user 07/16/2025 Aluminium-J , automotive-J , Technical Data-J CAD , CFD , Computational fluid dynamics (CFD) , Die casting , Die casting Design , Heat Sink , High pressure die casting , STEP , 金型 , 금형 本紹介は、『International Journal of Engineering Research & Technology (IJERT)』に掲載された論文「Optimization of Runner Design in Pressure Die Casting」を基に作成されています。 1. 概要 2. 要旨 高圧ダイカストで高品質な部品を製造するため、コンピュータ支援シミュレーションが金型設計の最適化に用いられてきました。有限差分法、有限体積法、有限要素法が充填プロセスシミュレーションで使用され、一般的な問題に対して大きな進展が見られました。しかし、特定の課題に対処するための金型設計の最適化については、さらなる研究が望まれています。ダイカストでは、金型が同一または異なる部品を製造するための複数のキャビティを持つことがよくあります。複数のキャビティには、主ランナーに接続する分岐ランナーの適用が必要です。複数のキャビティが同時に充填を開始し、同じ充填時間を確保することが設計者にとって重要であるため、ランナーシステムの設計は常にダイカストの重要課題でした。設計における重要な要素は、キャビティの体積に応じて各分岐ランナーの断面積を調整することですが、これだけではキャビティを同時に充填するには不十分な場合があります。分岐ランナーと主ランナーの間の角度が充填圧力、充填時間、残留応力に影響を与えることが観察されていますが、これらの観察は実用的な鋳造品ではなく、非常に単純な実験室レベルの金型設計に限定されていました。 3. 緒言 ダイカストは、ダイカストマシンの射出システムからの油圧エネルギーを溶湯に加えて運動エネルギーを伝え、金型キャビティを高速で充填するプロセスです。本論文は、コールドチャンバー高圧ダイカストのランナーにおける問題、特に不正確に設計された湯口システムが製品にジェットマークを引き起こす問題を取り扱います。溶湯のジェッティングはランナー壁の溶損につながり、長期間の生産稼働後には、この摩耗が局部的な窪みを形成し、さらに湯の流れ方向を変化させます。この問題には、ランナー側壁の摩耗を最小限に抑えるため、ランナー側壁でのジェッティングがほとんど、あるいはまったくない溶湯の流れを作り出すようにランナーを設計する解決策が必要です。本論文では、ダイカスト設計プロセスにおける重要なツールであるP-Q²線図を利用して、プロセスパラメータの操作ウィンドウを決定します。 4. 研究の概要 研究テーマの背景 高圧ダイカストにおける高品質な部品は、最適な金型設計に大きく依存します。複数のキャビティを持つ金型の場合、すべてのキャビティが同時に均一に充填されるように、ランナーシステムが非常に重要です。不適切に設計されたランナーは、欠陥、生産コストの増加、金型の摩耗を引き起こす可能性があります。 先行研究の状況 コンピュータ支援シミュレーションは、金型設計を最適化するために広く使用されてきました。先行研究では、分岐ランナーと主ランナーの間の角度のような要因が充填圧力と時間に影響を与えることが示されています。しかし、これらの観察は、しばしば単純な実験室レベルの設計に限定されていました。本研究は、実用的で多キャビティの工業部品に数値流体力学(CFD)法を適用することにより、既存の知識を基に構築されています。また、ゲーティングシステムに関するHermanの設計手法や、Ref.で述べられているようなプロセスパラメータ最適化のためのP-Q²線図の使用など、確立された設計手法を参照しています。 研究の目的 本研究の主な目的は、高圧ダイカスト金型のランナー設計を最適化し、ジェットマークなどの製品欠陥をなくすことでした。この研究は、ランナー側壁でのジェッティングを最小限に抑え、溶損を防ぎ、金型キャビティの完全な充填を保証し、最終的に鋳造部品の不良率を低減するランナーを設計することを目的としました。 研究の核心 研究の核心は、欠陥部品を生産していた既存のクラッチレバー用金型を分析するためにCFDシミュレーションを使用したことです。この分析により、不均一な充填が凝固欠陥やジェットマークを引き起こす充填パターンの問題が特定されました。この分析に基づき、ランナー設計はファンタイプからタンジェンシャルタイプに変更されました。その後、この新しい設計をシミュレーションおよび分析し、スムーズな充填の実現、ポロシティの低減、欠陥の除去における有効性を検証しました。 5. 研究方法 研究設計 本研究は比較分析手法に従いました。まず、4キャビティのクラッチレバー用の既存の金型設計を分析し、その欠陥を理解しました。続いて、修正されたランナー設計が開発され、シミュレーションが行われました。そして、修正された設計の性能を、主要な鋳造パラメータを評価することによって元々の設計と比較し、改善点を検証しました。 データ収集・分析方法 本研究では、主に数値流体力学(CFD)シミュレーションを用いて鋳造プロセスを分析しました。充填時間、凝固、インゲート速度、金型溶損、エア巻き込み、コールドシャットなどのパラメータが考慮されました。分析では、ファンタイプやタンジェンシャルタイプを含むさまざまなランナーの繰り返し計算結果を解析ソフトウェアを使用して比較し、最も適した設計を決定しました。 研究の対象と範囲 本研究は、クラッチレバーを生産する4キャビティの高圧ダイカスト(HPDC)金型のランナーシステムの最適化に焦点を当てています。研究範囲には、キャビティのスムーズな充填を実現し、製品欠陥を減らし、全体的な鋳造品質を向上させるためのランナーの軌道と方向変化の分析が含まれます。 6. 主な結果 主な結果 CFD解析により、ランナーをファンタイプからタンジェンシャルタイプに変更することで、溶湯の流れが金型と製品に与える悪影響をうまく低減できることが実証されました。この変更により、鋳造品のジェットマークが大幅に減少しました。その結果、溶湯が早期に凝固することなく金型を完全に充填するため、不良率が低下しました。また、解析により、新しい設計では前の繰り返し計算と比較してポロシティが減少したことも確認されました。ジェットマークがなくなったため、研磨などの後処理作業の必要性もなくなりました。 図のリスト 7. 結論 CFD解析により、ランナーをファンランナーからタンジェンシャルランナーに変更することで、金型と製品への流れの影響が低減されることがわかりました。金型と製品にジェットマークが発生する可能性が低くなりました。溶湯が金型を完全に充填するようになり、不良率が減少しました。また、最初の繰り返し計算と比較してポロシティも減少しました。ジェットマークが減少したため、研磨のような製品の後処理は不要となりました。 8. 参考文献 9. 著作権 論文要約 研究に関する主な質疑応答
Read More
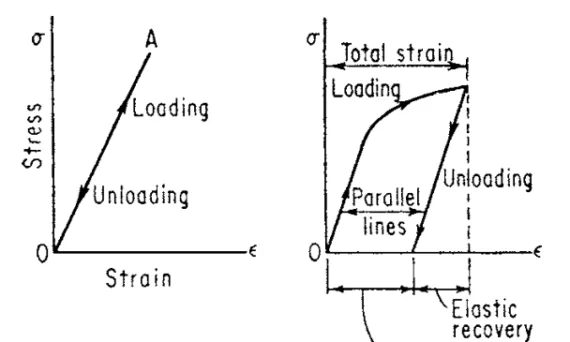
user 07/01/2025 Aluminium-J , automotive-J , Copper-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , CAD , Die casting , Die casting Design , Magnesium alloys , Microstructure , Quality Control , STEP , 금형 本技術概要は、Theodore Gela, D.Eng.Sc.著「MECHANICAL DESIGN HANDBOOK」収録の「CHAPTER 6: PROPERTIES OF ENGINEERING MATERIALS」に基づいています。ハイプレッシャーダイカスト(HPDC)の専門家のために、株式会社CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの基礎知識がHPDC専門家にとって重要なのか エンジニアリング部品、特に自動車や航空宇宙といった要求の厳しい分野で使用されるダイカスト製品の設計において、材料の選定は成功の鍵を握ります。セクション6.1で概説されているように、材料の選択は、単に静的な強度だけでなく、弾性特性(剛性)、塑性特性(降伏条件)、時間依存特性(クリープ、応力緩和)、破壊現象(疲労、脆性遷移)、さらには使用環境との化学的相互作用(酸化、腐食)まで、多岐にわたる要因を考慮する必要があります。これらの特性を総合的に理解せずに行われた設計は、予期せぬトラブルやコスト増大のリスクを常に抱えています。 アプローチ:標準化試験と材料科学の融合 本書が採用するアプローチは、標準化された試験法から得られる具体的なデータを、材料科学の基本原理と結びつけることです。例えば、セクション6.2で詳述されている引張試験は、降伏強度や引張強度といった基本的な強度特性を定量化します(Figure 6.1)。さらに、セクション6.7で示される相図(Figure 6.16)は、合金の組成と温度に対する構造変化を予測し、熱処理の可能性を示唆します。このように、本書は具体的な試験データと基礎的な冶金学の知識を組み合わせることで、材料挙動を予測し、制御するためのフレームワークを提供します。 重要な発見:データが示す材料挙動の核心 本書は、材料特性を支配する複数の重要な要因を明らかにしています。 HPDCオペレーションへの実践的な示唆 本書で解説されている基本原理は、高品質なダイカスト製品を製造するための実践的な指針となります。 資料詳細 CHAPTER 6 PROPERTIES OF ENGINEERING MATERIALS 1. 概要 2. 要旨 本章は、エンジニアリングコンポーネントおよびデバイスの材料選定に必要な、材料特性と特定環境下での挙動に関する知識を提供する。標準化された試験から得られるデータを基に、弾性特性、塑性特性、時間依存特性、破壊現象、熱特性、化学的相互作用について解説し、材料の微細構造と性能の関連性を強調する。 3. 序論 工学設計における材料選定は、材料特性と使用環境に関する知識に依存する。本章では、予備設計段階で一般的に使用される標準化試験データに基づき、材料選定における重要な考慮事項を概説する。これには、剛性、降伏条件、クリープ、疲労、熱膨張、耐食性などが含まれる。 4. 研究の要約 研究トピックの背景: エンジニアリング技術の進歩に伴い、材料にはより厳しい性能が要求される。これに応えるためには、機械的、熱的、冶金的処理が材料の構造と特性にどのように影響するかを理解する基本的なアプローチが必要である。 目的: 設計エンジニアが、データに基づいた合理的な材料選定を行えるよう、工学材料の主要な特性とその評価方法に関する包括的な知識を提供すること。 コア研究: 引張特性、原子配列と変形メカニズム、加工硬化、熱処理、表面硬化、残留応力、衝撃特性、疲労特性、高温・低温特性、放射線損傷など、材料の挙動を支配する広範なトピックを網羅的に解説する。 5. 研究方法論 本章は、特定の研究論文ではなく、確立された材料試験法と材料科学の原理に基づいた解説書である。 6. 主要な結果 図の名称リスト: 7. 結論 工学材料の選定と応用における成功は、その特性を支配する基本原理の深い理解にかかっている。材料の微細構造は、熱処理や機械加工といったプロセスによって変化し、それが最終的な強度、靭性、疲労寿命、耐食性といった性能を決定づける。したがって、設計エンジニアは、材料の仕様書に記載された数値だけでなく、そのデータがどのような条件下で得られたものか、そしてその材料が製造プロセスを経てどのような変化を遂げるかを考慮しなければならない。 8.
