user 01/21/2025 Aluminium-J , Technical Data-J aluminum alloy , AZ91D , CAD , Casting Technique , Die casting , Die Casting Congress , High pressure die casting , Microstructure , Permanent mold casting , 자동차 산업 agnesium casting technology for structural applications 研究者情報 研究の背景と目的 論文の主要な目標と研究内容 結果と成果 著作権と参考文献 この資料は、Alan A. Luoによる論文「Magnesium casting technology for structural applications」に基づいて作成されました。論文出典:https://doi.org/10.1016/j.jma.2013.02.002この資料は上記の論文に基づいて要約されており、許可なく商業目的で使用することはできません。 References
タイトル:薄肉LEDヒートシンクのダイカスト成形における充填流動の数値シミュレーション 研究者情報 研究背景と目的 論文の主要な目的と研究内容 結果と成果: 著作権と参考文献 この資料は、Rong-Yuan Jouによる論文「NUMERICAL SIMULATIONS OF FILLING FLOWS IN DIE-CASTING MOLDING OF THE THIN-WALLED LED HEAT SINK」に基づいて作成されました。論文出典:(DOI情報は本文中に記載されていません。)この資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁止されています。
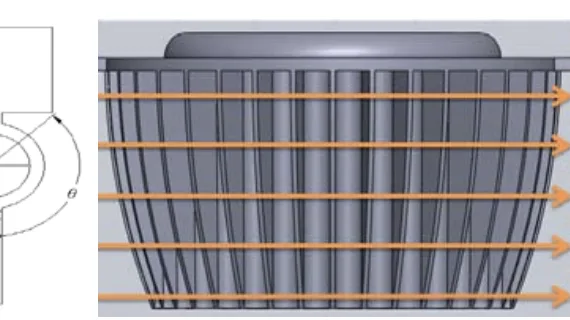
– 研究の核心目的: 電子機器の高性能化、小型化に伴う高度な熱管理ニーズに対応するため、従来のダイカスト法および押出成形法の限界を超える高密度ダイカスト(HDDC)法を開発し、高性能ヒートシンクの製造における新たな可能性を示すこと。 – 主要な方法論: 高熱伝導率アルミニウム合金を用いたHDDCプロセスを開発し、様々なフィン形状を持つヒートシンクを試作。計算流体力学(CFD)シミュレーションと実験的手法を用いて、HDDCプロセスの性能評価を実施。異なる材料(例:銅)をHDDCプロセスに統合する可能性についても調査。 – 重要な結果: HDDCプロセスは、従来のダイカスト法に比べて熱放散効率を大幅に向上。3次元形状設計の柔軟性を提供し、押出成形法では実現不可能な複雑なフィン形状のヒートシンクの製造を可能にする。高熱伝導率アルミニウム合金の使用と、他の高熱伝導率材料の統合により、多孔性がなく、高強度で熱伝導率の高い部品の製造が可能となる。 研究者情報 研究背景と目的 論文の主要な目的と研究内容 図表の詳細な説明: (注記: 以下の説明は、解釈を避けるため、論文のキャプションおよび周辺テキストからの直接引用に大きく依存しています。完全な説明には、図表自体の再現が必要となります。) 結果と成果 著作権と参考文献 この文書は、Andrea SceとLorenzo Caporaleによる論文「High Density Die Casting (HDDC): new frontiers in the manufacturing of heat sinks」を要約したものです。 DOI: 10.1088/1742-6596/525/1/012020この要約は情報提供のみを目的としており、著作権者の許可なく商業目的で使用することはできません。
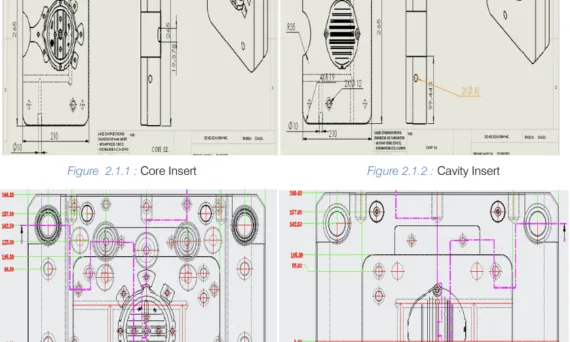
この論文サマリーは、[‘自動車部品用圧力ダイカスト金型の設計と解析’]という論文に基づいており、[‘Global Journal of Researches in Engineering: A Mechanical and Mechanics Engineering’] に発表されました。 1. 概要: 2. 研究背景: 研究トピックの背景: 本論文は、圧力ダイカストプロセスの技術における金型の設計と解析方法の一つについて記述しています。圧力ダイカストは、最も近い公差を維持し、すべての機械加工を削減し、少量生産に最適な選択肢となり得るプロセスです。正確で軽量な部品は自動車産業の前提条件の一つであり、軽量設計と正確な製品は自動車の燃料消費量に直接影響を与え、結果としてユーザーの満足度を高めます。