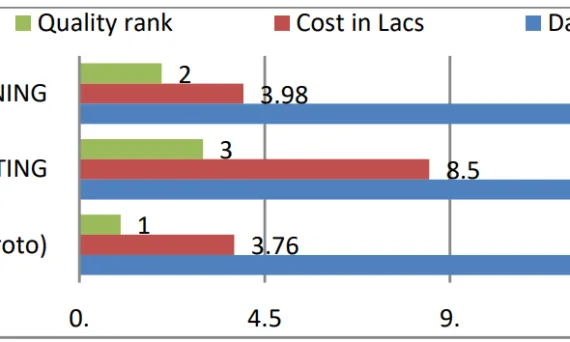
この技術概要は、Piyush Shukla氏によって執筆され、International Journal for Multidisciplinary Research (IJFMR)に掲載された学術論文「Process Selection on the Basis of Time Cost and Quality for Development Components of Aluminium Bracket」(2024年)に基づいています。HPDC(ハイプレッシャーダイカスト)の専門家のために、株式会社CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 製品開発において、特に量産用の金型を製作する前の段階で、設計の妥当性や組立性を確認するための試作品は不可欠です。しかし、アルミニウム部品のプロトタイプを製造するプロセス選択は、これまで明確な基準がありませんでした(Abstract)。多くのエンジニアは、設計プロセスの最終段階で製造方法を検討しますが、最適なアプローチは設計の初期段階から製造上の懸念を考慮に入れることです。これにより、製造が容易でコスト効率の高い設計が実現します(1.1 DEVELOPMENT PROCESS SELECTION)。 特に、自動車部品のようなコンポーネントでは、フィット感や機能テストのために最低でも10個程度の試作品が必要になるケースが多くあります。この「試運転数量(commissioning quantity)」に対して、従来の3Dプリンティングや切削加工は、コストが高すぎるか、あるいは最終製品の材料特性と乖離するという課題を抱えていました。本研究は、このギャップを埋めるための最適なプロセスを特定することを目的としています。 アプローチ:研究手法の解明 この課題を解決するため、研究者たちはアルミニウム製オルタネーターブラケットを対象に、3つの異なる製造プロセスを実用的に比較検証しました。 これらのプロセスでそれぞれ10ペア(20個)のブラケットを製造し、製造に要した総時間、総コスト、そして完成品の寸法精度(CMM測定)と材料特性(硬度、機械的性質)を詳細に比較分析しました。 重要な発見:主要な結果とデータ 本研究から得られた比較結果は、プロトタイプ製造のプロセス選択において非常に明確な指針を示しています。 HPDC製品への実用的な示唆 この研究結果は、実際の製造現場、特に製品開発の初期段階において、具体的かつ実践的なメリットをもたらします。 論文詳細 Process Selection on the Basis of Time Cost and Quality for Development Components of Aluminium Bracket
Read More
革新的な製品開発のパートナー! 株式会社キャストマンは、革新的な製品を生み出すための最高のパートナーです。製品のアイデアから生産まで、CASTMANのエンジニアリングチームと協力し、共に製品を完成させましょう。私たちはお客様の要求事項を深く理解し、より良い製品を作るために絶え間ない努力を続けています。 CASTMANの製品・ソリューション 高圧ダイカスト金型の設計・製作メーカーをお探しですか?アルミニウムダイカスト製品の開発または量産についてお悩みでしたら、迷わず株式会社キャストマンにご連絡ください。 電話番号: +82-31-351-5022Eメール: sales@castman.co.kr コスト削減のための設計および図面検討サービスもご提供いたします。 キャストマンが選ばれる理由:他社との差別化されたサービス 当社は、材料選定から製造性検討(DFM)、設計、コスト削減、シミュレーション、金型製作、量産に至るまで、ダイカスト製品に関連するあらゆるサービスを提供しています。 キャストマンと一緒なら、もう技術力やコスト競争力の心配は要りません! 高圧ダイカスト製品製作のあらゆる課題を解決します! 従来のアルミニウム高圧ダイカストの生産方式では、もはや技術力やコスト競争力の確保が難しいと感じていませんか? キャストマンは、ダイカスト金型の設計・製作から量産まで、ダイカスト製品製作に関するすべてのサービスをワンストップで提供し、お客様のお悩みを解決します。当社の開発・量産サービスで、より優れた製品と革新的なソリューションを体験してください。 キャストマンは、お客様の要求事項を満たし、課題を解決するために、常に最善を尽くします。 Q1. CASTMANの中核的な競争力は何であり、他のダイカストメーカーとの違いは何ですか? CASTMANは単なる部品メーカーにとどまらず、お客様の革新を実現する技術パートナーです。当社の中核的な競争力は、世界最高水準の「ソルトコア(Salt Core)」技術と、高難度の「アルミニウムダイカスト」,「銅ダイカスト」の量産能力にあります。