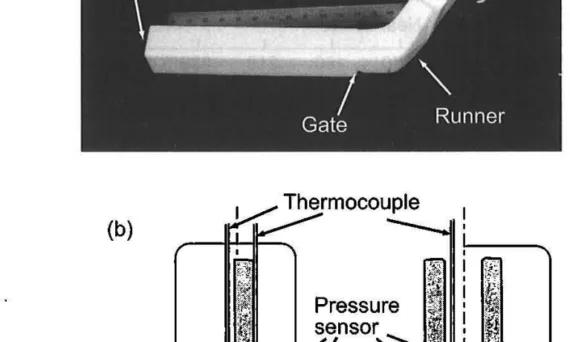
user 06/24/2025 Aluminium-J , Technical Data-J aluminum alloy , Applications , CAD , CFD , Computational fluid dynamics (CFD) , Die casting , Efficiency , High pressure die casting , Salt Core , STEP 本稿は、「Preprint submitted to Elsevier」により発行された論文「On determining the critical velocity in the high-pressure die casting machine’s shot sleeve using CFD」に基づいています。 1. 概要: 2. 要旨: 本稿では、高圧ダイカストにおけるピストン運動の低速段階での臨界プランジャ速度と、それをオープンソースソフトウェアを用いたCFD法でどのように決定できるかを調査します。溶湯-空気系は、空気を圧縮性完全気体として扱うオイラー的なvolume-of-fluidアプローチによりモデル化されます。乱流は、Menter SST k-ωモデルを用いたRANSアプローチにより扱われます。メッシュ移動に関する2つの異なる戦略が提示され、互いに比較されます。ソルバーは、解析モデルおよび実験データにより検証されます。次に、2Dメッシュを用いて最適速度を決定する方法が提示されます。第二段階として、これらの結果が実際の3D形状から得られた結果や、ダイのインゲートシステムのシミュレーション結果とどのように一致するかが議論されます。 3. 緒言: 高圧ダイカスト(HPDC)は、自動変速機ハウジングやギアボックス部品など、大量生産かつ低コストの自動車部品を製造するための重要なプロセスです [1-4]。一般的にアルミニウムまたはマグネシウムである液体金属は、ショットスリーブチャンバーに注入され、さらに複雑なゲートおよびランナーシステムを介して、通常50~100 ms⁻¹の高速で、最大100 MPaの非常に高い圧力下でダイに射出されます。通常の高圧ダイカストプロセスは、一般的に3つの段階で構成されます。これらの段階を次の図に示します(figure 1はこれらの段階を示しています。左から右へ:予備充填、ダイ充填(ショット)、保圧)。本稿の内容は、最初の段階のプロセスを中心に展開されます。 このプロセスの1つの側面は、高圧ダイカストマシンのショットスリーブ内で起こる流動プロセスです。ピストン径、チャンバー内の溶湯高さ、チャンバー長の各組み合わせに対して、解析的に[5, 6]または実験的に[7]決定できる臨界速度が正確に1つ存在します。Fauraらは、その速度に到達するための最適な加速度パラメータも定義しました[6]。健全な鋳造プロセスを達成するためには、プランジャ速度とその加速度プロファイルを慎重に選択する必要があります。Figure 2はこの主張を示しています。右の図では、プランジャはシステムの臨界速度以下で動作しています。空気と溶湯の界面、すなわち波はプランジャから分離し、チャンバー内部を自由に伝播します。これは、最終的な溶湯前面の背後に空気を巻き込み、鋳物内部に欠陥を生じさせる可能性があるため、避けるべきです。 2つの極端なケースをfigure 3にさらに示します。Figure 3(a)は、プランジャ速度が、チャンバー内で蓄積する波が自然に伝播しようとする速度よりもはるかに遅いプロセス設定を示しています。Figure 3(b)はもう一方の極端なケースを示しています。ここでは、プランジャが速すぎます。溶湯はプランジャの前面で、伝播する波が溶湯-プランジャ界面から材料を運び去ることができるよりもはるかに速く蓄積します。その結果、溶湯と空気の界面が円形チャンバーの天井に当たるとすぐに波が砕けます。 これらの図は、各溶湯高さとショットスリーブ径の組み合わせに対して、見つけなければならない適切な速度が1つだけであることを示しています。 4. 研究の概要: 研究テーマの背景: 高圧ダイカスト(HPDC)プロセスには、プランジャがショットスリーブを通して溶融金属を押し出す重要な第一段階が含まれます。この「低速段階」におけるプランジャ速度は、空気の巻き込みと最終的な鋳造品質に大きく影響します。「臨界速度」、すなわち最適なプランジャ速度を決定することは、欠陥を最小限に抑えるために不可欠です。 先行研究の状況: 先行研究には、ショットスリーブ内の臨界速度と波のダイナミクスを決定するための解析モデル[5, 6]、この速度を測定した実験的研究[7]、およびGarber [29]による最適速度と充填度に関する研究が含まれます。KortiとAboudi [21]によるものなど、CFDシミュレーションも溶湯/空気界面のダイナミクス研究に使用されてきました。 研究の目的: 本稿は、オープンソースソフトウェア(OpenFOAM)を用いたCFD法により、HPDCの低速段階における臨界プランジャ速度を調査することを目的としています。目的は以下の通りです。 中核的研究: 本研究の中核は以下の通りです。 5. 研究方法論
Read More
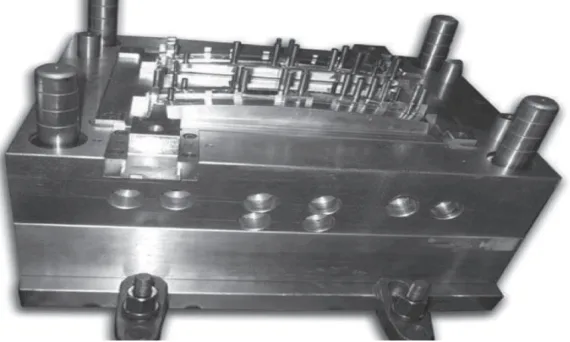
この紹介論文は、「[Indian Foundry Journal]」に掲載された論文「Metal Casting Dies」に基づいています。 1. 概要: 2. 要旨: ダイカストは鋳造工場で最も多く生産されるエンジニアリング部品です。これらの鋳造製品は、自動車から玩具に至るまで重要な構成部品です。ダイカストは、エンジニアリング金属部品を製造するための汎用性の高いプロセスです。液体金属または合金は、鋳造プロセスにおいて再利用可能な金属鋳型に高圧で押し込まれます。ダイカスト技術で使用される金属鋳型は、鋳造金型と呼ばれます。本稿では、さまざまな種類の鋳造金型について説明します。ダイカストによって製造される部品は、滑らかまたはテクスチャード加工された表面でシャープに定義でき、魅力的で実用的なさまざまな仕上げに適しています。ダイカスターは、軽量で、強く、耐久性があり、寸法精度の高い、さまざまな形状、サイズ、肉厚の鋳物を製造できます。ダイカストプロセスは、熱力学、熱伝達、および流体力学の観点から十分に研究され、体系的に定量化されています。金型寿命を延ばすためには、熱疲労を引き起こす設計要因を特定する必要があります。ダイカストプロセスでは、金型設計と金型製造コストが高くなります。ダイカスト金型の主な故障原因は、熱疲労割れによるものです。本稿では、金型製作に使用されるさまざまな種類の金型材料について説明します。さらに、金型の特性、鋳造金型の欠陥、および金型寿命についても説明します。金型構造設計と手順の基本が、その構造的特徴とともに提示されます。 3. 緒言: ダイカストプロセスでは、液体金属または合金が高圧下で再利用可能な金属鋳型に押し込まれます。ダイカスト金型は、シングルキャビティ金型、マルチキャビティ金型、コンビネーション金型、およびユニット金型に分類できます。シングルキャビティ金型には、1つの金型キャビティのみが存在します。マルチキャビティ金型には、複数の同一のキャビティがあります。コンビネーションキャビティ金型には、複数の異なるキャビティがあります。ユニット金型は、マスター保持金型[1,2]内で2つ以上のユニットに組み合わせることができる単純な小型金型を備えています。圧力鋳造金型をFig. 1に示します。AICIによると、一般的に使用される金型材料は、工具鋼、金型鋼、熱間工具鋼、耐衝撃金型鋼、高速度鋼、金型鋼、水硬化鋼、およびマレージング鋼です。さまざまな種類の鋳造金型欠陥には、ヒートチェック、金型の収縮、金型表面侵食、金型表面亀裂、金型破損、熱間硬度不足、製造中の不適切で粗い表面仕上げ、および熱疲労[3]があります。工具鋼金型は高価であり、その設置には高い初期費用がかかります。高度な金型材料と冷却方法を効果的に使用すると、金型寿命が延長および増加し、金型の寸法の変化と金型内の水冷ラインの位置が金型寿命に影響します。鋳造金型は、室温および高温で高い強度、衝撃靭性、熱間硬度、耐摩耗性を備えている必要があります[4, 5]。熱間工具鋼は、高温での用途、高い靭性、および摩耗や亀裂に対する高い耐性などの優れた特性により、金型を製造するために使用されます。鋼中に存在する合金元素は、タングステン、モリブデン、クロム、およびバナジウムであり、これらは焼入れ性、鋳造性、成形性、機械加工性、および溶接性などの機械的、物理的、化学的、および製造特性に大きな影響を与えます。本稿では、さまざまな種類の鋳造金型、金型製造用材料、金型寿命、さまざまな金型欠陥、機械的特性、鋳造金型構造、および金型設計手順について詳しく説明します。 4. 研究の概要: 研究テーマの背景: ダイカストは、大量に生産される重要なエンジニアリング部品です。ダイカストは、溶融金属を鋳造金型として知られる再利用可能な金属金型に高圧で射出する汎用性の高い製造プロセスです。このプロセスにより、シャープな形状、滑らかまたはテクスチャード加工された表面を持つ部品の製造が可能になり、軽量で、強く、耐久性があり、寸法精度の高い、さまざまな形状、サイズ、肉厚の部品が得られます。ダイカストプロセス自体は、熱力学、熱伝達、および流体力学の観点から十分に理解されています。しかし、金型設計と製造には高いコストが伴い、金型故障の主な原因は熱疲労割れです。 先行研究の状況: ダイカストの分野は、金型の分類(シングルキャビティ、マルチキャビティ、コンビネーション、ユニット金型、[1,2]参照)に関する確立された知識に依存しています。金型構造用の一般的な材料(さまざまな工具鋼や熱間工具鋼など)は標準化されています(例:AICI)。特定された金型欠陥には、ヒートチェック、収縮、表面侵食[3]が含まれます。高い強度、衝撃靭性、熱間硬度、耐摩耗性など、金型に望ましい機械的特性は十分に文書化されています[4,5]。熱間工具鋼は、高温での優れた性能と摩耗や亀裂に対する耐性のため、金型製造に頻繁に選択され、タングステン、モリブデン、クロム、バナジウムなどの合金元素が鋼の全体的な特性を決定する上で重要な役割を果たします。 研究の目的: 本稿の目的は以下の通りです。 中核研究: 本稿は、金属鋳造金型のいくつかの主要な側面をカバーしています。 5. 研究方法論 研究デザイン: 本稿は、金属鋳造金型技術の分野における確立された知識、原理、および実践に関する記述的かつ説明的なレビューです。既存の文献および業界標準からの情報を統合しています。 データ収集・分析方法: 情報は、公表された学術著作物(参考文献[1]-[6]に引用)、業界標準およびガイドライン(AISI、NADCA、ACDA、SDCE、ADCIなどの組織から)、および確立された工学原理から編集されました。分析には、金属鋳造金型の包括的な概要を提供するために、この情報を論理的なセクションに構成することが含まれます。 研究テーマと範囲: 6. 主な結果: 主な結果: 図表名リスト: 7. 結論: ダイカスト金型に関するさまざまな側面が議論されました。金型寿命と鋳造金型の欠陥についても議論されました。 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
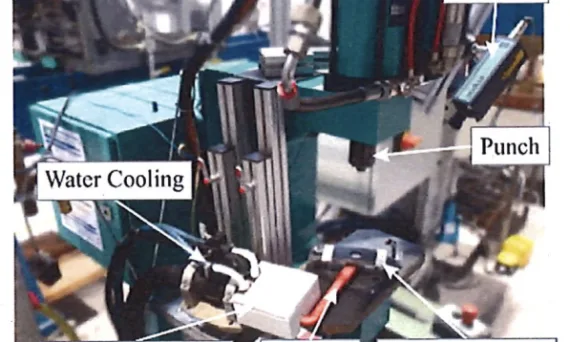
user 06/23/2025 Aluminium-J , automotive-J , Technical Data-J A380 , Applications , CAD , conformal cooling , Die casting , Electric vehicles , High pressure die casting , High pressure die casting (HPDC) , 自動車産業 , 金型 , 자동차 , 자동차 산업 本紹介論文は、「The 75th World Foundry Congress」が発行した論文「Mega and Giga Casting: A New Technological Paradigm for Die Material and Design」に基づいています。 1. 概要: 2. 要旨: 電気自動車への社会技術的移行は、はるかに軽量で、経済的で、持続可能なライフサイクルの電気自動車(EV)を必要としています。これらの条件を満たすために、自動車産業の技術エコシステムは、新しい軽金属材料、複雑で大きな形状、ならびに機能的および組成的に傾斜したコンポーネントを、低コストで開発し、形成する必要があります。アルミニウムベースの合金は、その高い成形性とリサイクル性の特徴、ならびに密度、機械的および物理的特性の良好な組み合わせを考慮すると、これらの要件を満たすための選択候補の1つです。 3. 緒言: 欧州アルミニウム協会[1]が実施した調査によると、ヨーロッパの乗用車のアルミニウム含有量は2022年の205kgから2030年には256kgに増加するとされています。アメリカの車両についても同様の予測が引用されています[2]。したがって、内燃機関に関連する鋳物の需要減少は、モーターハウジング、BEVおよびPHEVバッテリーエンクロージャーアセンブリ、さまざまな構造部品など、EV向けの新しいアルミニウムベースのコンポーネントの需要によって大部分が相殺されるでしょう。ダイカストによって製造される自動車構造部品の需要は、2021年の820万個から2030年には2500万個に急増すると予想されています[3]。引用された研究は、予測されるアルミニウムベースの部品の50%以上が、特に高圧ダイカスト(HPDC)などのダイカスト法によって成形されることに同意しています。これらの研究では、メガおよびギガ高圧ダイカストの急速な普及は考慮されていませんでした。したがって、今後数年間でHPDC部品の需要は予測よりもはるかに高くなると予想されます。これらの新しい部品の形状、新しいアルミニウム合金、および部品のサイズは、ダイカストプロセス、特に金型製造プロセスの技術的パラダイムを大幅に変化させています。メガおよびギガキャスティングの3つの主要な技術的実現要素(KTE)に関連する課題に対処するために、新しい金型設計、冷却戦略、金型材料、金型機械加工、および金型寿命管理技術に対する議論の余地のないニーズがあります。これらは、i)高価な金型および関連する金型コンポーネントの耐久性、ii)プロセス(スクラップ率、サイクルタイム、生産安定性など)の生産性、およびiii)部品とプロセスの品質、ならびに関連する監視および制御技術です。本稿では、上記の3つのKTEに関連する課題に対処する大きな可能性を秘めた3つの革新的な技術を紹介し、議論します。 4. 研究の概要: 研究テーマの背景: 電気自動車への社会技術的移行は、より軽量で、経済的で、持続可能な電気自動車(EV)を必要としています。これは、新しい軽金属材料、複雑で大きな形状、および機能的に傾斜したコンポーネントの必要性を推進しており、これらはしばしば、その有利な特性のためにアルミニウムベースの合金を使用して製造されます。特にEV向けの高圧ダイカスト(HPDC)による大型アルミニウムダイカスト部品の需要は、メガおよびギガキャスティングの出現により大幅に増加しており、金型材料、設計、および製造プロセスに新たな課題をもたらしています。 先行研究の状況: 以前の研究[1, 2, 3]では、自動車におけるアルミニウム使用量の増加とHPDC構造部品の成長が予測されていましたが、これらはメガおよびギガキャスティングの影響を完全には組み込んでいませんでした。現在の最先端(SoA)金属積層造形(MAM)技術は、多くの場合、コスト、製造された工具の熱機械的特性、材料選択(特に炭素系工具鋼の場合)、および大型部品の製造に関して限界があります。例えば、SoA MAMで一般的に使用されるEN-DIN 1.2709マルエージング鋼は、ダイカスト用途には低い熱伝導率(14-18 W/mK)と非常に低い耐摩耗性を示します。 研究の目的: 本稿は、メガおよびギガキャスティングの3つの主要な技術的実現要素(KTE)に関連する課題に対処するために設計された3つの革新的な技術を提示し、議論することを目的としています。これらのKTEは、i)高価な金型および関連コンポーネントの耐久性、ii)プロセス(スクラップ率、サイクルタイム、生産安定性を含む)の生産性、およびiii)部品とプロセスの品質、ならびに関連する監視および制御技術です。 核心的研究: 本研究は、3つの革新的な技術に焦点を当てています。 5. 研究方法論 研究設計: 本稿は、記述的および比較的方法論を利用しています。新しい技術(HTCS、ROVALMA® MAM、および埋め込みセンサー)を紹介し、メガおよびギガキャスティングの課題に取り組む上でのそれらの特徴、利点、および潜在的な用途について詳しく説明します。これは、多くの場合、これらの革新を従来の材料、製造方法、および既存のSoA MAM技術と比較することによって達成されます。 データ収集・分析方法: 本稿は、FASTCOOL®シリーズ工具鋼と従来のEN-DIN 1.2344 / H13の熱伝導率、耐摩耗性、最大硬度、熱処理を比較した表などの材料特性データを示しています。本稿では、これらの技術の利点が「いくつかの産業用途事例」および「異なる用途事例」を通じてさらに強調されると述べています。ダイカスト作業中に金型に埋め込まれた多機能センサーによって取得された温度データの図解例も言及され、図で示されています。 研究テーマと範囲: 取り上げられる研究テーマは次のとおりです。 6. 主要な結果:
Read More
user 06/22/2025 Aluminium-J , automotive-J , Technical Data-J A380 , Aluminum Die casting , CAD , Die casting , Die Casting Congress , High pressure die casting , Microstructure , Quality Control , Review , STEP , 금형 本稿は、「クイーンズランド大学」より発行された論文「Mechanisms of Leaker Formation in Aluminium High Pressure Die Casting」に基づいています。 1. 概要: 2. 抄録: 本報告書では、一般的および特定のアルミニウム高圧ダイカストにおけるリーカー形成メカニズムの理解を深めます。この理解はいくつかの段階を経て展開されます。 既発表の研究のレビューにより、高圧ダイカストにおけるリーカー形成に寄与する可能性のある鋳造欠陥を特定します。さらに、これらの各欠陥とそれらが鋳物の耐圧性に与える影響を理解するために、文献のレビューに焦点を当てます。レビューされた欠陥は、コールドフレーク、コールドシャット、ドラッグマーク、ガス気孔、酸化膜、介在物、表面層を除去または損傷させる二次作業、収縮気孔、焼付き、および表面割れです。この情報は、特定の鋳物におけるリーカーの「根本原因」の特定を支援する「フォールトツリー」を形成するために編集されます。 次に、自動車用ウォーターインレット鋳物の観察を用いて、特定の例におけるリーカーの可能性のある根本原因を特定します。リーカーの根本原因となる可能性のある欠陥として、コールドシャット、ガス気孔、収縮気孔、揮発性流体による表面気孔、ドラッグマーク、および表面割れが見つかりました。鋳物の重要領域の機械加工も、リーカー形成の可能性を高めるように見えました。 これらの欠陥の中で、コールドシャットがリーカーの最も重要な根本原因であるように見えました。コールドシャットおよびリーカーの発生に対するプロセスパラメータの影響を分析するために、金型および溶湯温度を操作してリーカーの発生を増加させる構造化された試験が実施されました。結果は、コールドシャットの発生および程度とリーカーの発生との間に強い関連性があることを示しています。さらに、結果は金型温度とリーカーの発生との間の関連性を示しています。 最後に、自動車用ウォーターインレット鋳物におけるリーカーの発生を低減するための多くの戦略が提案され、可能性のあるさらなる調査についての提案がなされています。 3. はじめに: 本文書は、Stephen Thompson氏の1998年の修士論文「アルミニウム高圧ダイカストにおけるリーカー欠陥の形成メカニズム」で提示された主要な調査結果と方法論を要約したものです。原著は、自動車用ウォーターインレット鋳物を特定のケーススタディとして、アルミニウム高圧ダイカストで「リーカー」欠陥が発生する理由について包括的な調査を提供しています。この要約は、ダイカスト技術の業界専門家および研究者向けに、ハンドブックスタイルの形式で、中核となる概念、研究の進展、および結論を提示することを目的としています。 4. 研究の要約: 研究トピックの背景: 高圧ダイカストは、鋳物あたりのコストが低く、生産率が高いため、複雑な部品の一般的な製造プロセスです。薄肉で寸法精度の高い部品を製造できます。しかし、特に流体を収容または送液することを目的とした鋳物は、「リーカー」と呼ばれる、圧力下で流体が鋳物壁を通過することを可能にする欠陥に悩まされる可能性があります。このような欠陥は、不良品となるか、封孔剤による含浸処理が必要になります。本研究は、リーカー欠陥が発生しやすいアルミニウム合金CA313製の自動車用ウォーターインレット鋳物に焦点を当てています。リーカーの形成は、多くの場合、他の鋳造欠陥の組み合わせの結果です。 先行研究の状況: 本論文の第2章では、高圧ダイカストにおけるリーカー形成に寄与する可能性のある鋳造欠陥を特定するために、既発表の文献をレビューしています。文献によると、リークが発生するためには、鋳物の表面層と中心部を貫通する経路が存在しなければなりません。潜在的な原因として特定された欠陥は次のとおりです。 レビューでは、この情報を「フォールトツリー」(Figure 2.18)にまとめ、リーカーの根本原因を特定するのに役立てています。各潜在的な原因について、文献では次の点が調査されました。 本論文では、ガス気孔のような一部の欠陥は、リーカーの主な原因としてはしばしば軽視されるものの(分離した気泡を形成する傾向があるため)、他の欠陥との相互作用や特定の形成メカニズム(例:揮発性の離型剤によるもの)がリーク経路を引き起こす可能性があると指摘しています。収縮気孔、特に凝固範囲の長い亜共晶合金におけるデンドライト間気孔は、特に表面層が損なわれた場合にリーク経路を形成する可能性のある一般的な特徴として特定されています。 研究の目的: 本研究は以下の目的を持っていました(6ページに記載):I. リーカー形成の一般的なメカニズムを特定するために、既存の発表された研究をまとめる。II. ウォーターインレット鋳物のプロセスと鋳物の観察を用いて、リーカー形成の可能性のあるメカニズムを特定する。III. 発表された文献に基づいて、ウォーターインレット鋳物のリーカー形成に重要な影響を与える可能性のあるパラメータを提案する。IV. ステップIIで特定されたメカニズムとステップIIIで提案された重要なパラメータの重要性を、制御された実験を用いて確認する。V. 発表された知識と収集された経験を用いて、ウォーターインレット鋳物におけるリーカーの発生を低減するために使用できる可能性のある戦略を提案する。 中核研究: 研究の中核はいくつかの段階で構成されていました。 5. 研究方法論 研究デザイン: 研究は多段階アプローチで設計されました。 データ収集と分析方法: データ収集: 分析方法: 研究トピックと範囲: 6. 主な結果: 主な結果: 図のリスト (Figure Name
Read More
user 06/21/2025 Aluminium-J , automotive-J , Technical Data-J Aluminum Die casting , Applications , CAD , Die casting , Efficiency , STEP , 알루미늄 다이캐스팅 , 자동차 , 해석 論文概要:この論文概要は、”[Clinching of Heated Aluminum Die Casting]” を “WGP 2021, LNPE (Lecture Notes in Production Engineering)” にて発表された論文に基づいて作成されています。 1. 概要: 2. 研究背景: 現代の自動車車体製造分野では、マルチマテリアルボディ (MMB) の利用がますます増加しています。このアプローチは、軽量構造、コスト最適化、および剛性などの厳しい性能要件という、相反する要求に対応するものです。しかし、異種材料間の電気化学的ポテンシャル、機械的特性、および熱膨張係数の固有の差異は、接合技術と腐食対策において重大な課題をもたらします。車体構造で一般的に使用される従来の抵抗スポット溶接などの接合方法では、アルミニウムと鋼の接合には、それらの異なる熱特性のためにしばしば不適切です。クリンチングは、このような用途に適した代替手段として浮上しています。 しかし、アルミニウムダイカスト合金は、その固有の脆さのために、自然硬化状態ではクリンチング能力が限られています。先行研究では、これらの合金を初期状態で直接クリンチングすると、ジョイント表面に亀裂が入りやすいことが示されています。既存の研究では、アルミニウムダイカストの代替接合方法として、セルフピアスリベットや摩擦攪拌接合などが検討されてきました。Jäckelら [5] は、セルフピアスリベットについて調査し、最適化された工具形状によって亀裂を抑制しましたが、インターロックの減少を招きました。Neuserら [6] は、さまざまな工具構成を用いたセルフピアスリベットをさらに調査し、フラットダイを使用することで、ジョイント強度を損なうことなく亀裂を低減できることを示しました。Hovanskiら [7] は、摩擦攪拌接合を検討し、ダイカストジョイントの曲げや材料の脆さに起因する早期破損に対する感受性を強調しました。 これらの制約は、特にMMB用途における堅牢で亀裂のないジョイント形成のために、アルミニウムダイカスト合金のクリンチング性を向上させる革新的なアプローチの必要性を強調しています。 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
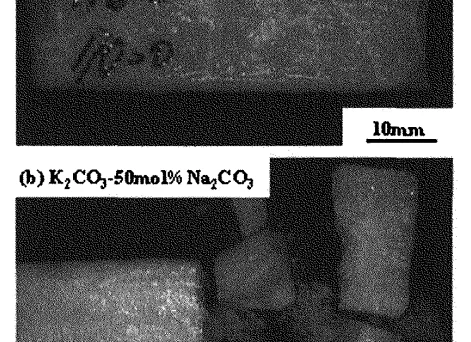
本紹介論文は、「鋳造工学 第78巻(2006)第10号」に掲載された論文「炭酸塩と塩化物の混合塩で成形したソルト中子の機械的性質」に基づいています。 1. 概要: 2. Abstract: The strength of salt core comprised of NaCl-Na2CO3, KCI-K2CO3, KC1-NaCl and K2CO3-Na2CO3 binary salt systems was investigated in order to develop expendable core for high pressure die casting using 4-point bending test, Vickers hardness measurement, and SEM observation of solidification structures and fracture surfaces. Bending specimens were fabricated from
Read More
user 06/18/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , Applications , CAD , Die casting , Efficiency , Microstructure , Salt Core , 금형 , 자동차 산업 この紹介記事は、「鋳造工学 (Journal of the Japan Foundry Engineering Society, J. JFS)」により発行された論文「Mechanical Properties of Mixed Salt Core Made by Die Casting Machine (ダイカストマシンで成形した混合塩中子の機械的性質)」に基づいています。 1. 概要: 2. Abstract: Effects of mold temperature and injection pressure on mechanical properties and surface defects of Na2CO3-20mol%NaCl-30mol%KCl salt-mixtures made by high pressure die-casting machine were investigated. The bending strength of the salt-mixture
Read More
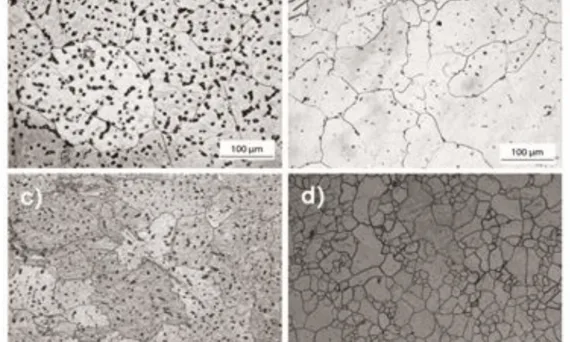
user 06/17/2025 Aluminium-J , Technical Data-J Alloying elements , Applications , CAD , Casting Technique , Die casting , Magnesium alloys , Microstructure , 自動車産業 , 자동차 , 자동차 산업 本稿は、「Materials Engineering – Materiálové inžinierstvo」により発行された論文「Mechanical properties of homogenized twin-roll cast and conventionally cast AZ31 magnesium alloys」に基づいています。 1. 概要: 2. アブストラクト: 今日、マグネシウム合金の機械的特性の改善は、その多様な産業用途のために非常に重要です。この目標のために、多くの鋳造技術およびさらなる処理法が開発されてきました。合金の長尺ストリップの製造を可能にする連続鋳造技術の中には、双ロール鋳造があります。このプロセスを用いることで、最も微細なミクロ組織とより高い比強度を持つマグネシウム合金を得ることができます。本稿では、従来鋳造および双ロール鋳造されたAZ31マグネシウム合金の引張特性の比較を行いました。引張試験は、100℃から300℃の温度範囲で、10⁻³ s⁻¹の一定ひずみ速度で実施されました。両材料は、鋳放し状態および450℃で10時間の均質化処理後に試験されました。調査の結果、従来鋳造AZ31合金は熱処理後も延性に大きな変化は見られませんでしたが、双ロール鋳造合金の延性は向上することが示されました。 3. 緒言: マグネシウム合金はよく知られた構造材料であり、現在自動車産業で広く普及しています[1-4]。自動車産業における将来のトレンドは自動車部品の軽量化であり、そのため最も軽量な金属の一つであるマグネシウムとアルミニウムがますます注目されています。Mg-Al系合金は高い比強度と剛性、低密度、良好な熱伝導性および電気伝導性を有するため、将来的には一部の鋼や銅鋳造合金を置き換える可能性があります[5]。また、電子部品やコンピュータ部品の製造にも有望です[6]。合金元素の影響は、合金の最終特性にとって極めて重要です。製造プロセスを制御し改善するために、Al、Zn、Ca、Sn、Sr、Zrが機械的特性に与える影響に関する多くの研究が行われてきました[7-11]。特定の特性を持つMg合金を製造し、特定の要件を満たすために、さまざまな鋳造技術が用いられます。その中には、ダイカストや、熱間押出または熱間圧延が続く双ロール鋳造(TRC)があります。これらの各プロセスは、合金の集合組織とミクロ組織、したがって機械的特性に影響を与えます[12-14]。AZ系市販合金の多様性の中で、AZ31は強度、延性、低コストといった良好な特性を有するため非常に人気があります。しかし、AZ31合金を自動車部品(例えば、カールーフ)として適用するには、TRC材料から успешно製造できる薄板を製造する必要があります。さらなる圧延前の合金鋳放しストリップの厚さは5mmまで薄くすることができます[15]。しかし、製造プロセスにはまだ多くの未解決の問題があります。その中には、鋳放し構造の不均一性が最終製品の特性に与える役割があります。本稿では、従来鋳造(CC)とTRCという2つの異なる鋳造技術によって調製されたAZ31のミクロ組織と機械的特性を研究しました。熱処理中の不均一構造が機械的特性に与える影響を調べるために、鋳放し状態および均質化状態の試験片を構造、微小硬さ、引張試験用に準備しました。 4. 研究の概要: 研究トピックの背景: 自動車産業などにおける軽量材料への需要の高まりは、マグネシウム合金の研究を推進しています。その機械的特性の向上は、用途拡大に不可欠です。双ロール鋳造は、微細なミクロ組織を持つマグネシウム合金ストリップを製造するための有望な連続鋳造技術です。 従来の研究状況: 従来の研究では、様々な合金元素(Al、Zn、Ca、Sn、Sr、Zr)がマグネシウム合金の機械的特性に与える影響が調査されてきました。ダイカストやTRC後の熱間加工など、異なる鋳造技術が集合組織、ミクロ組織、ひいては機械的特性に影響を与えることが知られています。AZ31は広く研究されている市販合金です。TRCによる薄板製造が検討されており、鋳放しストリップの厚さは5mmまで薄くなっています。しかし、鋳放し構造の不均一性が最終製品の特性に果たす役割は、依然として関心の対象となっています。 研究の目的: 本稿では、従来鋳造(CC)とTRCという2つの異なる鋳造技術によって調製されたAZ31のミクロ組織と機械的特性を研究しました。熱処理中の不均一構造が機械的特性に与える影響を調べるために、鋳放し状態および均質化状態の試験片を構造、微小硬さ、引張試験用に準備しました。 研究の核心: 本研究の核心は、従来鋳造(CC)と双ロール鋳造(TRC)によって製造されたAZ31マグネシウム合金の比較分析です。本研究では、これらの材料を鋳放し状態と均質化状態の両方で調査し、それらのミクロ組織、微小硬さ分布、および様々な温度での引張特性に焦点を当てています。 5. 研究方法論 研究計画: 本研究では、AZ31 CCインゴットおよび5.6mm厚のAZ31 TRCストリップの調査を実施しました。2種類の試料セットを使用しました:1)鋳放しAZ31マグネシウム合金、および2)450℃で10時間均質化処理した合金。試料は空気炉で焼鈍し、油中で急冷しました。 データ収集および分析方法: 研究トピックおよび範囲: 研究はAZ31マグネシウム合金に焦点を当てました。範囲は以下の通りです。 6. 主要な結果: 主要な結果: ミクロ組織: 微小硬さ: 引張特性: 図のリスト: 7. 結論: 異なる鋳造技術によって調製されたAZ31マグネシウム合金のミクロ組織と機械的特性を、鋳放し状態と時効処理状態で研究しました。TRCマグネシウム合金では、CC材よりもα-Mgマトリックス内に分布する二次相粒子が小さくなっています。450℃で10時間均質化処理すると、両方の材料でβ相が溶解し、結晶粒内には少量のβ相粒子しか観察されませんでした。しかし、TRC材のミクロ組織は熱処理によってより大きな影響を受け、元々粗大で不均一だった構造は、材料中に残存する中心偏析粒子を除いて、微細で均質な構造に置き換わります。鋳放しTRC材の元々不均一だった構造(表面付近とストリップ中央で著しい微小硬さの変動を示した)は、より軟らかく、はるかに均質な構造に置き換わりました。均質化後、両合金のHV値は同様になります。比較的低いひずみ速度(10⁻³
Read More
user 06/16/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Die casting , Efficiency , High pressure die casting , ISO 14001 , Microstructure , Review , STEP 本紹介論文は、「Journal of Business and Industrial Marketing」によって発行された論文「Material flow cost accounting for aluminum gravity die casting in electrical products manufacturing」に基づいています。 1. 概要: 2. 要旨: 目的 – 本研究は、中小企業(SME)環境においてマテリアルフローコスト会計(MFCA)を適用する最良の方法を決定し、製造プロセス中の負の製品コストを可視化し、改善可能な箇所を特定することを目的としています。設計/方法論/アプローチ – 本研究では、インドで重力ダイカストを通じて電力部門で使用されるアルミニウムエネルギー製品を生産する中小企業において、MFCAツールの有用性を実証するためにケーススタディ・アプローチを使用しています。結果 – 結果によると、同社の重力ダイカストはMFCA分析の結果、27.38%の負の製品コストマージンを有しています。また、300kgの原材料処理に対して、負の材料コストは22,919ルピー、負のシステムコストは462ルピー、負のエネルギーコストは1,069ルピーであると決定されました。この会社の典型的な月間原材料処理量は45,000kgです。独創性/価値 – 本研究は、MFCAの導入が企業の環境意識と収益性を向上させることを示しています。著者らの知る限り、本研究は電気部品製造におけるアルミニウム重力ダイカストにMFCAを初めて導入したものです。 3. 緒言: 世界の原材料需要は2060年までに現在の2倍になると予測されており、それに伴い生産廃棄物の増加は避けられません。インドの製造業は、「メイク・イン・インディア」構想のもとで大幅に拡大しました。特に零細・中小企業(MSME)は重要な役割を果たしており、インドのGDPの約30%、総輸出の約半分を占めています。このような急速な経済発展と技術進歩は、原材料への需要を増大させ、地球の資源に負荷をかけ、一部の重要物質の枯渇と廃棄物の増加につながっています。廃棄物発生は、汚染と気候変動の一因となる主要な問題です。環境および経済パフォーマンスを改善する最も効果的な方法の一つは、廃棄物回収です。 中小企業は一般的に、大企業に比べて廃棄物管理が不十分です。過去には様々な環境管理技術や政策枠組みが導入されてきましたが、環境と財務の両方のパフォーマンスを全体として考慮するものはごくわずかです。さらに、これらの環境管理リソースのほとんどは、大企業を念頭に置いて作成されました。資金調達、人員、意識、知識、スキルの制約により、これらの戦略は中小企業に適用されるとしばしば不十分です。マテリアルフロー思考は、多くの視点と関心領域の根底にある共通の基盤を明らかにすることによって、この統合を促進します。マテリアルフロー思考を実行するために使用されるマテリアルフローコスト会計(MFCA)は、統合された最適化を大幅に改善することができます。環境管理会計(EMA)は、廃棄物に対する財務的責任を帰属させる手法としてMFCAを使用します。MFCAの最終目標は、負の環境影響を低減しつつ、経済的パフォーマンスを向上させることです。 インド国家生産性評議会(NPC)は、インドにおけるMFCA導入の主要な提唱者です。NPCは、ガイドブック、研修プログラム、ケーススタディライブラリなど、組織がMFCAを導入するのを支援するための多くのリソースを開発してきました。インドではMFCAはまだ始まったばかりですが、多くの熱意があります。NPCはインドでのMFCA導入を推進しており、今後数年間でより多くのインド企業がMFCAを導入する可能性が高いです。 しかし、急速な工業化は必然的に、資源枯渇の増加、廃棄物発生、経済拡大に伴う環境破壊をもたらします。その結果、インドの中小企業が環境に配慮した方法で製品を生産することが不可欠です。上記のニーズに焦点を当て、本研究はインドの製造業中小企業におけるMFCA導入の重要性を強調しています。状況を明らかにするために、一貫して作成されたMFCAの結果の文脈を提供するために、実際のインドの中小企業を使用したケーススタディをこれ以上見つけることができませんでした。MFCAの実際の適用は、その可能な適用の範囲と比較してやや制限されています。この枠組みの中で、我々の調査は、開発途上国におけるMFCAの適用に関連する研究に集中する必要性に対応しています。 