これらの要求は、アルミニウム合金、高強度鋼、および構造部品用の繊維強化複合材料を使用して満たされます。 既存研究の現状: 既存の研究では、ダイカストにはコールドフィル、ドロス、アルミナスキンなどの鋳造欠陥が一般的に存在することが示されています。研究では、ランナーとスプルーの設計が疲労強度に与える影響、ダイ設計のリードタイムとサイクルタイムを短縮するための統合CAD/CAMシステム、および球状黒鉛鋳鉄で作られた重要な自動車部品であるフロントアクスルハウジングにおける収縮やガス気孔などの欠陥に対するゲートシステムの設計の影響が調査されています。さらに、エジェクター、ダイベース、およびゲート設計を最適化するためのコンピュータ支援ダイ設計システムが開発されました。不均一な冷却とランナーおよびゲートシステムの設計との相関関係も、フローシミュレーションを使用して調査されています。 研究の必要性: 本研究は、圧力ダイカストにおける収縮空洞、ガス欠陥、材料欠陥などの欠陥を最小限に抑える必要性から生まれました。論文では、鋳造プロセスのすべての側面を制御し、無駄を防止するための包括的な金型設計と解析の重要性を強調しています。特に、本研究はCAE(Computer Aided Engineering)ソフトウェアを使用して金型を設計し、ゲートシステムを開発し、これらの欠陥を特定して軽減することにより、鋳造品質と効率を向上させることを目的としています。 3. 研究目的と研究課題: 研究目的: 本研究の主な目的は、自動車部品用の圧力ダイカスト金型を設計および解析し、鋳造欠陥を最小限に抑え、効率的な生産のために金型設計を最適化することです。これには、収縮空洞、ガス欠陥、および注入材料の欠陥などの問題に対処するために、CAEソフトウェアを使用して金型およびゲートシステムを開発することが含まれます。 主要な研究課題: 主要な研究目標は以下のとおりです。 研究仮説: 本論文では明示的な研究仮説は述べられていませんが、暗黙の仮説として以下を推測できます。 4. 研究方法: 研究デザイン: 本研究では、CAEソフトウェアを利用して圧力ダイカストプロセスをシミュレーションおよび最適化する設計および解析方法論を採用しています。設計プロセスには、部品の特定とデータ収集から、Solid Worksソフトウェアを使用した3次元モデリングと2次元図面の作成まで、いくつかのステップが含まれます。設計には、材料の収縮率の考慮が含まれており、ランナーシステム設計と充填解析には3次元フロー解析を使用しています。 データ収集方法: 本研究では、主に理論計算とCAEソフトウェアシミュレーションをデータ生成方法として利用しています。部品の詳細、材料特性(ADC 12アルミニウム合金)、および80T機械の機械仕様は、設計計算およびシミュレーションの入力パラメータとして使用されます。本論文では、実験的データ収集は明示的に言及されていません。 分析方法: 分析方法は次のとおりです。 研究対象と範囲: 本研究は、特定の自動車部品であるADC 12アルミニウム合金製の「シリンダーヘッドカバー」用の圧力ダイカスト金型の設計に焦点を当てています。範囲は、ゲートシステムとランナーの設計、冷却システムの考慮事項、およびシミュレーションによる欠陥分析を含む、金型設計と解析の側面に限定されています。設計および解析作業は、ハリヤナ州グルガオンのAutomotive Private Limitedで実施されました。 5. 主な研究成果: 主要な研究成果: 主な研究成果は、最適化された金型設計パラメータを概説する表2「結果の概要」に要約されています。 フローシミュレーション解析の結果、水平部品配置は垂直配置よりも気孔欠陥率が低いことが示されました。充填パターンシミュレーションは、溶融アルミニウムがゲートに入り、0.5秒後にキャビティを効果的に充填し始めることを示しました。 データ解釈: 設計計算とシミュレーションの結果は、シリンダーヘッドカバー用の圧力ダイカスト金型を製造するための包括的なパラメータセットを提供します。P-Q²ダイアグラム分析(図2.1)とフローシミュレーションの可視化(図3.01および3.02)は、最適化された設計パラメータを裏付けています。結果は、設計された金型およびゲートシステムが、欠陥を最小限に抑えた鋳造品を製造できることを示唆しています。水平部品配置の選択は、気孔の減少のために好ましいです。 図のリスト:
Read More
