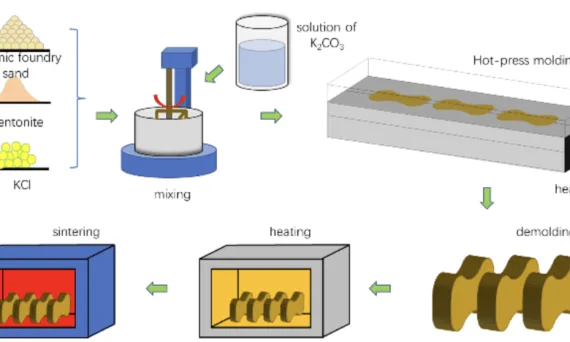
user 04/17/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Magnesium alloys , Microstructure , Salt Core , STEP , 금형 この紹介資料は、「[ARCHIVES of FOUNDRY ENGINEERING]」に掲載された論文「[Development of Water-Soluble Composite Salt Sand Cores Made by a Hot-Pressed Sintering Process]」に基づいています。 1. 概要: 2. 抄録 (Abstract): 多種多様な水溶性中子は、内部にキャビティ、湾曲した流路、アンダーカットを持つ中空複合鋳物の成形に広く用いられている。中でも、無機塩の水溶液をバインダーとして添加して作られた中子は、水に対する溶解性に優れている。しかし、優れた崩壊性は、しばしば低い耐吸湿性を伴う。本研究では、砂、ベントナイト、複合塩の中子砂混合物をホットプレスおよび焼結することにより、適度な強度と耐吸湿性を備えた水溶性中子を調製し、T字管(tee tube)試験片を鋳造した。実験結果によると、KCl-K2CO3をバインダーとする中子は0.9 MPa以上の強度が得られ、相対湿度80±5%で6時間保持しても0.3 MPaを維持した。その後の焼結プロセスにより、ホットプレスされた中子の耐吸湿性を大幅に向上させることができた(相対湿度85±5%で24時間保管後0.6 MPa)。後処理によって調製された水溶性中子は、滑らかな内面を持ち気孔欠陥のないT字管鋳物を鋳造するために使用でき、中子の除去も容易であった。 3. 緒言 (Introduction): 水溶性中子は、鋳物の内面を形成するために、水溶性の塩を主原料[1-4]またはバインダー[5-7]として作られる部品である。その優れた水溶性の崩壊性と環境適合性により、特に自動車、衛生陶器、その他の製品の軽量化および一体化プロセスにおいて、複雑なキャビティや湾曲した流路を持つ鋳物を製造するための高圧ダイカスト法やその他の鋳造法(重力、低圧)で広く使用されている[8-11]。一般に、ダイカスト用の水溶性中子には高い強度が要求されるため、主に塩溶融物を鋳造する方法で作られる。しかし、溶湯の衝撃がはるかに小さい重力鋳造や低圧鋳造には、比較的低い強度の中子が適しており、加圧焼結やバインダー結合プロセスなど、さまざまな材料やプロセスを用いて水溶性中子を形成することができる。しかし、K2CO3結合中子[14]のように崩壊性に優れた多くの水溶性中子は、湿度の高い環境下での吸湿性のために直接使用することができず、その広範な応用が制限されている[15]。KClをバインダーとして使用すると耐湿性は向上するが、溶解度が比較的低いため、より多くの水分を導入する必要があり、強度が低下したり、成形が困難になったりする可能性がある。本稿では、K2CO3の高い強度とKClの良好な耐湿性を活用することを目的として、低温でのホットプレス後に比較的高温で焼結するプロセスにより、KCl-K2CO3複合塩バインダーシステムを用いた水溶性砂中子の開発を探求する。 4. 研究の概要: 研究テーマの背景: 水溶性中子は、複雑な内部形状(キャビティ、流路、アンダーカット)を持つ中空鋳物の製造に不可欠である。その主な利点は、水中での優れた崩壊性と環境適合性であり、様々な産業における軽量化用途に適している。しかし、一般的な課題は、良好な崩壊性と、保管および取り扱い中の吸湿に対する十分な耐性とのバランスをとることである。 従来の研究状況: 従来の研究では、様々なタイプの水溶性中子が検討されてきた: 研究目的: 本研究の目的は、2段階プロセス(低温ホットプレス後の高温焼結)を用いてKCl-K2CO3複合塩バインダーを使用した水溶性砂中子を開発することであった。目標は、単純なホットプレス中子と比較して大幅に改善された耐吸湿性を持ちながら、鋳造後に容易に除去できるよう良好な水溶性崩壊性を維持する、適度な強度の中子を得ることであった。 中核研究内容: 本研究は、シリカ砂、ベントナイト、およびKClとK2CO3の複合バインダーを使用して水溶性砂中子を製造することを含んでいた。プロセスは、混合物をホットプレスした後、焼結ステップを経た。研究では、様々なパラメータが中子特性に及ぼす影響を体系的に調査した: 5. 研究方法論 研究設計: 本研究では実験的アプローチを採用した。水溶性砂中子サンプル(「8」字型ドッグボーン形状)を、ホットプレス法に続いて焼結プロセスを用いて作製した。バインダー組成(KCl/K2CO3比率)、バインダー量、ベントナイト含有量、加熱温度/時間、焼結温度/時間などの主要なパラメータを体系的に変化させた。得られた中子の特性を測定し、分析した。最後に、実際の応用における中子の性能を検証するために鋳造試験を実施した。 データ収集および分析方法: 研究テーマと範囲: 本研究は、ホットプレス焼結プロセスを用いたKCl-K2CO3複合塩システムで結合された水溶性中子の開発と特性評価に焦点を当てた。範囲には以下が含まれる: 6. 主要な結果: 主要な結果: 図の名称リスト (Figure Name List): 7.
Read More
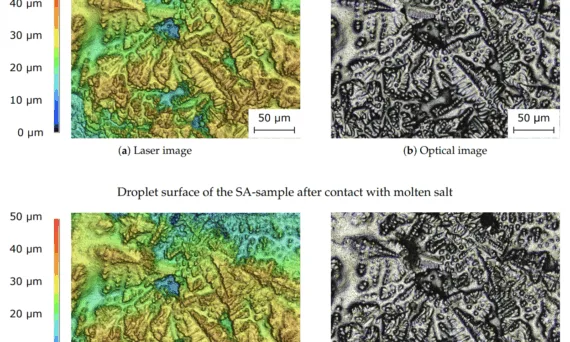
user 04/16/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , CAD , Casting Technique , Die casting , Mechanical Property , Microstructure , Review , Salt Core , thermophysical properties 本紹介資料は、「Materials (MDPI)」によって出版された論文「Influence of Salt Support Structures on Material Jetted Aluminum Parts」に基づいています。 1. 概要: 2. 抄録: 金属を対象としたほとんどのアディティブ・マニュファクチャリングプロセスと同様に、マテリアルジェッティングプロセスも完全な3D造形能力を得るためにはサポート構造が必要です。サポート構造は後工程で除去する必要があり、これがコスト増加と製造プロセスの遅延を招きます。この問題に対する一つのアプローチは、迅速かつ経済的なサポート除去を可能にする、塩(salt)で作られた水溶性サポート構造の使用です。本稿では、材料噴射法によるアルミニウム部品に対する塩サポート構造の影響を分析します。塩は溶融状態で適用され、溶融塩は一般的に腐食性があるため、サポート材とビルド材との相互作用を調査することが重要です。塩の他の特徴的な特性としては、高い融点と低い熱伝導率があり、これらは既にプリントされた構造物の再溶解を引き起こす可能性があり、また低い冷却速度のために塩の上にプリントされるアルミニウムの微細構造に影響を与える可能性があります。3つの異なるサンプル形状について、光学顕微鏡、共焦点レーザー走査顕微鏡、エネルギー分散型X線分光法、および微小硬さ試験を用いて調査しました。結果は、再溶解、微小硬さ、化学反応に関して、プロセスへの明確な影響はないことを示しています。しかし、塩の上にプリントされたアルミニウムでは、より大きなデンドライトアーム間隔(dendrite arm spacing)が観察されます。 3. 緒言: マテリアルジェッティング(MJT)アディティブ・マニュファクチャリングプロセスは、ビルド材料の制御された液滴単位の堆積に基づいています。市販のMJTプリンターは主にフォトポリマーやワックスの加工に焦点を当てています[1]。しかし、溶融金属[2]や溶融塩[3]の加工も実証されています。金属部品は、ポリマー、ワックス、塩と比較して高い機械的強度を提供するため、産業用途で特に注目されています。アディティブ・マニュファクチャリングの最大の利点は、おそらく設計の自由度でしょう。Jayabalら[4]、Sukhotskiyら[5]、Zhangら[6]によって示されているように、複雑な形状やある程度の傾斜を持つ構造物は、金属MJTでプリントできます。しかし、完全な3D造形能力のためには、ほとんどのアディティブプロセスは何らかのサポート構造を必要とします。これらのサポート構造の欠点は、プリントプロセス後に除去する必要があることであり、これがコストを増加させ、加工チェーンを遅らせます[7]。したがって、サポート構造の必要性は、例えば部品の向きを変えることによって、可能な限り最小限に抑えるべきです。サポート構造はしばしば部品と同じ材料で作られます。この場合、Husseinら[8]が示したように、機械加工に必要な労力を削減する低体積分率の微細構造を使用することで、サポート構造を最適化できます。別のアプローチは、部品とは異なる材料でサポート構造を作ることです。これにより、例えば溶解によってより容易に除去できます[9]。水溶性材料は、既に鋳造業界で高圧ダイカスト用のコアを作るために使用されています[10]。純粋な塩[11]に加えて、塩混合物で作られた鋳造コアに関する研究も行われています[12]。特に液相で塩を取り扱う場合、すなわちコアの鋳造においては、金属に対する溶融塩の腐食性を考慮する必要があります[13]。多くの塩のもう一つの特徴は、低い熱伝導率です[14]。これらのすべての側面は、溶融塩の加工を鋳造業界からアディティブ・マニュファクチャリングに移す際に考慮する必要があります。 4. 研究の概要: 研究テーマの背景: 金属のマテリアルジェッティング(MJT)は複雑な形状のためにサポート構造を必要としますが、その除去はコストと時間を増加させます。水溶性の塩は、従来の金属サポートと比較して、より迅速かつ経済的なサポート除去のための潜在的な解決策を提供します。 先行研究の状況: 先行研究では、AlSi12(a)のMJTプロセス[16]が実証され、MJTによる塩の加工が探求され、その加工性からKCl-NaClが適切な候補として特定されました[3]。水溶性塩コアの使用はダイカストで知られています[10]。溶融塩に関する潜在的な問題には、腐食性[13]と低い熱伝導率[14]があり、これらはビルド材料に影響を与える可能性があります。アディティブ・マニュファクチャリングにおける異種材料間の界面に関する研究は存在します[15]。 研究の目的: 本研究は、「サポート材料として塩を導入することが、我々のMJTプロセスにどのように影響するか?」という研究課題に答えることを目的としました。具体的には、材料噴射法によるAlSi12(a)アルミニウム部品のサポート構造として共晶KCl-NaCl塩混合物を使用することによる潜在的な悪影響を調査しました。調査は以下の点を特定することに焦点を当てました: 研究の核心: 研究の核心は、ビルド材料としてAlSi12(a)を、サポート材料として共晶KCl-NaCl混合物を使用して、3つの異なるサンプル形状(AS-サンプル:塩上にアルミニウムをプリント;SA-サンプル:アルミニウム上に塩をプリント;UL-サンプル:塩サポートとプリントプレート上に部分的にアルミニウムをプリント)をプリントすることでした。アルミニウムと塩サポート構造間の相互作用を評価するために、光学顕微鏡、共焦点レーザー走査顕微鏡(CLSM)、エネルギー分散型X線分光法(EDX)、および微小硬さ試験を用いて、界面およびバルク特性を特性評価しました。 5. 研究方法論 研究デザイン: 実験的アプローチを用い、異なる条件下でプリントされたAlSi12(a)アルミニウム構造を比較しました:固化した塩(KCl-NaCl)サポート構造上にプリントされたアルミニウム(AS-サンプル)、固化したアルミニウム上にプリントされた塩(SA-サンプル)、および塩サポートとプリントプレート上に部分的にプリントされたアルミニウム(UL-サンプル)。これにより、異なる接触シナリオ(固体塩上の溶融Al、固体Al上の溶融塩)における相互作用を調査し、参照条件(プリントプレート上のAl)と比較することが可能になりました。 データ収集・分析方法: 研究テーマと範囲: 本研究は、材料噴射法によるAlSi12(a)アルミニウム合金と共晶KCl-NaCl水溶性塩サポート構造との間の相互作用に特に焦点を当てました。範囲には、潜在的な腐食、熱効果(再溶解、デンドライトアーム間隔などの微細構造変化)、化学的残留物、およびビルド材料とサポート材料間の界面またはその近傍における結果としての機械的特性変化(微小硬さ)の調査が含まれました。 6. 主要な結果: 主要な結果: 図のリスト: 7. 結論: 本研究では、材料噴射法によるAlSi12(a)アルミニウム部品の水溶性サポート構造としてKCl-NaCl塩混合物を使用する影響を調査しました。光学顕微鏡、CLSM、EDX、および微小硬さ試験による分析の結果、プロセスや最終部品特性に対する明確な悪影響は見られませんでした。具体的には、アルミニウム-塩界面での腐食の明確な視覚的兆候はなく、溶融塩との接触によるアルミニウム表面の有意な再溶解もなく、塩上にプリントされたアルミニウムとアルミニウム上にプリントされたアルミニウムとの間で微小硬さに有意な変化はありませんでした。観察された軽微な影響は、塩上にプリントされたアルミニウムにおけるより粗いデンドライト構造であり、これは塩の低い熱伝導率による遅い冷却速度に起因すると考えられます。EDXは1つの事例で微量の塩素残留物の可能性を検出しましたが、有意な化学反応生成物はありませんでした。これらの結果は、KCl-NaClが、特に単純な形状に対して、アルミニウムのMJTのための潜在的に適切な水溶性サポート材料であることを示唆しています。しかし、より複雑な形状やより大きなサポート構造での性能を評価するためには、さらなる研究が必要です。 8. 参考文献: 9. 著作権: 本資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁じられています。Copyright © 2025 CASTMAN. All rights
Read More
user 04/14/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , Applications , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Salt Core , thermophysical properties この紹介資料は、「[Journal/academic society of publication]」によって発行された論文「DESIGN OF A NEW CASTING ALLOYS CONTAINING LI OR TI+ZR AND OPTIMIZATION OF ITS HEAT TREATMENT」に基づいています。 1. 概要: 2. 抄録 (Abstract): 本論文では、Al-Mg-Si系合金をベースに、Li添加による析出強化効果と、Ti+Zr添加による固溶体飽和および結晶粒微細化効果を目的とした新しい鋳造合金の設計を提案しました。AlMg5Si2Mn合金に1.0 wt.% Liを添加した合金、および0.1 wt.% Ti+0.1 wt.% Zrを添加した合金の永久鋳型鋳造による鋳放しおよび熱処理後の組織を、示差走査熱量測定(DSC)、微小硬さ測定、走査電子顕微鏡(SEM)、透過電子顕微鏡(TEM)、エネルギー分散型X線分析(EDS)を用いて調査しました。これらの合金の機械的特性は、最新の自動ボール圧痕(Automated Ball Indentation, ABI)法を用いて調査しました。この方法は標準引張試験と良好な一致を示し、試験された合金の硬さ、降伏応力、弾性係数を決定することが可能です。Liの添加は(Al)+(Mg2Si)共晶ラメラを薄くし、ラメラ間隔を大きくする改質効果を引き起こすことが観察されました。Ti+Zrの添加は共晶形態を変えませんが、α-Alデンドライトのサイズを強く減少させ、また初晶Mg2Si結晶の核生成粒子を生成します。研究対象合金を570℃で均質化処理するとMg2Siラメラが分解し、このプロセスは30分で板状ラメラを微細な球状に変態させます。LiおよびTi+Zr含有合金の両方で、硬さおよび微小硬さが同時に低下することが確認されました。さらなる加熱は硬さに顕著な変化をもたらしません。人工時効は硬さおよび微小硬さの増加につながります。得られた結果は、AlMg5Si2Mnの熱処理が、LiおよびTi+Zrによる析出硬化および固溶強化効果を助け、その機械的特性を改善することを示しました。 3. 緒言 (Introduction): 自動車および航空宇宙産業は、年々、軽量構造物製造のための新しい合金開発に強い関心を示しています。この文脈において、Al-Mg-Si系合金は、展伸材合金(6061, 6005など)を用いたシートや押出部品の製造、およびAlMg5Si2Mn合金を用いた薄肉鋳造のための有望な候補と考えられています。今日、Al-Mg-Si鋳造合金は、良好な耐食性、溶接性、高い表面仕上げ、そして特に良好な機械的特性を有することが確立されています。AlMg5Si2Mn合金への追加合金元素添加および熱処理を考慮すると、Cu, Zn, Cr, Ti, Zr, Sc+Zr, Liの添加および熱処理による機械的特性改善の可能性に関するデータは、かなり限定的であり、議論の余地があります[1-4]。Lenczowski[1]によると、T5状態のSc+Zr含有AlMg3Si1は、室温で270 MPa、250°Cで265 MPaの極限引張強さ(UTS)を示します。Petkowらの研究[2]からは、永久鋳型で鋳造されたAlMg5Si2Mn合金は、T6処理後に引張強さおよび極限引張強さがわずかに増加するものの、F調質状態で約2.5%であった破断伸びが人工時効後には1.4%に劇的に低下することがわかります。著者らのデータおよび文献情報[5]などによると、商用A356 T6のUTSは最大300 MPa、破断伸びは6.0%に達する可能性があります。A356に匹敵するのは永久鋳型鋳造AlMg5Si2Mn[6]であり、その極限引張強さは255~298 MPaの範囲で変動し、伸びは1.2~3.2%の範囲です。この伸びは、高圧ダイカスト(HPDC)されたAlMg5Si2Mn+0.2 wt.% Ti合金よりも一桁低く、この合金は鋳放し状態で15%に達することがあります[3]。Al-Mg-Si合金は時効硬化型合金のグループに属し、必要な特性の組み合わせを達成するために熱処理できることが知られています。しかし、最適な溶体化処理温度と時間、および人工時効の温度と時間はまだ確立されていません。熱処理と同様に、例えばLiやTi+Zrなどの元素をAlMg5Si2Mn合金に追加添加することが、組織形成と特性に及ぼす影響は、まだ十分に検討されていません。Fridlyanderらの初期の研究[7]からは、Al-CuまたはAl-Mg合金へのLi添加が、密度を低下させると同時に特性を大幅に向上させることができることは明らかです。近年、Al-Cu-LiおよびAl-Mg-Li展伸材合金の開発が大きく進展しました。しかし、まだ設計されたLi含有鋳造合金はありません。Li含有鋳造合金を設計するために、AlMg5Si2Mn鋳造合金をベース材料として使用することが提案されました。このアイデアは、AlMg5Si2Mn合金中のα-Al固溶体の組成が2.4 wt.% Mg、(0.3 –
Read More
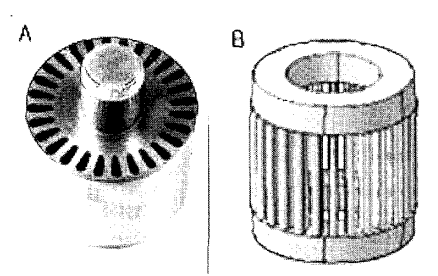
本紹介資料は、「韓国塑性加工学会誌 (Transactions of Materials Processing)」に掲載された論文「고효율 전동기용 Cu Rotor의 반응고 성형과 공정변수 제어 (Process Control and Thixoforming of Cu Rotor for High Efficiency Motors)」に基づいて作成されました。 1. 概要: 2. 抄録 (Abstract): 中小誘導電動機のロータは、通常アルミニウムダイカストによって製造されてきた。誘導電動機の効率を向上させるために、新たに開発されたCu-Ca合金が研究された。Ca含有量が1.0wt%未満のCu合金の電気伝導度は80% IACS以上であった。Cu-Ca合金は150℃以上の広い半溶融域を持つため、チクソフォーミングプロセスに適している。本研究では、従来のアルミニウムダイカストロータを置き換えるために、チクソフォーミングプロセスを用いたCuロータが開発された。チクソフォーミングされたロータの微細組織分析が行われた。不完全充填が誘導電動機の効率に及ぼす影響について議論された。 3. 緒言 (Introduction): 電動機は電気エネルギーをロータの回転によって機械的エネルギーに変換する装置であり、家庭だけでなく産業分野で広く使用されている。エネルギー変換過程において、電動機の種類によっては7~25%のエネルギー損失が発生するため、電動機の効率向上は省エネルギーにおいて重要である。誘導電動機の効率は、ロータの電気伝導度に大きく影響される。現在、商業的に生産されている中小電動機ロータは、主に純アルミニウムをダイカストで製造している。これは、アルミニウムの低コスト、複雑形状の製造容易性、銅合金ダイカストに比べて金型寿命が長いことによる。しかし、アルミニウムの電気伝導度は純銅の約60%レベルであるため、効率向上のためにはロータ材料を電気伝導度の高い銅合金に転換することが望ましい。