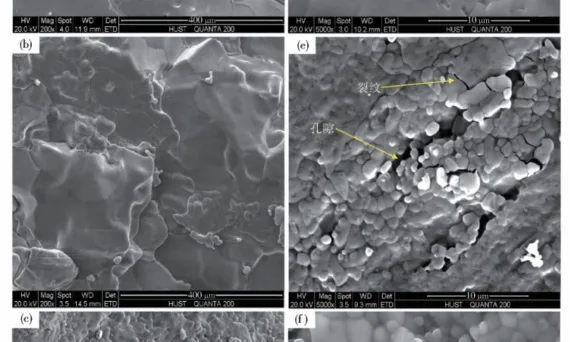
user 07/23/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Casting Technique , Die casting , Efficiency , High pressure casting , Microstructure , Quality Control , Salt Core , 금형 この技術概要は、TU Suo、FAN Zi-tian、LIU Fu-chu、GONG Xiao-longによって執筆され、『Chinese Journal of Engineering』(2017年)に掲載された学術論文「Preparation and properties of a binary composite water-soluble salt core for zinc alloy by die casting」に基づいています。HPDC(高圧ダイカスト)の専門家のために、CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 数十年にわたり、技術者たちは精巧な内部形状を持つ亜鉛合金ダイカストの製造に苦労してきました。亜鉛合金は優れた鋳造性と機械的特性を提供しますが、長くて細い通路や複雑なアンダーカットのような形状を作り出すことは問題でした。従来の砂やセラミックのコアは、強度は高いものの、特に薄肉の鋳物から完成後にきれいに取り除くことが非常に困難です。 代替案である水溶性ソルトコアは、残留物なしで簡単に除去できるという利点があります。しかし、既存の単一成分ソルトコアは、亜鉛合金HPDCに必要な機械的強度に欠けています。亜鉛はアルミニウムやマグネシウムに比べて密度が高いため、溶融金属が射出中により大きな力をコアに加えます。これにより、しばしばコアの破損、亀裂、そして最終部品の寸法不正確さにつながります。この研究は、亜鉛HPDCの厳しいプロセスに耐える強度を持ち、かつ容易に除去できるソルトコアに対する業界の重要なニーズに直接応えるものです。 アプローチ:研究方法の解明 強度問題を解決するため、研究者たちは高融点の塩化カリウム(KCl)と低融点の硝酸カリウム(KNO₃)の混合物からなる二元複合ソルトコアを作成しました。[ABSTRACT]。研究された特定の組成は、20% KClと80% KNO₃(モル比)でした。 研究方法は以下の通りです: ブレークスルー:主要な研究結果とデータ 結果は、20% KCl-80% KNO₃の二元複合コアが、単一成分のコアに比べて優れた性能を持つことを明確に示しています。 貴社のHPDC製品への実践的な示唆 この論文の知見は、亜鉛合金部品設計の限界を押し広げようとする製造業者にとって、直接的で実行可能な示唆を持っています。 論文詳細 亜鉛合金ダイカスト用二元複合水溶性ソルトコアの作製と特性 1. 概要: 2. 抄録: 圧力ダイカストによる亜鉛合金鋳物の複雑な内部空洞形状を実現するためには、水溶性ソルトコアの溶解性の低さと高い強度要件の問題を解決する必要があります。高融点の塩化カリウム塩と低融点の硝酸カリウム塩をコア材料として使用しました。溶融および重力注入のプロセスにより、高強度の二元複合水溶性ソルトコア(WSSC)が形成されました。塩化カリウムコア、硝酸カリウムコア、および二元複合WSSC(20% KCI-80% KNO₃)の性能特性を調査しました。走査型電子顕微鏡(SEM)およびX線回折(XRD)研究を行い、WSSCの微細形態と相組成を調べました。結果は次のことを示しています:二元複合WSSCは優れた総合性能を持ち、その曲げ強度は21.2 MPaを超え、24時間の吸湿率は0.568%であり、80°Cの水中での水溶性率は208.63 kg·min⁻¹·m⁻³を超え、純粋なソルトコアとは異なり表面に亀裂やしわがありません。二元複合ソルトコアにおける亀裂の成長は偏向によって起こり、これが曲げ強度向上の主な理由です。[ABSTRACT]。 