user 01/16/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , Applications , Casting Technique , Die casting , Microstructure , Review , Sand casting , 自動車産業 , 金型 この論文要約は、Materials Today: Proceedings, Elsevier に掲載された論文「Automobile Parts Casting-Methods and Materials Used: A Review」に基づいています。 1. 概要: 2. 研究背景: 現代の自動車産業において、製造業者の最優先事項は、車両重量(カーブウェイト)を削減しながら、NCAP(New Car Assessment Programme)などの厳格な安全基準に準拠するために部品強度を向上させることです。この二重の必須要件により、自動車部品の製造において革新的な製造方法論と高度な材料を模索し、実装する必要性が高まっています。したがって、自動車分野で使用されている鋳造プロセスの範囲と、部品製造に不可欠な材料をレビューおよび評価することが急務となっています。本レビューは、確立された鋳造技術と現代的な鋳造技術、そして自動車工学における材料応用に関する包括的な概要を提供することにより、このニーズに対応します。 3. 研究目的と研究課題: 4. 研究方法: 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
タイトル: ダイカスト用可溶性コア技術の進歩 – 研究の主要目的: 高圧ダイカスト工程において、従来の金属コアに代わる新しい可溶性コア、特に塩コアの製造技術を開発し、その特性を分析すること。塩コアの強度、気孔率、溶解性などに及ぼす様々な要因(塩の種類、バインダーの使用、圧縮および射出方法など)の影響を明らかにし、最適な製造プロセスを確立することを目指す。また、循環洗浄水の塩分管理方法を研究し、効率的な洗浄システムを構築することを目的とする。 – 主要な方法論: 塩コアを高圧圧縮および射出方法で製造し、バインダー(アルカリシリケート)を使用してコアの強度を高める実験を実施。様々な種類の食塩を使用してコアの特性を比較分析し、コアの強度、気孔率、溶解性などを測定。循環洗浄水の塩分濃度は電気伝導度を測定してモニタリング。塩コアの接合技術開発に関する実験も実施。 – 主要な結果: 高圧圧縮法で製造されたKClコアは、NaClコアよりも高温でも高い強度を示す。アルミナ(Al₂O₃)などの添加剤を添加することで、塩コアの強度を高めることができる。高圧射出法で製造されたコアは、圧縮法に比べて気孔率が高いが、アルカリシリケートバインダーを使用することで強度を高めることができる。循環洗浄水の塩分濃度は電気伝導度を測定して管理することができ、塩濃度が高いほどコアの溶解速度が低下する。様々な接着剤を使用して塩コアを接合する実験を行い、接合強度を評価した。 研究者情報 研究の背景と目的 論文の主要な目標と研究内容 結果と成果 著作権と参考文献 この要約は、P. Jelínek、E. Adámková、F. Mikšovský、J. Beňoによる論文「Advances in Technology of Soluble Cores for Die Castings」に基づいて作成されました。 論文出典: (DOI情報は提供されていないため記載できません。PDFファイルを提供いただければDOIを追加できます。) Copyright © 2025 CASTMAN. All rights reserved.この要約は上記の論文に基づいて作成されており、商業目的での無断使用は禁じられています。
半導体製造装置 HPDC 部品 高圧アルミニウムダイカストは、半導体製造装置向けに軽量で高強度な部品を作るのに適した方法です。 高圧アルミニウムダイカストで製造できる可能性のある半導体製造装置部品のリスト: 部品名 説明 ダイカストの利点 ヒートシンク 電子部品から発生する熱を放散する。 アルミニウムの高い熱伝導率、複雑な形状が可能、量産にコスト効率が良い。 シャーシ/フレーム 装置の様々な部品の構造的サポートを提供する。 高い強度重量比、良好な寸法精度。 真空チャンバー(部品) 真空チャンバー内の、正確な寸法と気密シールを必要とする部品。 良好な寸法精度、真空シールを強化するための表面処理の可能性。 治具部品 ウェーハハンドリングのためのクランプシステム、治具、工具の部品。 良好な寸法精度、再現性のある生産。 ポンプハウジング 真空ポンプまたはその他の流体処理システムのエンクロージャー。 組立てとメンテナンスが容易になるように設計できます。 ベースプレート その他の部品を支持する構造体。 高い剛性、堅牢な構造。 