事例で試験されたひずみ速度に関わらず、HPDC鋳物の延性を制限しました。調査したAlSi10MnMg(Fe)合金には、通常HPDCプロセス合金の破壊の主な要因と考えられる多量の気孔、コールドフレーク、金属間化合物が含まれていましたが、本事例では不均一スキン層からの影響が他のすべての要因を支配しました。HPDCプロセスAlSi10MnMg(Fe)合金の延性に対する有害な影響の順序は、不均一スキン、コールドフレーク、気孔の順に従い、スキンの不均一性が最も有害であることが判明しました。 3. 序論: 自動車産業の長年の焦点であるコスト効率と乗員の安全性は、その高い寸法精度、サイクルタイムの短縮、薄肉鋳物の製造能力により、構造部品製造のための高圧ダイカスト(HPDC)の使用増加につながっています。材料開発は、優れた鋳造性、金型への焼き付き防止、延性を制限する脆性β-Al5FeSi(β-Fe)化合物の回避[5-7]という要求を通じて進歩し、制御されたFeおよびMn含有量を持つ一次AlSi10MnMg合金の開発に至りました。これにより、有害なβ-Feを抑制し、害の少ないα-金属間化合物(α-Fe)の形成を促進し、機械的特性を向上させています[5-7, 9]。近年、持続可能性への関心から、再生二次AlSi10MnMg(Fe)合金の使用が増加しています。これらは通常、スクラップリサイクルによりFe含有量が高く[4, 7]、β-Fe形成のリスクがあります。研究は、一次合金に匹敵する特性を達成するために、二次合金組成(特にMn:Fe比)を最適化することを目的としています[11, 14-17]。HPDCに関連する「スキン」層は、金型表面での急速凝固によって形成される微細粒α-Al相です[20]。一般的に有益と考えられていますが、文献ではこのスキンが不均一である可能性が示唆されており[21-23]、これは以前の研究で見過ごされていた可能性のある要因です[20, 24-27]。これは、延性を制限することが知られている気孔(ガスおよび収縮気孔)[26-29]やコールドフレーク[32-34]のような他の一般的なHPDC欠陥と比較して、不均一スキンの影響について疑問を提起します。既存の文献はこれらの欠陥の悪影響を詳述していますが、特に二次合金における不均一スキン形成メカニズムとその影響、特に衝突シナリオに関連する高ひずみ速度下での影響を含め、これらの異なる特徴の相対的な影響を評価し比較する研究は限られています。 4. 研究の概要: 研究テーマの背景: 高圧ダイカスト(HPDC)は自動車構造部品にますます使用されています。持続可能性のために、一次合金を代替して再生二次Al-Si-Mn-Mg合金(AlSi10MnMg(Fe)など)を使用する傾向が高まっています。しかし、二次合金はしばしばFe含有量が高く、有害な相を形成する可能性があり、その特性は気孔、コールドフレーク、表面スキン層を含む鋳造欠陥によって影響を受ける可能性があります。不均一なスキン層の形成と影響は、他の欠陥と比較して完全には理解されていません。 先行研究の状況: 先行研究では、制御されたFe/Mnを持つ一次AlSi10MnMg合金の利点が確立されています[6, 7, 9]。二次AlSi10MnMg(Fe)合金に関する研究では、脆性β-Fe相を回避するためにMn:Fe比を最適化することが検討されました[11, 14-17]。HPDC合金の延性に対する気孔[26, 27, 29-31]およびコールドフレーク[32-34]の有害な影響は知られています。いくつかの研究ではスキン層の不均一性が指摘されており[21-23]、著者らの以前の研究[19]では、不均一スキンが研究された二次合金の延性を制限したことが示されました。しかし、これらの異なる特徴(不均一スキン、気孔、コールドフレーク)の有害な影響を順位付けする比較研究は不足しており、不均一スキン形成メカニズムとその影響、特に様々なひずみ速度下での影響に関する詳細な理解も不足しています。 研究の目的: 本研究の目的は、様々な鋳造厚さ(2mmから10mm)を持つHPDCプロセス再生二次AlSi10MnMg(Fe)合金の延性および破壊挙動に対する微細構造および鋳造欠陥の進化と影響を調査することです。研究は当初、気孔を潜在的に支配的な要因として焦点を当てていましたが、不均一スキン、コールドフレーク、および気孔の影響を評価し比較するために拡張されました。さらに、二次合金の引張特性および破壊挙動に対するひずみ速度(0.001 s⁻¹から10 s⁻¹)の影響も調査しました。 中核研究:
Read More
user 04/08/2025 Aluminium-J , Technical Data-J aluminum alloy , Aluminum Casting , Aluminum Die casting , CAD , convolutional neural network , deep learning , Die casting , Quality Control , Segment , 금형 , 알루미늄 다이캐스팅 本稿は、「[MDPI]」によって公開された論文「[Automated Defect Detection through Flaw Grading in Non-Destructive Testing Digital X-ray Radiography]」に基づいています。 1. 概要: 2. 抄録: プロセスオートメーションは、特殊な技術と装置を利用して生産プロセスを自動化および強化し、より高い製造効率、生産性、コスト削減をもたらします。アルミニウムダイカスト産業は、自動車や航空宇宙などの安全性が重要な分野に部品を供給する製造において、プロセスオートメーションソリューションの導入から大きな恩恵を受けてきました。しかし、この部品製造方法は製造上のきず(flaw)を生成しやすく、そのため、これらの部品の使用適合性を確認するために適切な非破壊検査(NDT)が必要となります。近年、機械学習はデジタルX線ラジオグラフィにおけるきずの検出と分類のための自動化ソリューション開発ツールとして中心的な役割を担っています。これらの機械学習ベースのソリューションは、製造業における高い生産スループットに対応するため、部品検査用にますます開発・導入されています。本研究は、検出されたきずが部品を使用不適格にする可能性のある欠陥(defect)に該当するかどうかを評価する欠陥等級判定アルゴリズムの開発に焦点を当てています。ASTM 2973-15(アルミニウムおよびマグネシウムダイカスト検査のための標準デジタル参照画像)に導かれ、K-D(k次元)ツリーを利用した等級判定パイプラインが開発され、検出されたきずを効果的に構造化し、システムが許容可能な等級判定基準に基づいて決定を下せるようにしました。このソリューションは、異なる等級判定基準への適合性という点で動的であり、デジタルX線ラジオグラフィアプリケーションにおける自動意思決定(合否判定)を実現する可能性を提供します。 3. 緒言: プロセスオートメーションは、特殊な技術と装置を利用して生産を強化し、ハードウェア、ソフトウェア、ITを組み合わせて製造オペレーションを管理・制御することで、より高い製造効率、生産性、コスト削減を実現します[1]。アルミニウムダイカスト(ADC)産業は、製造におけるプロセスオートメーションソリューションの導入から大きな恩恵を受けており、自動車や航空宇宙産業などの分野に供給されるアルミニウムダイカスト部品の非常に高い生産スループットを達成しています[2]。この製造技術は、溶融アルミニウム合金を金型に注入し、金型を冷却して部品を取り出す工程を含みます。しかし、この生産方法は関連するプロセスにより製造上のきずが発生しやすく、適切なモニタリングが必要です[3]。それでもなお、アルミニウムダイカスト(ADC)は、製品の軽量化、大量生産要件に対する競争力のあるコスト、高い生産スループット、より高いプロセス自動化の可能性、およびより良い製品の一貫性など、他の製造プロセスに比べていくつかの利点を提供します[4]。 製造されたアルミニウムダイカスト部品の欠陥が見過ごされることがどれほど危険であるかを考えると、要求される製造部品に対して適切なNDT検査を実施することが不可欠です[5]。NDT技術(ラジオグラフィ、超音波探傷、目視検査、赤外線サーモグラフィ、液体浸透探傷、渦電流探傷など)は、部品に損傷を与えたり機能を損なったりすることなく、きずの検出を可能にする様々な技術を提供します[6]。