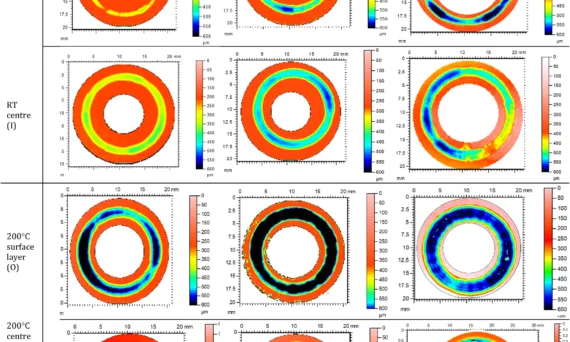
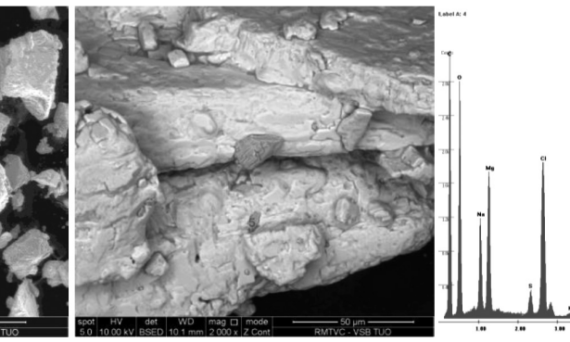
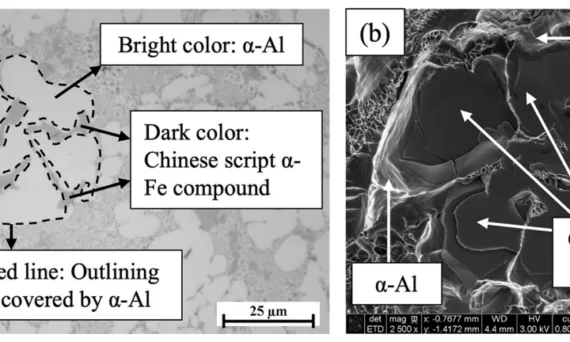
本稿は、「[Materiali in tehnologije / Materials and technology]」に掲載された論文「[WATER-SOLUBLE CORES – VERIFYING DEVELOPMENT TRENDS]」に基づいています。 1. 概要: 2. 要旨: 純粋な無機塩ベースのコアの適用は、特に重力および低圧ダイカストの分野において、20世紀末から知られています。現代の技術トレンドは、非鉄合金高圧ダイカスト分野でのコアの使用へと向かっています。主要なコア製造方法には、高圧スクイーズ(high-pressure squeezing)およびシューティング(shooting)(ウォームボックス)が含まれます。研究プロセス中に、純粋な塩の適用は高圧鋳造にはあまり適していないことが示されました。そのため、定義された特性を持つ複合塩ベースのマトリックスの使用が開始されました。本稿の目的は、様々なNaCl化合物の化学組成、粒子の形状および形態が、Al合金高圧ダイカストに使用される水溶性塩コアの機械的特性(曲げ強度)に及ぼす影響を検証し、スクイーズ法およびシューティング法から生じるそれらの特性を評価することです。 3. 序論: 様々な技術分野(自動車産業)の発展に伴い、ますます複雑で困難な鋳物への要求が高まっており、これらは機械的な除去が非常に困難です。使い捨て可能(disposable)で無機質(inorganic)な水溶性(water-soluble)塩コア技術の適用は、機械的な清掃が困難な領域からのコア除去の難しさに対する解決策の1つです[1]。水溶液からの塩の逆結晶化(reverse crystallization)は、コアの水溶性によって可能となり、環境に優しい閉ループのコア生産システム構築の要件となっています。水溶性塩コアの使用は、これまで非鉄合金の重力および低圧ダイカストの分野で知られてきました[2]。Al合金高圧ダイカスト分野における水溶性塩コア適用技術の開発に関する研究に焦点を当てることで、有望な可能性が生まれる可能性があります[3, 4]。現在、2つの塩コア製造技術が開発されています。再結晶化プロセスを利用した高圧スクイーズ(high-pressure squeezing)と、アルカリケイ酸塩(alkaline silicates)などの無機バインダーを使用したシューティング(shooting)です[5, 6]。化学的に純粋な塩から塩コアを製造するための材料購入コストを考慮すると、基本的な塩マトリックスを作成するためのより適切な解決策を探す必要があります。 4. 研究概要: 研究テーマの背景: ますます複雑化する鋳物の生産は、コア除去に課題をもたらしています。水溶性塩コアは、特に機械的アクセスが困難な領域に対して技術的な解決策を提供し、逆結晶化を通じて環境に優しい閉ループ生産を可能にします。 先行研究の状況: 水溶性塩コアの使用は、重力および低圧ダイカストにおいて確立されています[2]。Al合金高圧ダイカストへの適用に関する研究が進められています[3, 4]。主要な製造方法として、高圧スクイーズ[5, 6]と無機バインダーを用いたシューティング[5, 6]が開発されています。化学的に純粋な塩の高コストのため、一般的な塩(common salt)を用いた費用対効果の高い代替案の研究が必要です。 研究目的: 本研究は、チェコ市場で市販されている様々なNaCl塩(一般塩)が、コア生産において高価な化学的純粋塩の代替となりうるかを検証することを目的としています。塩の起源(岩塩、アルプス塩、海塩)、化学組成、粒子形状、表面形態が、高圧スクイーズ法およびシューティング法で製造された塩コアの機械的特性(曲げ強度)に及ぼす影響を調査します。 中核研究: 本研究では、製造元が公表した化学組成、粒子形状、形態に基づいて6種類の異なるNaCl塩(工業用/一般および化学的純粋)を選択しました(Table 1)。塩コアは2つの方法で製造されました:シューティング(ウォームボックス、Na-ケイ酸塩バインダー使用)および高圧スクイーズ。コアの機械的特性(曲げ強度)を異なる条件下(空気中24時間後、乾燥後)で評価しました。見掛け気孔率(apparent porosity)を計算し、真気孔率(actual porosity)は水銀ポロシメータで測定しました。粒子形状、表面形態、および添加物の存在をSEMおよびEDX技術を用いて分析しました(Figures 4-7)。両方法で製造されたコアの吸湿性(hygroscopicity)も調査しました(Figure 8)。 5. 研究方法論 研究デザイン: 本研究では、市販されている異なる種類のNaCl塩から、2つの異なる製造技術(シューティングおよび高圧スクイーズ)を用いて作製された水溶性塩コアの特性を比較する実験計画を採用しました。曲げ強度、気孔率、吸湿性などの主要な特性を測定し、比較しました。微細構造解析(SEM/EDX)を用いて、塩の特性とコアの特性との相関関係を分析しました。 データ収集および分析方法: 研究テーマと範囲: 本研究は、Al合金高圧ダイカストでの潜在的な使用のために、化学的に純粋なNaClを代替する様々な一般NaCl塩の適合性を評価することに焦点を当てました。研究範囲は以下の通りです: 6. 主要な結果: 主要な結果:
Read More
user 04/12/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , Efficiency , IGES , Magnesium alloys , Microstructure , Quality Control , Review , 금형 この論文概要は、Metal誌に掲載された論文「Advances in Metal Casting Technology: A Review of State of the Art, Challenges and Trends—Part II: Technologies New and Revived」に基づいています。 1. 概要: 2. 研究背景: 研究トピックの背景: 金属鋳造業界は、e-モビリティ、ギガキャスティング技術の出現、環境への配慮の高まりなど、市場と製品の変化によって変化を迫られています。パートIでは、これらの変化する市場と製品、境界条件について議論しました。パートIIでは、業界内の技術開発に焦点を当て、一般的なトレンドと課題への対応としての新技術と再評価技術について考察します。 既存研究の現状: 金属鋳造技術は、Gartnerのハイプサイクルやコンドラチエフ波などの技術中心モデルや経済レベルの観察によって説明できるサイクルを経験しています。鋳造業界は、市場の変化や境界条件の変化に関連する影響を受けており、これらの影響はパートIで議論されています。 研究の必要性: 金属鋳造技術は直線的に進化するのではなく、サイクルを経験します。新しいアイデア、市場ニーズ、特許の満了などが技術の再興を後押しする可能性があります。鋳造業界は、市場と境界条件の変化に関連する影響を受けており、新技術と再評価技術を議論し、今後の研究の方向性を示す必要があります。 3. 研究目的と研究課題: 研究目的: 本研究の目的は、金属鋳造業界における技術開発を調査し、新技術と再評価技術を議論することです。読者に今後の研究のための出発点を提供することを目的としています。 主要な研究課題: 研究仮説: 本論文は概要レベルであり、特定の研究仮説は立てられていません。しかし、論文全体を通して、新技術と再評価技術が金属鋳造業界の将来にとって重要であるという暗黙の仮説が存在します。 4. 研究方法 研究デザイン: 本研究は、金属鋳造技術の現状、課題、トレンドに関する文献レビューに基づいた解説記事です。パートIで議論された境界条件と対照的に、パートIIでは技術指向のアプローチを採用しています。 データ収集方法: 本研究は、既存の文献、特に金属鋳造技術に関する学術論文、業界レポート、および専門家の意見に基づいて情報収集を行っています。図2は、Google ScholarとScopusからの半凝固鋳造技術に関する出版数を引用しています。 分析方法: 本研究は、文献レビューに基づいて、金属鋳造技術の現状、課題、トレンドを記述的に分析しています。技術的な観点から、主要な新技術と再評価技術を特定し、それらの利点と限界を評価しています。 研究対象と範囲: 本研究は、金属鋳造業界、特に高圧ダイカスト(HPDC)およびアルミニウム合金鋳造に焦点を当てています。ただし、議論はより広範な金属鋳造技術にも関連しています。 5. 主要な研究結果: 主要な研究結果: データ解釈: 図2は、半凝固鋳造技術に関する出版数が、レオキャスティングでは近年増加傾向にあるものの、チクソキャスティングでは減少傾向にあることを示しています。図3は、レオキャスティング技術の応用例として、薄肉のラジオフィルターが製造可能であることを示しています。図4は、レオキャスティングが、従来の鋳造法と比較して、強度を維持しながら延性を向上させる可能性があることを示唆しています。図5は、複合鋳造における接合強度を向上させるための設計原則を示しています。図6は、複合鋳造とハイブリッド鋳造が、複雑な形状や機能統合を実現できることを示しています。図7は、コラプシブルコアが、複雑な内部形状を持つ鋳造部品の製造を可能にすることを示唆しています。図8は、3D砂型プリンターが、複雑なコアパッケージを製造できることを示しています。図9は、スマート鋳造を実現するための設計原則を示しています。図10は、スマート鋳造が、製品の継続的な進化を可能にすることを示唆しています。図11は、HPDCプロセスにおけるデータ収集の複雑さを示しています。図12は、ラムダアーキテクチャが、リアルタイム性と正確性のバランスを取るためのデータ処理アーキテクチャであることを示しています。図13は、データ分析が、鋳造プロセスの理解、特性評価、予測、制御に役立つことを示唆しています。図14は、デジタルツインが、鋳造プロセスの設計と生産段階の両方をカバーできることを示しています。 図の名前リスト: 6.
Read More
user 04/11/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , AUTOMOTIVE Parts , CAD , Die casting , High pressure casting , High pressure die casting , Microstructure , Sand casting , 자동차 산업 この紹介資料は、「ARCHIVES of FOUNDRY ENGINEERING」に掲載された論文「Anodization of cast aluminium alloys produced by different casting methods」に基づいています。 1. 概要: 2. アブストラクト (Abstract): 本稿では、AlSi12およびAlSi9Cu3アルミニウム鋳造合金のアノード酸化に対する、砂型鋳造と高圧鋳造という2つの鋳造法の有用性を調査した。電解液組成、温度、電流タイプ、電流値などの定義されたアノード酸化パラメータを用いて、陽極酸化アルミナ表面層を生成した。選択したアルミニウム鋳造合金のアノード酸化後の陽極酸化層の品質、寸法、特性を調査した。アルミナ層は光学顕微鏡を用いて観察し、機械的特性も測定し、摩耗試験はABR-8251装置を用いて行った。研究には、アルミニウム鋳物に得られた陽極酸化層の化学組成、形状、粗さの影響分析が含まれた。実施された調査は、今後の研究分野、特にアルミニウム鋳造合金のアノード酸化プロセスの最適化の方向性を示している。例えば、建築構造物、電子部品、航空および自動車産業の構造部品などの過酷な環境での用途を増やすために、元素の耐食性を向上させ、適切な陽極表面層を得る範囲などである。 3. 導入 (Introduction): 環境条件下では、アルミニウム部品の表面は自然に薄いアルミナAl2O3層で覆われる。この層の厚さは、材料、環境、暴露時間に応じて数十ナノメートル程度である。適切なアノード酸化技術を選択することにより、層の厚さを数マイクロメートルの値まで増加させることができる。この方法を用いると、表面は塩水、酸性溶液、外部からの機械的影響などの環境要因に対してより高い耐性を持つようになる。アノード酸化はアルミニウム合金部品の腐食保護に一般的に使用されており、そのため陽極表面層の特性と品質を決定するためのISO 7599やDIN 17611などの国際規格が存在する。材料工学の進歩により、構造材料と工具材料の両方に関して、金属材料の強度に関する問題を満足に解決することが可能になった。近年、様々な産業分野でのアルミニウム合金の使用が継続的に増加しており、アルミニウムおよびその合金、アルミニウムマトリックス複合材料の製造技術の開発が多くの科学機関で観察されている[6-9]。陽極酸化層は、アルミニウム電子部品、家庭用品、器具部品、庭園家具、観光およびスポーツ用品、自動車付属品、アルミニウム建具の要素に適用され、保護的および装飾的な機能を持つ。酸化物層はコンデンサの電極用アルミニウム箔にも生成される。硬質陽極酸化層は航空および自動車産業に適用できる[10-12]。しかし、陰極部位として作用する銅の金属間化合物の存在は、銅含有アルミニウム合金を腐食攻撃に対してより脆弱にする。高い銅含有量は、アルミニウム合金をアノード酸化するのが最も困難な合金の一つにする。厚い陽極酸化皮膜の生成は硬質アノード酸化条件下でのみ可能であるが、この合金は局所的な焼損(バーニング)を起こしやすい。厚い多孔質酸化物が生成される際、Al-Cu合金のアノード酸化プロセス中に酸素発生による皮膜割れも観察される。この合金の特有の特徴は、合金/皮膜界面に比較的狭い銅濃化領域が形成された後、アノード酸化中に銅の酸化が起こることである。これは皮膜形成中の電流効率の低下をもたらす。この低下は、銅リッチ領域上での酸素発生にも起因しており、確立された銅腐食抑制剤が電流効率を改善するために使用されてきた[13-16]。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): アノード酸化はアルミニウム合金の重要な表面処理であり、耐食性と耐摩耗性を向上させる。結果として得られる陽極酸化層の特性は、合金組成、その製造プロセス(鋳造法)、およびアノード酸化パラメータに依存する。合金中の銅含有量はアノード酸化プロセスを複雑にする可能性がある。 従来の研究状況 (Status of previous research): アノード酸化は、既存の国際規格と既知の用途を持つ、確立されたプロセスである。これまでの研究では、合金の種類、アノード酸化パラメータ(電解液、電流、温度)の影響、および特定の合金組成(例:高銅含有量)に関連する課題が、結果として得られる陽極酸化層の特性と形成メカニズムに及ぼす影響が調査されてきた[1-16]。 研究の目的 (Purpose of the study): AlSi12およびAlSi9Cu3アルミニウム鋳造合金のアノード酸化に対して、砂型鋳造と高圧ダイカストという2つの異なる鋳造法の有用性を調査すること。本研究は、形成されたアルミナ層の構造と厚さを調べ、鋳造法が結果として得られる陽極酸化層に及ぼす影響を比較することを目的とした。 中核となる研究 (Core study): 2つのアルミニウム合金、EN AC-AlSi12(b)およびEN
Read More
