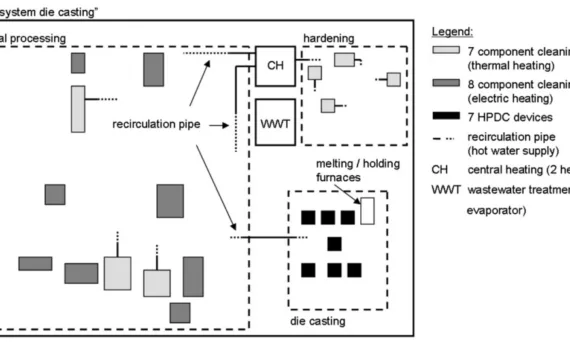
このテクニカルブリーフは、Peter Enderle、Otto Nowak、Julia Kvasによって執筆され、Journal of Cleaner Production(2012年)に掲載された学術論文「Potential alternative for water and energy savings in the automotive industry: case study for an Austrian automotive supplier」に基づいています。HPDC専門家のために、CASTMANの専門家が要約・分析しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 競争の激しい自動車サプライチェーンにおいて、資源効率は環境目標であるだけでなく、経済的パフォーマンスにとって重要な要素です。ダイカストや部品洗浄などの生産分野は、エネルギーと水の主要な消費者です。何十年もの間、エンジニアは個々の機械を最適化するために取り組んできましたが、熱管理と水循環を別々の問題として扱うことがよくありました。この研究は、生産システム全体を包括的に見ることによってさらなる効率化をいかにして引き出すかという、業界共通の課題に取り組んでいます。炉からの廃熱を洗浄ラインに利用したり、ある段階の水を再利用して別の段階に供給したりするなど、プロセス間の相互作用から節約効果を見出すことで、個別の改善を超えたアプローチを提示しています。 アプローチ:方法論の解明 これを調査するため、研究者たちはシステムの境界を単なる「ダイカスト」ラインから機械加工および硬化処理を含む「拡張システムダイカスト」へと広げました(論文の図1参照)。これにより、異なる生産工程間の材料、エネルギー、水の複雑な交換を分析することが可能になりました。 その方法論は、複数のステップからなるプロセスを含んでいました: ブレークスルー:主要な発見とデータ この研究は、統合されたシステムアプローチの力を示す、明確で定量化可能な結果を生み出しました。 貴社のHPDC製品への実践的示唆 論文の結果と結論に厳密に基づき、これらの発見は実際の製造環境に直接応用できます。 論文詳細 自動車産業における水とエネルギー節約のための潜在的代替案:オーストリアの自動車部品サプライヤーのケーススタディ 1. 概要: 2. 要旨: 本稿は、自動車産業における水とエネルギーの効率を向上させるための代替的な最適化策を示す。ある自動車部品サプライヤーの技術システム最適化に関するポテンシャルスタディが、プロセス水の再利用と熱回収の分野を組み合わせて実施された。高圧ダイカストと部品洗浄に焦点を当てた既存プロセスの改良に関する可能な最適化策が策定された。さらに、既存のプロセスやシステムを改良する場合の、成功的かつ広範な実施のための制限要因が評価された。 3. 緒言: 自動車産業は、現代の自動車部品の約80%を生産するサプライヤーが不可欠な役割を果たす、オーストリアで最も重要な産業部門の一つである。全体として水とエネルギーを大量に消費する産業とは特定されていないが、ダイカスト、機械加工、塗装仕上げなどの特定の生産分野では、資源効率を向上させる高いポテンシャルがある。本研究は、自動車サプライチェーン内で一般的かつ影響の大きいプロセスである高圧ダイカスト(HPDC)と部品洗浄に焦点を当てている。 4. 研究の概要: 研究トピックの背景: 本研究は、資源効率を改善するという自動車産業に対する経済的および環境的圧力が高まる状況を背景としている。複雑な軽量アルミニウム部品を生産するための主要プロセスであるHPDCと、しばしば水、化学薬品、エネルギーを大量に消費する関連の洗浄工程に焦点を当てている。 先行研究の状況: 先行研究は、エコイノベーションや車両リサイクルなどの特定の問題に焦点を当ててきた。しかし、本稿は、生産施設を独立したプロセスの集合体ではなく、相互に関連したシステムとして捉え、熱回収とプロセス水の再利用を組み合わせる、より統合的で体系的なアプローチの必要性を指摘している。 研究の目的: 本研究の目的は、自動車部品サプライヤーの生産現場で水とエネルギーの効率を向上させるための可能な最適化策を特定し、評価することであった。目標は、熱回収と水の再利用を組み合わせることで既存のシステムを改良するための実用的なコンセプトを開発し、実施における制限要因を特定することであった。 中核研究: 研究の中核は、駆動系およびシャシー制御システムを生産するオーストリアの自動車部品サプライヤーにおける詳細なシステム分析であった。分析は、ダイカストライン、機械加工ライン、硬化処理ラインを含む「拡張システムダイカスト」に焦点を当てた。研究者たちは、エネルギーと水の流れを評価し、熱回収の可能性を計算し、余剰の離型剤廃水を処理して再利用するための限外ろ過のパイロットテストを実施した。