研究によると、ラジオグラフィはアルミニウムダイカスト部品の品質を評価するために使用される様々なNDT手法の中で最も好まれる方法として際立っています[7]。この何世紀も前からあるラジオグラフィ手順は、材料を透過するのに十分な強度のX線またはガンマ線を使用し、検査対象部品の体積全体を徹底的に検査することを可能にします[8]。X線は人間の自然な視覚では見えないため、画像取得中にX線信号に含まれる潜在的な情報を明らかにするために、デジタル検出器アレイ(DDA)、光子計数検出器、X線フィルムなどのセンサーを使用する必要があります。 デジタルラジオグラフィ(DR)は、従来のフィルムラジオグラフィの使用をますます置き換えています。このイメージングモードでは、検出器の感応ユニット(ピクセル)によって捕捉されたX線光子が数値に変換されます。さらに、視覚的な訴求力と人間の理解を容易にするために、ピクセル値の2Dマトリックスがグレースケール分布に変換され、デジタルラジオグラフが形成されます。デジタルラジオグラフィ画像は計算処理に有用です[9-12]。したがって、画像特性の様々な後処理調整(例:知覚可能なコントラスト、シャープネス、明るさ)や他の画像フィルタリングプロセスがデジタルラジオグラフィ画像で可能です。DRシステムの適切な性能を確保し、NDTでのデジタル画像の使用を完全に統合するために、関連する規格が確立されています。NDT規格をラジオグラフィ試験に組み込むことは、様々な産業全体で正確で信頼性の高い検査を保証するために重要です。NDT規格は、ラジオグラフィ技術、露出パラメータ、画質、および結果の解釈に関する必須のガイドラインを提供します。これらの規格は、亀裂や介在物などのきずを検出することが安全性と品質保証にとって重要である航空宇宙や自動車などの産業で広く適用されています。これらの規格を理解し、遵守することは、ラジオグラフィ検査の一貫性と信頼性を高め、NDTプロセスの不可欠な部分となります。米国機械学会(ASME)、米国材料試験協会(ASTM)、国際標準化機構(ISO)などの団体は、NDT産業内の実践の標準化に対する規制監督を提供しています。産業におけるNDT実践の理想的なケースは、NDT検査員の資格に関する運用NDT規格(例:ISO 9712)の要件を満たした有資格のNDT検査員によってNDT検査が実施されることです。そのような訓練された検査員は、関連する運用NDT規格に従ってラジオグラフィ画像を取得し、解釈します[13]。画質が許容可能であると見なされた後、検査員は関連する検出された指示に焦点を当て、部品が受け入れられるか拒否されるかを評価し、決定します(図1参照)。NDT実践における潜在的なエラーを防ぐための規制があるにもかかわらず、NDT検査員が人間であるためにエラーを犯す可能性を排除するのは誤りです[14, 15]。NDT検査員によるラジオグラフィ画像の解釈は、疲労、検査経験、精神状態などの要因によって影響を受ける可能性があります。したがって、構造化された規制ガイドラインのセットを実施した後でも、ある研究では視覚的な人間による解釈の有効性が約80%であることがわかりました[16]。 近年の計算能力の向上に伴い、非破壊検査(NDT)プロセスを自動化するアイデアが考案され、開発され、製造された部品の100%検査を達成するための実行可能な道筋が提供されています。NDTデータからのきずの認識と評価を自動化するための人工知能(AI)ソリューションの使用は、特に材料のラジオグラフィ画像におけるきずの識別のために、NDT分野の多くの研究者によって広く探求されてきたアプローチです[17]。この自動化は、伝統的に人間のオペレーターによって実行されてきたタスクを自動化する必要性の高まりによって推進されています[18]。プロセスオートメーションを活用した製造業におけるNDTの需要増加と、この増大する検査ニーズを満たすための有資格NDT検査員の減少を考慮すると、非破壊検査におけるAI使用の必要性はますます明らかになります[19]。コンピュータビジョンベースのソリューションは有益である可能性がありますが、安全性が重要な分野での受け入れを促進するためには、関連する運用NDT規格に従って開発および適用されなければなりません。 4. 研究の概要: 研究トピックの背景: アルミニウムダイカスト(ADC)部品は広く使用されていますが、内部の製造上のきず(flaw)の影響を受けやすいです[20, 21]。