4. 研究の概要: 研究テーマの背景: 本研究は、世界的な原材料消費の増加、人々の生活水準の向上に伴い、2060年までに原材料需要が現在の2倍に増加すると予測されるという背景に基づいています。その結果、現在のレベルと比較して生産廃棄物が増加することは避けられません。インドでは、「メイク・イン・インディア」プログラムの導入以来、製造業が大幅に拡大しています。インドの国内総生産の約30%は零細・中小企業(MSME)によって生み出されています。2018年から2019年にかけて、中小企業はインドの総輸出の約半分を占めていました。急速な経済発展と技術進歩は、地球規模および国内で原材料への需要を増大させています。需要の増加は地球の資源に負担をかけ、一部の重要物質の枯渇とより多くの廃棄物の発生につながっています。廃棄物発生は、汚染と気候変動の一因となる主要な問題です。 先行研究の状況: MFCAの概念は、1980年代後半から1990年代初頭にかけて、南ドイツの繊維会社Kunert内の環境管理プログラムから自然発生的に生まれ、最終的にはISO 14051規格に登場しました。しかし、MFCAフレームワーク自体はゼロから作られたわけではありません。工業生産における物質フローのインプット・アウトプット物質収支と物理的および「価値」評価は、1920年代から1930年代にかけてドイツで議論されていた2つの不可欠な要因でした。EMAの要素として、MFCAは組織内の各廃棄物フローに金銭的価値を割り当てようとします。MFCAの最終目標は、経済的パフォーマンスを向上させると同時に、負の環境影響を低減することです。物質フローの金銭的価値と企業への非効率性がMFCAの主な焦点です。それは、物質フローの金銭的価値と物理量が同じコインの裏表であることを例示しています。物理的な物質フラックスを測定することにより、技術分析と環境評価の両方の基礎として機能します。物質効率、毒性、臨界性などは、製品、空気、水、または土壌に入る物質の量を測定することによって追跡できる指標のほんの一部です。最後に、すべてのフローを金銭的に評価することにより、経済効率を最大化するのに役立ちます。高い環境コストは一般的に見られ、経営陣の注意を引き、その大きさが認識されると管理されます。環境コストの範囲はかなり広いです。MFCAは数量センターに基づいて機能します。材料、エネルギー、システム、廃棄物処理はすべて、各数量センターの総コストに関与しており、これは正の製品と負の製品に分類されます。したがって、MFCAは、廃棄物の真のコストを推定するための従来の原価計算よりも望ましいです。MFCAは、石炭鉱業、椅子製造、ゴムリサイクルおよび布地製造、電磁アイテム製造、醸造所での廃棄物削減決定の改善、マイクロブルワリー、プリント基板および廃棄物分別移送プラント、農業廃棄物リサイクルなど、さまざまな産業で成功裏に実施されてきました。文献レビューに基づくと、インドの学術文献におけるMFCAの概念は、果物加工、鋼管およびチューブ製造、シリンダー製造、その他いくつかの数えられる産業で実施されています。インドおよび他の開発途上国では、先進国と比較してMFCAに関する学術出版物が少ないことがわかっています。約69の調査論文の文献レビューに基づくと、Figure 1はさまざまな国におけるMFCA研究のレベルを示しています。最近の研究によると、サプライチェーン全体でMFCAを実施すると、コスト削減と環境影響のさらなる削減に役立ちます。ただし、展開は最初に企業レベルで開始する必要があります。ERP、技術知識、ライフサイクルアセスメント、ライフサイクル原価計算など、他の知識とMFCAを統合する文献はいくつかあります。研究者の意見では、MFCAを他の知識と統合することで、より実りある結果が得られるでしょう。MFCAに関する研究論文のほとんどはケーススタディベースの研究であり、体系的な文献レビュー、モデル開発に関する研究、アンケートベースの研究、企業へのMFCAの影響に関するメタ分析など、MFCAの文献に貢献する他の種類の研究論文はほとんどありません。 研究の目的: 本研究は、アルミニウムインゴットまたは合金からエネルギー製品を製造するインドの中小企業(SME)内にMFCAツールを展開することを目的としています。研究の目的は、生産手順の金銭的および物質的コストを視覚化および計算し、節約が可能になる場所を決定することです。MFCAは、プロセスのコストをその正の製品コストと負の製品コストに、プロセスの歩留まりに関連して分離する方法です。金銭的な観点から、どこで改善を行うべきかを明らかにすることができます。過去9か月間、MFCAの導入が経済と環境の両方に与えた影響を調査するために、事業のパフォーマンスが追跡されてきました。MFCAの導入は順調に進んでおり、その結果として得られる金銭と資源の節約の初期推定値は非常に有望です。この研究は、MFCAの導入が企業の環境意識と収益性を向上させることを示しています。この研究の一環として実施されたケーススタディの結果は、貧しい国々の他の中小企業が持続可能性を達成するためにMFCAを導入することを奨励するはずです。このケーススタディの結果は、インドの中小企業の間でMFCAの導入を促進するために使用されます。 研究の核心: 本研究の核心は、インドの中小企業(「A」社)で、アルミニウム製の電気製品を重力ダイカストで製造する際にMFCAを導入することです。この研究では、MFCAの導入が経済と環境に与えた影響を調査するために、9ヶ月間にわたり同社の操業実績を追跡しました。研究には以下の内容が含まれます。 5. 研究方法論 研究デザイン: 本調査にはケーススタディ研究が用いられました。研究の「何を」「どのように」という問いには、ケーススタディを実施することで答えることができ、因果関係を確立する実証的な方法となります。学術研究とその実用化の間のギャップは、フィールドワークによって狭められる可能性があります。インタビューや実地観察を通じて、現象を実際に発生したとおりに記録し分析します。ケーススタディは質的な性質を持つため、探索的研究での使用に特に適しています。したがって、ケーススタディ手法は、MFCA導入の手順と、それが事業の経済的および生態学的効率に与える影響を理解するのに適しています。 データ収集・分析方法: データは、直接観察および生産管理アシスタントと品質検査マネージャーへの詳細なインタビューを通じて収集されました。Stacks
Read More
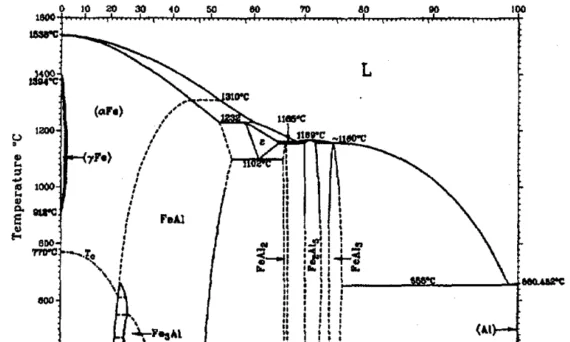