これら2つの独創的な技術により、従来の方法では不可能だった複雑な内部形状の製作、部品の統合、軽量化、そして性能の最大化を同時に達成できます。当社は、プロジェクト初期の設計レビュー(DFM)からシミュレーション、金型製作、量産、そして後処理までを包括するワンストップソリューションを提供します。これは単なる生産を超え、お客様の製品開発リスクを低減し、市場投入までの時間を短縮するという真の価値を提供しており、これがCASTMANが他社と根本的に異なる点です。 Q2. 「ソルトコア(Salt Core)」技術の具体的な利点は何であり、どのような部品に最も効果的ですか? ソルトコア技術は、水溶性の塩(ソルト)を中子(コア)として使用し、鋳造後に水で完全に除去することで、3次元の内部流路(冷却チャネル)や中空構造を一つの部品として実現する革新的な工法です。複数の部品を溶接したり組み立てたりする必要がないため、漏洩のリスクが根本から排除され、製品の信頼性と耐久性が飛躍的に向上します。この技術は、特に電気自動車のモーターハウジング、バッテリーケース及び冷却プレート、そして内部の軽量化が必須の航空・防衛部品など、高性能・高効率が求められる製品に適用した場合にその効果が最大化されます。 Q3. 銅ダイカストは技術的な難易度が非常に高いと言われていますが、CASTMANはどのようにこの問題を克服しましたか? 銅はアルミニウムよりも融点がはるかに高く、金型寿命を短縮するため、ダイカストが非常に難しい素材です。CASTMANはこの技術的な障壁を乗り越えるため、長年の研究開発投資を通じて独自の技術ポートフォリオを構築しました。第一に、銅の高温に耐える金型技術と、金型寿命を延ばす特殊な表面コーティング技術を開発しました。第二に、銅の特性を考慮した製造技術を保有しています。最後に、CAE鋳造解析を通じて事前に欠陥を予測し、最適な鋳造条件を確保します。これらの技術力の組み合わせにより、高い導電性と熱伝導性が要求される様々な産業用および自動車部品を安定的に量産しています。 Q4. CASTMANの製品は、主にどの産業分野のグローバルリーダーと協力していますか? 当社は、高度な技術力と信頼性が要求される様々な最先端産業分野のグローバルリーダーに核心部品を供給しています。最も代表的な分野は電気自動車(EV)産業で、駆動モーター、インバーターハウジング、バッテリーシステム部品などで当社の技術力が高く評価されています。また、超高速データ処理のための5G通信機器の放熱部品、精密性が生命線である防衛産業および航空宇宙部品、医療機器、そして次世代ロボティクス産業においても重要なパートナーとして活躍しています。このように技術集約的な産業に集中することで、当社は単なる部品供給を超え、各産業の技術発展に貢献し、お客様の最も挑戦的な課題を共に解決しています。 Q5. 初期設計段階にありますが、製品設計をダイカストに最適化するための技術支援(DFM)を受けることはできますか? もちろんです。製品量産の成功の鍵は、初期設計段階での最適化にあります。CASTMANは、そのためにDFM(製造性考慮設計、Design for Manufacturing)支援を非常に重要視しており、お客様の核心的な技術パートナーとして積極的に参画します。当社の専門エンジニアチームが、お客様の初期設計案を基に、肉厚の調整、最適な抜き勾配の提案、アンダーカット構造の改善策、そして鋳造欠陥を最小化するゲート及びオーバーフローの位置選定など、ダイカストに最適化された設計変更案を提案します。このプロセスを通じて、お客様は潜在的な生産上の問題を未然に防ぎ、品質向上とコスト削減を同時に実現し、開発期間まで短縮する効果を得ることができます。 Q6. CASTMANの品質保証システムはどのように運営されており、どのような認証を保有していますか? CASTMANは、「品質は妥協できない価値」という哲学のもと、世界最高水準の品質保証システムを運営しています。当社は、自動車産業の厳格な品質マネジメントシステムであるIATF 16949をはじめ、ISO 9001(品質マネジメント)、ISO 14001(環境マネジメント)の認証をすべて取得しています。開発段階から3Dスキャナーや三次元測定器(CMM)を活用した精密分析を行い、量産中にはリアルタイムの工程データモニタリングはもちろん、X線非破壊検査によって製品内部の目に見えない欠陥まで徹底的に管理します。特に気密性が要求される部品は、100%全数リークテストを実施します。このような体系的なプロセスを通じて、お客様には無欠陥の製品のみを供給することをお約束します。 Q7. 生産可能なアルミダイカスト部品のサイズと重量の範囲はどの程度ですか? 当社は、お客様の多様なニーズに対応するため、小型の精密部品から大型の構造物まで生産できる幅広い設備ラインナップを整えています。150トンクラスの小型ダイカストマシンから900トンマシンまで、様々なトン数の設備を保有しています。生産可能な正確なサイズと重量は、部品の形状、構造、そして使用されるアルミニウム合金の種類によって異なりますので、3D図面を共有いただければ、担当の専門家が迅速かつ詳細に生産可能性を検討いたします。 Q8. ダイカストからCNC精密加工、表面処理までをワンストップ(ターンキー)で提供することは可能ですか? はい、可能です。CASTMANは、お客様の利便性と効率性を最大化するため、ダイカスト工程後に必要なすべての後続工程を含むワンストップソリューションを提供しています。ダイカストで成形された素材は、当社の内部加工施設および検証済みのパートナーネットワークを通じて、お客様が要求する精度でCNC加工されます。その後、必要に応じてアルマイト処理、メッキ、粉体塗装などの表面処理、強度向上のための熱処理、そして他の部品との組み立て(アセンブリ)まで一括して行うことができます。お客様は、複数の業者を個別に管理する手間なく、最終完成品を一つの窓口から供給されることで、品質の一貫性を確保し、リードタイムを短縮することができます。 Q9. 内部に冷却流路がある部品の気密性(リークプルーフ)はどのように保証しますか? 気密性は、当社のソルトコア技術が適用された部品の核心的な品質項目であり、完璧な性能を保証するために多段階の検証プロセスを経ています。第一に、設計段階からCAE流動解析を用いて、潜在的な漏洩経路となりうる引け巣の発生を最小化する設計を適用します。第二に、鋳造工程で真空ダイカスト技術を活用し、内部のガス気孔を抑制します。最後に最も重要な段階として、生産されたすべての気密要求部品に対し、100%全数リークテストを実施します。お客様の要求仕様に応じて、空圧または水圧を利用して微細な漏洩まで精密に検出し、必要であればヘリウムリークテストのようなより高精度の検査も行い、完璧な気密性能を保証します。 Q10. 新規金型開発の際、鋳造解析(シミュレーション)サービスを提供して事前に問題を予防しますか? はい、当社はすべての新規金型開発プロジェクトにおいて、鋳造解析シミュレーションを必須として実施しています。これは、「最初から正しく(Right at the First Time)」という当社の開発哲学を実現する核心的なプロセスです。FLOW-3D®のような世界最高水準のCAEソフトウェアを使用し、金型に溶湯が充填され凝固する全過程を3Dでシミュレーションします。これにより、溶湯の流れ、温度変化、圧力分布を分析し、気孔(ポロシティ)、引け巣、湯回り不良といった潜在的な欠陥の発生位置を事前に正確に予測します。解析結果を基に最適なゲートシステムとオーバーフロー設計を確定し、実際の金型製作に着手する前にすべてのリスク要因を除去することで、開発の失敗率を最小化し、量産時の品質安定性を確保します。 Q11.
Read More
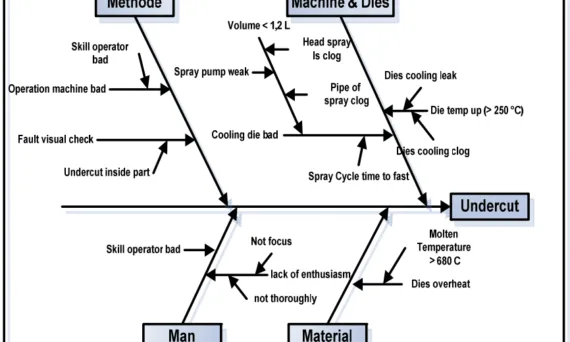
この記事では、[ARPN Journal of Engineering and Applied Sciences]が発行した論文「Corrective and preventive actions of motor cycle cylinder component leak problem on casting process」を紹介します。 1. 概要: 2. 概要またははじめに 不良品は、製造プロセスにおける望ましくない品質逸脱です。オートバイのシリンダー部品の鋳造プロセスにおいて、不良品問題は主要な問題の一つであり、その発生率は4.47%です。本研究は、目標値を3.6%に設定し、この問題を低減することを目的としています。問題分析と是正処置の開発には、品質補助ツールとしてのセブンツールを用いたPlan Do Check Action (PDCA)手法を使用しました。分析の結果、問題の原因はシリンダー部品のアンダーカットとポーラスであることが示されました。材料、機械、検査に関連する是正処置が実施されました。是正処置の結果、不良品率は3.17%に低下しました。予防処置は、将来の再発を防ぐために、不適合製品の潜在的な原因を減少させるために実施されました。 3. 研究背景: 研究トピックの背景: 今日、オートバイ産業は巨大な産業となり、製品品質に高い基準を適用しています。ファイゲンバウム(Feigenbaum, 1991)によれば、品質とは、マーケティング、エンジニアリング、製造、そして製品とサービスが顧客の期待を満たすために使用されるメンテナンスに至るまでの、製品とサービス全体の特性の組み合わせです。一方、ANSI/ASQC規格(1978)の定義に基づくと、品質とは、与えられた満足の必要性を保証できる製品またはサービスのすべての特徴と特性です。クロスビーは、トータルクオリティマネジメント(TQM)は、顧客満足度を高め、すべての管理者と従業員の関与を優先し、定量的な方法を使用する経営システムの戦略と統合であると主張しました(Bhat dan Cozzolino, 1993)。