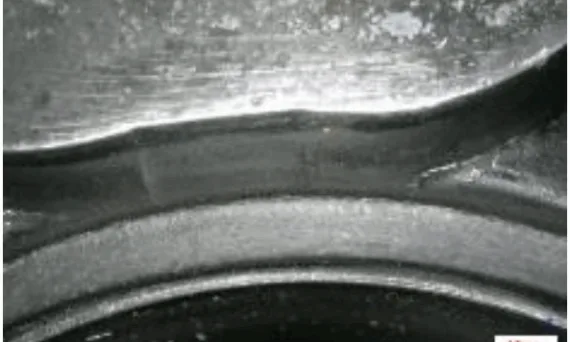
この技術概要は、Ján Hašul氏およびJanette Brezinová氏によって執筆され、「INTERNATIONAL SCIENTIFIC JOURNAL “MACHINES. TECHNOLOGIES. MATERIALS”」(2022年)に掲載された学術論文「Possibilities of reducing the degradation of molds for high-pressure of Al alloys」に基づいています。HPDC(ハイプレッシャーダイカスト)専門家のために、CASTMANの専門家が要約・分析しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 要求の厳しいハイプレッシャーダイカスト(HPDC)の世界では、金型の運用寿命は重要な経済的要因です。金型は、高圧(最大100 MPa)、高温(約700°C)、そして急激な温度変化という過酷なサイクルにさらされます。これらの条件は、必然的に金型の寿命を制限する主要な故障メカニズム、すなわち腐食、焼付き、エロージョン摩耗、そして最も顕著な熱疲労を引き起こします。 金型表面の絶え間ない加熱と冷却から生じる熱疲労は、相互に連結した亀裂のネットワークを形成します。これらの亀裂は成長し、材料の損失、鋳造部品の寸法不正確さ、そして最終的には致命的な金型故障につながる可能性があります。これらの複雑な工具の交換や修理は生産コストの大部分を占めるため、エンジニアは何十年もの間この問題に取り組んできました。この研究は、金型を最初から保護するために設計された表面処理ソリューションを調査することで、この課題に直接取り組んでいます。 アプローチ:方法論の解明 解決策を見つけるため、研究者たちは2段階のアプローチを取りました。まず、故障の根本原因を理解するために、Uddeholm Dievar(一般的なH13タイプの熱間加工用工具鋼)で作られた摩耗した金型入れ子を分析しました。光学顕微鏡、走査型電子顕微鏡(SEM)、エネルギー分散型X線分光法(EDX)を使用して、金型の鋭い角に形成された亀裂を調査しました。 次に、予防的な解決策をテストしました。研究チームは、Uddeholm Dievarの母材に2種類の異なるデュプレックスPVD(物理蒸着)コーティングを施しました。 これらのコーティングされたサンプルは、その実用性を測定するために、密着性を評価するロックウェルC圧痕試験や、表面硬度の向上を定量化するビッカース微小硬度試験など、厳格なテストにかけられました。 ブレークスルー:主要な発見とデータ この研究は、PVDコーティングの有効性を示す明確で定量的な結果をもたらしました。 貴社のHPDC製品への実践的な示唆 論文の結果に厳密に基づくと、これらの発見は製造オペレーションに直接的かつ実践的な示唆を与えます。 論文詳細 Possibilities of reducing the degradation of molds for high-pressure of Al alloys 1. 概要: 2. 要旨: 本論文は、Alおよびその合金の高圧鋳造技術に使用される金型の劣化に焦点を当てています。アルミニウム製品の高圧鋳造法は、自動車や様々な機械部品の生産において、精密さと生産性の要求を同時に満たす広く使用されている生産方法の一つです。高圧鋳造プロセスでは、金型は様々な熱的および機械的負荷にさらされ、金型とその形状部品が劣化します。本論文は、Alおよびその合金の高圧鋳造用金型の形状部品の寿命を延ばすためのデュプレックスPVDコーティングの使用に焦点を当てた研究結果を提示します。 3. 緒言:
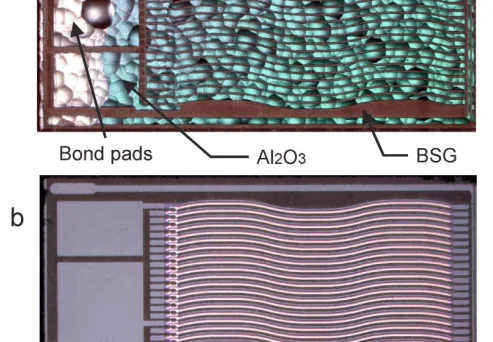
鋳造プロセス中に半導体デバイスを直接統合する技術:歩留まり28%を達成した画期的なアプローチ この技術概要は、A. Ibragimov氏らによって執筆され、「1st Joint International Symposium on System-Integrated Intelligence 2012: New Challenges for Product and Production Engineering」で発表された学術論文「Micromachined Thermogenerator Directly Integrated into Metal Parts: Technological Aspects of the Embedding Process」(2012年)に基づいています。ハイプレッシャーダイカスト(HPDC)の専門家のために、CASTMANの専門家が要約・分析したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 金属部品にセンサーや電子部品などの機能要素を直接統合することは、製品のインテリジェント化や高機能化に向けた重要な技術です。