user 04/10/2025 Aluminium-J , automotive-J , Technical Data-J AZ91D , CAD , Die casting , Die Casting Congress , Die casting Design , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , Sand casting , 자동차 산업 本紹介論文は、「IntechOpen」によって出版された論文「Applications of High-Pressure Die-Casting (HPDC) Magnesium Alloys in Industry」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカスト(HPDC)マグネシウム合金は、主に内燃機関(ICE)自動車の要件によって、自動車産業で多様な応用が見られてきました。自動車産業が電気自動車(EV)アーキテクチャに移行するにつれて、走行距離効率を改善するための新しい応用の大きな可能性があります。さらに、より大型の自動車用ダイカスト部品への傾向と、軽量化による航空宇宙用途への関心の高まりがあります。本章では、ICE自動車における従来の自動車構造用途、ならびにHPDCマグネシウム合金の現在および将来の潜在的なEVおよび航空宇宙用途をレビューしました。従来の自動車でAM50、AM60、AZ91、AE44マグネシウム合金を使用した構造用途は、現代のEVにも適用できます。加えて、より高い熱伝導率、改善された鋳造性、優れた高温特性、および難燃性を様々な程度で持つマグネシウム合金を開発する必要があり、これはバッテリーおよび航空宇宙のキャビン関連構造材料を置き換えて、すべての安全要件を満たすためです。優れた鋳造性を持ついくつかの新しく開発されたマグネシウム合金も、潜在的な自動車および航空宇宙用途のためにレビューされています。 3. 序論: 排出ガスおよび燃費規制により、車両の軽量化の必要性が高まっています。したがって、軽量化は、安全性と性能を維持しながら動力効率を向上させるための非常に重要なトピックとなっています。製品の最適化、材料置換、部品統合などのいくつかの軽量化戦略は、より高密度の構造材料をより低密度の材料に置き換えることによって推進されています。マグネシウムとその合金は、他の自動車用金属と比較していくつかの利点があります。マグネシウムの密度は1.74 g/cm³であり、アルミニウムと鋼の両方よりも著しく低いです[1]。マグネシウム合金は、優れた比強度、優れた自動化可能性と鋳造性特性を持ち、セルフスレッディングファスナーの使用に適していることでよく知られています[2]。一般的に使用されるマグネシウム合金は150°C以上での使用には不適切かもしれませんが[3, 4]、適切な合金元素の添加により、耐熱性[5–7]および耐食性[8, 9]のマグネシウム合金が開発されています。自動車産業は、内燃機関(ICE)から電気自動車(EV)へのパワートレインアーキテクチャの移行を経験しています。マグネシウム合金の熱伝導率向上の開発は、バッテリー関連の応用をサポートしています[7]。一方、難燃性はマグネシウム合金のホットなトピックであり、関連研究は実質的な進歩を遂げており、これは航空宇宙用途にとって非常に価値があります[10–19]。上記の利点により、マグネシウム合金は自動車産業で広範に利用される最も軽量で最も人気のある構造用金属の1つとなっています。産業界のほとんどのマグネシウム合金部品は、Figure 1に示される高圧ダイカスト(HPDC)プロセス[20–21]を通じて製造されます。HPDCプロセスは、設計と製造における魅力的な柔軟性、優れたダイ充填特性、および鋼構造に必要な二次加工削減の高い効率性を提供します。Figure 2は、いくつかの異なるプロセスで製造されたAZ91の降伏強度を比較しています[22–25]。HPDCプロセスで製造されたものの高い強度は、速い冷却速度からの著しく微細な微細構造の結果です。現代のHPDC技術により、マグネシウム合金は、大型、薄肉、複雑な形状を持つニアネットシェイプ製品として製造でき、優れた構造的および機能的性能を示し、特に大量生産のための効率的でコスト削減の方法として広く適用されています。本章では、歴史的および潜在的な自動車および航空宇宙産業におけるHPDCマグネシウム合金の応用をレビューし、成功事例と進行中の開発状況の全体的な理解を提供します。 4. 研究の概要: 研究テーマの背景: 自動車および航空宇宙産業は、燃費/エネルギー効率と性能向上のために車両軽量化への圧力が高まっています(軽量化)。マグネシウム合金は、その低密度により魅力的な候補材料です。内燃機関(ICE)自動車から電気自動車(EV)への移行は、軽量材料、特に特定の熱特性を持つ材料に対する新たな要求と機会を生み出しています。航空宇宙用途も軽量化を要求しますが、厳格な難燃性要件があります。 先行研究の状況: HPDCマグネシウム合金(AM50、AM60、AZ91、AE44など)は、ICE自動車の様々な用途で数十年にわたり成功裏に使用されてきました。これには、内装部品(インストルメントパネル、シートフレーム、ステアリングホイール)、ボディ構造(ラジエーターサポート、リフトゲートインナー、ドアインナー)、パワートレイン部品(オイルコンジットモジュール、ギアボックスハウジング、トランスファーケース)、シャシー部品(エンジンクレードル、サブフレーム)が含まれます。研究は、合金化(例:RE元素、Ca)を通じて、耐食性、耐クリープ性、熱伝導率、難燃性などの特性を改善することに焦点を当ててきました。 研究の目的: 本章は、歴史的および潜在的な自動車(ICEおよびEV)および航空宇宙産業におけるHPDCマグネシウム合金の応用をレビューすることを目的としています。成功事例と進行中の開発状況の全体的な理解を提供し、これらの分野における将来の成長の可能性を強調することを目指しています。 中核研究: 本研究は、さまざまな車両システムにわたるHPDCマグネシウム合金の特定の応用をレビューします: 5. 研究方法論 研究デザイン: 本研究は包括的なレビュー論文です。公開された文献、会議議事録、特許、および業界のケーススタディからの情報を統合しています。 データ収集と分析方法: データは引用された参考文献[1-152]から収集され、これには学術論文、技術報告書、業界出版物、特許が含まれます。分析には、歴史的および現在の応用の要約、異なるマグネシウム合金の特性と性能の比較(例:機械的特性、腐食、熱伝導率、難燃性)、合金開発と応用要件(特にEVおよび航空宇宙向け)のトレンドの特定、HPDCマグネシウム合金使用の利点と課題の議論が含まれます。 研究トピックと範囲: 本研究は高圧ダイカスト(HPDC)マグネシウム合金の応用に焦点を当てています。範囲は以下の通りです: 6. 主要な結果: 主要な結果: 図の名称リスト: 7. 結論: 本レビューは、軽量化の必要性とHPDCプロセスの利点により、自動車産業において内装、ボディ、パワートレイン用途でHPDCマグネシウム合金(延性用のAM50/AM60、強度/耐食性用のAZ91D、高温用のAE44など)が広範かつ成功裏に使用されてきたことを強調しています。これらの構造応用の多くはEVアーキテクチャに移行可能です。さらに、HPDCマグネシウム合金は、オンボードチャージャーハウジングやバッテリートレイなどのEV特有の部品に大きな可能性を示していますが、鋳造性と熱伝導率を最適化するための開発が進行中です。航空宇宙産業も、費用対効果の高い難燃性改善(特にCa合金化が有望)を条件として機会を提供しており、FAA基準を満たす改善された難燃性を持つ合金(例:WE43、Ca含有合金)が開発されています。優れた機械的性能と、高い熱伝導率や難燃性などの応用特有のニーズに合わせて調整された新しいマグネシウム合金の継続的な開発は、自動車および航空宇宙産業の両方においてHPDCマグネシウム合金の強力で明るい未来を示唆しています。 8. 参考文献: 9. 著作権: 本資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁じられています。Copyright © 2025 CASTMAN.