3. 緒言: 亜鉛合金は、その低い融点、高い強度、耐食性により、高品質な部品に広く使用されています。これらの部品の多くは複雑な内部空洞を必要とし、通常はコアを使用して形成されます。しかし、亜鉛合金ダイカストの場合、従来のコアは大きな課題を提示します。樹脂砂やセラミックコアは、鋳造後の清掃が困難です。水溶性ソルトコアは有望な代替案であり、アルミニウムやマグネシウムのダイカストで成功裏に使用されています。しかし、亜鉛合金は密度が高いため、はるかに高い強度のコアが必要です。以前の研究では、単一成分のソルトコアはしばしば弱すぎて亀裂が発生しやすいことが示されています。したがって、亜鉛合金ダイカスト専用の高強度で容易に除去可能なソルトコアを開発することは、非常に実用的な重要性を持っています。 4. 研究の概要:
Read More
本紹介資料は、「International Journal of Mechanical Engineering」に掲載された論文「Minimise the Nonfilling defect in the high pressure casting process component for an automotive application with metal flow simulation analysis」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストプロセスは、あらゆるエンジニアリング用途を解決するための、世界で不可欠な主要鋳造プロセスの一つです。高圧ダイカスト製品は、航空宇宙、自動車、家庭用、農業、その他のエンジニアリング用途など、非常に多くの用途で使用されています。高圧ダイカストプロセスにおける不良率は約7%から10%です。不良率には、表面欠陥および内部欠陥による不合格品が含まれます。表面欠陥は目視可能であり、プロセス稼働中に最大限解決できます。すべての表面欠陥の中で、充填不足(non-filling)は、鋳物のあらゆる構成において最も繰り返し発生する欠陥の一つです。コールドショット、チップオフ、クラック、鋳物破損などの一部の表面欠陥は、プロセス自体で排除できます。しかし、充填不足のような表面欠陥は、すぐには解決できません。これには、マシンパラメータの最適化や金型設計コンセプトのような分析が必要です。 3. 緒言: 高圧ダイカストプロセスでは、高温の溶融金属を閉じた鋼製金型に射出します。鋳物の厚さに応じて、鋳物の凝固のために一定時間(最小6秒~最大15秒)保持する必要があります。凝固後、金型が開き、鋳物が突き出され、エキストラクタが鋳物を回収します。次の操作を行う前に、金型を所望の温度値(240°C)まで冷却する必要があります。そうしないと、鋳物が金型に固着する可能性があります。この目的のために、金型はRO水と混合された特殊な化学クーラントを使用して冷却されます。金型は、鋳物の面積に応じて、スプレーにより数秒間(最小4秒~最大10秒)化学クーラントで冷却されます。その後、次のサイクルが繰り返されます。鋳物は、バリや余分な突出材料を除去するためのさらなる工程に進みます。 4. 研究の概要: 研究テーマの背景: 現在の高圧ダイカストプロセスでは、不合格品が非常に高いコストをもたらしています。不合格率は最大9%に達し、これは組織にとって非常に大きな損失です。これらの不合格品は、充填不足5%、ボディリーク3%、残りが表面欠陥によるものです。表面欠陥の寄与はわずか1%までです。充填不足欠陥は、表面欠陥の一つとしても知られています。一部の表面欠陥は、金属温度、圧力、速度などのプロセスパラメータを変更することによって、プロセス自体で低減できます。1バッチ数量(500個)の不合格品詳細の寄与をパレート分析で示します。提示されたパレート分析によると、充填不足欠陥が全鋳造不合格品の約47%を占めており、最も重要な欠陥となっています。 先行研究の状況: 論文によると、従来の方法では、ダイカスターが機械と金型から欠陥のない新しい鋳物を得るまで、試行錯誤を通じてプロセスパラメータを微調整することが含まれます。この手動アプローチは時間がかかると説明されています。MAGMASOFTのようなシミュレーション方法は存在し、圧力ダイカストを含む様々な鋳造プロセスに広く使用されており、乱流充填や金属温度を分析する機能を提供します。 研究の目的: 本研究は、金属流動シミュレーション解析を用いることにより、自動車部品向け高圧ダイカスト部品における充填不足欠陥を最小化することを目的としています。シミュレーションを使用して金属流動経路を確認し、異なる場所での温度を分析し、鋳物内の欠陥位置を特定し、ランナー設計とマシンパラメータを最適化することで、不良を削減しプロセスを改善することが目的です。 研究の核心: 研究の核心は、MAGMASOFT流動シミュレーションソフトウェアを使用して自動車部品の高圧ダイカストプロセスを分析することでした。主に金属の入口位置とランナー断面積を変えた4つの異なるランナー設計モデルが作成されました。シミュレーションでは、ショットサイクルの3つのフェーズ(S1:低速アプローチ、S2:高速充填、S3:増圧)にわたる溶融金属の金型への乱流充填を分析しました。金属温度、圧力、速度、充填時間、充填率などの主要なパラメータを、様々な場所と段階(モデルごとに18段階を分析)で評価し、4つのランナー設計の性能を比較しました。目標は、充填不足欠陥のリスクを最もよく軽減する設計を特定することでした。シミュレーション結果は、最適な設計(Model-4)に基づいて金型を製造するために使用され、その後、結果を検証するために実験的試行が行われました。 5. 研究方法論 研究設計: 本研究では、シミュレーションに基づく比較研究を行い、その後、実験的検証を行いました。高圧ダイカスト金型用の4つの異なるランナー設計をMAGMASOFTを使用してシミュレーションしました。シミュレーション結果(充填時間、充填率、温度分布)を比較して、充填不足欠陥を最小化するための最適な設計を特定しました。次に、選択された設計(Model-4)に基づいて金型を製造し、実際の不良率を測定してシミュレーション予測を検証するための生産試行を実施しました。 データ収集と分析方法: データ収集には以下が含まれました: 研究トピックと範囲: 本研究は、自動車部品の高圧ダイカスト(HPDC)プロセスに焦点を当てました。主な範囲は、金属流動シミュレーション解析(具体的にはMAGMASOFT)の適用による充填不足欠陥の削減でした。研究には以下が含まれました: 6. 主な結果: 主な結果: 図表リスト: 7.
Read More
user 04/11/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , AUTOMOTIVE Parts , CAD , Die casting , High pressure casting , High pressure die casting , Microstructure , Sand casting , 자동차 산업 この紹介資料は、「ARCHIVES of FOUNDRY ENGINEERING」に掲載された論文「Anodization of cast aluminium alloys produced by different casting methods」に基づいています。 1. 概要: 2. アブストラクト (Abstract): 本稿では、AlSi12およびAlSi9Cu3アルミニウム鋳造合金のアノード酸化に対する、砂型鋳造と高圧鋳造という2つの鋳造法の有用性を調査した。電解液組成、温度、電流タイプ、電流値などの定義されたアノード酸化パラメータを用いて、陽極酸化アルミナ表面層を生成した。選択したアルミニウム鋳造合金のアノード酸化後の陽極酸化層の品質、寸法、特性を調査した。アルミナ層は光学顕微鏡を用いて観察し、機械的特性も測定し、摩耗試験はABR-8251装置を用いて行った。研究には、アルミニウム鋳物に得られた陽極酸化層の化学組成、形状、粗さの影響分析が含まれた。実施された調査は、今後の研究分野、特にアルミニウム鋳造合金のアノード酸化プロセスの最適化の方向性を示している。例えば、建築構造物、電子部品、航空および自動車産業の構造部品などの過酷な環境での用途を増やすために、元素の耐食性を向上させ、適切な陽極表面層を得る範囲などである。 3. 導入 (Introduction): 環境条件下では、アルミニウム部品の表面は自然に薄いアルミナAl2O3層で覆われる。この層の厚さは、材料、環境、暴露時間に応じて数十ナノメートル程度である。適切なアノード酸化技術を選択することにより、層の厚さを数マイクロメートルの値まで増加させることができる。この方法を用いると、表面は塩水、酸性溶液、外部からの機械的影響などの環境要因に対してより高い耐性を持つようになる。アノード酸化はアルミニウム合金部品の腐食保護に一般的に使用されており、そのため陽極表面層の特性と品質を決定するためのISO 7599やDIN 17611などの国際規格が存在する。材料工学の進歩により、構造材料と工具材料の両方に関して、金属材料の強度に関する問題を満足に解決することが可能になった。近年、様々な産業分野でのアルミニウム合金の使用が継続的に増加しており、アルミニウムおよびその合金、アルミニウムマトリックス複合材料の製造技術の開発が多くの科学機関で観察されている[6-9]。陽極酸化層は、アルミニウム電子部品、家庭用品、器具部品、庭園家具、観光およびスポーツ用品、自動車付属品、アルミニウム建具の要素に適用され、保護的および装飾的な機能を持つ。酸化物層はコンデンサの電極用アルミニウム箔にも生成される。硬質陽極酸化層は航空および自動車産業に適用できる[10-12]。しかし、陰極部位として作用する銅の金属間化合物の存在は、銅含有アルミニウム合金を腐食攻撃に対してより脆弱にする。高い銅含有量は、アルミニウム合金をアノード酸化するのが最も困難な合金の一つにする。厚い陽極酸化皮膜の生成は硬質アノード酸化条件下でのみ可能であるが、この合金は局所的な焼損(バーニング)を起こしやすい。厚い多孔質酸化物が生成される際、Al-Cu合金のアノード酸化プロセス中に酸素発生による皮膜割れも観察される。この合金の特有の特徴は、合金/皮膜界面に比較的狭い銅濃化領域が形成された後、アノード酸化中に銅の酸化が起こることである。これは皮膜形成中の電流効率の低下をもたらす。この低下は、銅リッチ領域上での酸素発生にも起因しており、確立された銅腐食抑制剤が電流効率を改善するために使用されてきた[13-16]。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): アノード酸化はアルミニウム合金の重要な表面処理であり、耐食性と耐摩耗性を向上させる。結果として得られる陽極酸化層の特性は、合金組成、その製造プロセス(鋳造法)、およびアノード酸化パラメータに依存する。合金中の銅含有量はアノード酸化プロセスを複雑にする可能性がある。 従来の研究状況 (Status of previous research): アノード酸化は、既存の国際規格と既知の用途を持つ、確立されたプロセスである。これまでの研究では、合金の種類、アノード酸化パラメータ(電解液、電流、温度)の影響、および特定の合金組成(例:高銅含有量)に関連する課題が、結果として得られる陽極酸化層の特性と形成メカニズムに及ぼす影響が調査されてきた[1-16]。 研究の目的 (Purpose of the study): AlSi12およびAlSi9Cu3アルミニウム鋳造合金のアノード酸化に対して、砂型鋳造と高圧ダイカストという2つの異なる鋳造法の有用性を調査すること。本研究は、形成されたアルミナ層の構造と厚さを調べ、鋳造法が結果として得られる陽極酸化層に及ぼす影響を比較することを目的とした。 中核となる研究 (Core study): 2つのアルミニウム合金、EN AC-AlSi12(b)およびEN
Read More
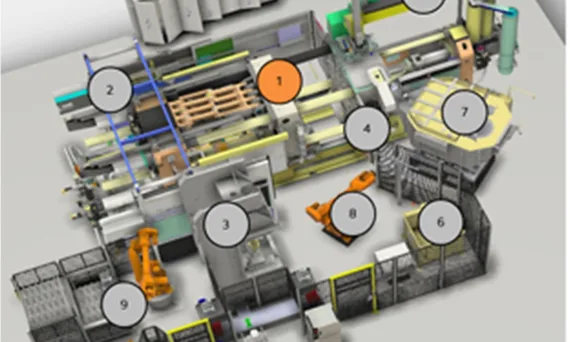