これにより、センサーは測定対象と直接接触して感度が向上し、電子部品は堅牢な金属ケーシングによって外部環境から保護されます。しかし、特にアルミニウムのような高融点金属の鋳造プロセスは700°C以上にも達するため、繊細な半導体デバイスをその過酷な環境下で生き残らせることは極めて困難な課題でした。 これまでの試みとして、厚い保護層で覆ったRFIDチップの埋め込み(Ref. [1-2])や、鋼製基板上に形成した薄膜ひずみセンサー(Ref. [3-4])などがありましたが、前者はセンサーとしての感度が低く、後者は一般的な半導体技術との互換性がないという制約がありました。本研究は、これらのギャップを埋め、一般的な半導体デバイスを溶融金属から成形される部品に直接埋め込む可能性を実証することを目的としています。 アプローチ:研究方法の解明 この課題を克服するため、研究者らはSeebeck効果を利用した熱電発電機(TG)を実証デバイスとして選択しました(Figure 1)。このTGは、主にホウケイ酸ガラス(BSG)の基板とその表面に形成されたSi-金属熱電対で構成されています。BSG基板の非晶質構造と熱電対の波状形状が、鋳造プロセスに伴う熱機械的ストレスを緩和する役割を果たします。 研究は段階的に進められました。 ブレークスルー:主要な発見とデータ この綿密なアプローチにより、研究者らはいくつかの重要な発見をしました。 HPDCオペレーションへの実践的な示唆 この研究成果は、実際の製造現場における「スマート鋳造」の実現に向けた貴重な知見を提供します。 論文詳細 Micromachined Thermogenerator Directly Integrated into Metal Parts: Technological Aspects of
高感度ガスセンサーの未来を拓く、ナノスケール鋳造技術のブレークスルー この技術概要は、Chin-Guo Kuo氏らによって執筆され、2013年に「Electronic Materials Letters」で発表された学術論文「Fabrication of a Pb-Sn Nanowire Array Gas Sensor Using a Novel High Vacuum Die Casting Technique」に基づいています。本稿は、高圧ダイカスト(HPDC)の専門家のために、CASTMANのエキスパートが要約・分析したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか ナノテクノロジーの分野では、特殊な構造と均一性を持つナノコンポーネントの製造が常に求められています。特に、陽極酸化アルミニウム(AAO)は、自己組織化能力により均一なサイズの細孔を高密度に形成できるため、ナノ構造材料のテンプレートとして広く利用されてきました[6-9]。 しかし、これらのナノ細孔に金属を充填する従来の方法、例えばガス注入法は、製造プロセスで高圧ガスを供給するためのコンプレッサーが必要でした。これにより、真空チャンバーが高圧下に置かれ、実験中の操作上の危険性が増大するという深刻な問題がありました。この安全上のリスクは、金属ナノワイヤの製造における大きな障壁となっていました。本研究は、この問題を解決するため、高真空ダイカスト技術という全く新しいアプローチを提案し、ナノ材料製造の安全性と効率性を向上させることを目指しています。 アプローチ:研究手法の解明 本研究では、ナノワイヤアレイを製造するために、多段階の精密なプロセスが採用されました。 ブレークスルー:主要な発見とデータ 本研究は、高真空ダイカスト技術がナノワイヤ製造に有効であることを示す、いくつかの重要な成果を明らかにしました。 HPDCオペレーションへの実践的な示唆 この学術研究は、直接的にはナノ材料製造に関するものですが、その根底にある原理は、鋳造技術者、特に高圧ダイカスト(HPDC)に関わる専門家にとって重要な示唆を与えます。 論文詳細 Fabrication of a Pb-Sn Nanowire Array Gas Sensor Using a Novel High Vacuum Die Casting Technique 1. 概要: 2. 抄録: 本研究では、純度99.7%のアルミニウム基板をシュウ酸電解液でエッチングすることにより、陽極酸化アルミニウム(AAO)ナノモールドを得た。エッチング後、直径80nmの細孔を持つナノモールドが作製された。このナノモールドを基材として使用した。真空鋳造法を用いて、Pb-Sn合金をナノモールドにダイカストし、その結果、直径80nm、長さ50μmのPb-Sn合金ナノワイヤに成形した。凝固後、Pb-Snナノワイヤアレイが得られた。本研究で製造されたPb-Snナノワイヤアレイは、ガスセンサーに応用可能である。AAOナノモールドとPb-Snナノワイヤアレイの微細構造解析は、SEMとXRDによって行われた。 3. 序論: