鋳造エンジニアのための重要な発見:この画期的な研究は、シミュレーションが従来のハンズオントレーニングに代わり、収縮、ホットスポット、流動性といった複雑な鋳造コンセプトのより深い理解をいかに提供できるかを示しています。 この技術概要は、[Dr. Sam Ramrattan, Dr. Matthew Cavalli P.E.]によって執筆され、[American Society for Engineering Education (ASEE)]から年に発行された学術論文「[Promoting Distance Learning in Metal Casting by Implementing Four Simulation Activities]」に基づいています。HPDC専門家のために、CASTMANの専門家が要約・分析しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 数十年にわたり、金属鋳造の教育はハンズオンの実験室体験に大きく依存してきました。。しかし、COVID-19パンデミックのような前例のない状況は、この伝統的なモデルに挑戦し、教育の継続性を脅かしました。。この問題は学術界に限ったことではありません。産業界は、ファウンドリ4.0の原則に沿って、デジタルツールに習熟した次世代のエンジニアを必要としています。。本研究は、シミュレーション技術を活用して理論と実践の間のギャップを埋めることにより、この差し迫ったニーズに対応します。これはパンデミック中の必要性から生まれた解決策ですが、将来の工学教育と労働力育成に広範な影響を及ぼします。 アプローチ:方法論の解明 この研究では、従来の金属鋳造コース(EDMM 3520)を8週間の遠隔学習形式に転換しました。。ハンズオンの実験室を代替するために、研究者たちは学生が段階的に概念を構築できるように、4つのシミュレーション活動を慎重に設計しました。彼らは、学生が標準的なノートPCでアクセス可能な、合理化された5段階のプロセス(モデルのインポート、部品の選択、コンポーネントの作成、プロセスの設定、シミュレーションの実行)を使用する鋳造シミュレーションソフトウェアを選択しました。。このアプローチは、従来のコースの実践的な側面を模倣するだけでなく、業界でますます普及しているツールを使用して、学生が現実世界の鋳造問題を解決する力を与えました。。 ブレークスルー:主要な発見とデータ この研究は、4つの対象を絞った活動を通じて、シミュレーションベースの学習の有効性を体系的に実証しました。 HPDC製品への実践的な示唆 この学術研究は、現実の製造環境に直接的な影響を与えます。 論文詳細 [論文名] Promoting Distance Learning in Metal Casting by Implementing Four Simulation Activities 1. 概要: 2. 要旨: 金属鋳造業界には、北米で30未満の認定鋳造教育財団(FEF)の大学/カレッジしかありません。このため、質の高い教育プログラムを支援し、維持することが重要です。過去35年間、金属鋳造シミュレーションツールは、主に研究開発において学界と提携してきました。同時に、金属鋳造業界は、シミュレーションが主要な役割を果たす製造へのデジタルアプローチを採用しています。教育機関は、学部レベルで凝固およびシミュレーション技術を取り入れる必要があります。凝固シミュレーションは、遠隔学習を介した入門工学コースで、学生の金属鋳造概念の理解を支援する効果的なツールとなり得るでしょうか?著者らは、実際のシミュレーション問題(鋳物のホットスポット検出、鋳物の表面積対体積の問題、様々な鋳造合金の流動性、設計最適化、歩留まり計算)を含む一連のモジュールの使用を拡大することを調査しました。流動および凝固シミュレーション活動の実施は、COVID-19パンデミックが工学コースの従来の対面およびハンズオン学習活動を禁止したときに、金属鋳造入門コースで探求されました。参加者は、2020年夏学期中のウェスタンミシガン大学の2年生/3年生レベルの工学学生18人でした。鋳造流動および凝固予測分析は、コースに先立ってゲート設計が実験的に評価された実際の鋳造試験から検証されました。有効性の研究は、凝固シミュレーション活動の前後のコース課題および試験スコアの評価を比較した後に報告されました。コース評価の最後に、遠隔学習凝固シミュレーション体験に関する学生からのフィードバックが求められました。