Read More
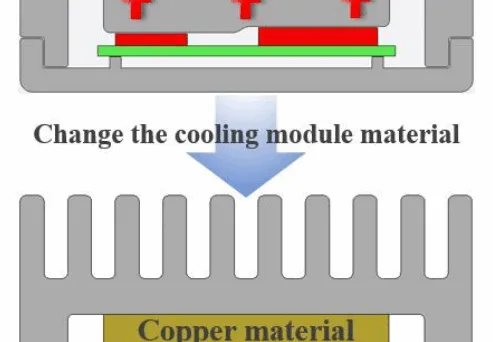
user 06/27/2025 Aluminium-J , automotive-J , heat sink-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , cold plate , cooling solutions , Die casting , Die casting Design , Heat Sink , Quality Control , 금형 , 알루미늄 다이캐스팅 本テクニカルブリーフは、Zhong, Yao-Nian氏が執筆し、International Journal of Advance in Applied Science Research (2024)に掲載された学術論文「Optimizing the Structural Design of Computing Units in Autonomous Driving Systems and Electric Vehicles to Enhance Overall Performance Stability」を基にしています。HPDCの専門家向けに、CASTMANのエキスパートが要約・分析しました。 エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 EVや自動運転システムの演算能力が飛躍的に向上するにつれて、発生する熱も増加しています。エンジニアは数十年にわたり、高圧ダイカスト(HPDC)技術を利用して、放熱フィンを一体化した軽量で複雑なアルミニウム合金製筐体を製造してきました。これは成功した戦略でした。しかし、演算密度の増加と、塵や湿気から部品を保護するための密閉型ファンレス設計の必要性が、従来のフィンのみの設計を熱的な限界点へと追い込んでいます。 過熱は、性能を低下させたりシステム障害を引き起こしたりすることで、車両の安全性と運用安定性を損なう可能性があります。業界は、先進的なダイカスト技術によって実現可能な、費用対効果の高い熱管理技術の進化を緊急に必要としています。本研究の序論で詳述されているように、この研究はまさにこの問題に取り組み、最適化された構造設計と材料設計を通じてコンピューティングユニット筐体の放熱効率を高める方法を探求しています。 アプローチ:研究方法論の解明 本研究は、熱管理に対する先進的かつ多層的なアプローチを概説しています。研究はまず、アルミニウム合金がその高い熱伝導率(90~130 W/m·K)、軽量性、そしてダイカストによる優れた加工性から、熱対策部品として理想的であることを再確認することから始まります。 調査の核心は、以下の2つの主要分野に焦点を当てています。 ブレークスルー:主要な研究結果とデータ この研究は、次世代の熱対策用HPDC設計に直接的な知見を提供する、いくつかの重要な発見をもたらしました。 💡 貴社のHPDCオペレーションへの実用的な示唆 この研究は、高性能な熱管理部品の設計と製造を改善するための、実行可能な洞察を提供します。 論文 詳細 自動運転システムおよび電気自動車におけるコンピューティングユニットの構造設計を最適化し、全体的な性能安定性を向上させる 1. 概要: 2. 要旨: 自動運転システムと電気自動車の急速な発展の中で、コンピューティングユニットの熱管理は、システムの性能と安定性に影響を与える重要な要素となっています。本稿では、最適化された構造設計を通じてコンピューティングユニットの放熱効率を高め、それによって全体的な性能安定性を向上させる方法を探ります。第一に、アルミニウム合金ケーシングは、その優れた熱伝導性、軽量性、加工の柔軟性により、コンピューティングユニットにとって理想的な材料選択です。熱伝導のメカニズムを詳細に分析し、熱伝導率の公式に基づいて設計を検討します。放熱効率を向上させるために、放熱表面積を増やすフィン設計を採用し、空気対流を利用して放熱を促進します。また、成形プロセスの実現可能性と放熱効率のバランスをとることを目指し、フィンサイズと間隔の設計についても議論します。第二に、銅ブロックの材料特性とアルミニウム合金ケーシングの特性を統合することにより、放熱モジュールの構造最適化が行われます。私たちは、熱伝導効率を高めるために局所的な材料の使用を考慮した「分解」設計コンセプトを提案します。電子部品からの発熱量が多い領域では、銅ブロックの高い熱伝導率が熱を迅速にアルミニウム合金ケーシングに伝達し、冷却効果を達成します。さらに、前述の放熱方法がより高い冷却要求を満たすのに不十分な場合、液冷コールドプレート技術が効果的な冷却ソリューションとなる可能性があります。コンピューティングユニットの液冷システムを電気自動車のバッテリーパックの冷却システムと統合することにより、熱負荷のバランスを達成し、システムのエネルギー効率と安定性を向上させることができます。本研究は、フィン設計、冷却モジュールの最適化、および液冷コールドプレート技術の統合利用を通じて、将来の電子機器の熱管理のための効果的で経済的な管理戦略を提供し、幅広い応用の可能性があります。 3. はじめに: 自動運転システムの需要が高まるにつれ、車両に搭載されたさまざまなセンサー、レーダー、カメラ、その他の知覚デバイスは、自動運転の安全性と正確性をサポートするためにリアルタイムで処理する必要のある大量のデータを生成します。これには、強力な処理能力と安定した熱管理が必要です。計算密度の増加に伴い、発生する熱も大幅に増加し、放熱に新たな課題を提示しています。高温環境では、これらのデバイスは過熱しやすく、動作の安定性に影響を与え、さらには車両の安全性を損なう可能性があります。自動運転システムや電気自動車のコンピューティングユニットは、その優れた熱伝導性、軽量性、機械的強度のため、しばしばアルミニウム合金製の金属ケーシングを使用します。この研究では、放熱効率を高めるために、フィン設計、冷却モジュールの最適化、および液冷コールドプレート技術を探求します。 4. 研究の概要: 研究テーマの背景:
Read More
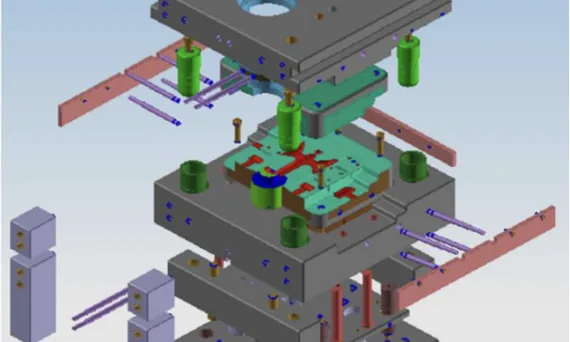
user 06/25/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , Die casting Design , Draft , Review , 금형 , 알루미늄 다이캐스팅 この紹介論文は、「 Journal of Emerging Technologies and Innovative Research (JETIR)」によって発行された論文「Review on Die Design for Die Casting」に基づいています。 Fig. 1. Hot Chamber Die Casting[2] / Fig. 2. Cold Chamber Die Casting[2] 1. 概要: 2. 抄録: 圧力ダイカストは、非鉄金属鋳物を製造する重要な方法の一つです。これは大規模な製造に広く用いられています。このプロセスでは、永久鋳型またはダイと呼ばれる金型を使用して部品を鋳造します。この文書は、圧力ダイカストに必要な金型設計に関する概要をまとめたものです。湯口システム、金型材料、保守に関する簡単な情報がこの論文で説明されています。 3. 緒言: ダイカストプロセスでは、溶融した非鉄金属をダイと呼ばれる金属製の金型に圧力をかけて押し込むことで部品が成形されます。金型キャビティは、所定の形状に機械加工された2つの硬化工具鋼ダイを使用して作られ、プロセス中、射出成形金型と同様に機能します。ほとんどのダイカスト鋳物は、亜鉛、銅、アルミニウム、マグネシウム、鉛、ピューター、錫ベースの合金などの非鉄金属から作られます。これらは良好な機械的特性を持ち、クリープがないことが要求されるためです。鋳造される金属の種類に応じて、ホットチャンバーまたはコールドチャンバーマシンが使用されます。ダイカストは、複雑なエンジニアリング部品の製造に広く使用されています。典型的な用途には、自動車アセンブリや電気モーター/ポンプのハウジング、電子機器の構造部品などがあります。ダイカスト用部品の設計は、良好な鋳物を得るために重要です。これには、適切な湯口システムの提供、均一な金属の流れ、均一な肉厚、ボス、サイドコアの回避、インサートの提供、十分な抜き勾配の提供、最小限の機械加工代の維持などの設計が含まれます。ダイカストは、Figure 1 および Figure 2 に示すように、ホットチャンバーとコールドチャンバーの2種類に分類されます。亜鉛、錫、鉛合金などの金属は、390°C未満の融点を持つホットチャンバーダイカストで鋳造されるのに対し、アルミニウム合金はコールドチャンバーダイカストマシンで鋳造されます。アルミニウムはダイチャンバー内の鉄部品を溶解するため、コールドチャンバーダイカストでの使用が好まれます。溶融金属との連続的な接触は、取鍋を使用して溶融金属を機械に直接導入することで回避されます。 4. 研究の概要: 研究トピックの背景: ダイカストは、溶融金属を再利用可能な金属金型(ダイ)に圧力をかけて射出する非鉄金属部品の重要な製造プロセスです。複雑なエンジニアリング部品の大量生産に広く使用されています。 従来の研究の状況: 本稿はダイカストにおける既存の知識に基づいており、金型設計原理、材料選択、湯口システム、および業界の一般的な慣行に関する先行研究を参照しています。材料特性(例:EN8、H13鋼)、湯口およびオーバーフロー設計の計算、欠陥分析などの側面について、既存の規格や文献を参照しています。 研究の目的: この文書は、圧力ダイカストに必要な金型設計に関する概要をまとめたものです。湯口システム、金型材料、保守に関する簡単な情報がこの論文で説明されています。 中核研究: 本研究の中核は、ダイカスト用金型設計の必須要素を中心に展開されます。これには、金型自体(Figure 3)、金型に使用される材料、コアの配置やエジェクタピン戦略などの金型設計上の考慮事項、オーバーフロー、ゲート、ランナー、ショットスリーブ/スプルーの特定の設計計算が含まれます。また、ワイヤーEDMなどの金型製造方法、金型試験、金型の一般的な欠陥、保守手順についても取り上げています。 5. 研究方法論 研究デザイン:
Read More
user 05/11/2025 Aluminium-J , heat sink-J aluminum alloy , aluminum alloys , CAD , Die casting , Die casting Design , Efficiency , Heat Sink , STP , 금형 , 알루미늄 다이캐스팅 本稿は、「Journal of the Korea Academia-Industrial cooperation Society」発行の論文「Heat Analysis for Heat Sink Design Using Finite Element Method」を基に作成されたハンドブックレベルの解説資料です。 1. 概要: 2. Abstract: LEDは低炭素グリーンエネルギーの照明部品として脚光を浴びています。LEDは環境に優しく、効率的で耐久性がありますが、供給電力の80%が熱エネルギーに変換されるため、極端な温度上昇は耐久性を低下させる可能性があります。温度上昇はLED素子の寿命に影響を与えるため、放熱システムは重要です。そこで本論文では、LED電球のヒートシンク形状について熱解析を行い、最適性能を得るための温度制御システムを製品に適用しました。 3. Introduction: LEDは、低炭素グリーンエネルギー時代における照明器具として注目されています。環境調和性、高いエネルギー効率、長寿命といった利点を有しますが、供給電力の80%以上が熱エネルギーに変換されるため、温度上昇が避けられず、これがLED素子の寿命に悪影響を及ぼすため、放熱システムの重要性が増しています。本論文では、ダイカスト製造法を考慮したLED電球用ヒートシンクの様々な形状について熱解析を行い、放熱システムの効率性を分析します。ヒートシンクの製造方法としては、直接押出法とダイカスト法が広く用いられていますが、本研究では特にダイカスト法に適した設計に焦点を当てています。 4. 研究の要約: 研究テーマの背景: LEDは高効率・長寿命である一方、入力エネルギーの約80%が熱に変換されるため、相当量の熱を発生します。この熱はLED照明装置の接合部温度を上昇させ、効果的に放熱されない場合、熱過負荷によるワイヤ断線、層間剥離、はんだペースト接合不良、エポキシ樹脂の黄変などを引き起こし、最終的にLEDの故障や寿命低下につながります[1,2]。したがって、ヒートシンクによる効果的な熱管理が不可欠です。 従来の研究状況: 冷却フィンを用いた受動的放熱技術は、LED電球において広く採用されている技術です。ヒートシンクの一般的な製造方法には、直接押出法とダイカスト法があります。直接押出法では均一な断面のフィンを持つヒートシンクが製造されるのに対し、ダイカスト法では様々な断面やより複雑な形状のヒートシンクの製造が可能です[Fig. 1]。本研究では、G.Liebyによって報告された[7]、[Table 1]に示すようなアルミニウムダイカスト製品の最小肉厚などのダイカストの原理を活用しています。 研究の目的: 本研究の主な目的は、特にダイカスト製造の制約を考慮して設計されたLED電球用の様々なヒートシンク形状について熱解析を行うことです。これらのヒートシンク設計の放熱効果を分析し、LED電球に最適な熱性能を提供する形状を特定することを目標としています。 核心研究: 本研究の核心は、LED電球用の3種類の異なるヒートシンク底部設計(Type (a)、Type (b)、Type (c))に対して、有限要素法(FEM)を用いた過渡熱解析を実施することです。LED電球モデルは、LED素子、PCB、アルミニウムケース、ヒートシンクなどの部品で構成されています[Fig. 3]。ヒートシンクの設計はPro-engineerソフトウェアを用いてモデル化され[Fig. 4]、ダイカストで適用可能な最小肉厚が考慮されています[Table 1]。本研究では、シミュレーションされた動作条件下でのLED素子およびヒートシンクの温度分布を評価し、それらの熱性能を比較します。 5. 研究方法論 研究設計: 本研究では、LED電球用の3つの異なるヒートシンク底部設計([Fig. 4]に示すType (a)、Type (b)、Type (c))の比較分析を行いました。熱平衡状態に達するまでの時間経過に伴う温度変化を観察するために、過渡熱解析を実施しました。ヒートシンクは、ダイカスト製造原理、特にアルミニウム合金の最小肉厚に基づいて設計されました[Table 1]。 データ収集及び分析方法: [Fig. 3]に示すLED電球の構造は、ガラスキャップ、16個のLED素子、PCB、アルミニウムケース、ヒートシンク底部および上部、ソケットから構成されています。これらの構成要素は、Pro-engineerを使用して3Dモデル化されました。アルミニウム、銅、ポリカーボネート、ガラス、GaNの材料特性は、[Table 3]および[Table
Read More
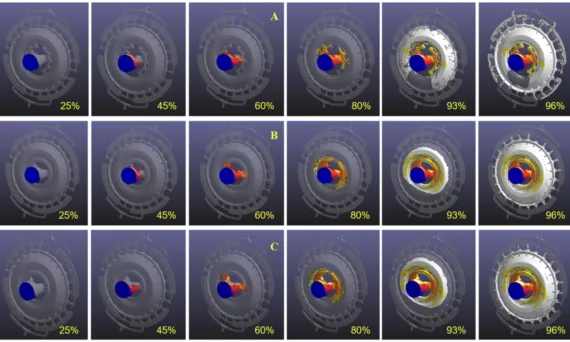
本紹介資料は、「International Journal of Mechanical Engineering」に掲載された論文「Minimise the Nonfilling defect in the high pressure casting process component for an automotive application with metal flow simulation analysis」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストプロセスは、あらゆるエンジニアリング用途を解決するための、世界で不可欠な主要鋳造プロセスの一つです。高圧ダイカスト製品は、航空宇宙、自動車、家庭用、農業、その他のエンジニアリング用途など、非常に多くの用途で使用されています。高圧ダイカストプロセスにおける不良率は約7%から10%です。不良率には、表面欠陥および内部欠陥による不合格品が含まれます。表面欠陥は目視可能であり、プロセス稼働中に最大限解決できます。すべての表面欠陥の中で、充填不足(non-filling)は、鋳物のあらゆる構成において最も繰り返し発生する欠陥の一つです。コールドショット、チップオフ、クラック、鋳物破損などの一部の表面欠陥は、プロセス自体で排除できます。しかし、充填不足のような表面欠陥は、すぐには解決できません。これには、マシンパラメータの最適化や金型設計コンセプトのような分析が必要です。 3. 緒言: 高圧ダイカストプロセスでは、高温の溶融金属を閉じた鋼製金型に射出します。鋳物の厚さに応じて、鋳物の凝固のために一定時間(最小6秒~最大15秒)保持する必要があります。凝固後、金型が開き、鋳物が突き出され、エキストラクタが鋳物を回収します。次の操作を行う前に、金型を所望の温度値(240°C)まで冷却する必要があります。そうしないと、鋳物が金型に固着する可能性があります。この目的のために、金型はRO水と混合された特殊な化学クーラントを使用して冷却されます。金型は、鋳物の面積に応じて、スプレーにより数秒間(最小4秒~最大10秒)化学クーラントで冷却されます。その後、次のサイクルが繰り返されます。鋳物は、バリや余分な突出材料を除去するためのさらなる工程に進みます。 4. 研究の概要: 研究テーマの背景: 現在の高圧ダイカストプロセスでは、不合格品が非常に高いコストをもたらしています。不合格率は最大9%に達し、これは組織にとって非常に大きな損失です。これらの不合格品は、充填不足5%、ボディリーク3%、残りが表面欠陥によるものです。表面欠陥の寄与はわずか1%までです。充填不足欠陥は、表面欠陥の一つとしても知られています。一部の表面欠陥は、金属温度、圧力、速度などのプロセスパラメータを変更することによって、プロセス自体で低減できます。1バッチ数量(500個)の不合格品詳細の寄与をパレート分析で示します。提示されたパレート分析によると、充填不足欠陥が全鋳造不合格品の約47%を占めており、最も重要な欠陥となっています。 先行研究の状況: 論文によると、従来の方法では、ダイカスターが機械と金型から欠陥のない新しい鋳物を得るまで、試行錯誤を通じてプロセスパラメータを微調整することが含まれます。この手動アプローチは時間がかかると説明されています。MAGMASOFTのようなシミュレーション方法は存在し、圧力ダイカストを含む様々な鋳造プロセスに広く使用されており、乱流充填や金属温度を分析する機能を提供します。 研究の目的: 本研究は、金属流動シミュレーション解析を用いることにより、自動車部品向け高圧ダイカスト部品における充填不足欠陥を最小化することを目的としています。シミュレーションを使用して金属流動経路を確認し、異なる場所での温度を分析し、鋳物内の欠陥位置を特定し、ランナー設計とマシンパラメータを最適化することで、不良を削減しプロセスを改善することが目的です。 研究の核心: 研究の核心は、MAGMASOFT流動シミュレーションソフトウェアを使用して自動車部品の高圧ダイカストプロセスを分析することでした。主に金属の入口位置とランナー断面積を変えた4つの異なるランナー設計モデルが作成されました。シミュレーションでは、ショットサイクルの3つのフェーズ(S1:低速アプローチ、S2:高速充填、S3:増圧)にわたる溶融金属の金型への乱流充填を分析しました。金属温度、圧力、速度、充填時間、充填率などの主要なパラメータを、様々な場所と段階(モデルごとに18段階を分析)で評価し、4つのランナー設計の性能を比較しました。目標は、充填不足欠陥のリスクを最もよく軽減する設計を特定することでした。シミュレーション結果は、最適な設計(Model-4)に基づいて金型を製造するために使用され、その後、結果を検証するために実験的試行が行われました。 5. 研究方法論 研究設計: 本研究では、シミュレーションに基づく比較研究を行い、その後、実験的検証を行いました。高圧ダイカスト金型用の4つの異なるランナー設計をMAGMASOFTを使用してシミュレーションしました。シミュレーション結果(充填時間、充填率、温度分布)を比較して、充填不足欠陥を最小化するための最適な設計を特定しました。次に、選択された設計(Model-4)に基づいて金型を製造し、実際の不良率を測定してシミュレーション予測を検証するための生産試行を実施しました。 データ収集と分析方法: データ収集には以下が含まれました: 研究トピックと範囲: 本研究は、自動車部品の高圧ダイカスト(HPDC)プロセスに焦点を当てました。主な範囲は、金属流動シミュレーション解析(具体的にはMAGMASOFT)の適用による充填不足欠陥の削減でした。研究には以下が含まれました: 6. 主な結果: 主な結果: 図表リスト: 7.
Read More
user 04/10/2025 Aluminium-J , automotive-J , Technical Data-J AZ91D , CAD , Die casting , Die Casting Congress , Die casting Design , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , Sand casting , 자동차 산업 本紹介論文は、「IntechOpen」によって出版された論文「Applications of High-Pressure Die-Casting (HPDC) Magnesium Alloys in Industry」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカスト(HPDC)マグネシウム合金は、主に内燃機関(ICE)自動車の要件によって、自動車産業で多様な応用が見られてきました。自動車産業が電気自動車(EV)アーキテクチャに移行するにつれて、走行距離効率を改善するための新しい応用の大きな可能性があります。さらに、より大型の自動車用ダイカスト部品への傾向と、軽量化による航空宇宙用途への関心の高まりがあります。本章では、ICE自動車における従来の自動車構造用途、ならびにHPDCマグネシウム合金の現在および将来の潜在的なEVおよび航空宇宙用途をレビューしました。従来の自動車でAM50、AM60、AZ91、AE44マグネシウム合金を使用した構造用途は、現代のEVにも適用できます。加えて、より高い熱伝導率、改善された鋳造性、優れた高温特性、および難燃性を様々な程度で持つマグネシウム合金を開発する必要があり、これはバッテリーおよび航空宇宙のキャビン関連構造材料を置き換えて、すべての安全要件を満たすためです。優れた鋳造性を持ついくつかの新しく開発されたマグネシウム合金も、潜在的な自動車および航空宇宙用途のためにレビューされています。 3. 序論: 排出ガスおよび燃費規制により、車両の軽量化の必要性が高まっています。したがって、軽量化は、安全性と性能を維持しながら動力効率を向上させるための非常に重要なトピックとなっています。製品の最適化、材料置換、部品統合などのいくつかの軽量化戦略は、より高密度の構造材料をより低密度の材料に置き換えることによって推進されています。マグネシウムとその合金は、他の自動車用金属と比較していくつかの利点があります。マグネシウムの密度は1.74 g/cm³であり、アルミニウムと鋼の両方よりも著しく低いです[1]。マグネシウム合金は、優れた比強度、優れた自動化可能性と鋳造性特性を持ち、セルフスレッディングファスナーの使用に適していることでよく知られています[2]。一般的に使用されるマグネシウム合金は150°C以上での使用には不適切かもしれませんが[3, 4]、適切な合金元素の添加により、耐熱性[5–7]および耐食性[8, 9]のマグネシウム合金が開発されています。自動車産業は、内燃機関(ICE)から電気自動車(EV)へのパワートレインアーキテクチャの移行を経験しています。マグネシウム合金の熱伝導率向上の開発は、バッテリー関連の応用をサポートしています[7]。一方、難燃性はマグネシウム合金のホットなトピックであり、関連研究は実質的な進歩を遂げており、これは航空宇宙用途にとって非常に価値があります[10–19]。上記の利点により、マグネシウム合金は自動車産業で広範に利用される最も軽量で最も人気のある構造用金属の1つとなっています。産業界のほとんどのマグネシウム合金部品は、Figure 1に示される高圧ダイカスト(HPDC)プロセス[20–21]を通じて製造されます。HPDCプロセスは、設計と製造における魅力的な柔軟性、優れたダイ充填特性、および鋼構造に必要な二次加工削減の高い効率性を提供します。Figure 2は、いくつかの異なるプロセスで製造されたAZ91の降伏強度を比較しています[22–25]。HPDCプロセスで製造されたものの高い強度は、速い冷却速度からの著しく微細な微細構造の結果です。現代のHPDC技術により、マグネシウム合金は、大型、薄肉、複雑な形状を持つニアネットシェイプ製品として製造でき、優れた構造的および機能的性能を示し、特に大量生産のための効率的でコスト削減の方法として広く適用されています。本章では、歴史的および潜在的な自動車および航空宇宙産業におけるHPDCマグネシウム合金の応用をレビューし、成功事例と進行中の開発状況の全体的な理解を提供します。 4. 研究の概要: 研究テーマの背景: 自動車および航空宇宙産業は、燃費/エネルギー効率と性能向上のために車両軽量化への圧力が高まっています(軽量化)。マグネシウム合金は、その低密度により魅力的な候補材料です。内燃機関(ICE)自動車から電気自動車(EV)への移行は、軽量材料、特に特定の熱特性を持つ材料に対する新たな要求と機会を生み出しています。航空宇宙用途も軽量化を要求しますが、厳格な難燃性要件があります。 先行研究の状況: HPDCマグネシウム合金(AM50、AM60、AZ91、AE44など)は、ICE自動車の様々な用途で数十年にわたり成功裏に使用されてきました。これには、内装部品(インストルメントパネル、シートフレーム、ステアリングホイール)、ボディ構造(ラジエーターサポート、リフトゲートインナー、ドアインナー)、パワートレイン部品(オイルコンジットモジュール、ギアボックスハウジング、トランスファーケース)、シャシー部品(エンジンクレードル、サブフレーム)が含まれます。研究は、合金化(例:RE元素、Ca)を通じて、耐食性、耐クリープ性、熱伝導率、難燃性などの特性を改善することに焦点を当ててきました。 研究の目的: 本章は、歴史的および潜在的な自動車(ICEおよびEV)および航空宇宙産業におけるHPDCマグネシウム合金の応用をレビューすることを目的としています。成功事例と進行中の開発状況の全体的な理解を提供し、これらの分野における将来の成長の可能性を強調することを目指しています。 中核研究: 本研究は、さまざまな車両システムにわたるHPDCマグネシウム合金の特定の応用をレビューします: 5. 研究方法論 研究デザイン: 本研究は包括的なレビュー論文です。公開された文献、会議議事録、特許、および業界のケーススタディからの情報を統合しています。 データ収集と分析方法: データは引用された参考文献[1-152]から収集され、これには学術論文、技術報告書、業界出版物、特許が含まれます。分析には、歴史的および現在の応用の要約、異なるマグネシウム合金の特性と性能の比較(例:機械的特性、腐食、熱伝導率、難燃性)、合金開発と応用要件(特にEVおよび航空宇宙向け)のトレンドの特定、HPDCマグネシウム合金使用の利点と課題の議論が含まれます。 研究トピックと範囲: 本研究は高圧ダイカスト(HPDC)マグネシウム合金の応用に焦点を当てています。範囲は以下の通りです: 6. 主要な結果: 主要な結果: 図の名称リスト: 7. 結論: 本レビューは、軽量化の必要性とHPDCプロセスの利点により、自動車産業において内装、ボディ、パワートレイン用途でHPDCマグネシウム合金(延性用のAM50/AM60、強度/耐食性用のAZ91D、高温用のAE44など)が広範かつ成功裏に使用されてきたことを強調しています。これらの構造応用の多くはEVアーキテクチャに移行可能です。さらに、HPDCマグネシウム合金は、オンボードチャージャーハウジングやバッテリートレイなどのEV特有の部品に大きな可能性を示していますが、鋳造性と熱伝導率を最適化するための開発が進行中です。航空宇宙産業も、費用対効果の高い難燃性改善(特にCa合金化が有望)を条件として機会を提供しており、FAA基準を満たす改善された難燃性を持つ合金(例:WE43、Ca含有合金)が開発されています。優れた機械的性能と、高い熱伝導率や難燃性などの応用特有のニーズに合わせて調整された新しいマグネシウム合金の継続的な開発は、自動車および航空宇宙産業の両方においてHPDCマグネシウム合金の強力で明るい未来を示唆しています。 8. 参考文献: 9. 著作権: 本資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁じられています。Copyright © 2025 CASTMAN.
Read More
user 03/14/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloys , CAD , CFD , Computational fluid dynamics (CFD) , Die casting , Die casting Design , High pressure die casting , High pressure die casting (HPDC) , Permanent mold casting , Sand casting , 금형 この紹介記事は、[Journal Publication of International Research for Engineering and Management (JOIREM)]によって発行された論文[“単一キャビティ圧力ダイカスト金型の設計:自動車部品用アルミニウム合金(AlSi-12)のCADツールとHPDC技術による製造”]の研究内容を紹介するものです。 1. 概要: 2. 概要 / はじめに 概要「製造業者は、高圧ダイカスト技術で説明される製造プロセスを使用して、金属部品のシャープで明確なテクスチャまたは滑らかな表面を作成できます。この技術のメカニズムは、溶融金属を27〜45 m/sの速度で再利用可能な金属ダイに強制的に注入します。製造業者は、部品を製造するために選択された金属の種類に基づいて、ホットチャンバー法またはコールドチャンバー法を使用して金属をダイに注入します。設計者は、経済的に成功する鋳物を製造するために、多数の製造性関連の要素をダイの設計に組み込む必要があります。この全体的な設計目標を達成するために、ダイは溶融金属で完全に満たされ、溶融金属の迅速かつ一貫した凝固、部品は損傷することなくダイから容易に排出され、部品は最小限のダイ構造とダイメンテナンスの困難さを必要とし、部品は顧客の公差要件を満たします。部品製造の適切な見積もりは、入札調達と製造リードタイムの短縮に不可欠です。このプロジェクトでは、単一キャビティ圧力ダイカスト金型の製造における設計上の考慮事項について簡単に紹介します。PDCツールの見積もりから出荷までのプロセスフローについて説明します。UNIGRAPHICS NXソフトウェアは、設計で行われる作業に使用されます。」 はじめに本稿では、単一キャビティ圧力ダイカスト金型の設計と製造に関する考察を詳述し、アルミニウム合金(AlSi-12)製の自動車部品製造への応用を強調しています。金属金型に加圧溶融金属を射出成形するダイカストは、重力に依存する永久金型鋳造とは対照的に、高速金属流動により複雑な形状を製造できる能力が強調されています。プロセスには、金型の閉鎖とロック、プランジャーまたはポンプによる溶融金属の供給、および完全な金型充填とベントからの空気排出を確実にするための制御された射出速度が含まれます。凝固中は圧力が維持され、その後、金型が開かれ、鋳物が排出されます。サイクル的な金型洗浄と潤滑はプロセスに不可欠です。圧力ダイカスト(PDC)ツールの見積もりから出荷までの設計プロセスは、UNIGRAPHICS NXソフトウェアによって促進されます。 3. 研究背景: 研究トピックの背景: 本研究は、特に複雑な形状を必要とする部品の大量生産における高圧ダイカスト(HPDC)の重要な役割に取り組んでいます。従来の砂型鋳造は大量生産には非効率的であると見なされ、HPDCのようなプロセスが必要となります。HPDCの金型設計は、最適な設計構成を得るために金型レイアウトと流れシミュレーションを最適化するために、CADとCAEの専門知識を必要とする、重要かつ複雑なタスクとして特定されています。 既存研究の現状: 既存の製造プロセス(永久金型鋳造など)はダイカストと比較され、圧力によって誘導される高速金属流動による複雑な形状の製造におけるダイカストの利点が強調されています。本稿では、特定の用途向けの設計プロセスを最適化することに焦点を当てながら、ダイカスト技術の確立された性質を暗黙のうちに認めています。 研究の必要性: 本研究は、ダイカストの効率的かつ経済的な生産の必要性に動機付けられています。成功する鋳物を実現するために、金型設計における製造性関連の要素を考慮することの重要性を強調しています。適切な設計により、完全な金型充填、迅速かつ一貫した凝固、容易な部品排出、最小限の金型構造とメンテナンス、および顧客の公差要件の遵守が保証されます。正確な製造見積もりは、費用対効果の高い入札調達と製造リードタイムの短縮に不可欠です。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は以下のとおりです。 主な研究課題: 本研究は、単一キャビティ圧力ダイカスト金型設計に関連する主要な課題に取り組むことを目的としており、以下が含まれます。 5. 研究方法 研究デザイン: 本研究では、単一キャビティ圧力ダイカスト金型の設計と製造プロセスに焦点を当てた設計ベースのアプローチを採用しています。UNIGRAPHICS NXソフトウェアを使用したCADモデリングを統合し、自動車部品(カバーCJ 145 mm LEFT & RIGHT)用の金型を設計します。設計プロセスは、部品仕様の理解からプロセス検証まで、構造化されたアプローチに従います。 データ収集方法: データ収集は設計プロセスに暗黙的に含まれており、主に部品仕様(「部品名:カバーCJ 145 mm LEFT & RIGHT」、「129500 & 129520」)、材料選択(「材料:アルミニウム合金」)、および運用パラメータ(「作業指示番号:1023005」、「顧客名:Akar Industries
Read More
user 03/06/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloys , Aluminum Casting , Aluminum Die casting , AUTOMOTIVE Parts , CAD , Computer simulation , Die casting , Die casting Design , High pressure die casting , High pressure die casting (HPDC) , 금형 本論文概要は、[‘Hong-Kyu Kwon’]氏が[‘MDPI’]から発表した論文、[‘Layout Design and Die Casting Using CAE Simulation for Household Appliances’]に基づいて作成されました。 1. 概要: 2. 概要または序論 本研究は、家庭用機器、特にクッキンググリルの高圧ダイカスト(HPDC)におけるコンピュータ支援エンジニアリング(CAE)技術の応用について調査しています。本研究は、様々な産業分野におけるアルミニウム合金部品の需要増加と、生産コスト削減および製品品質向上のための効率的な鋳造レイアウト設計の必要性に対処しています。鋳造業界において金型設計者の経験と知識に大きく依存している従来の鋳造レイアウト設計は、急速な技術進歩と経済的圧力に対応するにはますます不十分になっています。CAE技術は、鋳造欠陥を予測し、金型設計段階で充填および凝固解析を実行することにより、金型開発および製作プロセスにおける試行錯誤を最小限に抑え、最適な金型設計手法を可能にするソリューションとして提示されています。本研究は、製品品質を保証し、生産コストを削減するために、CAEシミュレーションを使用して家庭用機器金型の健全な鋳造レイアウトを確立することを目的としています。 3. 研究背景: 研究テーマの背景: 科学技術の発展と工業化により、アルミニウム合金の活用が増加しました。資源保全、省エネルギー、および環境問題への関心の高まりから、鋳造業界、特に高圧ダイカスト(HPDC)において、アルミニウム製品が鋳鉄部品を代替する傾向が強まっています。HPDCは、複雑な部品を一度に大量生産できる経済的な大量生産技術であり、高品質、低コスト、および短納期を要求する消費財、自動車、および電子機器産業において重要な製造技術として認識されています。しかし、HPDCは、溶融金属の高温、金型表面の高圧、製品形状の複雑さと精密さのために、より高度な金型製作技術を必要とします。 既存研究の現状: 既存の研究では、HPDCにおける鋳造レイアウト設計およびゲートシステムの重要な役割が認識されており、これは伝統的に金型設計者の経験に依存してきました。CAE技術の適用は、経験に基づく設計の限界を克服するために急速に拡大しています。先行研究では、薄肉ハウジング[10]の凝固シミュレーション、燃料電池バイポーラプレート[11]の充填および凝固解析、自動車ギアハウジング[13]の最適化、薄肉部品[14]のLPDCパラメータ最適化など、様々な鋳造プロセス解析におけるCAEの有効性が実証されています。さらに、コンピュータ支援パラメトリック設計を用いた半自動ゲートシステム設計[15]に関する研究も行われています。これらの研究は、鋳造プロセス設計および欠陥予測を向上させるためにCAEシミュレーションを活用する傾向を強調しています。 研究の必要性: 従来の試行錯誤による鋳造レイアウト設計および金型製作は、時間とコストがかかります。CAE技術の進歩は、このような経験的手法への依存度を減らすための重要な機会を提供します。鋳造中の充填および凝固プロセスを迅速かつ正確に予測し、堅牢で費用対効果の高い生産方法を確立できる方法論が必要です。特にクッキンググリルのような家庭用機器の場合、CAEシミュレーションを通じて鋳造レイアウトを最適化することで、金型開発および製作に関連する生産コストと時間を削減しながら、エアポロシティや引け巣などの欠陥を最小限に抑えて製品品質を保証できます。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は、家庭用機器(クッキンググリル)のダイカストにおける充填および凝固プロセスを予測するためにCAEシミュレーション技術を活用することです。これは、生産コストを最小限に抑え、製品品質を保証する健全な鋳造方法を確立することを目的としています。本研究は、金型充填および凝固プロセスを分析して、欠陥制御方法を開発し、ダイカスト金型設計および製作プロセスに対する最適な鋳造方法を決定しようとしています。 主要な研究課題: 主要な研究課題は、ADC12合金で作られたクッキンググリルに対する3つの異なる鋳造レイアウトを分析するためにCAEシミュレーションソフトウェア(AnyCasting)を適用することに焦点を当てています。本研究では、内部エアポロシティおよび引け巣欠陥を最小限に抑え、鋳造品質と安定性を保証するために、ゲートシステム設計が溶融金属の流れおよび凝固パターンに及ぼす影響を調査します。 研究仮説: 本研究では、CAEシミュレーションを使用し、ゲートシステム設計を体系的に修正することによって、特に多点インゲートシステム(Case 1)からリングゲートシステム(Case 2および3)に移行し、ビスケット設計をさらに改良(Case 3)することによって、よりバランスの取れた溶融金属の流れを達成し、エアポロシティの隔離を減らし、逆流および渦流現象を最小限に抑え、凝固を最適化してダイカストクッキンググリルの引け巣欠陥を減らすことができると仮定します。本研究では、改良されたゲートおよびビスケット設計を備えたCase 3が、Case 1およびCase 2と比較して優れた鋳造性能を示すと予想しており、これは最適な鋳造レイアウトにつながります。 5. 研究方法: 研究デザイン: 本研究では、家庭用機器(クッキンググリル)に対する3つの異なる鋳造レイアウトの性能を分析および比較するために、CAEソフトウェア(AnyCasting)を使用するシミュレーションベースの実験デザインを採用しています。本研究は、材料特性、プロセスパラメータ、および金型設計のバリエーションによって定義された制御条件下での溶融金属の流れおよび凝固プロセスの数値解析に焦点を当てています。 データ収集方法: データは、AnyCastingソフトウェアを使用して実行されたCAEシミュレーションを通じて収集されます。シミュレーションプロセスには、3D CADモデルの前処理、メッシュ生成、ダイカストプロセス方程式の求解、および結果の視覚化と分析のための後処理が含まれます。ソフトウェアは、PM(多孔質媒体)法とCut-Cell法を組み合わせたハイブリッド数値解析法を使用します。シミュレーション出力には、さまざまな充填段階での溶融金属の流れパターンの視覚的表現と凝固の進行状況、およびエアポロシティと引け巣欠陥の予測位置が含まれます。 分析方法: 分析方法は、3つの鋳造レイアウトに対するシミュレーション結果の比較評価を含みます。流動解析の結果は、溶融金属の流れの均一性、未充填またはコールドシャットの存在、エアポロシティの隔離、および逆流現象に基づいて評価されます。凝固解析の結果は、予測された引け巣欠陥の位置と範囲に基づいて評価されます。シミュレーション出力の定性的および視覚的分析、特に図3〜11を使用して、各鋳造レイアウトの性能を比較し、最適な設計を特定します。 研究対象と範囲: 研究対象は、ADC12アルミニウム合金で作られた家庭用クッキンググリルのダイカストプロセスです。研究の範囲は、AnyCastingソフトウェアを使用した3つの特定の鋳造レイアウト設計(Case 1、Case 2、およびCase 3)の数値シミュレーション解析に限定されます。材料特性、プロセスパラメータ(射出速度、温度)、および金型材料(SKD61)は、一般的なHPDC条件に基づいて定義されます。分析は、充填および凝固段階に焦点を当て、欠陥の最小化と品質向上を目的としてゲートシステムと全体的な鋳造レイアウトを最適化することを目指しています。 6. 主な研究結果:
Read More

![Fig. 3. Exploded View of Die[5]](https://castman.co.kr/wp-content/uploads/image-2425-570x342.webp)
![[Fig. 3] Structure of LED light bulbs](https://castman.co.kr/wp-content/uploads/image-2232-570x342.webp)

![Figure 6. Images showing interior applications of HPDC magnesium alloys: (a) AZ91D automotive audio amplifier cast by Twin City die casting company [44]; (b) AM60 display bracket on 2021 ford explorer; (c) AM60 steering column cast by Meridian lightweight technologies; (d) AM50 center console on Audi A8 and (e) AM60 center stack on JLR defender [45] (courtesy of GF casting solutions).](https://castman.co.kr/wp-content/uploads/Figure_6._Images_showing_interior_applications_of_HPDC_magnesium_alloys_a_AZ91D_automotive_audio_a-570x342.webp)