軽量化と剛性: 半導体製造装置は、精密な動きと安定した構造が求められる場合が多くあります。Al HPDCは、軽量化(装置全体の重量と慣性を低減)と剛性(応力下で構造的完全性を維持)のバランスを提供し、これは高速、高精度動作に非常に重要です。これは、自動車分野で軽量化が燃費とハンドリングを向上させるのと類似しています。 複雑な形状と統合: 半導体製造装置は、冷却、ガスフロー、または真空システムのための複雑な内部チャネルなど、複雑な設計を含むことがよくあります。Al HPDCが単一の鋳造で複雑な形状を製造できることは、部品数を減らし、組み立てを簡素化し、システム全体の性能を向上させる可能性があります。これは、ダイカストを使用する他の産業で観察される部品統合の利点と類似しています。 熱管理: さまざまなプロセスで発生する熱のため、効率的な放熱は半導体製造装置で非常に重要です。アルミニウムの優れた熱伝導率とダイカストが提供する設計自由度を組み合わせることで、最適化されたヒートシンク設計と部品内統合冷却チャネルを実現できます。 大量生産の経済性: 半導体製造装置は一般的に自動車部品に比べて生産量が少ないですが、特定の標準化された部品またはサブアセンブリは、特に生産量が増加したり設計がより標準化されたりする場合、HPDCのコスト効率性を活用できます。 耐食性: 半導体ファブ内の制御された環境は、過酷な条件への暴露を最小限に抑えます。しかし、アルミニウム固有の耐食性は、ダイカスト部品に追加の耐久性と信頼性を提供します。 高圧アルミニウムダイカスト部品の例: チャンバーおよびハウジング: ロボットおよびハンドリングシステム: ポンプおよびバルブ: その他の部品:
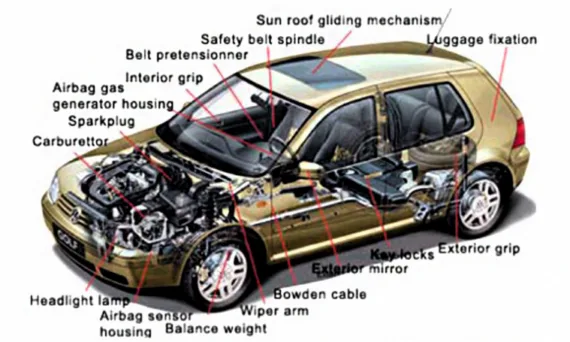
アルミ高圧ダイカスト(HPDC)で製造される自動車部品は、高精度、軽量、耐久性が求められる部品に特に適しています。 1. エンジンアクセサリー 2. パワートレインアクセサリー 3. ブレーキシステムアクセサリー 4. ステアリングシステムアクセサリー 5. サスペンションおよびアクスルアクセサリー 6. 電気・計測アクセサリー 7. 自動車用ランプおよび外装部品 8. ボディおよび安全部品 9. メンテナンス機器およびその他 自動車部品の製造に革新をもたらした高圧アルミニウムダイカスト工法 高圧アルミニウムダイカストは、自動車部品の製造に革新をもたらした工法であり、軽量化、高強度、複雑な形状の実現など、さまざまな利点を提供します。以下、高圧アルミニウムダイカストで製造できる自動車部品の特徴を詳しく見ていきましょう。 1. 軽量化(軽量化): 自動車産業の重要な課題の一つは、燃費向上と排出ガス削減のための車両の軽量化です。アルミニウムは鋼に比べて約1/3の重量でありながら、優れた強度を維持する軽量素材です。高圧ダイカスト工法でアルミニウム部品を製造すると、車両全体の重量を大幅に削減でき、燃費向上、加速性能向上、操縦性能向上につながります。特に電気自動車の場合、バッテリー効率と走行距離に直接的な影響を与えるため、軽量化はさらに重要です。 2. 高強度および耐久性: 高圧ダイカストは、溶融したアルミニウムを高圧で金型に注入して部品を成形する方式です。この過程で金属組織が緻密になり、気孔が最小限に抑えられ、高い強度と耐久性を持つ部品が得られます。また、アルミニウムは耐食性に優れているため、腐食による部品の損傷の可能性を減らします。これらの特性により、高圧アルミニウムダイカスト部品は、エンジンブロック、トランスミッションハウジング、シャシー部品など、高い荷重とストレスを受ける部品に適しています。 3. 複雑な形状の実現: 高圧ダイカストは、複雑で精密な形状の部品を大量生産するのに非常に効果的な工法です。金型の精度さえ確保されていれば、複雑な内部構造や曲面、薄い壁厚などを持つ部品も高い精度で製造できます。これにより、複数の部品を一つのダイカスト部品に統合し、組み立て工程を簡素化し、生産コストを削減するのに役立ちます。また、設計の自由度を高め、空気力学的性能の向上やデザインの差別化のための複雑な形状の部品を実現できます。 4. 高い生産性と経済性: 高圧ダイカストは、生産速度が非常に速い工法です。短時間で大量の部品を生産できるため、大量生産に適しており、生産コストの削減につながります。また、精密な金型を使用するため、後加工が最小限に抑えられ、追加の加工コストを削減できます。このような経済性のおかげで、高圧アルミニウムダイカストは自動車産業で広く使用されています。 5. 正確な寸法と優れた表面粗さ: 高圧ダイカストは、高精度の金型を使用して部品を成形するため、寸法精度が非常に優れています。