user 06/14/2025 Aluminium-J , Technical Data-J Air cooling , aluminum alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , Die casting , Microstructure , 금형 , 알루미늄 다이캐스팅 本要約内容は、「[Oak Ridge National Laboratory]」によって発行された論文「DIE SOLDERING IN ALUMINUM DIE CASTING」に基づいています。 1. 概要: 2. 抄録: 純アルミニウムおよび380合金を用い、小型の鋼製シリンダーに対して「浸漬(dipping)」試験および「浸漬コーティング(dip-coating)」試験の2種類の試験を実施し、アルミニウムダイカスト中の金型焼付きメカニズムを調査した。焼付き中に形成される相の形態と組成を研究するために、光学顕微鏡および走査電子顕微鏡(SEM)が用いられた。実験的観察に基づいて焼付きメカニズムが仮定されている。鉄がアルミニウムと反応してアルミニウムリッチな液相および固体の金属間化合物を形成し始める焼付き臨界温度が仮定される。金型表面温度がこの臨界温度よりも高い場合、アルミニウムリッチ相は液状となり、その後の凝固中に鋳物と金型を接合する。本論文では、鋼製金型における純アルミニウムおよび380合金鋳造の場合の焼付きメカニズム、焼付きを促進する要因、および焼付き発生時に形成される結合強度について議論する。 3. 緒言: ダイカストにおける焼付き(soldering)、または金型固着(die sticking)は、溶融アルミニウムが金型表面に「溶着(welds)」する際に発生し、金型損傷および鋳物の表面品質低下をもたらす。文献では2種類の焼付きが特定されている:一つは溶融アルミニウム合金と金型間の化学的/金属学的反応により高温で発生するもの(1)、もう一つは機械的相互作用により低温で発生するもの(2)である。本論文は、化学的/金属学的反応により発生する焼付きを対象とする。高温で発生するタイプの焼付きについては、一般的に焼付きが金型表面の保護膜の「ウォッシュアウト(washout)」と密接に関連していると認識されている(1)。ウォッシュアウトは、溶融アルミニウム合金が金型に流入し、金型上の保護膜(コーティングまたは潤滑剤)を破壊する際に発生する。その後、溶融アルミニウムが金型表面と接触する。金型材中の鉄は溶湯に溶解し、溶湯中のアルミニウムおよびその他の元素は金型に拡散する。結果として、金型表面に金属間化合物層が形成される。適切な条件下では、金属間化合物層の上にアルミニウムリッチな焼付き層が形成されることもある(1)。これらの金属間化合物の性質についてはかなりの研究が行われてきたが(3-7)、焼付きが発生する条件についてはほとんど知られていない。本研究では、金属間化合物の単なる存在が焼付きの条件または原因ではないことを示すため、金属間化合物の形成と焼付きの発生を区別する。さらに、本研究は金属間化合物の成長ではなく、焼付きの開始に焦点を当てることを試みる。本研究は以下の問いに取り組む:1. 焼付きはどの温度で発生するか? 2. 金型表面への金属間化合物の形成は、焼付きが既に発生したことを示すか? 3. アルミニウム合金鋳物はどのように金型に焼付き(接合)するのか? 4. 結合強度を決定するものは何か? 本研究では、焼付きが発生する温度を調査するために、単純な浸漬および浸漬コーティング試験を実施した。金属間化合物層と焼付き層の間の界面形態は、光学顕微鏡および走査電子顕微鏡によって観察された。実験的観察に基づいて焼付きメカニズムが仮定されている。本研究で考慮される焼付きのタイプは、金型材料の元素と合金間の化学反応によるもののみである。低温での機械的相互作用による焼付きは本研究には含まれない。 4. 研究の概要: 研究テーマの背景: 金型焼付き(Die soldering、または金型固着)は、鋳造されたアルミニウム合金が鋼製金型表面に付着する現象であり、アルミニウムダイカストにおける重要な課題である。この現象は、金型損傷による操業非効率、工具コストの増加、鋳造部品の品質低下を引き起こす。本研究は特に高温での化学的/金属学的反応に起因する焼付きを対象とする。 先行研究の状況: 先行研究では、焼付き、金型表面保護膜の破壊(「ウォッシュアウト」)、およびそれに続く金型-合金界面での鉄-アルミニウム金属間化合物の形成との関連性が認識されていた。しかし、単なる金属間化合物の成長とは区別される、焼付きを開始するために必要な特定の条件(例:温度、組成)に関する包括的な理解は不足していた。既存の文献(参考文献3-7)は金属間化合物の性質を詳述しているが、焼付き開始に関する洞察は限定的であった。 研究の目的: 主な目的は、鋼製金型を使用するアルミニウムダイカストにおける金型焼付き開始の基本的なメカニズムを解明することであった。これには以下が含まれる: 中核研究: 研究の中核は、ダイカスト環境のいくつかの側面を模擬した制御された実験室実験で構成された。小型の軟鋼シリンダーを、溶融純アルミニウムおよび380アルミニウム合金を用いた「浸漬(dipping)」および「浸漬コーティング(dip-coating)」試験に供した。試料表面温度は、合金の融点/液相線温度を基準として慎重に監視および制御された。鋼とアルミニウムの間に形成された界面は、その後、光学顕微鏡および走査電子顕微鏡(SEM)分析と組成分析を組み合わせて、反応生成物(金属間化合物および他の相)の形態と化学組成を特徴付けるために使用された。これらの観察に基づいて、焼付き開始メカニズムが提案された。 5. 研究方法論 研究設計: 本研究は浸漬試験を用いた実験的アプローチを採用した。主に2つの手順が用いられた: データ収集および分析方法: 研究テーマと範囲: 研究は、軟鋼と2つのアルミニウム材料、すなわち純アルミニウムと380アルミニウム合金との相互作用に焦点を当てた。範囲は、高温での化学的/金属学的反応によって引き起こされる焼付きの開始を理解することに限定された。低温の機械的相互作用に基づく焼付きメカニズムは明示的に除外された。研究では、金型(試料)表面温度と接触時間が、金属間化合物相の形成と焼付きの発生に及ぼす影響を調査した。界面で形成される相の形態と組成が調査の中心であった。 6. 主要な結果: 主要な結果: 図のリスト: 7. 結論: 本研究は、鋼試料上で純Alおよび380合金を用いた浸漬および浸漬コーティング試験により、アルミニウムダイカストにおける金型焼付きのメカニズムを調査した。実験的観察に基づき、以下の焼付きメカニズムが仮定された: これらの知見は、より高い鋳造温度および金型温度が焼付きを促進するという工業的な観察結果と一致する。金型への熱伝達を増加させる要因(例:高いゲート速度、高い増圧圧力)や、潜熱が大きい合金(例:390系合金)も、金型表面温度を上昇させ、それによって焼付きを促進する可能性が高い。 8. 参考文献: 9.
Read More