銅合金は優れた機械的特性(強度、耐疲労性、耐クリープ性)を持ち、エネルギー効率、耐久性、性能に優れた電動機の製造を可能にする。しかし、銅合金は融点が高い(1083℃)ため、ダイカスト時に金型の摩耗が激しく、経済的な金型寿命を期待することが難しい[2]。この問題を解決する方策として、AlおよびMg合金部品の製造に広く用いられている半溶融成形法(チクソフォーミング)がある。半溶融成形は固液共存域で成形が行われ、液相線よりも100℃以上低い温度で成形するため、ダイカストに比べて金型の摩耗率が低く、鋳造欠陥が少ない利点がある。本研究では、広い固液共存域を持つCu-Ca合金を使用し、SIMAプロセス(Strain Induced Melt Activated)を通じて球状化組織を形成した後、プロセスパラメータの制御を通じて高効率電動機用ロータの半溶融成形を行った。成形された試作品の効率測定を通じて、誘導電動機の効率向上について議論する。 4. 研究の要約: 研究テーマの背景: エネルギー消費削減のため、高効率電動機への要求が高まっている。従来の誘導電動機ロータはアルミニウムダイカストで作られており、アルミニウムの低い電気伝導度のために効率が制限される。銅は優れた伝導性と機械的特性を持つが、融点が高いために金型損傷の問題があり、従来のダイカスト適用が困難である。 従来の研究状況: アルミニウムダイカストはロータ生産の確立された方法である。チクソフォーミング(半溶融成形)は、Al、Mg合金においてプロセス温度の低減と欠陥削減のために用いられる技術である。Cu-Ca合金の電気伝導度や半溶融特性に関する研究が行われてきた[3]。SIMAプロセスは、チクソフォーミングに適した球状微細組織を得る方法として認識されている[4-5]。 研究の目的: 本研究は、従来のアルミニウムダイカストロータを代替し、誘導電動機の効率を向上させるために、Cu-Ca合金を用いた半溶融成形プロセスによって銅ロータを開発することを目的とした。研究は、半溶融成形プロセスパラメータの制御、結果として得られる微細組織と充填特性の分析、そしてこれらの要因が最終的なモータ効率に及ぼす影響の評価に焦点を当てた。 中核研究内容: 本研究の中核内容は以下の通りである: 5. 研究方法論 研究設計: 本研究は実験的アプローチを採用した。材料選定(Cu-Ca合金)および真空誘導溶解(VIM)とSIMAプロセスを用いた準備から開始した。3HPロータ形状に対して、加熱条件やビレット形状などのプロセスパラメータを変更しながら半溶融成形試験を実施した。欠陥分析には、目視検査、断面切断、顕微鏡観察が含まれた。内部品質評価のために非破壊検査(RT)を使用した。最終的に、生産されたCuロータの効率を測定し、基準となるアルミニウムダイカスト(Al D/C)ロータと比較した。 データ収集および分析方法: 研究テーマと範囲: 本研究は、誘導電動機ロータ生産のためのCu-Ca合金、特にCu-0.5%Caの半溶融成形性に焦点を当てた。適切な半溶融微細組織を得るためのSIMAプロセス適用を調査した。範囲は、特定の3HPロータ設計(Fig
Read More
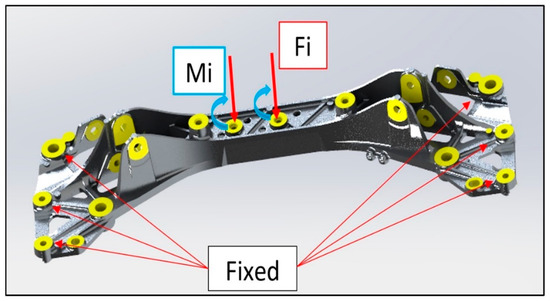
user 04/14/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , ANOVA , AUTOMOTIVE Parts , CAD , Casting Technique , CFD , Die casting , Die Casting Congress , Draft , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Review , Salt Core , 자동차 산업 本紹介論文は、「Metals (MDPI)」により発行された論文「Experimental and Numerical Study of an Automotive Component Produced with Innovative Ceramic Core in High Pressure Die Casting (HPDC)」に基づいています。 1. 概要: 2. Abstract(要旨): 軽量化と材料置換は、自動車産業におけるトレンドとして増加しています。高圧ダイカスト(HPDC)は、軽合金の大量生産における従来の鋳造技術であり、近年、複雑で薄肉形状の自動車部品など、重要部品の製造に広く応用されています。しかし、この手頃な技術の主な制約は、中空断面やアンダーカットを持つ部品の設計・実現が困難であることです。HPDCの競争力をさらに高める革新的な方法は、HPDCで使用される高圧に耐えうる新しい消失中子(ロストコア)を使用して、複雑なアンダーカット形状の部品を成形することです。本稿では、HPDCによる乗用車用アルミニウムクロスビームの製造における、革新的なセラミック消失中子の使用について調査します。まず、クロスビームの設計を改善し、技術的特徴を確認するために、プロセスおよび構造シミュレーションを実施しました。その結果に基づき、プロセスパラメータを選定し、いくつかのプロトタイプを製造して最終的に特性評価を行いました。これらの分析により、セラミック中子を用いたHPDCによる中空部品製造の実現可能性が実証されました。 3. Introduction(はじめに): 自動車産業では、車両性能の向上、燃費削減、排出ガス低減のために、軽量部品の需要が高まっています。高圧ダイカスト(HPDC)は、大量生産、低コスト、ニアネットシェイプのアルミニウム部品に適した競争力のある技術です。しかし、HPDCでは従来、複雑な中空断面やアンダーカットを持つ部品の製造が困難でした。これらは通常、金属性の可動中子を必要とし、重力鋳造で使用される消失中子と比較して設計の自由度が制限されます。HPDCの高い圧力と流速に対応できる消失中子は、この制限を克服するために必要とされています。HPDC用の塩中子に関する研究は存在しますが、課題も残っています。本稿では、複雑形状と良好な公差を実現するために射出成形で作られ、HPDCの高圧(1000 bar超)に耐え、ガスを放出しない革新的なセラミック消失中子の使用を探求します。この研究は、これらのセラミック中子を用いたHPDCによる乗用車用アルミニウムクロスビームの再設計、製造、実現可能性の実証に焦点を当てており、従来の方法と比較して軽量化、ねじり剛性の向上、製造時間短縮などの利点を目指しています。 4. Summary of the study(研究概要): Background of the research topic(研究背景): 自動車分野における軽量化の推進は、アルミニウムなどの軽合金を有利にしています。HPDCは、その高い生産性と費用対効果から、これらの合金の主要な製造方法です。しかし、優れた重量比剛性を提供する複雑な中空部品の製造は、従来のHPDCでは困難です。これは、アンダーカットや内部キャビティを従来の方法(金属性中子)で組み込むことの難しさ、または従来の消失中子(砂、塩など)が高圧の射出圧力に対応できないためです。 Status of previous research(従来研究の状況): 従来の研究では、鋳造プロセス用に様々な消耗型中子(砂、塩、金属、有機材料)が検討されてきました。塩中子はHPDC用途で注目されており、その強度やプロセスパラメータに関する研究が行われています。シリンダーブロックなどのHPDC部品に可溶性中子を使用するための特許も存在します。しかし、要求される強度とプロセスの信頼性を達成することは依然として課題です。射出成形によって製造されるセラミック中子は、良好な寸法公差、低い表面粗さ、鋳造中のガス放出がないといった利点を提供し、より高い機械的特性につながる可能性があります。浸出や高圧ウォータージェットなどの脱芯方法が存在しますが、複雑な内部キャビティから抵抗力のある中子を除去することは考慮が必要です。 Purpose of the study(研究目的): 主な目的は、革新的なセラミック消失中子を用いたHPDCによる複雑な中空自動車部品(アルミニウム製乗用車クロスビーム)の製造の実現可能性を調査し、実証することでした。これには、部品の再設計、プロセスと構造性能のシミュレーション、プロトタイプの製造、そして中子と最終鋳造部品の両方の特性評価が含まれます。 Core study(研究核心): この研究では、既存のオープンプロファイルアルミニウムクロスビーム(EN AC-43500合金)を、セラミック中子(Al2O3 +
Read More
user 04/14/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , ANOVA , AUTOMOTIVE Parts , CAD , Casting Technique , CFD , Die casting , Die Casting Congress , Draft , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Review , Salt Core , 자동차 산업 本紹介資料は、「Metals (MDPI)」によって発行された論文「Experimental and Numerical Study of an Automotive Component Produced with Innovative Ceramic Core in High Pressure Die Casting (HPDC)」に基づいています。 1. 概要: 2. 抄録: 軽量化と材料置換は、自動車産業におけるトレンドとなっています。高圧ダイカスト(HPDC)は、軽合金の大量生産のための従来の鋳造技術であり、最近では複雑で薄肉形状の自動車部品など、重要部品の製造に広く応用されています。しかし、この手頃な技術の主な制約は、中空断面やアンダーカットを持つ部品の設計と実現が困難であることです。HPDCの競争力をさらに高める革新的な方法は、HPDCで使用される高圧に耐えることができる新しい消失コア(lost core)を使用して、複雑なアンダーカット形状の部品を成形することです。本論文では、HPDCによる乗用車用アルミニウムクロスメンバーの製造における革新的なセラミック消失コアの使用を調査します。まず、クロスメンバーの設計を改善し、技術的特徴を確認するために、プロセスおよび構造シミュレーションを実施しました。その結果に基づき、プロセスパラメータを選択し、最終的に特性評価を行うプロトタイプをいくつか製造しました。これらの分析は、セラミックコアを用いたHPDCによる中空部品の製造の実現可能性を示しています。 3. 緒言: 自動車産業では、車両性能の向上、燃費の削減、排出ガスの低減のために、軽量部品の需要が高まっています。高圧ダイカスト(HPDC)は、大量生産、低コスト、ニアネットシェイプのアルミニウム部品に適した競争力のある技術です。しかし、HPDCは従来、複雑な中空断面やアンダーカットを持つ部品の製造には課題がありました。これらはしばしば金属製の可動コアを必要とし、重力鋳造で使用される消失コアと比較して設計の自由度が制限されます。この制限を克服するためには、HPDCの高圧および高速流動に対応できる消失コアが必要です。HPDC用のソルトコアに関する研究は存在しますが、課題は残っています。本論文では、複雑な形状と良好な公差のために射出成形によって製造され、高いHPDC圧力(1000 bar以上)に耐え、ガスを放出しない革新的なセラミック消失コアの使用を探求します。この研究は、これらのセラミックコアを使用してHPDCで乗用車用アルミニウムクロスメンバーを再設計、製造し、その実現可能性を実証することに焦点を当てています。目標は、従来の方法と比較して、軽量化、ねじり剛性の向上、製造時間の短縮といった利点を達成することです。 4. 研究概要: 研究テーマの背景: 自動車分野における軽量化の推進は、アルミニウムのような軽合金を有利にしています。HPDCは、その高い生産性と費用対効果から、これらの合金の主要な製造方法です。しかし、重量比剛性に優れた複雑な中空部品は、従来のHPDC法(金属コア使用)ではアンダーカットや内部キャビティの組み込みが困難であるか、従来の消失コア(例:砂、塩)が高い射出圧力と互換性がないため、製造が困難です。 先行研究の状況: 先行研究では、鋳造プロセス用に様々な消耗性コア(砂、塩、金属、有機材料)が検討されてきました。特にHPDC用途ではソルトコアが注目され、その強度やプロセスパラメータに関する研究が行われています。シリンダーブロックなどの部品にHPDCで可溶性コアを使用する特許も存在します。しかし、要求される強度とプロセスの信頼性を達成することは依然として課題です。射出成形によって製造されるセラミックコアは、良好な寸法公差、低い表面粗さ、鋳造中のガス放出がないといった潜在的な利点を提供し、より高い機械的特性をもたらす可能性があります。リーチングや高圧ウォータージェットのようなコア除去方法が存在しますが、複雑な内部キャビティから抵抗性のあるコアを除去することは考慮が必要です。 研究目的: 主な目的は、革新的なセラミック消失コアを使用してHPDC法で複雑な中空自動車部品(アルミニウム製乗用車クロスメンバー)を製造することの実現可能性を調査し、実証することでした。これには、部品の再設計、プロセスと構造性能のシミュレーション、プロトタイプの製造、コアと最終鋳造部品の両方の特性評価が含まれます。 コア研究内容: 本研究では、既存の開断面アルミニウムクロスメンバー(EN AC-43500合金)を、セラミックコア(Al2O3 + SiO2 + K2Oベース)を使用して閉断面ボックス形状に再設計しました。有限要素解析(FEA)を用いて、元の設計と修正された設計の構造性能(モード解析、座屈)を比較しました。計算流体力学(CFD)シミュレーションを実施し、セラミックコアの熱特性を考慮して、両方の設計についてHPDCプロセス(充填、凝固、空気巻き込み)を分析しました。実験作業には、異なる焼結温度で製造されたセラミックコアの特性評価(密度、コア除去方法、3点曲げ試験による機械的特性)が含まれました。選択されたコアタイプを使用してHPDCプロトタイプを製造しました。最後に、鋳造されたプロトタイプは、微細構造解析(OM、SEM/EDS)およびビッカース微小硬さ試験によって特性評価されました。 5. 研究方法論 研究設計: 本研究は、数値シミュレーションと実験的検証を組み合わせたアプローチを採用しました。既存の自動車クロスメンバー設計を、セラミックコアによって可能になる中空断面を組み込むように修正しました。元の開断面設計と新しい閉断面(ボックス)設計の間で比較分析(数値的および暗黙的な実験的)を行いました。研究は、部品再設計 -> 数値シミュレーション(構造FEAおよびプロセスCFD) -> セラミックコア材料の選択と特性評価 -> HPDCによるプロトタイプ製造
Read More
user 04/14/2025 Aluminium-J , automotive-J , Copper-J , Salt Core-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , Aluminum Die casting , ANOVA , CAD , Die casting , Efficiency , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , Review , Sand casting , Taguchi method , 금형 , 자동차 산업 本紹介資料は、「Scientia Iranica, Transactions B: Mechanical Engineering」に掲載された論文「Minimizing the casting defects in high-pressure die casting using Taguchi analysis」に基づいています。 1. 概要: 2. 抄録 (Abstract): 高圧ダイカスト(HPDC)は自動車産業における主要な生産プロセスの一つであり、幾何学的に複雑な非鉄鋳物を製造するために広く用いられています。HPDCで製造された製品の機械的強度と微細構造は、射出圧力、溶湯温度、1次および2次プランジャー速度、冷却温度などのいくつかのプロセスパラメータの変動によって変化します。これらのプロセスパラメータは鋳造品質に直接影響するため、プロセスの生産性を最大化し、ポロシティ(気孔)、ピンホール、ブローホールなどの鋳造欠陥を最小化するためには、それらの最適な組み合わせが必要です。そこで、この問題に取り組むため、本論文では実験計画法(DOE)とタグチ分析を組み合わせてパラメータを最適化することにより、HPDCプロセスにおける主要な鋳造欠陥であるポロシティを最小化するアプローチを提示します。得られた結果は、冷却時間、射出圧力、および2次プランジャー速度が応答因子(鋳造部品の密度)に大きな影響を与えることを示しました。さらに、178 barの射出圧力、665°Cの溶湯温度、5秒の冷却時間、210°Cの金型温度、0.20 m.s⁻¹の1次プランジャー速度、および6.0 m.s⁻¹の2次プランジャー速度を使用することにより、選択された部品のポロシティによる不良率が61%削減されたと結論付けられました。 3. はじめに (Introduction): 高圧ダイカスト(HPDC)は、自動車、通信、農業などの産業向けに、経済的で複雑な形状かつ寸法精度の高い非鉄金属部品(アルミニウムなど)を製造するために、最も重要かつ広く使用されている製造プロセスの一つです[1, 2]。自動車産業では、クラッチ、ギアボックス、サスペンション、ブレーキ部品、コネクティングロッドなど、幅広い部品の製造に使用されています[3]。一般的にHPDCでは、溶融金属が準備され、高圧下でスリーブを通って金型キャビティに強制的に注入され、凝固が起こるまで高圧下に保持されます。金属の凝固後、金型が解放され、鋳造品が取り出されます[6]。HPDCプロセスは、優れた部品生産、高い寸法精度、部品あたりの製造コスト削減をもたらします[4]。プロセスには多くの利点がありますが、最終的な鋳造品には依然としてポロシティ、ピンホール、ブローホール、収縮、介在物、リングクラックなどの欠陥が存在します[4, 5, 7]。これらの欠陥は、引張強度や疲労強度に直接影響を与えるだけでなく、鋳造部品の被削性や表面仕上げにも悪影響を及ぼします[5, 8-10]。HPDCによって製造される部品の品質は、射出圧力、溶湯温度、1次および2次プランジャー速度、鋳造圧力、冷却温度、金型冷却時間など、様々な制御パラメータに依存します[5, 11-13]。これらのパラメータはそれぞれ、完璧な凝固と鋳造欠陥のない部品を得るために最適値に設定する必要があります。これらの制御パラメータの中で、射出圧力はポロシティの主要な寄与因子であり、ポロシティの変化は金型キャビティ内の負圧と線形関係にあります[14-16]。さらに、不均一な冷却温度は収縮欠陥の形成を引き起こします[17]。注入温度、鋳造圧力、1次および2次プランジャー速度の変動は、鋳造部品の冶金学的特性と機械的強度を変化させます[18]。プランジャー速度とその動きは、ダイカストの最終品質において重要な役割を果たします。1次プランジャー速度は機械内のダイカストチャンバーの充填に関連し、2次プランジャー速度は金型キャビティの充填と相関しています[19]。A380合金を扱う際の冷却温度の変動により、熱処理プロセス中に通常、空気巻き込み欠陥が発生します[20]。充填中の凝固挙動は表面欠陥に非常に大きな影響を与えます。金型内の溶湯温度の低下率は表面欠陥の確率に影響し、固体表面層の厚さが増加するにつれて増加します[21]。同様に、金型温度はHPDCにおける製品の品質に影響を与え、最適範囲からの逸脱は鋳造欠陥を引き起こします[22, 23]。1次および2次プランジャープロファイルと速度は、アルミニウム合金の場合、鋳物の強度特性を低下させる上で重要な役割を果たします[19]。これらの理由から、最小限の欠陥で高品質の鋳物を生産するためには、異なるHPDCプロセス制御パラメータ(射出圧力、溶湯温度、1次および2次プランジャー速度、鋳造圧力、冷却温度、金型冷却時間)の組み合わせを最適化する必要があります。 4. 研究概要: 研究テーマの背景: HPDCは複雑な非鉄部品を大量生産するための重要なプロセスですが、製品の品質と性能を損なうポロシティなどの様々な鋳造欠陥が発生しやすいという課題があります。多数の相互作用するプロセスパラメータを制御することは不可欠ですが困難です。 先行研究の状況: 先行研究では、シミュレーションや実験を通じて個々のHPDCパラメータの影響が調査されてきました。ファジィシステム、ニューラルネットワーク、および「Anycasting」などのソフトウェアシミュレーションを用いた手法が、ポロシティなどの欠陥を予測または最小化するために使用されてきました[25-28]。実験計画法(DOE)と組み合わせたタグチメソッドは、スクイズキャスティングや砂型鋳造など、様々な製造プロセスの最適化に適用されています[35-39]。しかし、実際の産業アプリケーションにおいて、複数の主要なHPDCパラメータを同時に最適化してポロシティ欠陥を最小化することに特化した、DOEとタグチ分析を用いた包括的な実験的アプローチは、あまり検討されていないことが確認されました。鋳造現場で用いられる従来の試行錯誤法は、しばしば非効率的でコストがかかります[29]。 研究目的: 本研究は、特定の自動車部品(バイク用クランクケースLH)の工業的HPDCプロセスにおいて、主要な鋳造欠陥であるポロシティを最小化することを目的としました。これは、実験計画法(DOE)とタグチ分析を組み合わせて、6つの主要な制御可能なプロセスパラメータ(射出圧力、溶湯温度、金型冷却時間、金型温度、1次プランジャー速度、2次プランジャー速度)を最適化することによって達成されました。目標は、鋳造部品の密度を最大化することによりポロシティを低減し、全体的な製品品質と生産歩留まりを向上させる最適なパラメータの組み合わせを見つけることでした。 研究の核心: 研究はバイク製造会社で実施されました。高い生産量と不良率のため、アルミニウムADC 12合金製のクランクケース左側(LH)部品が選定されました(Figure 1, Table 1, Table 2)。生産データ分析とパレート図(Table 3, Figure 3)により、ポロシティ/ピンホールが不良の主な原因として特定されました(Figure 2)。ポロシティの原因となる要因を特定するために特性要因図(Figure
Read More
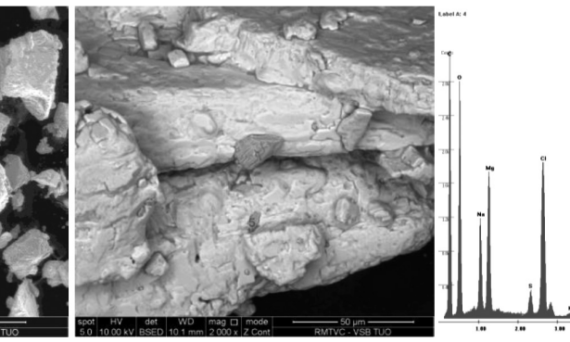
本稿は、「[Materiali in tehnologije / Materials and technology]」に掲載された論文「[WATER-SOLUBLE CORES – VERIFYING DEVELOPMENT TRENDS]」に基づいています。 1. 概要: 2. 要旨: 純粋な無機塩ベースのコアの適用は、特に重力および低圧ダイカストの分野において、20世紀末から知られています。現代の技術トレンドは、非鉄合金高圧ダイカスト分野でのコアの使用へと向かっています。主要なコア製造方法には、高圧スクイーズ(high-pressure squeezing)およびシューティング(shooting)(ウォームボックス)が含まれます。研究プロセス中に、純粋な塩の適用は高圧鋳造にはあまり適していないことが示されました。そのため、定義された特性を持つ複合塩ベースのマトリックスの使用が開始されました。本稿の目的は、様々なNaCl化合物の化学組成、粒子の形状および形態が、Al合金高圧ダイカストに使用される水溶性塩コアの機械的特性(曲げ強度)に及ぼす影響を検証し、スクイーズ法およびシューティング法から生じるそれらの特性を評価することです。 3. 序論: 様々な技術分野(自動車産業)の発展に伴い、ますます複雑で困難な鋳物への要求が高まっており、これらは機械的な除去が非常に困難です。使い捨て可能(disposable)で無機質(inorganic)な水溶性(water-soluble)塩コア技術の適用は、機械的な清掃が困難な領域からのコア除去の難しさに対する解決策の1つです[1]。水溶液からの塩の逆結晶化(reverse crystallization)は、コアの水溶性によって可能となり、環境に優しい閉ループのコア生産システム構築の要件となっています。水溶性塩コアの使用は、これまで非鉄合金の重力および低圧ダイカストの分野で知られてきました[2]。Al合金高圧ダイカスト分野における水溶性塩コア適用技術の開発に関する研究に焦点を当てることで、有望な可能性が生まれる可能性があります[3, 4]。現在、2つの塩コア製造技術が開発されています。再結晶化プロセスを利用した高圧スクイーズ(high-pressure squeezing)と、アルカリケイ酸塩(alkaline silicates)などの無機バインダーを使用したシューティング(shooting)です[5, 6]。化学的に純粋な塩から塩コアを製造するための材料購入コストを考慮すると、基本的な塩マトリックスを作成するためのより適切な解決策を探す必要があります。 4. 研究概要: 研究テーマの背景: ますます複雑化する鋳物の生産は、コア除去に課題をもたらしています。水溶性塩コアは、特に機械的アクセスが困難な領域に対して技術的な解決策を提供し、逆結晶化を通じて環境に優しい閉ループ生産を可能にします。 先行研究の状況: 水溶性塩コアの使用は、重力および低圧ダイカストにおいて確立されています[2]。Al合金高圧ダイカストへの適用に関する研究が進められています[3, 4]。主要な製造方法として、高圧スクイーズ[5, 6]と無機バインダーを用いたシューティング[5, 6]が開発されています。化学的に純粋な塩の高コストのため、一般的な塩(common salt)を用いた費用対効果の高い代替案の研究が必要です。 研究目的: 本研究は、チェコ市場で市販されている様々なNaCl塩(一般塩)が、コア生産において高価な化学的純粋塩の代替となりうるかを検証することを目的としています。塩の起源(岩塩、アルプス塩、海塩)、化学組成、粒子形状、表面形態が、高圧スクイーズ法およびシューティング法で製造された塩コアの機械的特性(曲げ強度)に及ぼす影響を調査します。 中核研究: 本研究では、製造元が公表した化学組成、粒子形状、形態に基づいて6種類の異なるNaCl塩(工業用/一般および化学的純粋)を選択しました(Table 1)。塩コアは2つの方法で製造されました:シューティング(ウォームボックス、Na-ケイ酸塩バインダー使用)および高圧スクイーズ。コアの機械的特性(曲げ強度)を異なる条件下(空気中24時間後、乾燥後)で評価しました。見掛け気孔率(apparent porosity)を計算し、真気孔率(actual porosity)は水銀ポロシメータで測定しました。粒子形状、表面形態、および添加物の存在をSEMおよびEDX技術を用いて分析しました(Figures 4-7)。両方法で製造されたコアの吸湿性(hygroscopicity)も調査しました(Figure 8)。 5. 研究方法論 研究デザイン: 本研究では、市販されている異なる種類のNaCl塩から、2つの異なる製造技術(シューティングおよび高圧スクイーズ)を用いて作製された水溶性塩コアの特性を比較する実験計画を採用しました。曲げ強度、気孔率、吸湿性などの主要な特性を測定し、比較しました。微細構造解析(SEM/EDX)を用いて、塩の特性とコアの特性との相関関係を分析しました。 データ収集および分析方法: 研究テーマと範囲: 本研究は、Al合金高圧ダイカストでの潜在的な使用のために、化学的に純粋なNaClを代替する様々な一般NaCl塩の適合性を評価することに焦点を当てました。研究範囲は以下の通りです: 6. 主要な結果: 主要な結果:
Read More
user 04/12/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , Efficiency , IGES , Magnesium alloys , Microstructure , Quality Control , Review , 금형 この論文概要は、Metal誌に掲載された論文「Advances in Metal Casting Technology: A Review of State of the Art, Challenges and Trends—Part II: Technologies New and Revived」に基づいています。 1. 概要: 2. 研究背景: 研究トピックの背景: 金属鋳造業界は、e-モビリティ、ギガキャスティング技術の出現、環境への配慮の高まりなど、市場と製品の変化によって変化を迫られています。パートIでは、これらの変化する市場と製品、境界条件について議論しました。パートIIでは、業界内の技術開発に焦点を当て、一般的なトレンドと課題への対応としての新技術と再評価技術について考察します。 既存研究の現状: 金属鋳造技術は、Gartnerのハイプサイクルやコンドラチエフ波などの技術中心モデルや経済レベルの観察によって説明できるサイクルを経験しています。鋳造業界は、市場の変化や境界条件の変化に関連する影響を受けており、これらの影響はパートIで議論されています。 研究の必要性: 金属鋳造技術は直線的に進化するのではなく、サイクルを経験します。新しいアイデア、市場ニーズ、特許の満了などが技術の再興を後押しする可能性があります。鋳造業界は、市場と境界条件の変化に関連する影響を受けており、新技術と再評価技術を議論し、今後の研究の方向性を示す必要があります。 3. 研究目的と研究課題: 研究目的: 本研究の目的は、金属鋳造業界における技術開発を調査し、新技術と再評価技術を議論することです。読者に今後の研究のための出発点を提供することを目的としています。 主要な研究課題: 研究仮説: 本論文は概要レベルであり、特定の研究仮説は立てられていません。しかし、論文全体を通して、新技術と再評価技術が金属鋳造業界の将来にとって重要であるという暗黙の仮説が存在します。 4. 研究方法 研究デザイン: 本研究は、金属鋳造技術の現状、課題、トレンドに関する文献レビューに基づいた解説記事です。パートIで議論された境界条件と対照的に、パートIIでは技術指向のアプローチを採用しています。 データ収集方法: 本研究は、既存の文献、特に金属鋳造技術に関する学術論文、業界レポート、および専門家の意見に基づいて情報収集を行っています。図2は、Google ScholarとScopusからの半凝固鋳造技術に関する出版数を引用しています。 分析方法: 本研究は、文献レビューに基づいて、金属鋳造技術の現状、課題、トレンドを記述的に分析しています。技術的な観点から、主要な新技術と再評価技術を特定し、それらの利点と限界を評価しています。 研究対象と範囲: 本研究は、金属鋳造業界、特に高圧ダイカスト(HPDC)およびアルミニウム合金鋳造に焦点を当てています。ただし、議論はより広範な金属鋳造技術にも関連しています。 5. 主要な研究結果: 主要な研究結果: データ解釈: 図2は、半凝固鋳造技術に関する出版数が、レオキャスティングでは近年増加傾向にあるものの、チクソキャスティングでは減少傾向にあることを示しています。図3は、レオキャスティング技術の応用例として、薄肉のラジオフィルターが製造可能であることを示しています。図4は、レオキャスティングが、従来の鋳造法と比較して、強度を維持しながら延性を向上させる可能性があることを示唆しています。図5は、複合鋳造における接合強度を向上させるための設計原則を示しています。図6は、複合鋳造とハイブリッド鋳造が、複雑な形状や機能統合を実現できることを示しています。図7は、コラプシブルコアが、複雑な内部形状を持つ鋳造部品の製造を可能にすることを示唆しています。図8は、3D砂型プリンターが、複雑なコアパッケージを製造できることを示しています。図9は、スマート鋳造を実現するための設計原則を示しています。図10は、スマート鋳造が、製品の継続的な進化を可能にすることを示唆しています。図11は、HPDCプロセスにおけるデータ収集の複雑さを示しています。図12は、ラムダアーキテクチャが、リアルタイム性と正確性のバランスを取るためのデータ処理アーキテクチャであることを示しています。図13は、データ分析が、鋳造プロセスの理解、特性評価、予測、制御に役立つことを示唆しています。図14は、デジタルツインが、鋳造プロセスの設計と生産段階の両方をカバーできることを示しています。 図の名前リスト: 6.
Read More
user 04/11/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , AUTOMOTIVE Parts , CAD , Die casting , High pressure casting , High pressure die casting , Microstructure , Sand casting , 자동차 산업 この紹介資料は、「ARCHIVES of FOUNDRY ENGINEERING」に掲載された論文「Anodization of cast aluminium alloys produced by different casting methods」に基づいています。 1. 概要: 2. アブストラクト (Abstract): 本稿では、AlSi12およびAlSi9Cu3アルミニウム鋳造合金のアノード酸化に対する、砂型鋳造と高圧鋳造という2つの鋳造法の有用性を調査した。電解液組成、温度、電流タイプ、電流値などの定義されたアノード酸化パラメータを用いて、陽極酸化アルミナ表面層を生成した。選択したアルミニウム鋳造合金のアノード酸化後の陽極酸化層の品質、寸法、特性を調査した。アルミナ層は光学顕微鏡を用いて観察し、機械的特性も測定し、摩耗試験はABR-8251装置を用いて行った。研究には、アルミニウム鋳物に得られた陽極酸化層の化学組成、形状、粗さの影響分析が含まれた。実施された調査は、今後の研究分野、特にアルミニウム鋳造合金のアノード酸化プロセスの最適化の方向性を示している。例えば、建築構造物、電子部品、航空および自動車産業の構造部品などの過酷な環境での用途を増やすために、元素の耐食性を向上させ、適切な陽極表面層を得る範囲などである。 3. 導入 (Introduction): 環境条件下では、アルミニウム部品の表面は自然に薄いアルミナAl2O3層で覆われる。この層の厚さは、材料、環境、暴露時間に応じて数十ナノメートル程度である。適切なアノード酸化技術を選択することにより、層の厚さを数マイクロメートルの値まで増加させることができる。この方法を用いると、表面は塩水、酸性溶液、外部からの機械的影響などの環境要因に対してより高い耐性を持つようになる。アノード酸化はアルミニウム合金部品の腐食保護に一般的に使用されており、そのため陽極表面層の特性と品質を決定するためのISO 7599やDIN 17611などの国際規格が存在する。材料工学の進歩により、構造材料と工具材料の両方に関して、金属材料の強度に関する問題を満足に解決することが可能になった。近年、様々な産業分野でのアルミニウム合金の使用が継続的に増加しており、アルミニウムおよびその合金、アルミニウムマトリックス複合材料の製造技術の開発が多くの科学機関で観察されている[6-9]。陽極酸化層は、アルミニウム電子部品、家庭用品、器具部品、庭園家具、観光およびスポーツ用品、自動車付属品、アルミニウム建具の要素に適用され、保護的および装飾的な機能を持つ。酸化物層はコンデンサの電極用アルミニウム箔にも生成される。硬質陽極酸化層は航空および自動車産業に適用できる[10-12]。しかし、陰極部位として作用する銅の金属間化合物の存在は、銅含有アルミニウム合金を腐食攻撃に対してより脆弱にする。高い銅含有量は、アルミニウム合金をアノード酸化するのが最も困難な合金の一つにする。厚い陽極酸化皮膜の生成は硬質アノード酸化条件下でのみ可能であるが、この合金は局所的な焼損(バーニング)を起こしやすい。厚い多孔質酸化物が生成される際、Al-Cu合金のアノード酸化プロセス中に酸素発生による皮膜割れも観察される。この合金の特有の特徴は、合金/皮膜界面に比較的狭い銅濃化領域が形成された後、アノード酸化中に銅の酸化が起こることである。これは皮膜形成中の電流効率の低下をもたらす。この低下は、銅リッチ領域上での酸素発生にも起因しており、確立された銅腐食抑制剤が電流効率を改善するために使用されてきた[13-16]。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): アノード酸化はアルミニウム合金の重要な表面処理であり、耐食性と耐摩耗性を向上させる。結果として得られる陽極酸化層の特性は、合金組成、その製造プロセス(鋳造法)、およびアノード酸化パラメータに依存する。合金中の銅含有量はアノード酸化プロセスを複雑にする可能性がある。 従来の研究状況 (Status of previous research): アノード酸化は、既存の国際規格と既知の用途を持つ、確立されたプロセスである。これまでの研究では、合金の種類、アノード酸化パラメータ(電解液、電流、温度)の影響、および特定の合金組成(例:高銅含有量)に関連する課題が、結果として得られる陽極酸化層の特性と形成メカニズムに及ぼす影響が調査されてきた[1-16]。 研究の目的 (Purpose of the study): AlSi12およびAlSi9Cu3アルミニウム鋳造合金のアノード酸化に対して、砂型鋳造と高圧ダイカストという2つの異なる鋳造法の有用性を調査すること。本研究は、形成されたアルミナ層の構造と厚さを調べ、鋳造法が結果として得られる陽極酸化層に及ぼす影響を比較することを目的とした。 中核となる研究 (Core study): 2つのアルミニウム合金、EN AC-AlSi12(b)およびEN
Read More

![Figure 6. Sample images of parts produced by compound (a–c) and hybrid casting (d); (a,b) AlSi7Mg0.3 LPDC subsize front axle carrier frame demonstrator with integrated EN AW-6060 extrusion, general (a) and detail view (b); (c) AlSi9Cu3 HPDC e-motor housing demonstrator with integrated aluminum tubes as cooling channels, cast by ae group AG, Gerstungen, Germany; (d) aerospace secondary structure hybrid bracket combining a CFRP and an aluminum HPDC component [131] (all images by Fraunhofer IFAM).](https://castman.co.kr/wp-content/uploads/image-603-570x342.webp)