また、溶融したアルミニウムが金型表面に密着して凝固するため、優れた表面粗さを持つ部品が得られます。これにより、追加の表面処理工程を減らし、生産コストを削減するのに役立ちます。 6. 多様な適用分野: 高圧アルミニウムダイカストは、自動車のさまざまな部品の生産に適用できます。代表的な例としては、エンジンブロック、シリンダーヘッド、トランスミッションハウジング、オイルパン、ポンプハウジング、シャシー部品、構造部品などがあります。最近では、電気自動車のバッテリーケースやモーターハウジングなどにも高圧アルミニウムダイカストが活発に適用されています。 7. 薄肉鋳造: このプロセスで使用される高圧により、薄肉の鋳造品を作成することが可能になり、構造的完全性を犠牲にすることなく、さらなる軽量化に貢献します。これは、軽量化が重要なボディおよび構造部品にとって特に重要です。 8. 統合と集約: 前述のように、高圧ダイカストにより、複数の部品を1つの鋳造品に統合できます。これにより、個々の部品、ファスナー、および組み立て作業の数が減り、コスト削減、構造剛性の向上、および物流の簡素化につながります。 9. リサイクル性: アルミニウムはリサイクル性の高い素材であるため、高圧アルミニウムダイカストはより持続可能な製造プロセスとなります。リサイクルされたアルミニウムを使用して新しい部品を製造できるため、一次アルミニウム生産とその環境への影響に対する需要が減少します。 10. 厳しい公差と再現性: このプロセスは優れた再現性を提供し、一貫した部品品質と厳しい公差を保証します。これは、正確な嵌合と機能が不可欠な自動車用途にとって重要です。 要約: 高圧アルミニウムダイカストは、軽量化、高強度、複雑な形状の実現、高い生産性と経済性、正確な寸法と優れた表面粗さなど、さまざまな利点を持つ工法です。これらの利点のおかげで、自動車産業で広く使用されており、特に燃費向上と排出ガス削減が重要な現代の自動車産業において、その重要性はますます高まっています。今後も高圧アルミニウムダイカスト技術はさらに発展し、自動車部品の性能向上と軽量化に大きく貢献することが期待されます。 これらの特徴を総合的に見ると、高圧アルミニウムダイカストは、自動車産業の発展に重要な役割を果たす基幹技術の一つと言えるでしょう。 HPDC
Read More
구리 다이 캐스팅은 높은 경도, 높은 부식 저항성, 최고의 기계적 특성, 우수한 내마모성, 좋은 치수 안정성, 강철 부품의 강도에 근접한 우수한 특성을 제공합니다. 고전도성 구리를 사용한 버스바, 전력 케이블, 가정용 전선 및 고압 선로 등 산업에 적용되고 있습니다. 복잡한 형상의 비표준 구성 요소의 경우 고압 다이 캐스팅 방법을 사용하여 구리로 주조할 수 있습니다. 그러나 순수
Read More
銅ダイキャスティングは高い硬度、優れた耐食性、最高の機械特性、優れた耐摩耗性、優れた寸法安定性、鋼部品の強度に匹敵する優れた特性を提供します。 高導電性銅を使用したバスバー、電力ケーブル、家庭用配線、および高圧送電線など、産業に適用されています。 複雑な形状の非標準構成要素の場合、高圧ダイキャスティング方法を使用して銅で鋳造することができます。 ただし、純粋な銅は鋳造が非常に難しく、表面のひび割れ、収縮、および内部の気孔が発生しやすいです。銅ダイキャスティングは非常に高い導電度の鋳造物が必要な場合に主に使用されます。 Applications Copper Die-Casting Solutions MOLD LIFE POROSITY OPERATION CONDITION TECHNICALISSUE Damage to die due to continuous exposure to thermal stress– Thermal stress due to temperature difference in die and molten metal– Melt temperature : 1,350°C, Die temperature : 2~300°C– Temperature differ– ence of approx. 1,000°CShorter die life span compared to dies
Read More
![Fig. 14. Pratt & Whitney F119 auxiliary casing in ELEKTRON WE43 alloy [37].](https://castman.co.kr/wp-content/uploads/image-103-png.webp)