自動化されたダイカストにおける高い生産スループットは、時間、コスト、および検査タスクを実施するための有資格NDT人員の不足といった交絡因子の影響により、製造されたすべての部品を検査することを困難にしています。統計的サンプリングを使用する産業もありますが、これは製造されたすべての部品の100%検査には劣ります。コンピュータベースのNDT、特にデジタルX線ラジオグラフィは、100%検査への道を提供します。ADC部品はしばしば重要な機能を果たし、その故障は重大な経済的および安全上の影響を引き起こす可能性があります[22]。効果的なNDTを通じてこれらの部品の品質と完全性を確保することが最も重要です。 先行研究の状況: デジタルX線ラジオグラフィを用いた自動欠陥認識(ADR)は、ADCの品質管理においてますます重要になっています。先行研究ではADRアルゴリズムが探求されてきました。例えば、オブジェクト検出手法(YOLO、RetinaNet、EfficientDet)は欠陥識別の支援において有望であることが示されました[23]。YOLOv3_EfficientNet[24]や様々な畳み込みニューラルネットワーク(CNN)[25, 26]などの深層学習モデルが、きず検出を合理化するために適用され、より良い精度のためのアーキテクチャの継続的な改良を示しています。しかし、複雑な欠陥形状、様々なラジオグラフィ条件[26]、深層学習モデルが様々なきずタイプや鋳造条件にわたって効果的に一般化するために必要な広範なトレーニングデータ[23]、および高度なCNNの高い計算要件がリアルタイムの産業応用を妨げる[25]など、課題は残っています。決定的に重要なのは、きずの識別と特性評価において実質的な進歩が存在する一方で[17, 28]、検出されたきずの重大度と影響を判断して使用適合性を評価する欠陥等級判定は、まだ十分に研究されていない分野であるということです。既存の研究では、運用基準に従った明確な等級判定プロセスなしに、検出された不連続部をきずまたは欠陥として扱うことがよくあります[29-31]。 研究の目的: 本研究は、包括的なきず等級判定アルゴリズムを開発することにより、ADRにおけるギャップを埋めることを目的としています。目的は以下の通りです: コア研究: 本研究の核心は、アルミニウムおよびマグネシウムダイカストのデジタルX線ラジオグラフィ画像のための新しいきず等級判定方法論の開発と適用です。この方法論は、他のアルゴリズムによって実行される初期の検出および特性評価段階に続きます。これは特に、気孔、湯回り不良、引け巣、異物などの不連続性の異なる重大度レベルに対するデジタル参照画像を提供するASTM E2973-15規格によって主に導かれる、確立された基準に基づいて検出されたきずを等級判定することに焦点を当てています[27]。 本研究は、ASTM E1316で定義されている重要な区別を強調しています: 開発されたアルゴリズムは、検出され特性評価されたきず(通常はセグメンテーションマスクとして入力される)を受け取り、規格(またはカスタム基準)から導出された等級判定ルールに照らして評価し、それらが欠陥に該当するかどうかを判断し、最終的に合否判定を下します。等級判定プロセスは、定義された評価領域(ASTM E2973に従って700mm²)内のきず面積や数量などのきず特性を考慮します。この方法論の重要な構成要素は、検出されたきずの効率的な空間的構成とクエリのためのK-Dツリーデータ構造の使用です。 5. 研究方法論 研究設計: 本研究は、きずの検出、セグメンテーション、および特性評価ステップに続く独立したパイプラインとして意図された、きず等級判定アルゴリズムを設計します。入力は、個別のきずとそのクラスを識別するセグメンテーションマスクであると想定されます。出力は、等級判定に基づく合否判定です。等級判定ロジックは、ASTM E2973-15規格から導出されたルールに基づいており、4つのきずカテゴリ(気孔、引け巣、湯回り不良、異物)に焦点を当てています。 主要な方法論的ステップは以下の通りです: データ収集と分析方法: 等級判定パイプラインをテストおよび検証するために、テスト画像が合成的に生成されました。