Read More
user 04/10/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , Aluminium die coating , aluminum alloys , Aluminum Casting , CAD , Die casting , Microstructure , Quality Control , Sand casting , secondary dendrite arm spacing , Thin films , 자동차 산업 本紹介論文は、「Jönköping University, School of Engineering, Dissertation Series No. 084」によって発行された「The Effect of Microstructural Features, Defects and Surface Quality on the Fatigue Performance in Al-Si-Mg Cast Alloys」論文に基づいています。 1. 概要: 2. 抄録: 地球温暖化により、産業界は二酸化炭素(CO2)排出量を削減するために、より軽量な部品を製造する必要に迫られています。これを達成するための有望な候補として、アルミニウム-シリコン(Al-Si)鋳造合金があり、高い重量対強度比、優れた耐食性、良好な鋳造性を提供します。しかし、これらの合金の機械的特性のばらつきを理解することは、重要な用途向けの高性能部品を製造する上で不可欠です。欠陥や酸化物は、機械的特性に悪影響を与えるため、疲労用途において鋳造部品が不合格となる主な理由です。 Al-Si鋳物におけるα-アルミニウム素地、Al-Si共晶、表面粗さ、気孔、水素含有量、酸化物、金属間化合物などのパラメータと疲労性能との相関関係に関する包括的な理解は、まだ達成されていません。 本論文で提示された研究では、最先端の実験技術を用いて、周期的荷重下でのAl-Si-Mg鋳造合金の機械的特性およびき裂発生・進展挙動を調査しました。走査型電子顕微鏡(SEM)と電子後方散乱回折(EBSD)、デジタル画像相関法(DIC)、集束イオンビーム(FIB)加工を組み合わせたその場(In-situ)周期的試験を実施しました。これらの技術により、水素含有量、表面粗さ、酸化物、金属間化合物相を含む、疲労性能に影響を与えるパラメータに関する包括的な研究が可能になりました。具体的には、溶湯品質、銅(Cu)含有量、酸化介在物(oxide bifilms)、表面品質、および気孔率の影響を調査しました。 熱処理されたAl-Si合金におけるCu濃度の増加は、金属間化合物相の量を増加させ、き裂挙動に影響を与えました。さらに、高ひずみ領域から遠く離れた領域であっても、き裂発生サイトで酸化介在物が検出されました。Siリッチおよび鉄(Fe)リッチな金属間化合物が、これらの介在物上に析出していることが観察されました。これらの酸化物は非常に小さいため、一般的に非破壊検査では検出されませんが、比較的低い引張応力で開口するように見えるため、機械的特性に影響を与えます。最後に、Al-Si合金の鋳肌(casting skins)は、疲労性能を向上させるという点で興味深い効果を示し、そのような合金に対する表面研磨の悪影響を浮き彫りにしました。 3. 緒言: 温室効果ガス、特にCO2の排出削減は世界的な主要な焦点であり、自動車などの産業においてアルミニウムのような軽量材料の使用を推進しています[1]。アルミニウム-シリコン(Al-Si)鋳造合金は、高い強度対重量比、費用対効果、耐食性、鋳造性により、主要な候補です[2, 3]。リサイクルアルミニウムの使用が増加しており、一次生産と比較して大幅なエネルギー節約を提供します[4-6]。純アルミニウムは強度が限られていますが、特にSi、Cu、Mgとの合金化は、固溶強化および析出強化を通じて機械的特性を向上させます[7-12]。しかし、鋳造アルミニウム部品の高サイクル疲労(HCF)性能は依然として課題であり、疲労は全破壊の約90%を占めます[13]。酸化膜(bifilms)や気孔などの欠陥は、疲労寿命を大幅に低下させます[14-17]。しばしば部品の潜在的な疲労寿命のわずか1%に制限します[17]。気孔のような一部の欠陥は検出できますが[19]、酸化介在物のような他の欠陥は破壊が発生するまで隠れたままであることが多いです[20, 21]。粗さを含む表面状態も、疲労発生に決定的な影響を与えます[16]。機械加工された試験片に対する標準的な実験室疲労試験は、鋳肌(casting skins)を持つ実際の部品の挙動を完全には表していない可能性があります[22]。したがって、組織特徴、欠陥、および表面品質が、鋳造Al-Si合金の機械的性能、特に疲労にどのように影響するかについてのより良い理解は、要求の厳しい用途向けに部品を最適化するために不可欠です。 4. 研究の概要: 研究トピックの背景: CO2排出削減のための軽量部品の必要性は、様々な産業、特に自動車産業においてAl-Si鋳造合金の使用を推進しています[1, 2]。これらの合金は、高い強度対重量比や良好な鋳造性といった有利な特性を提供します[3]。しかし、特に疲労が重要な部品への適用は、固有の組織特徴や欠陥によってしばしば制限されます。 先行研究の状況: 疲労破壊は、鋳造Al部品における主要な課題です[13]。気孔や酸化介在物のような欠陥、および表面粗さは、疲労性能を著しく低下させることが知られています[14-17, 22]。多くの研究が存在しますが、α-アルミニウム素地、Al-Si共晶、様々な欠陥(気孔、酸化物)、金属間化合物相、水素含有量、および表面粗さ間の複雑な相互作用が疲労寿命に及ぼす影響に関する包括的な理解はまだ不足しています[24]。特に、表面粗さや溶湯状態から生じる欠陥の役割に関しては、文献中に矛盾する結果やギャップが存在します[24]。 研究の目的: 本研究の主な目的は、様々な組織特徴、欠陥(酸化物/介在物、気孔を含む)、溶湯品質パラメータ(水素含有量)、合金添加物(特に銅)、および表面品質(粗さ、鋳肌)が、Al-Si-Mg系鋳造合金の機械的特性、特に疲労性能(き裂発生および進展)に及ぼす影響を調査し、理解することでした[25, 28]。目標は、高性能用途向けにこれらの合金を最適化し、生産におけるエネルギー消費を潜在的に削減するための知識を提供することでした。 コア研究: 本研究は、Al-Si-MgおよびAl-Si-Mg-Cu鋳造合金の疲労性能に影響を与えるいくつかの主要な側面に焦点を当てました: 5.
Read More
user 04/10/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , STEP , 자동차 本紹介資料は、「Luleå University of Technology」により発行された論文「Material characterization of aluminum alloys for automotive and aerospace applications」に基づいています。 1. 概要: 2. 抄録: アルミニウム合金は、自動車、特に航空機の構造部品に広く使用される材料の一つです。シミュレーションによるこれらの部品の性能と寿命の妥当な予測には、高度な物理ベースの材料モデルの使用が必要です。このようなモデルは、様々な変形条件下での機械的応答と、その根底にある微細構造の進展に基づいています。上記の動機を踏まえ、本博士論文の目的は、AA7075-T651合金およびリサイクルAlSi10MnMg(Fe)合金の加工、微細構造、機械的挙動、破壊挙動の関係を調査し理解することでした。 第一に、押出丸棒から最初に引き出されたAA7075-T651合金の変形挙動を、低ひずみ速度(0.01および1 s⁻¹)および高ひずみ速度(1400 – 5300 s⁻¹)で、室温(RT)から500 °Cの範囲の変形温度での圧縮試験を通じて調査しました。低ひずみ速度変形では、合金は200 °Cまで1 s⁻¹のひずみ速度から生じる断熱加熱により、より多くの軟化を経験しました。200 °Cを超えると、軟化効果は動的回復(dynamic recovery)および動的再結晶(dynamic recrystallization)に取って代わられ、これらは0.01 s⁻¹のひずみ速度によって促進されました。高ひずみ速度および高温での変形は、材料中に断熱せん断帯(ASBs)および亀裂の形成をもたらしました。ASBsおよび亀裂の形成と成長の可能性は、ひずみ速度からの有意な影響を無視して、ひずみと温度の増加とともに増加しました。 第二に、高圧ダイカスト(HPDC)によって製造されたリサイクル二次AlSi10MnMg(Fe)合金を調査しました。二次合金は、その従来の一次対応物、すなわちAlSi10MnMg合金によって発揮される範囲内の強度と延性を示す大きな可能性を示しましたが、その引張特性は、鋳造表面に不均一に形成された微細粒スキン層によって制限されました。スキン形成における前記の不均一性は、「波と湖(waves and lakes)」タイプの鋳造欠陥に対応していました。このような不均一なスキン層は、隣接するマトリックスとの結合不良により急激な破壊を起こすことによって、二次合金の延性を制限しました。本研究で使用されたAlSi10MnMg(Fe)合金には、HPDC加工材料の破壊の背後にある駆動要因として知られている気孔、コールドフレーク、および金属間化合物が豊富に含まれていましたが、不均一なスキンからの影響が支配的であることが判明しました。 3. 序論: アルミニウム合金は、高強度、軽量性、寸法安定性などの特性により、自動車および航空機の構造部品に広く使用されています。部品の性能と寿命を正確に予測するには、様々な条件下での材料の挙動の理解に基づく、高度な物理ベースの材料モデルが必要です。これらのモデルは、微細構造の進展を機械的応答と関連付けます。本研究は、2つのアルミニウム合金、すなわち押出されたAA7075-T651(航空機用フィッティング、ギアなどに使用)と、高圧ダイカスト(HPDC)で加工されたリサイクル二次AlSi10MnMg(Fe)(自動車用ショックタワーなどの代替候補)の特性評価に焦点を当てています。これらの合金の性能は、製造中に付与される初期微細構造と、様々な条件下での変形中の微細構造の進展によって影響を受けます。本論文は、様々な温度およびひずみ速度条件下でのこれら2つの合金の加工、微細構造、機械的挙動、および破壊の関係を調査することを目的としています。 4. 研究の概要: 研究トピックの背景: 自動車および航空宇宙用途におけるアルミニウム合金部品の正確な性能予測には、堅牢な材料モデルが必要です。これらのモデルの開発と較正には、関連する使用条件下(様々な温度およびひずみ速度)での機械的挙動および関連する微細構造の進展に関する詳細な実験データが必要です。本研究は、航空宇宙分野で一般的な高強度展伸材であるAA7075-T651と、持続可能な自動車用途を対象としたHPDCプロセスによって製造されたリサイクル二次AlSi10MnMg(Fe)合金に焦点を当てています。リサイクルHPDC合金の挙動を理解することは、二次合金への関心の高まりと、HPDCプロセスおよびリサイクルによって導入される複雑さのため、特に重要です。 先行研究の状況: AA7075については、低ひずみ速度変形は研究されていますが、高温で起こる動的回復(DRV)および動的再結晶(DRX)現象を示す詳細な微細構造解析(EBSDなど)が不足しています。さらに、高ひずみ速度(10³ s⁻¹)変形挙動、特に高温でのデータは乏しいです。リサイクル二次AlSi10MnMg(Fe) HPDC合金については、その微細構造の進展と機械的特性に関する文献は限られています。具体的には、表面スキン層の形成とその影響、特にその潜在的な不均一性と他の鋳造欠陥と比較した機械的特性への影響は、十分に調査されていません。 研究の目的: 主な目的は、押出AA7075-T651およびHPDCリサイクル二次AlSi10MnMg(Fe)合金における加工、微細構造、機械的挙動、および破壊の関係を調査し理解することです。本研究は以下の問いに取り組んでいます: 核心研究: 本研究は、2つの主要な調査を含んでいました: 5. 研究方法論 研究設計: 本研究は、材料特性評価に焦点を当てた実験的アプローチを採用しました。2つの異なるアルミニウム合金が研究されました:押出丸棒として提供されたAA7075-T651と、高圧ダイカスト(HPDC)によって段付き厚さ部品に加工されたリサイクル二次AlSi10MnMg(Fe)合金。方法論は、これらの材料を様々な条件下(温度、ひずみ速度)で機械試験に供し、その後、それらの微細構造と破壊挙動を分析することを含んでいました。 データ収集および分析方法: 研究トピックと範囲: 本研究は以下に焦点を当てました:
Read More
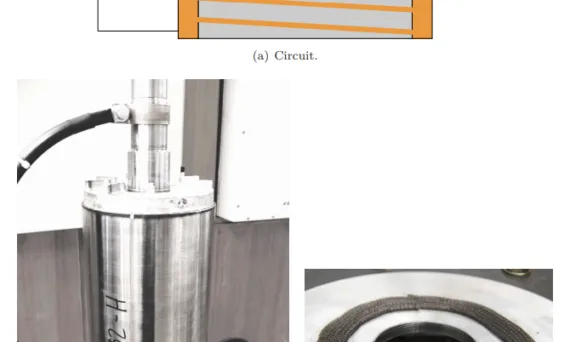
本紹介資料は、「KTH Royal Institute of Technology」より発行された博士論文「Analysis and Reduction of Parasitic Effects in Induction Motors With Die-Cast Rotors」に基づいています。 1. 概要: 2. 抄録: 本論文は、ダイカストアルミニウムおよびダイカスト銅回転子を持つ誘導電動機におけるバー間電流効果に関する研究を提示する。これらの電流によって引き起こされる寄生効果を解析し、これらの問題に対する可能な解決策を提示する。これは、バー間電流効果のシミュレーションのための解析ツールを開発することによって実現される。使用された手法は、試作機での測定によって検証される。バー間電流は、モータの始動性能にかなりの影響を与え、それがプルアウトトルクの減少につながる可能性があることが示される。定格運転時には、これは高調波回転子電流の増加として見られ、モータ性能に悪影響を与える。熱量測定の結果から、スキュー付きダイカストアルミニウム回転子をスキュー付きダイカスト銅回転子に置き換えた場合に得られる効率向上は、理論的な期待値よりも低いことが示される。これは、銅回転子の力率が低下した結果であることが示される。高いバー間電流がこの効果の原因であると考えられており、回転子起磁力の高調波成分を増加させる。これは、回転子漏れリアクタンスの増加として現れるであろう。固定子拘束試験の結果、および測定されたバー間抵抗値を用いたシミュレーションが、この理論を裏付けている。これらの悪影響は、スキューなし回転子の使用によって無視できるレベルまで抑制されるが、低速での大きな同期トルクという代償を伴うことが示される。非対称な回転子スロット分布を持つ変調回転子の概念を用いることにより、この寄生トルクを低減するためにスキューなし回転子が設計される。試作機での測定により、変調回転子はバー間電流と同期トルクの両方を抑制し、モータ効率の有意な変化なしに始動性能を向上させることが示される。提示された結果は、変調回転子の概念の可能性を強化し、誘導機に現れる悪影響を低減するための新たな可能性を導入するものである。 3. 緒言: 誘導機は最も一般的に使用される電気機械であり、その効率を改善することはエネルギー保全にとって極めて重要である。損失の低減には、よく知られた固定子および回転子の銅損、鉄損、摩擦損だけでなく、追加損失(定格負荷では漂遊負荷損と呼ばれる)の低減も含まれる。これらの損失は通常、モータ入力電力の0.5%~3%の範囲であるが、それ以上になることもある[1, 2, 3]。中小規模の誘導電動機は、しばしば費用対効果の高いダイカストアルミニウム回転子を使用する。鋳造技術の進歩により、ダイカスト銅回転子の製造も可能になり、銅の高い導電率は回転子かご損失を低減する(約40%のI2R損失削減が報告されている[4])。銅を活用するように機械を再設計すれば、効率をさらに向上させることができる[5, 6, 7, 8]。 回転子スキューは、騒音低減[9]および(バーが絶縁されている場合)非同期トルクと高調波損失の抑制[10]のための一般的な慣行である。しかし、ダイカスト回転子はスロット絶縁が欠如しているため、スキュー設計では望ましくないバー間電流が発生する。これらの電流は、始動時の非同期トルクを増加させ[11]、漂遊負荷損を増加させる可能性があり[12, 13]、その大部分を占める可能性がある[3]。 産業界の経験では、ダイカストアルミニウム回転子をダイカスト銅回転子に置き換えた場合、理論的に期待されるほどの効率向上が得られないことが示唆されていた。この不一致は、バー間電流の影響であると疑われた。バー間電流はバー間抵抗に強く影響され、この抵抗はかご材料とダイカストプロセスに依存する可能性が高いため、アルミニウムと銅の回転子の概念間に違いがあることを示唆している。 4. 研究概要: 研究テーマの背景: ダイカスト回転子は誘導電動機で広く使用されている。銅回転子はアルミニウムよりも高い導電性を提供し、潜在的に効率を向上させるが、特に一般的な技術である回転子スキューと共に実装されると、寄生効果を引き起こす。ダイカスト回転子の絶縁不足は、スキュー時にバー間電流を許容し、性能(トルク特性、損失)に悪影響を与える。これらの効果、特にアルミニウムと銅のダイカスト回転子間の違いを理解し、軽減することは、高効率モータの設計に不可欠である。 先行研究の状況: 先行研究では、ダイカスト銅回転子の損失低減の可能性[4, 5, 6, 7, 8]と、スキュー回転子におけるバー間電流の悪影響[11, 12, 13]が確認されていた。バー間抵抗の測定方法も存在した[14, 15, 16]。しかし、ダイカストアルミニウム回転子と銅回転子間のバー間電流効果の直接比較、および銅で観察された期待以下の効率向上の説明には、さらなる調査が必要であった。スキューなし設計の問題に対処するための変調回転子の概念が提案されていたが[31]、始動性能と損失に関する評価が必要であった。 研究目的: 主な目的は、ダイカストアルミニウム回転子とダイカスト銅回転子の両方におけるバー間電流の影響を評価し、理論的な期待値と比較して銅回転子で観察された効率低下がこれらの効果によるものかどうかを判断し、特定された寄生効果(プルアウトトルクの低下や同期トルクの増加など)を軽減するための解決策を提案し検証することであった。 中核研究: 本研究は、アルミニウム回転子と銅回転子のバー間抵抗測定を含み、銅の方が著しく低い抵抗を示すことを明らかにした。飽和と表皮効果を組み込んで、バー間電流効果をシミュレーションするための解析モデルが開発された。スキュー付きアルミニウム回転子と銅回転子に関する比較研究(11kWおよび15kW機でのシミュレーションと実験)が実施された。これらの結果、銅回転子はより低いプルアウトトルクと低下した力率を示し、期待以下の効率向上につながることが示された。これは、低いバー間抵抗による高い高調波回転子電流が漏れインダクタンスを増加させるためと考えられた。また、スキューなし回転子を調査し、バー間電流の抑制を確認したが、大きな同期トルクの問題を浮き彫りにした。これを解決するために、非対称スロット分布を持つスキューなし「変調回転子」の概念が設計、シミュレーション、テストされた。この試作品は、定格効率に大きな影響を与えることなく、バー間電流と同期トルクの両方を首尾よく低減し、改善された始動性能をもたらした。 5. 研究方法論 研究設計: 本研究は、解析モデリング、数値シミュレーション(FEMを含む)、および実験的検証の組み合わせを採用した。スキュー付きアルミニウム、スキュー付き銅、スキューなし対称アルミニウム、および新しいスキューなし変調(非対称)アルミニウム回転子という、異なるダイカスト回転子タイプを搭載した誘導電動機の性能を比較した。2つの主要なモータフレームが使用された:Al/Cu比較用の11kW機と、スキュー効果および変調回転子概念評価用の15kW機。 データ収集および分析方法:
Read More
user 04/09/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , IGS , Microstructure , secondary dendrite arm spacing , 자동차 산업 本紹介資料は、「[Journal/academic society of publication]」に掲載された論文「Inhomogeneous Skin Formation and Its Effect on the Tensile Behavior of a High Pressure Die Cast Recycled Secondary AlSi10MnMg(Fe) Alloy」を基に作成されています。 1. 概要: 2. 抄録: 本研究では、高圧ダイカスト(HPDC)で製造された新規再生二次合金のミクロ組織変化、機械的特性、および破壊挙動を調査した。鋳造ままのミクロ組織は、(i)初晶α-Al、(ii)α-Al15(FeMn)3Si2金属間化合物、および(iii)Al-Si共晶から構成されていた。HPDC鋳造品の表面から深さ方向へのミクロ組織は、(i)表面の微細粒スキン層、(ii)中間位置でのAl-Si共晶の増加、および(iii)中心部の粗大なα-Alデンドライトから成っていた。これに応じて、硬度はスキン層から中間部にかけて増加し、その後鋳造品中心に向かって減少した。スキン層の形成は非常に不連続であり、これはダイキャビティ内の複雑な溶湯流動パターンに起因すると考えられた。スキン層はHPDC合金の強度をわずかに向上させることを示したが、材料の延性を大きなばらつきとともに制限した。このような延性挙動は、不均一なスキン層が隣接するマトリックスとの結合不良のために引き起こす破壊メカニズムに起因するものであった。この二次合金は、このような材料の破壊の駆動要因として知られている鋳造欠陥やα-Al15(FeMn)3Si2金属間化合物を含んでいたにもかかわらず、本研究では不均一なスキン層からの影響が支配的であることが判明した。 3. 緒言: 高圧ダイカスト(HPDC)は、高い生産性を有するプロセスであり、自動車産業においてシャシーやボディインホワイト(BIW)構造のような、幾何学的に精密で薄肉の部品を製造するために広く利用されている。従来のHPDC合金は、しばしばAl-Si-Mg系をベースとしている。これらの合金は通常、不純物としてFe(0.8-1.1 wt pct)を含んでおり、これは金型への焼き付き(die sticking)を防止するのに役立つが、有害な針状のβ-Al5FeSi化合物を形成し、機械的特性、特に延性を著しく損なう。これを軽減するために、Fe含有量を制限し(
user 04/09/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Casting , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Segment , 자동차 산업 本紹介資料は、「[Materials Characterization]」に掲載された「[Evaluation of detrimental effect on the ductility caused by the inhomogeneous skin and casting defects in a high pressure die cast recycled secondary alloy]」論文に基づいています。 1. 概要: 2. 抄録: 自動車向け高圧ダイカスト(HPDC)用途における再生合金の使用が急速に関心を集めています。HPDCプロセス中に鋳造表面に通常誘起されるスキン微細構造は、HPDC鋳物の特性を向上させると考えられていますが、必ずしも鋳造表面全体に連続的に形成されるとは限らず、それによって機械的特性に影響を与える可能性があります。したがって、本研究では、再生二次AlSi10MnMg(Fe)合金のHPDC鋳物が示す延性に対して、不均一に形成された表面スキンと他の欠陥の影響を評価し比較しました。本研究における不均一スキン形成は、HPDCプロセスによって生成される「波と湖(waves and lakes)」タイプの欠陥に関連する現象に起因するとされました。このようなスキン構造は、前述の不均一性に起因する隣接マトリックスとの結合不良により急激な破壊を起こすことで、本事例で試験されたひずみ速度に関わらず、HPDC鋳物の延性を制限しました。調査したAlSi10MnMg(Fe)合金には、通常HPDCプロセス合金の破壊の主な要因と考えられる多量の気孔、コールドフレーク、金属間化合物が含まれていましたが、本事例では不均一スキン層からの影響が他のすべての要因を支配しました。HPDCプロセスAlSi10MnMg(Fe)合金の延性に対する有害な影響の順序は、不均一スキン、コールドフレーク、気孔の順に従い、スキンの不均一性が最も有害であることが判明しました。 3. 序論: 自動車産業の長年の焦点であるコスト効率と乗員の安全性は、その高い寸法精度、サイクルタイムの短縮、薄肉鋳物の製造能力により、構造部品製造のための高圧ダイカスト(HPDC)の使用増加につながっています。材料開発は、優れた鋳造性、金型への焼き付き防止、延性を制限する脆性β-Al5FeSi(β-Fe)化合物の回避[5-7]という要求を通じて進歩し、制御されたFeおよびMn含有量を持つ一次AlSi10MnMg合金の開発に至りました。これにより、有害なβ-Feを抑制し、害の少ないα-金属間化合物(α-Fe)の形成を促進し、機械的特性を向上させています[5-7, 9]。近年、持続可能性への関心から、再生二次AlSi10MnMg(Fe)合金の使用が増加しています。これらは通常、スクラップリサイクルによりFe含有量が高く[4, 7]、β-Fe形成のリスクがあります。研究は、一次合金に匹敵する特性を達成するために、二次合金組成(特にMn:Fe比)を最適化することを目的としています[11, 14-17]。HPDCに関連する「スキン」層は、金型表面での急速凝固によって形成される微細粒α-Al相です[20]。一般的に有益と考えられていますが、文献ではこのスキンが不均一である可能性が示唆されており[21-23]、これは以前の研究で見過ごされていた可能性のある要因です[20, 24-27]。これは、延性を制限することが知られている気孔(ガスおよび収縮気孔)[26-29]やコールドフレーク[32-34]のような他の一般的なHPDC欠陥と比較して、不均一スキンの影響について疑問を提起します。既存の文献はこれらの欠陥の悪影響を詳述していますが、特に二次合金における不均一スキン形成メカニズムとその影響、特に衝突シナリオに関連する高ひずみ速度下での影響を含め、これらの異なる特徴の相対的な影響を評価し比較する研究は限られています。 4. 研究の概要: 研究テーマの背景: 高圧ダイカスト(HPDC)は自動車構造部品にますます使用されています。持続可能性のために、一次合金を代替して再生二次Al-Si-Mn-Mg合金(AlSi10MnMg(Fe)など)を使用する傾向が高まっています。しかし、二次合金はしばしばFe含有量が高く、有害な相を形成する可能性があり、その特性は気孔、コールドフレーク、表面スキン層を含む鋳造欠陥によって影響を受ける可能性があります。不均一なスキン層の形成と影響は、他の欠陥と比較して完全には理解されていません。 先行研究の状況: 先行研究では、制御されたFe/Mnを持つ一次AlSi10MnMg合金の利点が確立されています[6, 7, 9]。二次AlSi10MnMg(Fe)合金に関する研究では、脆性β-Fe相を回避するためにMn:Fe比を最適化することが検討されました[11, 14-17]。HPDC合金の延性に対する気孔[26, 27, 29-31]およびコールドフレーク[32-34]の有害な影響は知られています。いくつかの研究ではスキン層の不均一性が指摘されており[21-23]、著者らの以前の研究[19]では、不均一スキンが研究された二次合金の延性を制限したことが示されました。しかし、これらの異なる特徴(不均一スキン、気孔、コールドフレーク)の有害な影響を順位付けする比較研究は不足しており、不均一スキン形成メカニズムとその影響、特に様々なひずみ速度下での影響に関する詳細な理解も不足しています。 研究の目的: 本研究の目的は、様々な鋳造厚さ(2mmから10mm)を持つHPDCプロセス再生二次AlSi10MnMg(Fe)合金の延性および破壊挙動に対する微細構造および鋳造欠陥の進化と影響を調査することです。研究は当初、気孔を潜在的に支配的な要因として焦点を当てていましたが、不均一スキン、コールドフレーク、および気孔の影響を評価し比較するために拡張されました。さらに、二次合金の引張特性および破壊挙動に対するひずみ速度(0.001 s⁻¹から10 s⁻¹)の影響も調査しました。 中核研究:
Read More
user 04/08/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , AUTOMOTIVE Parts , CAD , Die casting , Efficiency , Mechanical Property , Microstructure , 자동차 산업 本紹介内容は、「[出版社名: Elsevier B.V.]」が出版した論文「[論文タイトル: Wear properties of a new Al80Mg10Si5Cu5 multicomponent alloy]」に基づいています。 1. 概要: 2. 概要: 本研究は、軽量自動車用途、特に後輪ドラムディスク向けに、Al80Mg10Si5Cu5系をベースとして新たに開発された多成分アルミニウム軽量合金の摩耗に関するトライボロジー特性を調査するものです。サンプルは、鋳造合金リターン材と二次アルミニウムインゴットを用い、高圧ダイカスト(HPDC)法で製造され、室温(RT)および200℃で試験されました。A180Mg10Si5Cu5合金は、RTおよび特に200℃において、参照合金であるAlSi9Cu3と比較して高い硬度と耐摩耗性(摩耗率で10倍の低減)を示すことが観察されました。HPDC鋳造部品の外面層(スキン)を維持することの影響がボールオンディスク試験で研究され、トライボロジー特性の向上と接触面の機械加工回避の可能性が示されました。表面層を持つ鋳放し状態のA180Mg10Si5Cu5合金は、RTにおいて5 × 10⁻⁴ mm³/N·m²の摩耗率係数を示し、これはスキンなしのサンプルよりも50%低い値でした。表面層を持つ溶体化処理サンプル(440℃で72時間、75℃で水焼入れ、自然時効)は、11 × 10⁻⁴ mm³/N·m²の摩耗率係数を示し、これは表面層なしのサンプルよりも約20%低い値でした。AlSi9Cu3合金の摩耗率は、RTにおいてスキンなしのサンプルで50%以上減少しました。200℃では、表面層を持つサンプルの摩耗率係数の方が低い値でした。 3. 緒言: 多成分コンセプトに基づくアルミニウム多相および非等原子量高エントロピー合金(HEA)は、単相合金とは対照的に、優れた物理的および機械的特性を有することが示されています[1]。これらの合金において強化された単相微細構造を得るための急速凝固プロセスの効果は、最近の研究でまとめられています[2]。一方、産業界における軽量車両への要求は、アルミニウム鋳造部品の製造、特に高圧ダイカスト(HPDC)によるGIGAPRESS技術を用いた電気自動車において急成長を引き起こしています[3]。電気自動車市場は継続的に拡大しており、軽量化は航続距離を伸ばすために重要です。アルミニウム製ドラムブレーキは、後輪ブレーキの力が前輪ブレーキよりも低く、運動エネルギー回生システム(KERS)を使用することでブレーキ力を低減できるため、軽量電気自動車に使用できます。また、前輪ディスクブレーキは後輪ドラムブレーキよりも先に作動し、後輪ブレーキの圧力が低減されます[4]。アルミニウム製ドラムは鉄製ドラムよりも軽量で、放熱性が向上し、フェードが減少し、ねずみ鋳鉄ディスクの腐食の可能性やディスク故障を回避できます[5]。AlSiCuはHPDCで最も一般的に使用されるアルミニウム合金ですが、その機械的特性には特定の制限があります[6]。AlSiMgCu合金はより高い耐食性と強度を提供し、一般的に熱処理によって改善され、良好な耐摩耗性と摩擦が要求されるさまざまな自動車部品に適しています[7,8]。不十分な耐摩耗性はアルミニウム合金の問題ですが[9]、Al合金のトライボロジー特性は、合金元素の種類と量を調整したり、外部からの強化相を導入したり、熱処理を行ったりすることで向上させることができます[10–12]。鋳鉄製ブレーキを置き換え、車両重量を削減するために、アルミニウム基複合材料(AMC)ブレーキローターが開発されました。AMCはアルミニウム合金よりも高い熱伝導率、低い密度、高い比強度を持っています。AMCは、カスタマイズされた特性を得るために、Al2O3、SiC、SiO2などの硬質セラミック粒子で強化された延性のあるアルミニウムマトリックスを特徴としています[13]。しかし、AMCの主な欠点は、製造コスト(特に機械加工コスト)、粒子サイズと分布の制御の難しさ(摩耗特性が強化粒子の体積とサイズに大きく依存するため)[14]、複雑な鋳造プロセス、そして主としてリターン材やスクラップの低いまたは困難なリサイクル性です。AMCではない鋳造アルミニウム合金の摩耗特性を向上させる最も一般的な方法は、シリコン合金化です。Siの割合を増やすと、より多くの硬質Si結晶が生成され、合金の硬度と耐摩耗性が向上します。トライボロジー用途では、通常、共晶相のアルミニウムと組み合わされた初晶シリコン相を持つ過共晶Al-Si合金(Si > 13 wt%)が用いられます。シリコン相の種類、形態、サイズ、分布は、塑性変形したアルミニウムマトリックス領域で荷重の重要な部分を支持することにより、摩擦と耐摩耗性を向上させる上で重要です[15–17]。これらの合金では、SiはMgと結合してMg2Siとして析出する傾向があります。Mg量の増加は耐摩耗性の向上を促進します[18]。複雑な金属間化合物相は、摩耗メカニズムにおける接合部の成長と凝着を防止する鍵となります。金属間化合物相が多い合金は摩耗率が低くなります[19]。合金中の銅の増加は機械的特性を向上させ、耐食性を低下させ、気孔率を増加させる可能性があります[20,21]。AlSi7Mg合金では、微細な結晶粒を促進し、硬度と耐摩耗性を向上させて摩擦係数を低下させるAl₂Cu金属間化合物相を得るために、最低1 wt%のCuが必要でした[22]。アルミニウム鋳造合金の硬度を向上させるメカニズムは、MgとAl、およびCuとSiの反応によっても影響を受け、合金の強化に関与する異なる析出物を促進します。異なる相の形成とその挙動の定義は、β(Mg2Si)、θ(Al₂Cu)、S(Al₂CuMg)またはQ(Al5Cu2Mg8Si6)など、いくつかの相が近接してまたは同時に析出する可能性があるため、複雑な作業です[23]。熱処理中、溶体化温度、冷却速度、時間は重要な役割を果たし、いくつかの複雑な相互作用をもたらします。最適な温度での時効処理は、強度と延性を低下させる可能性のある大きく非整合な粒子の析出を回避します。Fe、Mn、Crなどの他の元素の少量の組み合わせは、Al-Si合金の硬度と強度を向上させ、耐摩耗性を高めます[24]。AlSiやAlSiCuMg(X)などの鋳造アルミニウム合金のトライボロジー研究に焦点を当てた研究[25–27]が最も多く行われています。高シリコンアルミニウム合金では、一般に、荷重の増加に伴い、摩耗メカニズムは延性剥離、アブレージョン、脆性剥離からプラウイングアブレージョン摩耗へと変化します[28]。アブレージョンと酸化は、軽度摩耗領域における主要な摩耗現象ですが、常にそうとは限りません。剥離、凝着、および激しい塑性変形は、AlSi9Cu3 HPDC合金の過酷摩耗領域で支配的です[23]。剥離は、表面下クラック核生成とその後のクラック伝播によって発生する表面層の塑性変形による大きな摩耗粒子の除去と関連付けられています[29,30]。このメカニズムは、表面下分離が接着して摩擦係数を増加させる移着層を形成する高温で特に顕著です[31]。さらに、高温での摩耗率は室温よりも10倍大きいと報告されています[32]。これらの条件下では、激しい塑性変形、材料および層の移着と蓄積を伴うスカッフィングメカニズムが発生する可能性があります。高温では層間の接着力が低下し、剥離が促進される可能性があります。いくつかの研究では、摩耗メカニズムは温度によって、RTでの剥離から部分的なアブレージョン摩耗へ、150℃以上では塑性変形と酸化摩耗(塑性緩和メカニズムが支配的になる)へと変化します[33–36]。AlSi9Cu3合金では、異なる相の析出により、硬度、機械的および摩耗特性が低下します[23,24]。摩耗率は150℃よりも高い温度ではRTよりもはるかに高くなりますが、温度との線形比例関係はなく、約200℃で著しく増加します。AMCおよびアルミニウム合金における摩耗試験の温度上昇は、表面層のより高い緻密性と平均抵抗を促進し、粒子の酸化を加速します。表面層の破壊前に表面層が形成されると、摩耗率は減少します[6]。しかし、表面層が緻密でない場合、表面粒子が除去され、表面が損傷し、剥離が発生して摩耗率が増加します[23]。軽度から過酷な摩耗への遷移メカニズムは、適用荷重、相手材ボール材料、滑り速度、接触面温度などの試験変数の組み合わせによって説明されます。通常、過酷摩耗は合金の熱軟化による大規模な塑性変形に関連しており、条件によっては、アルミニウム合金は剥離摩耗を制御しながら非過酷摩耗条件で動作することができます[9]。AlSiCu(Fe)鋳造合金で軽度摩耗メカニズムを得るための条件が研究されています[9,11,12,16,37–39]。また、摩耗用途にコーティングを使用することへの関心が高まっていることも注目されます[40,41]。ボールオンディスク(BOD)試験は、材料の摩耗特性を決定するために最も広く用いられる試験の1つです。ボールオンディスク試験データを分析する摩耗率メカニズムは、3つの主要な段階またはフェーズに分けることができます[42–45]。第1フェーズは、表面突起の変形と残留粒子数の増加により、母材とボール間の最大接着力で表面層が除去されることに対応します。第2フェーズは、通常、保護的なトライボケミカル表面層の形成、またはプラウイングと突起変形プロセスの減少に関連しています。ピン表面温度の上昇が、滑り面に酸化物層を形成し、軟質マトリックス材料が相手材ボール表面に露出するのを防ぎ、ピン表面の摩耗率を減少させるサブフェーズが存在する場合もあります[46,47]。第3フェーズは、トライボロジー条件の界面定常状態によって特徴付けられます。摩耗率に対する適用荷重の影響は合金によって異なり、一部の合金は低荷重で低い摩耗率を示し、中程度の荷重で摩耗率が急激に増加し、高荷重で徐々に増加します。低い適用圧力は、通常、摩耗によって形成されたデブリが相手材表面の谷に捕捉されるのを促進します。デブリが谷に捕捉されるため、ディスクの突起による点接触が接触面にシフトします。接触面へのシフトとサンプルの加工硬化が定常状態摩耗につながりました[48,49]。適用圧力の増加は温度上昇を示し、酸化物層の除去につながりました[48]。破断/断片化した酸化物層と相手材表面の摩耗デブリは、機械的混合層(MML)または移着膜(TF)の形成を引き起こす可能性があります。適用圧力の影響下で、移着膜(TF)の変形は摩耗デブリのひずみ硬化をもたらし、TFの硬度を高めます[48]。TFの絶え間ない形成と除去は、金属間の接触を防ぎ、摩耗率が定常状態摩耗領域で一定に保たれます。軽度から過酷な摩耗値への遷移は、適用荷重に応じて約4~8Nから最大30Nまで変化する可能性があります[50]。一般に、比摩耗率の値は適用荷重の増加とともに増加します。商用ブレーキローターの場合、摩擦係数(COF)の値は0.45~0.69の間です。一部の著者にとっては、荷重増加に伴うCOF値の線形増加はありません[51]。他の著者にとっては、例えばAl-Al2O3 MMCおよびAl-SiC MMC合金では、ブレーキローター用途で0.30~0.60の安定した摩擦係数を持つ線形増加があります[52]。ドラムブレーキの軽度または過酷な摩耗状態を定義するために報告されている摩耗率は異なります。Al7.1Si合金ではk = 15 × 10⁻³ mm³/N·m[53]、LM17合金では6 × 10⁻³ mm³/N·m、圧力と速度(それぞれ0.2–1.0 N/mm²および1.6 m/s)がブレーキローターの制動条件を代表するアルミニウム複合材では7.5–10 × 10⁻³ mm³/N·m[54]で過酷な摩耗率が報告されています。ブレーキローター用途向けのルチルおよびシリマナイト鉱物ハイブリッドAMC(HAMC)で強化されたLM27合金は、商用ローター材料で500mで約16.5 × 10⁻³ mm³/N·m、HAMCで18 × 10⁻³ mm³/N·mの摩耗率を示し、最終的な定常摩耗値はそれぞれ約6および7 × 10⁻³ mm³/N·mでした。0.37×10⁻⁴~2.37×10⁻⁴ mm³/N·mの値は、一般的に過酷摩耗領域内にあります[55]。しかし、アルミニウム鋳造合金の場合、15Nの試験力では、約5
Read More
![Figure 6. Sample images of parts produced by compound (a–c) and hybrid casting (d); (a,b) AlSi7Mg0.3 LPDC subsize front axle carrier frame demonstrator with integrated EN AW-6060 extrusion, general (a) and detail view (b); (c) AlSi9Cu3 HPDC e-motor housing demonstrator with integrated aluminum tubes as cooling channels, cast by ae group AG, Gerstungen, Germany; (d) aerospace secondary structure hybrid bracket combining a CFRP and an aluminum HPDC component [131] (all images by Fraunhofer IFAM).](https://castman.co.kr/wp-content/uploads/image-603-570x342.webp)

![Figure 6. Images showing interior applications of HPDC magnesium alloys: (a) AZ91D automotive audio amplifier cast by Twin City die casting company [44]; (b) AM60 display bracket on 2021 ford explorer; (c) AM60 steering column cast by Meridian lightweight technologies; (d) AM50 center console on Audi A8 and (e) AM60 center stack on JLR defender [45] (courtesy of GF casting solutions).](https://castman.co.kr/wp-content/uploads/Figure_6._Images_showing_interior_applications_of_HPDC_magnesium_alloys_a_AZ91D_automotive_audio_a-570x342.webp)
![Fig. 1. (a) Diagram of HPDC configuration showing different parts, (b) Top view of an actual cast part, and (c) Side view of an actual cast part showing the steps with wall thickness of 1-, 2-, 4-, 6-, 10- and 15-mm. (Adapted with permission from Dalai et al. [19]).](https://castman.co.kr/wp-content/uploads/image-2067-570x342.webp)