ISO 9001: 2008に基づき、品質マネジメントシステムの採用は、組織の戦略的意思決定として望ましいものです。組織における品質マネジメントシステムの設計と実施は、組織環境、さまざまな必要性、主な目的、利用可能な製品、適用されるプロセス、組織の規模と構造によって影響を受けます。 既存研究の状況: 組織は、品質方針、品質目標、監査結果、データ分析、是正処置および予防処置、および経営上の考慮事項を用いることによって、品質マネジメントシステムの有効性を継続的に改善する必要があります。組織は、再発を防止するために、不適合の原因を減少させるための是正処置を行う必要があります。予防処置は、起こりうる問題の予防に正確でなければなりません。PDCAサイクルは、継続的な改善を生み出すために使用される手法であり、作業プロセスまたはプログラムの実行に効果的に使用されます。PDCAサイクルは、一時的および永続的な改善という2種類の改善を行う可能性があります。セブンツール(7つの品質補助ツール)は日本発の用語であり、QCサークルおよび継続的改善と切り離すことはできません。セブンツールは、パレート図、特性要因図、チェックシート、ヒストグラム、散布図、フローチャート、管理図です。 研究の必要性: 不良品は、製造プロセスにおける望ましくない品質逸脱であり、産業における主要な問題の一つです。オートバイのシリンダー部品の鋳造プロセスでは、不良品問題が4.47%の割合で発生しており、これは企業の目標値である3.6%を上回っています。したがって、不良品率を目標値以下に低減するためには、是正処置と予防処置が必要です。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は、ダイカストプロセスにおけるシリンダー部品の不良品率を低減し、企業目標である3.6%を達成することです。 主な研究: 本研究は、ダイカストで製造されたオートバイのシリンダー部品のリーク問題の原因を分析し、PDCA手法とセブンツールを用いて是正処置と予防処置を実施し、不良品率を低減することに焦点を当てています。 研究仮説: 本論文では、研究仮説は明示的に述べられていません。しかし、PDCAとセブンツールを適用し、欠陥の根本原因(アンダーカットとポーラス)を特定し、是正処置と予防処置を実施することで、不良品率を4.47%から目標値の3.6%未満に低減できると暗黙のうちに仮説を立てています。 5. 研究方法 研究デザイン: 本研究では、PDCA手法とセブンツールを用いて、オートバイのシリンダー部品の鋳造プロセスにおけるリーク問題という不良問題を分析します。研究方法のステップは、問題の明確化、研究目的の決定、文献レビュー、研究範囲の確立、データ収集と計算、データ分析、是正処置の開発、予防処置の開発、研究結果の結論です。
Read More
user 01/30/2024 Fixed Page-J Aluminum Die casting , Battery Parts , Certificate , Computer simulation , Cu & Brass Die Casting : Rotor , Die casting , Heat Sink , ISO 14001 , ISO 14001 Certificates , ISO 9001 , ISO/TS 16949 , Safety Belt Parts , Salt Core , Salt Core Casting (for Al Die Casting) , Segment , 金型 , 금형 ㈱CASTMANは、多年にわたり蓄積されたダイキャスティングエンジニアリングの専門知識と技術経験を備えた高品質なダイキャスティング専門企業です。 当社では、金型設計および製作からコンピュータシミュレーション、ダイキャスティング、後加工まで、ダイキャスティングに関するすべてのプロセスを実施しています。CASTMANはエンジニアリングの専門性を基に、銅、アルミニウム、亜鉛合金をダイキャスティングし、さまざまな製品を開発・量産しています。 私たちは顧客なしには成長できないと信じています。これを念頭に置き、CASTMANは常に顧客満足を最大化し、企業と顧客がWin-Winの状態になるよう努力しています。 当社のウェブサイトを訪れていただき、ありがとうございます。 会社名: 株式会社 キャストマン代表取締役: ホン・キウォン (Ki Won, Hong) 本社/工場: 郵便番号 18544(道路名)京畿花城市マド面マドロ 421-24(地番)京畿花城市マド面クムダンリ 214-25 ソウル支社:ソウル特別市金浦区カサンデジタル1ロ168 ウリムライオンズバリー B棟 302号Phone : 02-2026-0440 Connection & Development Networks