4つのクラス(気孔、引け巣、湯回り不良、異物)について、様々なサイズと形態を持つ実際のきず(アルミニウムダイカスト部品のグラウンドトゥルースアノテーションから)が抽出され、きずのリポジトリが形成されました。これらの抽出されたきずは、その後、背景画像上にランダムに配置されました。各きずクラスには、後続の処理ステップによる識別のために、固有のカラーコードが割り当てられました(表1)。(図4aは生成されたきずを示し、4bはカラーコード化された分類を示します)。この合成アプローチにより、様々なきず分布を持つ多様なデータセットの作成が可能になりました。 ASTM E2973-15規格は参照画像を使用します(例:気孔については図2)。計算アプリケーションのために、これらの視覚的参照は、700mm²の検査領域内のきず面積と数量に基づく定量的なデジタルメトリック(等級判定ルール)に変換されました。きず面積範囲と700mm²あたりの最大数量に基づいて重大度等級(1〜4)を定義するカスタム参照表(表2)が研究に使用されました。skimage.measure.regionpropsライブラリは、バイナリマスクから検出されたきず(ブロブ)の幾何学的特性(面積など)を抽出するために使用されました。K-Dツリーは、きずの重心を空間的に整理することにより、効率的な分析を可能にしました。 研究トピックと範囲:
Read More
user 04/07/2025 Aluminium-J , Technical Data-J Al-Si alloy , AZ91D , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Review , Segment , STEP この入門記事は、”[アルミニウム-ケイ素合金の高圧ダイカストにおけるダイラタントせん断帯の進化]”という論文に基づいており、”[Preprints.org]”によって公開されました。 1. 概要: 2. 概要: 介在樹枝状晶気孔と正の巨視的偏析の帯は、圧力ダイカストで一般的に観察され、先行研究では、それらが粒状材料中のダイラタントせん断帯と密接な関係があることが示されています。近年の技術開発にもかかわらず、液相線温度と固相線温度の間の合金に対する高圧ダイカスト(HPDC)プロセスにおけるダイラタンシーを支配する微視的メカニズムは、依然として完全には解明されていません。HPDCにおけるダイラタントせん断帯の進化に対する流動と外部凝固晶(ESC)のサイズの影響を調査するために、Al8SiMnMg合金のHPDCサンプルを製造するために、さまざまな充填速度が試行されました。本研究では、結晶の破砕がダイラタンシー濃度の低下を伴い、それによって不明瞭なせん断帯が生成されることを示しています。結晶の破砕が停滞すると、充填速度のさらなる増加(2.2 ms-1から4.6 ms-1)に関連する強化された変形速度は、ダイラタンシーを高度に集中したせん断帯に局在化させます。最適なピストン速度は3.6 ms-1であり、その下では、平均ESCサイズが最小に達し、平均降伏応力と強度と伸びの全体的な積が、それぞれ最大値144.6 MPaと3.664 GPa%に達します。粒状媒体における力鎖座屈の概念を採用することにより、等軸凝固合金におけるダイラタントせん断帯の進化は、OpenFOAMにおけるDEM型モデリングによるさらなる検証に基づいて適切に説明できます。ESC強化ダイレーションの3つのメカニズムが提示され、ESCの存在とそれに続くせん断帯特性に関する以前の報告を解明しています。粒状材料の物理学を等軸凝固合金に適用することにより、HPDCにおけるプロセス最適化と微細構造モデリングに独自の機会がもたらされます。 3. 導入: 高圧ダイカスト(HPDC)は、その高い生産性、寸法精度、および優れた機械的特性により、軽金属の一般的な製造プロセスとして強調されています。ただし、HPDCの射出段階は、急速な充填速度と狭いインゲートに起因する激しい乱流によって特徴付けられます。ヴァンレンスの方程式によって定義されるJファクター[式1]は、初期の流動状態を示す重要なパラメータとして導入されており、製品品質に重大な影響を与えます。 論文は、射出時の集中的な溶融金属せん断が、最終的な微細構造で観察される粗大な外部凝固晶(ESC)の形態と分布に大きな影響を与えることを指摘しています。