user 04/03/2025 Aluminium-J , automotive-J , Technical Data-J CAD , Die casting , Efficiency , High pressure casting , High pressure die casting , STEP , 金型 , 금형 , 자동차 , 자동차 산업 本紹介論文は、「Rocznik Ochrona Środowiska」によって発行された論文「Green Innovations in Foundry Production Processes of Automobile Castings」に基づいています。 1. 概要: 2. 抄録: 本論文は、自動車部品の生産におけるエネルギー節約と化学物質使用に関する個々の可能性を扱っています。具体的には、エンジンブロックやギア・クラッチハウジングのような形状が複雑な鋳造品を high-pressure die-casting technology を用いて生産するアルミニウム鋳造工場の操業に焦点を当てています。生産プロセスに関して、鋳造作業は高いエネルギー消費と大量の廃水発生を特徴とします。一方で、様々なイノベーションを導入し、節約を追求する大きな可能性も存在します。本論文は、鋳造作業全体にわたる選ばれた革新的なソリューションを提示し、エネルギー消費節約、廃水生産削減、化学物質使用量削減におけるそれらの利点を評価することを目的としています。提示された節約の影響は、部品生産に関する財務面と、CO2 production に関する環境面の両方で評価されます。 3. 序論: 今日、環境保護への関心が高まっており、人間のあらゆる活動分野に関連する有害物質の生産を削減する一般的な取り組みが進んでいます。これは産業部門(Lenort et al. 2019, Gabrylewicz et al. 2021)および一般の工業生産にも当てはまります。green production(Saetta & Caldarelli 2020)や都市および関連するグリーンロジスティクス(Sharma et al. 2023, Chamier-Gliszczynski 2012)といった新しいトレンドがここで適用されています。廃棄物を最小限に抑え、回収し、廃棄物管理システムを構築する圧力もあります(Espuny et al. 2022, Ignatowicz et al. 2021)。製品ライフサイクル全体(LCA)を通じてすべての活動を監視・評価するという包括的なアプローチを適用することも重要です(Bajdur et al. 2023, Chamier-Gliszczynski & Krzyzynski 2005)。生産性と効率性に対する高い要求を持つ現代の工業生産は、現在、エネルギー資源面での節約を見つけることに非常に注力しています。あらゆる種類のエネルギーにおけるエネルギー節約の達成(Kuczynski
Read More
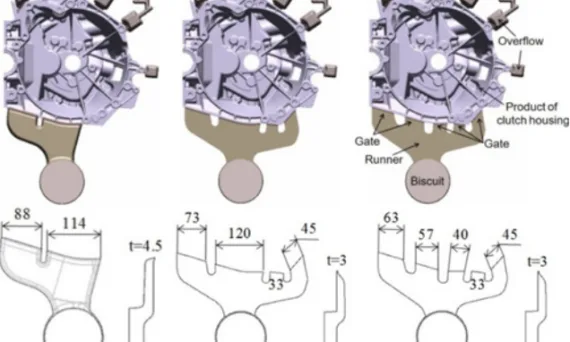
user 04/02/2025 Aluminium-J , automotive-J , Technical Data-J Aluminium die coating , aluminum alloy , aluminum alloys , AZ91D , CAD , Casting Technique , Die casting , High pressure casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , 금형 , 자동차 산업 本紹介資料は、「International Journal of Precision Engineering and Manufacturing」に掲載された論文「Mould Design for Clutch Housing Parts using a Casting Simulation of High Pressure Die Casting」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストを適用した自動車用クラッチハウジング部品を製造するために、以下の3つのゲートシステム設計が考慮されました。これらのゲートシステム設計を実際の実験で採用するにはコストと時間がかかりすぎるため、代わりに鋳造シミュレーションプログラムが使用されました。金型を充填する要素としての流動挙動が解析されました。溶湯が金型に完全に充填された後の空気圧とエアポケットに基づいて、最終的なゲートシステム設計が選択されました。5つのゲートを持つ3番目のゲートシステム設計は、他の設計よりも欠陥が少なく、均一であると予想されました。冷却チャネルとチルベントが設計されました。実際の鋳造試験では、合計5つの製品が製造されました。すべて健全であり、充填不足箇所や表面欠陥はありませんでした。実際の試験では、解析に基づいて引け巣の発生が予想されましたが、実際に引け巣が発生した製造品のそれらとは正確には一致しませんでしたが、類似していました。硬さは場所に関わらず約84 HVでした。 3. 緒言: 高圧ダイカストは、高速・高圧を用いる鋳造プロセスです。非鉄金属を金型に急速に充填し、その後凝固させ、鋳物を金型から取り出します。この方法は、複雑で精密な形状を持ち、均一な品質を持つ製品の大量生産に適しています。さらに、薄板タイプの製品を製造することも可能です。適用分野は拡大し続けています。高圧ダイカストはアルミニウム合金にしばしば適用され、最近では、自動車メーカーがマグネシウム合金を用いた高圧および高真空ダイカストの適用による大量生産の研究を行っています。高圧ダイカストで発生しうる欠陥には、空気や他の物質の巻き込みなどの流動欠陥、充填プロセス中の微小気孔(ブローホールやピンホール)、凝固プロセス中の引け巣などがあります。過去の金型設計では、金型設計者や現場技術者の試行錯誤法に多くの困難がありましたが、最近の高圧鋳造金型設計では、初期開発段階から充填および凝固プロセスに対してComputer Aided Engineering (CAE)を採用しており、製品品質の予測と評価に基づいて最適な金型設計計画を確立することが可能になっています。さらに、多くの設計者が現場経験に基づいてCAEと組み合わせた金型設計手法を採用するにつれて、不良率はコスト削減と開発期間短縮とともに減少しています。この分野で発表された論文のほとんどは、鋳造シミュレーションや鋳造技術、および大量生産の方法で製造コストを削減するための改善方法に焦点を当てています。対照的に、製品の品質を決定する金型設計に関する研究はほとんどありません。本研究では、鋳造ソフトウェアであるMAGMAを用いて、自動車エンジンの動力を制御または伝達するクラッチハウジング製品の鋳造シミュレーションを含みます。まず第一に、充填および凝固プロセスにおける潜在的な鋳造欠陥を予測または防止することにより、製品を大量生産するための最適なゲートシステム設計と鋳造条件が求められました。データベースに基づいて、鋳造コストを最小化する方法が次に求められました。最適なゲートシステム設計が金型設計に適用され、金型製作後、鋳造プロセスにおける欠陥を最小限に抑えた可能な限り最高の品質の製品が製造されました。 4. 研究の概要: 研究テーマの背景: 高圧ダイカスト(HPDC)は、複雑で精密、かつ均一な品質の部品、特に自動車産業向けのアルミニウムやマグネシウムなどの非鉄合金製の薄肉部品の大量生産に広く用いられる製造プロセスです。しかし、HPDCプロセスは、流動欠陥(空気巻き込み)、微小気孔(ブローホール、ピンホール)、引け巣などの欠陥が発生しやすい傾向があります。 従来の研究状況: 従来、金型設計は設計者や技術者の試行錯誤の経験に大きく依存していました。近年では、初期設計段階から充填および凝固プロセスをシミュレーションするために、Computer Aided Engineering(CAE)ツールがますます採用されています。これにより、金型設計の予測、評価、最適化が可能となり、欠陥、コスト、開発期間の削減につながっています。多くの研究がシミュレーション技術やコスト削減に焦点を当てていますが、金型設計が製品品質にどのように影響するかに特化した研究は比較的少ないです。 研究の目的: 本研究は、鋳造シミュレーションソフトウェア(MAGMAsoft)を利用して、HPDCによりALDC 12アルミニウム合金で製造される自動車用クラッチハウジング部品のための最適な金型を設計することを目的としました。具体的な目標は、最良のゲートシステム設計と鋳造条件を決定し、充填および凝固中の潜在的な鋳造欠陥を予測・防止し、シミュレーションデータに基づいて製造コストを最小化し、最終的に最適化された金型設計を通じて欠陥を最小限に抑えた高品質な部品を生産することでした。 研究の核心: 研究の核心は、Pro/ENGINEERとMAGMAsoftを使用してクラッチハウジング部品用の3つの異なるゲートシステム(Case I、II、III)を設計し、シミュレーションすることでした。Case Iは垂直ゲートを特徴とし、Case IIはサイドゲートを含む4つのゲートを使用し、Case IIIは流れを制御するためにCase IIを5つのゲートに変更したものです。冷却チャネルは計算された熱負荷(式1~8)に基づいて設計され、スポット冷却とライン冷却を組み合わせています。ガス排出を容易にするために、波形のチルベント(STD 61材)が設計されました。MAGMAsoftを使用して鋳造シミュレーションが実施され、定義されたHPDC条件下(ALDC 12合金、STD 61金型、特定の温度、速度、1600トンマシン)で各ゲート設計の充填挙動、温度分布、空気接触、空気圧、凝固パターンが解析されました。最も均一な充填と最も少ない欠陥を予測したシミュレーション結果に基づき、Case IIIが選択されました。最後に、Case
Read More
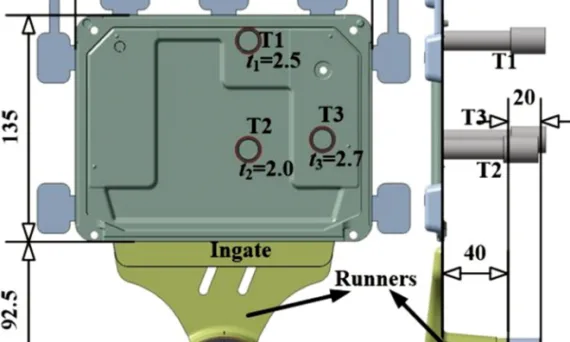
user 03/07/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , AZ91D , CAD , Computer simulation , Die casting , High pressure casting , High pressure die casting , High pressure die casting (HPDC) , temperature field , 금형 この論文概要は、[‘CHINA FOUNDRY’]が発行した論文「[‘高圧ダイカストプロセスにおける界面熱伝達係数の決定とその応用’]」に基づいて作成されました。 1. 概要: 2. 抄録または序論 本論文では、高圧ダイカスト(HPDC)における界面熱伝達の研究進捗をレビューします。界面熱伝達係数(IHTC)の決定、鋳造厚さの影響、プロセスパラメータ、および鋳造合金がIHTCに及ぼす影響に関する結果を要約し、考察します。熱境界条件モデルは、2つの相関関係、すなわち(a)IHTCと鋳造凝固率、(b)IHTCピーク値と初期金型表面温度に基づいて開発されました。次に、境界モデルをHPDCにおける温度場決定に適用し、優れた一致が確認されました。 3. 研究背景: 研究トピックの背景: 高圧ダイカスト(HPDC)は、薄肉部品を製造するためのネットシェイププロセスです。ダイカストの優れた特性により、ダイカスト製品は自動車、航空宇宙、医療、電子機器、およびその他の産業でますます使用されています。金型充填、凝固、および金型内部の温度分布を予測する数値シミュレーション技術は、鋳造技術および鋳造製品開発において非常に重要になっています。しかし、シミュレーションの有効性は、材料特性の精度と、金属-金型境界およびシミュレーションソフトウェアの初期条件に依存します。金属-金型界面での熱伝達挙動を特徴づける界面熱伝達係数(IHTC)は、コンピュータシミュレーションにおける凝固プロセス中の最も重要なパラメータの1つと考えられています。IHTCの決定と応用は、現在研究者にとって重要な課題となっています。 既存研究の現状: IHTCを決定するための既存の方法は、(1)純粋解析的アプローチ、(2)経験的相関関係に基づく半解析的アプローチ、(3)数値的アプローチに分類されます。純粋解析的および半解析的アプローチは、IHTCが一定であると仮定していますが、これは重大な制限です。数値的アプローチ、特に逆熱伝導問題(IHCP)は、界面を横切る熱流束履歴をより完全に探求する方法を提供します。過去の研究では、1970年代からHPDCにおけるIHTCが調査されてきましたが、温度測定は依然として困難な課題であり、不適切な熱電対の設置は不確実性につながる可能性があります。 研究の必要性: HPDCにおいてIHTCを正確に決定することは、鋳造プロセスと製品開発を最適化するために不可欠な数値シミュレーションの精度を向上させるために非常に重要です。HPDCにおける過渡的な熱伝達の性質と直接測定の困難さから、IHTCの決定とプロセスモデリングへの応用に関する堅牢な方法に関するさらなる研究が必要です。 4. 研究目的と研究課題: 研究目的: 本論文は、高圧ダイカスト(HPDC)における界面熱伝達係数(IHTC)の決定に関する研究進捗をレビューし、清華大学グループの実験的知見に基づいた熱境界条件モデルを提示することを目的としています。 主要な研究内容: 研究仮説: 明示的に仮説として述べられていませんが、本研究は以下の前提に基づいています。 5. 研究方法 研究デザイン: 本論文は、既存の文献と著者の独自の研究を要約したレビュー論文です。清華大学グループが実施したダイカスト実験からの実験的知見を組み込み、熱境界条件モデルの開発と検証を裏付けています。 データ収集方法: 本論文では、著者および他の研究者による過去の研究からの実験データをレビューします。清華大学グループの実験では、特別に設計された「ステップ形状」、「フィンガー形状」、「カバープレート形状」の鋳造品(図1)を利用しました。温度測定は、ダイカスト界面から1、3、6mm離れた位置で、特殊な温度センサーユニット(TSU)を使用して行われました。 分析方法: 本論文では、IHTC決定のためのさまざまな解析的、半解析的、および数値的方法について考察します。清華大学グループは、逆解析法を用いて熱伝達係数を評価しました。相関分析および回帰分析法を使用して、IHTC、プロセスパラメータ、鋳造凝固率、および金型表面温度間の関係を確立しました。 研究対象と範囲: 本研究は、高圧ダイカスト(HPDC)における界面熱伝達に焦点を当てています。範囲は以下を含みます。 6. 主な研究結果: 主要な研究結果: 提示されたデータの分析: 図リスト: 7. 결론: 7. 結論: 主な調査結果の要約: 本論文では、高圧ダイカスト(HPDC)における界面熱伝達係数(IHTC)の決定に関する研究進捗をレビューしました。IHTC決定のための3つの主要なアプローチを要約し、HPDCにおける正確な温度測定の課題を強調しました。清華大学グループの研究進捗を提示し、IHTC、鋳造凝固率、および初期金型表面温度間の相関関係に基づく熱境界条件モデルを開発しました。モデルはシミュレーションを通じて検証され、実験データと優れた一致を示しました。 研究の学術的意義: 本レビューは、HPDCにおけるIHTC研究の包括的な概要を提供し、決定方法と影響要因に関する知識を統合します。開発された熱境界条件モデルは、HPDCシミュレーションにおける金属-金型界面での熱伝達をより正確に表現することに貢献し、鋳造プロセスモデリングの分野を前進させます。 実用的な意義: 検証された熱境界条件モデルは、HPDCプロセスシミュレーションに実際に適用して、温度場と凝固挙動の予測を改善できます。これは、金型設計、プロセスパラメータ、そして最終的には産業用HPDCアプリケーションにおける鋳造品質と効率を最適化するのに役立ちます。 研究の限界と今後の研究分野: 本論文は、主にアルミニウム合金と特定の鋳造形状に焦点を当てています。今後の研究では、以下が必要です。 8. 参考文献: 9. 著作権: この資料は上記の論文を要約したものであり、商業目的での無断使用は禁止されています。Copyright ©
Read More