シミュレーション活動が説明され、出力分析が提供されました。この経験は、遠隔教育における効率的で効果的な教育ツールとしてのシミュレーションの役割についての洞察を伝えました。結果は、どのプラットフォームでも金属鋳造入門を教える際のシミュレーションソフトウェアツールの採用と実施を支持しました。 3. 序論: 金属鋳造入門コースは、何十年もの間同じ方法で教えられてきました。このコースの前提条件は、材料科学(冶金学、流体力学、熱力学)の理解を必要とします。。最終的に、コースの実験室部分は、成形、溶解、充填の側面を実証するために使用され、産業安全も忘れられていませんでした。場合によっては、鋳造シミュレーションソフトウェアが提示または実演されますが、その技術は金属鋳造入門の教育学の中心ではありません。鋳造シミュレーション技術は、凝固、ライザー、ゲート設計を含むより高度なコースのためにしばしば予約されています。。本稿の著者らはこの考えを支持し、主題の適切な理解のために理論と実践の両方を提供する金属鋳造カリキュラムを奨励しています。2020年、COVID-19の発生は、社会に前例のない課題と運営上の混乱をもたらしました。鋳造業界は、訓練/教育を受けた労働力に関する不足に対処し、金属鋳造教育を改善するためにギアを切り替える必要があります。パンデミックは、教育においてスマートで回復力のある戦略が必要とされる私たちの世界を変えました。
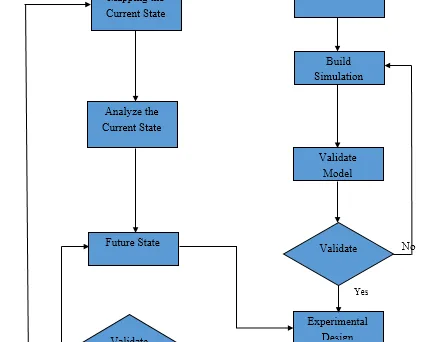
バリューストリームマッピング(VSM)でダイカストの生産性を6%向上:学術論文から学ぶ、製造現場のムダ削減術 本技術概要は、Pradip Gunaki氏およびS.N. Teli氏によって執筆され、Journal of Emerging Technologies and Innovative Research (JETIR)に2015年に掲載された学術論文「Productivity Improvement by Value Stream Mapping in Die Casting Industry」に基づいています。ダイカスト専門家の皆様のために、株式会社CASTMANのエキスパートが要約・分析いたしました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がダイカスト専門家にとって重要なのか グローバル市場での競争が激化する中、製造業はより高い柔軟性、競争力、高品質な製品を低コストで提供することが求められています。。特に、顧客の要求が多様化し、カスタマイズ品の受注が増加するダイカスト業界において、生産システムの効率化は喫緊の課題です。本研究で対象となった企業(論文内では「XYZ社」)では、価値を生まない「非付加価値活動」が原因でサイクルタイムが増加し、顧客の要求納期を満たすことが困難になるという問題に直面していました。これは、多くのダイカスト工場が共感するであろう、生産性と顧客満足度の間で板挟みになる典型的な状況と言えます。この研究は、こうした現場の切実な課題に対し、リーン生産方式の強力なツールを用いて解決策を提示するものです。 アプローチ:研究手法の解明 本研究では、生産性向上のための核心的なツールとしてバリューストリームマッピング(VSM)が採用されました。VSMは、トヨタ生産方式を源流とする可視化ツールであり、材料が顧客の手に渡るまでの全プロセス(付加価値活動と非付加価値活動の両方)をマップ化し、無駄を特定・削減することを目的とします。。 研究チームは、以下のステップでアプローチしました。(Figure 1参照) このシミュレーションとの統合アプローチ(Figure 2参照)により、勘や経験だけに頼らない、データに基づいた確実な改善プロセスを実現しています。 ブレークスルー:主要な発見とデータ 本研究から得られた最も重要な結果は、VSMとシミュレーションを用いた体系的なアプローチが、生産性向上に直接的な効果をもたらすことをデータで証明した点です。 貴社のHPDCオペレーションへの実践的な示唆 本研究の結果は、理論に留まらず、実際のダイカスト工場のオペレーション改善に直結する貴重な知見を提供します。 論文詳細 Productivity Improvement by Value Stream Mapping in Die Casting Industry 1. 概要: 2. 論文要旨: バリューストリームマッピング(VSM)は、付加価値を生まないステップを特定し、除去または合理化することによって、製造、生産、ビジネスプロセスにおける無駄を明らかにする評価を得ています。プロセスの現状を反映するためにフロー図が描かれます。非付加価値活動は、各ステップ内およびステップ間で、時間とリソースの無駄によって特定されます。このプロセスは、シミュレーションソフトウェアの助けを借りて分析され、それを必要最小限の活動にまで劇的に削減・単純化する機会を探ります。無駄を減らすことで、プロセス全体における付加価値時間の割合が増加し、プロセスのスループット速度が向上します。これにより、再設計されたプロセスはより効果的(正しいことが行われる)かつ効率的(より少ないリソースで済む)になります。本稿では、Arenaシミュレーションソフトウェアを用いて、ダイカスト業界における非付加価値活動を排除するための是正手法について説明します。再設計されたプロセスは、プロセスのステップと情報の流れが再設計、単純化され、コストが削減され、生産性が向上した未来の状態でフローチャート化されます。 3. 序論: バリューストリームマップは、顧客にとっての価値を創造するプロセス/活動のエンドツーエンドの集合体です。バリューストリームとは、製品を主要なフロー、すなわち(a)原材料から顧客の手に渡るまでの生産フロー、および(b)コンセプトから市場投入までの設計フロー、を通じて送り出すために現在必要とされるすべての活動(付加価値および非付加価値の両方)を指します。。グローバル市場における競争の激化は、メーカーに柔軟性、競争力、高品質な製品を提供し、生産コストの削減を確実にする生産システムとプロセスの開発を強いています。。VSMは、無駄を特定し排除することに焦点を当てた経営哲学を適用することにより、コスト削減に重点を置いています。。 4. 研究の概要:
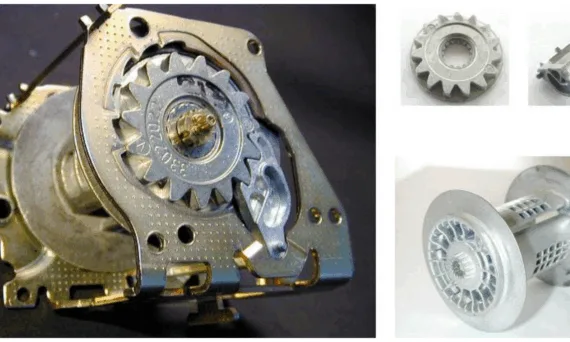
理論から生産まで:エンジン部品向け高圧ダイカストの実践的ガイド 本技術概要は、Nwonye E.I.、Ilochonwu C.E.、Nwajagu C.O.が執筆し、TMS(The Minerals, Metals & Materials Society)のLight Metals 2013(2013年)に掲載された学術論文「PRODUCTION OF SINGLE CYLINDER ENGINE COMPONENTS THROUGH HIGH PRESSURE DIE CASTING IN SEDI ENUGU」に基づいています。この内容は、CASTMANの専門家がHPDC(高圧ダイカスト)の専門家向けに要約・分析したものです。 キーワード 要旨 (Executive Summary) 課題:この研究がHPDC専門家にとって重要な理由 多くの開発途上国において、単気筒エンジンは日常生活を支える原動力であり、交通手段や発電を担っています。論文の「序論」で述べられているように、これらのエンジン部品に対する絶え間ない需要は大量の輸入につながり、国家のGDPに負担をかけています。 エンジニアや製造業者にとって、これは挑戦であると同時に機会でもあります。挑戦とは、輸入品と競争できる高品質で信頼性の高い部品を生産可能な現地製造基盤を確立することです。機会とは、この巨大な市場を獲得し、雇用を創出し、自国の技術成長を促進することにあります。本研究は、この目標を達成するための鍵となる技術として高圧ダイカスト(HPDC)の活用を探ることで、この問題に正面から取り組んでいます。 アプローチ:方法論の分析 現地生産の実現可能性を証明するため、研究者たちはエヌグの科学機器開発研究所(SEDI-E)で実施された全製造ワークフローを記録しました。論文は、複雑な形状、優れた表面品質、高い寸法一貫性を持つ部品を生産する能力から、砂型鋳造のような他の方法よりもHPDCが選ばれた理由を体系的に概説しています(Ref. [1])。 論文で詳述されている方法論は以下の通りです。 画期的な成果:主要な発見とデータ この論文は、単一の実験結果というよりも、成功した実施事例を包括的に示す研究に近いです。主要な発見は、同様の部品を生産しようとするすべての施設にとって実践的なガイドとなります。 HPDC製品への実践的示唆 この論文は特定の国の状況に焦点を当てていますが、その発見は世界中のHPDCオペレーションに普遍的な洞察を提供します。 論文詳細 PRODUCTION OF SINGLE CYLINDER ENGINE COMPONENTS THROUGH HIGH PRESSURE DIE CASTING IN SEDI ENUGU.
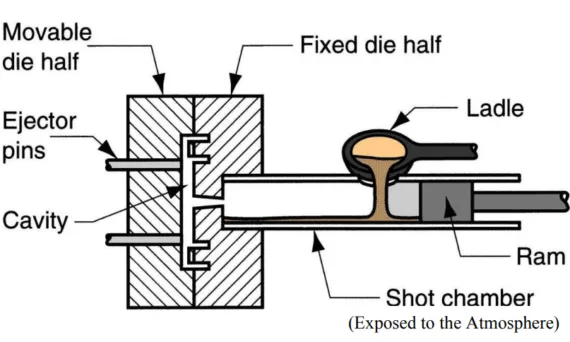
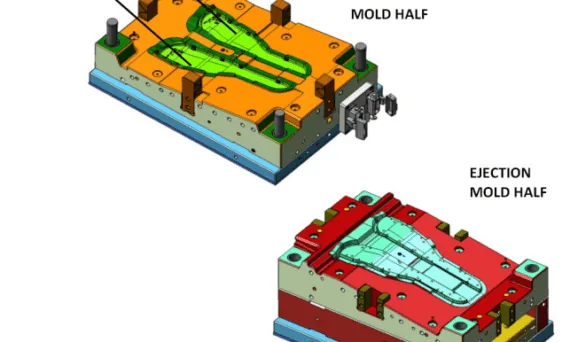
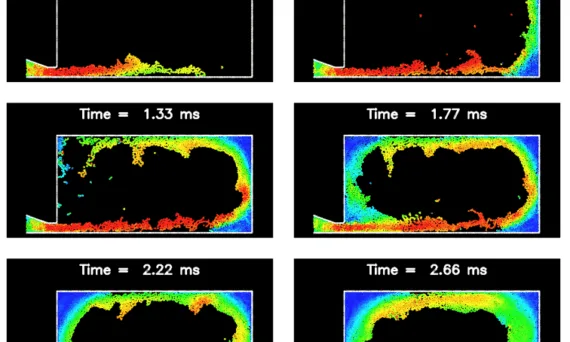
高整合性ダイカストにおけるプロセス・金型設計:アルミニウム・マグネシウム合金の鋳造欠陥を克服する 本テクニカルブリーフは、Varun Nandakumar氏が2014年にオハイオ州立大学大学院に提出した修士論文「Process and Tool Design for the High Integrity Die Casting of Aluminum and Magnesium Alloys」に基づいています。ハイプレッシャーダイカスト(HPDC)の専門家のために、CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 自動車業界では、燃費向上と排出ガス規制の強化という大きな流れの中で、車体の軽量化が最重要課題の一つとなっています。このため、従来の鉄鋼部品をアルミニウムやマグネシウムといった軽量合金に置き換える動きが加速しています。しかし、これらの軽量合金を構造部品に適用する際、製造プロセスが大きな壁となります。 特に、高い生産性を誇るHPDCは、そのプロセス特性上、溶融金属が高速で金型キャビティに射出されるため、空気の巻き込みや、アルミニウム溶湯に溶け込んだ水素ガスに起因する鋳巣(ポロシティ)の発生が避けられませんでした(Figure 11)。これらの内部欠陥は、部品の機械的特性(特に伸び)を著しく低下させ、熱処理時に「膨れ」を引き起こす原因となるため、HPDC製の部品はこれまで、高い強度や延性が求められる安全・構造部品への採用が見送られてきました。 本研究は、この根本的な課題に正面から取り組み、「どうすれば従来のHPDCプロセスで、構造部品に求められる高い品質(高整合性)を達成できるか」という問いに答えることを目指しています。 アプローチ:研究手法の解明 本研究では、高整合性鋳造を実現するために、鋳巣の2大要因である「溶存水素」と「巻き込み空気」をそれぞれターゲットとした、包括的なアプローチを採用しました。 ブレークスルー:主要な研究結果とデータ 本研究により、高整合性ダイカスト部品の製造に向けた、具体的かつ実践的な知見が得られました。 HPDC製品への実践的な示唆 本研究の成果は、理論に留まらず、実際の製造現場に直接応用できる多くのヒントを提供します。 論文詳細 Process and Tool Design for the High Integrity Die Casting of Aluminum and Magnesium Alloys 1. 概要: 2. 要旨: 現代の自動車における高効率化と低排出ガス化の要求は、従来の鉄鋼部品をアルミニウムやマグネシウムのような軽合金に置き換える大きな需要を生み出しています。これらの多くは構造的な荷重を受ける部品です。通常、これは従来のハイプレッシャーダイカスト(HPDC)のようなプロセスが、固有の空気および水素巻き込み問題のために参入できないことを意味していました。しかし、従来プロセスの品質管理を全体的に向上させることで、構造用途に使用可能な高整合性部品を製造することが可能です。本論文では、アルミニウムおよびマグネシウム合金用の高整合性鋳造品を製造可能にするために、従来のHPDCプロセスを改善するいくつかの手法を記述し、テストします。高品質な溶湯を得るための手法が研究され、ロータリー脱ガス装置が同様のアルミニウム合金の2つの実験試行に使用されます。同様に、既存の設備に真空を統合する手法が研究され、チルブロックを備えた真空アシストシステムの金型部分が完全に設計されます。チルブロックの設計は、統合システム工学研究室で利用可能なMAGMAおよびANSYSシミュレーションツールを使用してゼロから行われます。設計パラメータの変更効果を理解するために実験計画が完了します。最後に、最適な設計が3D CADソフトウェアで完成され、その後、自社で製造されます。 3. 緒言: ハイプレッシャーダイカスト(HPDC)は、溶融金属を精密に加工された鋼鉄の金型に射出し、凝固が完了するまで圧力を維持するプロセスです。このプロセスは「原材料から完成品までの最短距離」と呼ばれてきました。HPDCを他の鋳造プロセスと区別する主な要因は、射出される金属の圧力と速度です(Figure
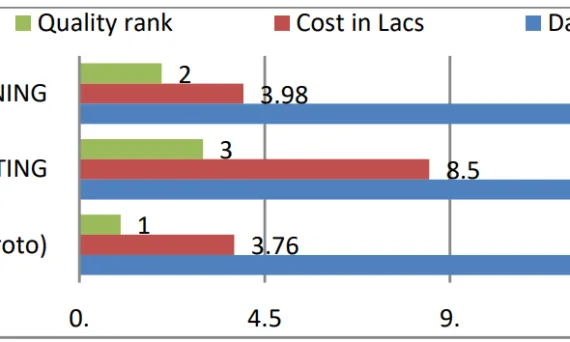
この技術概要は、Piyush Shukla氏によって執筆され、International Journal for Multidisciplinary Research (IJFMR)に掲載された学術論文「Process Selection on the Basis of Time Cost and Quality for Development Components of Aluminium Bracket」(2024年)に基づいています。HPDC(ハイプレッシャーダイカスト)の専門家のために、株式会社CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 製品開発において、特に量産用の金型を製作する前の段階で、設計の妥当性や組立性を確認するための試作品は不可欠です。しかし、アルミニウム部品のプロトタイプを製造するプロセス選択は、これまで明確な基準がありませんでした(Abstract)。多くのエンジニアは、設計プロセスの最終段階で製造方法を検討しますが、最適なアプローチは設計の初期段階から製造上の懸念を考慮に入れることです。これにより、製造が容易でコスト効率の高い設計が実現します(1.1 DEVELOPMENT PROCESS SELECTION)。 特に、自動車部品のようなコンポーネントでは、フィット感や機能テストのために最低でも10個程度の試作品が必要になるケースが多くあります。この「試運転数量(commissioning quantity)」に対して、従来の3Dプリンティングや切削加工は、コストが高すぎるか、あるいは最終製品の材料特性と乖離するという課題を抱えていました。本研究は、このギャップを埋めるための最適なプロセスを特定することを目的としています。 アプローチ:研究手法の解明 この課題を解決するため、研究者たちはアルミニウム製オルタネーターブラケットを対象に、3つの異なる製造プロセスを実用的に比較検証しました。 これらのプロセスでそれぞれ10ペア(20個)のブラケットを製造し、製造に要した総時間、総コスト、そして完成品の寸法精度(CMM測定)と材料特性(硬度、機械的性質)を詳細に比較分析しました。 重要な発見:主要な結果とデータ 本研究から得られた比較結果は、プロトタイプ製造のプロセス選択において非常に明確な指針を示しています。 HPDC製品への実用的な示唆 この研究結果は、実際の製造現場、特に製品開発の初期段階において、具体的かつ実践的なメリットをもたらします。 論文詳細 Process Selection on the Basis of Time Cost and Quality for Development Components of Aluminium Bracket
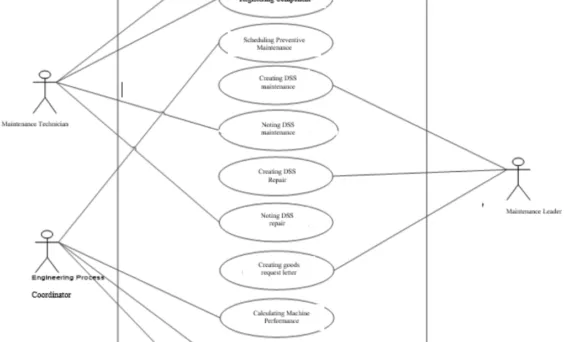
本テクニカルブリーフは、[Tri Pujadi氏ら]が執筆し、[Proceedings of the International Conference on Industrial Engineering and Operations Management] ([2021年])で発表された学術論文「[Preventive Maintenance Modeling on Die Casting Machines with Information Systems]」に基づいています。ダイカスト製造の専門家であるCASTMANが、業界のプロフェッショナル向けにその要点を解説します。 キーワード エグゼクティブサマリー (多忙な専門家向けに、研究の核心を30秒で理解できるようにまとめました。) 課題:なぜこの研究がダイカスト専門家にとって重要なのか 製造業、特にダイカスト業界において、生産目標の達成は最優先事項です。しかし、その裏で「生産スケジュールがタイトである」ことを理由に、本来行うべき設備のメンテナンスが後回しにされている現場は少なくありません。本研究の対象となった企業も同様の課題を抱えており、コンポーネントの交換は、機械が突然故障した時にのみ行われる「事後保全」が常態化していました(Introductionより)。 このアプローチは、予期せぬ長時間のダウンタイムを引き起こし、生産計画を大きく狂わせます。特に、クランクケースやシリンダーコンプといった重要部品を生産するダイカストマシンが停止した場合、その影響は甚大です。この研究は、多くの製造現場が直面するこの根深い問題を解決するため、データに基づいた科学的なアプローチで予防保全の最適化を目指したものです。 アプローチ:研究手法の解明 研究チームは、この問題を解決するために、定量的アプローチを採用しました。その手順は以下の通りです(Methodologyより)。 この体系的なアプローチにより、勘や経験に頼るのではなく、実際のデータに基づいて最も効果的なメンテナンス計画を立案することが可能になります。 発見:主要な研究結果とデータ 分析の結果、ダイカストプロセスにおける生産性向上のための具体的な数値が明らかになりました。 ダイカスト製品製造への実践的な示唆 この研究結果は、理論上の数値にとどまらず、実際のダイカスト製造現場に直接的なメリットをもたらします。 論文詳細 Preventive Maintenance Modeling on Die Casting Machines with Information Systems 1. 概要: 2. Abstract: From the results of observations