先行研究が引用されており、充填速度が結晶の破砕と再溶解に影響を与えること、およびESCの存在が凝固合金のレオロジーと欠陥帯の特性に影響を与えることが示されています。 先行研究に基づき、著者らは、等軸凝固合金のレオロジーは、凝集力のない圧縮された粒状材料として解釈できると述べています。このような集合体中の粒子は、収縮と膨張の領域を形成するために再配置することにより、圧縮およびせん断荷重に応答することが言及されています。Al-7Si-0.3MgやMg-9Al-0.7Zなどの合金では、せん断応力の増加は体積膨張(レイノルズのダイラタンシー)[14]につながり、最終的にはせん断帯に局在化します。研究はまた、HPDCプロセスパラメータ、特に増圧段階と熱条件が、せん断帯の形成に影響を与える上で重要であることを示唆しています。この研究は、帯域特性に対する流れ条件の影響を調査することを目的としており、ダイラタントせん断帯の形成における力鎖座屈の影響に焦点を当て、HPDCにおけるESC強化ダイレーションに関する3つの新しいメカニズムを提示します。充填速度がダイラタントせん断帯の進化と結晶形態に及ぼす影響について議論します。 4. 研究の概要: 研究トピックの背景: この研究では、圧力ダイカストで一般的に発生する介在樹枝状晶気孔と正の巨視的偏析に対処しています。先行研究では、これらの欠陥とダイラタントせん断帯との密接な関係が確立されており、粒状材料では十分に文書化されている現象です。HPDC技術の進歩にもかかわらず、HPDC中の液相線-固相線温度範囲内の合金におけるダイラタンシーを支配する微視的メカニズムは、依然として完全に理解されていません。 先行研究の状況: 羽根車レオメトリーと直接せん断セルを利用した先行研究では、等軸凝固合金のレオロジーは、凝集力のない圧縮された粒状材料としてモデル化できることが示されています [12,13]。これらの研究では、そのような集合体中の粒子は、収縮と膨張の領域に再配置することにより、圧縮およびせん断荷重に応答することが示されています。Al-7Si-0.3MgやMg-9Al-0.7Zなどの合金では、せん断応力の増加は体積膨張(レイノルズのダイラタンシー)[14]につながり、最終的にはせん断帯に局在化します。研究はまた、HPDCパラメータ、特に増圧段階と熱条件が、せん断帯の特性に影響を与えることを示唆しています [8,12,16,17]。離散要素シミュレーション(DEM)による粒状集合体における応力-ダイラタンシーの進化に関するトルデシラスの研究は、周期的なジャミング-アンジャミングイベントと、基礎となるメカニズムとしての力鎖座屈を強調しています [18,19]。 研究の目的: 本研究は、HPDCプロセス中のダイラタントせん断帯の進化に対する流動と外部凝固晶(ESC)のサイズの影響を調査することを目的としています。具体的には、粒状材料からの力鎖座屈の概念を等軸凝固合金に適用することにより、HPDCにおけるESC強化ダイレーションの微視的メカニズムを解明することを目的としています。 コア研究: この研究の核心は、Al8SiMnMg合金の実験的HPDCを含み、サンプルを製造するためにさまざまな充填速度を採用しています。研究では、さまざまな流れ条件下でのダイラタントせん断帯の進化を調べ、結果として得られる結晶形態を分析します。この研究では、観察された現象を説明するために粒状媒体における力鎖座屈の概念を採用し、検証のためにOpenFOAMでDEM型モデリングを使用しています。この研究ではさらに、HPDCにおけるESC強化ダイレーションに関する3つの新しいメカニズムを提案し、HPDCにおけるプロセス最適化と微細構造モデリングに関する洞察を提供することを目指しています。 5. 研究方法 研究デザイン: この研究では、Al8SiMnMg合金の高圧ダイカスト(HPDC)を含む実験的デザインを採用しています。サンプルは、さまざまな充填速度(2.2 ms-1、3.6 ms-1、および4.2 ms-1)を備えたFrech 4500 kNロック力コールドチャンバーHPDCマシンを使用して製造されました。 ASTM規格に従って引張試験片を作成しました。提案されたメカニズムの検証には、OpenFOAMを使用したDEM型モデリングを利用しました。 データ収集と分析方法: 研究トピックと範囲: 研究の焦点は次のとおりです。 6. 主要な結果: 主要な結果: 図の名前リスト: 7. 結論: この研究は、HPDC中の等軸凝固合金におけるダイラタントせん断帯の進化は、粒状材料からの力鎖座屈の概念を採用することにより効果的に説明できると結論付けています。流動と結晶粒径は、ダイラタンシーに大きな影響を与える要因として特定され、それによってダイラタンシー濃度とせん断帯内の偏析の程度を制御します。最大ダイラタンシーは、充填速度が2.2 ms-1で観察され、平均ESCサイズが大きくなっています。充填速度を上げると、臨界Jファクターまで結晶の破砕が促進され、ダイラタンシー濃度が低下し、不明瞭なせん断帯につながりました。ただし、充填速度が過度に速いと、変形速度、ダイラタンシー濃度、および明確なせん断帯が増加しましたが、アトマイゼーション現象により空洞内で凝固した結晶粒が大幅に微細化しました。最適なピストン速度3.6 ms-1は、ESCサイズを最小限に抑え、機械的特性を最大化することがわかりました。この研究では、ESC強化ダイレーションに関する3つの新しいメカニズムを提案し、DEMシミュレーションで検証し、HPDCプロセスと微細構造モデリングを最適化するための貴重な洞察を提供します。粒状材料物理学を等軸凝固合金に適用することで、HPDCにおけるプロセス最適化と微細構造制御のための新たな道が開かれます。 8. 参考文献: 9. 著作権:
Read More
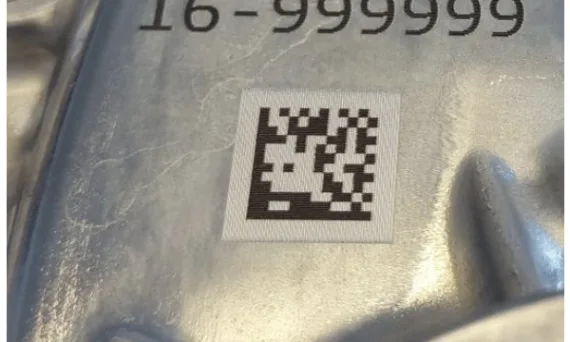
user 04/05/2025 Aluminium-J , Technical Data-J Aluminum Die casting , Applications , CAD , Die casting , Review , Segment , STEP , 金型 , 금형 , 알루미늄 다이캐스팅 本要約の内容は、「[Laserax Inc., Université Laval, Viami International]」所属の研究者らが発表した論文「[Review of technologies for identification of die casting parts]」に基づいています。 1. 概要: 2. 抄録 (Abstract): 部品トレーサビリティは、安全性が重要な用途だけでなく、様々な産業における多くのアプリケーションでますます要求されています。ダイカストも例外ではなく、構造用/高信頼性市場が最も急成長しているセグメントであることを考えると、ダイカストのトレーサビリティとマーキングが注目されているのは当然です。高信頼性部品は通常、生産される部品の100%に対する識別要件があります。これは、部品に関するインシデントが発生した場合に合金およびプロセスデータに即座にアクセスできるだけでなく、部品の品質と管理の向上にも役立ちます。市場にはさまざまな技術が存在し、それぞれに固有の長所と短所があります。ダイカスト産業は、適切なマーキング技術を選択する際に考慮すべき非常に重要な側面をいくつか提示しています。不均一な表面を持つ複雑な部品、マーキング時にしばしば高温であること、短いサイクルタイム、ショットブラスト処理のようなマーキング後のプロセスなどが最も重要なものです。部品マーキングは、鋳造品の生産プロセスにおける重要なステップでありながら、プロセスのボトルネックになるべきでも、不良率の原因となるべきでもありません。本稿は、利用可能なさまざまなマーキング方法を分析し、ダイカスト部品のインラインマーキングに最も適した方法を指摘することを目的としています。温度、サイクルタイム、ショットブラスト後処理の影響に重点を置いたいくつかのマーキング結果が提示されます。結果は、レーザーベースの技術がダイカスト産業のすべての要件に対応するのに適していることを示しています。 3. 序論 (Introduction): トレーサビリティ、ひいては個々の鋳造品へのマーキングは、開発プロセス(プロセスの欠陥を迅速に特定し、どのプロセスパラメータを修正する必要があるかを特定するのに役立つ)と、高信頼性部品の量産[1]の両方において、ますます要求が高まっています。工業的なダイカスト環境における明白な課題は、(a) 速いサイクルタイム(そして部品マーキングは、この非常に資本集約的なプロセスにおいて決してボトルネックになるべきではない)、(b) 完全に平坦ではない表面へのマーキング、(c) マーキング時に通常まだ高温であり、潤滑剤や汚れの残渣で覆われて完全に清浄ではない部品、(d) 熱処理、ショットブラスト、洗浄、エッチング、化成処理などの追加処理にも耐えるマーキングの能力です。最後に、マーキングはその全運用寿命にわたって部品上に安全に残る必要があります。 従来、部品マーキングは完全に反復的なマーキングを得るために、部品を正確な位置にクランプする必要がありました。サイクルタイムが重要であり、プロセスの複雑さと投資を最小限に抑える必要がある場合、理想的には、距離があり、ある程度の公差があっても完全に機能するマーキングシステムが望まれます(例:マーカーから1フィートの距離で、どちらかの方向に1〜2インチの公差があり、部品をどの点にもクランプする必要がなく、単に抽出ロボットがマーカーの前に保持している状態)。本稿では、ダイカスト部品を識別するために利用可能な技術のレビューを提示します。さまざまな技術の長所と短所、およびそれらがどの用途に適しているかを提示します。次に、温度、マーキング速度、ショットブラストなどの後処理の影響に関する結果を提示します。 4. 研究の要約: 研究テーマの背景: 様々な産業、特に安全性が重要な高信頼性ダイカスト部品において、部品トレーサビリティへの要求が高まっているため、信頼性が高く効率的な識別方法が必要です。トレーサビリティは、品質管理、プロセス最適化に役立ち、部品のインシデント発生時に重要なデータアクセスを提供します。 従来の研究状況: 部品識別にはいくつかの技術が存在しますが、ダイカストの文脈ではそれぞれに限界があります。 研究の目的: 本研究は、ダイカスト部品に利用可能なマーキング技術を分析し、業界特有の課題(サイクルタイム、温度、表面状態、後処理)を考慮してインラインマーキングに最も適した方法を特定し、特にレーザーマーキングの性能、ショットブラスト後処理に対する耐性を重点的に調査することを目的としています。 中核研究: 研究の中核は、その潜在的な利点(速度、堅牢性、非接触、高温対応能力、不均一表面での精度)から、レーザーマーキング技術に焦点を当てています。特定された主要な課題は、標準的なレーザーブラックマーキング(表面よりわずかに上に位置する)がショットブラストによって除去されやすいことです。本研究では、ショットブラスト耐性を向上させるために、この窪み内にブラックマークを適用する前にレーザーでクレーターを事前エッチングする戦略(Figure 6)を提案し、調査します。実験は、アルミニウムダイカスト表面に100Wファイバーレーザーを使用して行われ、事前エッチングパラメータ(パス数、速度、ライン間隔)およびコードサイズを変更しました。マーキングされたサンプルは、2つの異なるスチールボールサイズ(S170およびS460)を使用してショットブラスト処理されました。効果は、表面プロフィロメータ(Dektak 150)および目視検査を使用して評価されました。 5. 研究方法論 研究デザイン: 本研究は、2部構成のデザインを採用しました。 データ収集および分析方法: 研究トピックと範囲: 本研究は以下をカバーしました。 6. 主要な結果: 主要な結果: 図のリスト (Figure Name List):
Read More


![Fig. 1. (a) Diagram of HPDC configuration showing different parts, (b) Top view of an actual cast part, and (c) Side view of an actual cast part showing the steps with wall thickness of 1-, 2-, 4-, 6-, 10- and 15-mm. (Adapted with permission from Dalai et al. [19]).](https://castman.co.kr/wp-content/uploads/image-2067-570x342.webp)