user 03/18/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , Die casting , Die Casting Congress , Draft , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Permanent mold casting , Segment , 금형 この紹介論文は、[Open Access Dissertation] が発行した [“High Temperature Strength Reduces Soldering In Aluminum High Pressure Die Casting”] 論文の研究内容です。 1. 概要: 2. 概要 高圧ダイカスト (HPDC) の欠陥であるダイはんだは、鋳造材の局所的な部分が金型表面に付着し、時間の経過とともに蓄積する局所的な付着現象です。これにより、金型を修理する必要があり、プロセスに追加コストが発生し、部品価格に転嫁されます。歴史的には、はんだ付けは潤滑剤、コーティング、および合金の化学組成の変更によって緩和されてきましたが、依然として発生しています。 トレスカ摩擦熱機械モデルは、鋳物と金型表面の間の局所的な界面せん断応力が鋳物の局所せん断強度を超えると、はんだ付けが発生することを示唆しています。温度の関数としてのこれらのせん断強度の比率は、はんだを予測することが示されています。これまでの研究は、摩擦係数を低減し、それによって界面せん断強度を低減することに焦点を当てており、はんだ付けに関する鋳物の強度を高める作業は行われていませんでした。合金の化学組成は、はんだ付け挙動に影響を与えることが示されていますが、Al-Fe金属間化合物が一般的に受け入れられているはんだ付けメカニズムであるため、間違った理由です。 トレスカ摩擦モデルをサポートするために、化学組成を変更することによって高温強化メカニズムを調査しました。まず、マグネシウムの添加により、いくつかのアルミニウムHPDC合金の固溶強化およびオロワン強化メカニズムの改善を定量化し、合金の高温せん断強度を向上させました。次に、改善された合金せん断強度をトレスカモデルに適用し、はんだ付けを誘発するように設計された実験室規模のパーマネントモールドと実規模のHPDC生産試験を使用して試験し、その結果は新しいはんだ付けメカニズムを示しています。最後に、はんだと鋳造表面のチルゾーンまたは「スキン」との関係を調査し、議論します。 3. 研究背景: 研究テーマの背景: アルミニウム高圧ダイカスト (HPDC) は、高強度、薄肉鋳物を製造するために広く使用されているプロセスですが、鋳造合金が金型表面に付着するダイはんだ付けに悩まされています。これにより、費用のかかる金型メンテナンスが必要になり、生産性が低下します。 先行研究の状況: 研究の必要性: 既存のはんだ付け緩和戦略は不十分です。合金組成、高温機械的特性、およびはんだ付け現象の関係をより深く理解して、より効果的なソリューションを開発する必要があります。 4. 研究目的と研究課題: 研究目的: 高温強化メカニズムとトレスカ摩擦モデルへの影響に焦点を当てて、HPDC アルミニウム合金の強度が接着とはんだ形成に及ぼす影響を調査すること。 主要な研究: 5. 研究方法 6. 主要な研究結果: 主要な研究結果と提示されたデータ分析: 図のリスト: 7. 結論: 主要な調査結果の要約: この研究は、合金組成とプロセス パラメータを慎重に制御することで、はんだを軽減できることを示しました。 今後の研究の可能性のある分野: 8. 参考文献: 9.
Read More
user 03/17/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , AZ91D , CAD , Die casting , Die Casting Congress , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Salt Core , 금형 , 알루미늄 다이캐스팅 この紹介論文は、[FEUP FACULDADE DE ENGENHARIA UNIVERSIDADE DO PORTO] によって発行された論文「高圧ダイカストによるZamak合金(High Pressure Die Casting of Zamak alloys)」の研究内容です。 1. 概要: 2. 要約 / 序論 高圧ダイカスト (HPDC) プロセスは、特に自動車分野で著しい進歩を遂げています。アルミニウム合金が一般的に使用されますが、優れた表面品質と高い生産性から、亜鉛合金、特にZamakが注目を集めています。本論文は、Zamak合金のHPDCについて、乱流による湯流れに起因するポロシティ欠陥を低減するための湯口システムの最適化に焦点を当てて調査します。また、部品品質をさらに向上させるための真空技術の適用についても調査します。 溶融金属の充填プロセス中に大量の空気が発生することは、気孔率に関連する欠陥につながる重大な問題です。 真空技術は、空気の巻き込みに関連する欠陥を克服するために使用されています。 3. 研究背景: 研究テーマの背景: HPDC は、溶融金属を再利用可能な金型に高圧および高速で射出する金属鋳造プロセスです。このプロセスには、コールドチャンバーマシンとホットチャンバーマシンの 2 種類のダイカストマシンがあります。 ホットチャンバーマシンは、亜鉛、スズ、鉛、および一部のマグネシウム合金などの低融点合金に使用されます。 既存の研究の状況: 既存の研究では、HPDCにおけるポロシティの問題、特にZamak合金における問題が指摘されています。湯口システムとプロセスパラメータの最適化は既知のアプローチですが、設計者の経験に依存することがよくあります。 真空アシストHPDCは、アルミニウムやマグネシウム合金には広く使用されていますが、亜鉛合金にはあまり一般的ではありません。 Zamak合金の真空システムの詳細設計に関する文献は限られています。 研究の必要性: Zamak合金は、亜鉛を主成分とし、アルミニウム、銅、マグネシウムを続く特定のファミリーです。 高密度と低温での高いクリープ速度が、これらの合金を使用する際の 2 つの主な問題です。 これにより、「軽量」市場での使用が制限されます。 これらの理由から、これらの欠点を克服するための新しい方法が必要であり、それによってZamak合金がより広い市場シェアを持つことができます。 湯口システムの設計は、金型の製造だけでなく、製造されるコンポーネントの品質とコストにも影響を与えるため、重要なタスクです。 4. 研究目的と研究課題: 研究目的: 本論文は、スプレッドシートベースの計算方法を利用して、Zamak合金のHPDCにおける湯口システム設計へのより科学的なアプローチを開発することを目的としています。 また、真空技術を詳細に調査し、Zamak 合金の高圧ダイカスト プロセスにおけるその適用可能性を調査することも目的としています。 主な研究: 5. 研究方法
Read More
user 03/14/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , CAD , Die casting , Die Casting Congress , High pressure die casting , High pressure die casting (HPDC) , Mechanical Property , Microstructure , 자동차 산업 この紹介記事は、[MS&T19®]によって発行された論文[“Development of High Ductility Al-Zn-Mg Casting Alloys for Automotive Structural Components”]の研究内容を紹介するものです。 1. 概要: 2. 概要 / はじめに 本研究論文は、自動車業界における軽量化の要求の高まりに応えるため、自動車構造部品向けに設計された新規Al-Zn-Mg合金の開発について述べています。この研究は、鉄鋼部品の代替および内燃機関自動車の燃料効率向上、電気自動車の航続距離延長に不可欠な、高い伸び (EL~10%) と適度な降伏強度 (YS~130-200 MPa) を必要とする合金に焦点を当てています。本研究では、高伸びバリアントであるNemalloy HE700を紹介し、その引張特性を、鋳造まま (F焼戻し) および溶体化熱処理 (T4焼戻し) 条件下で、Nemalloy HS700/701および既存の構造用ダイカスト合金であるSilafont-36およびMercaloy 367と比較しています。 導入部では、自動車のパワートレイン部品および構造部品におけるアルミニウム合金の利用拡大を強調し、構造部品に対する厳しい衝突安全仕様が、高い伸びと降伏強度を兼ね備えた合金を必要としていることを強調しています。現在使用されているMercaloy 367、Silafont 36、Castasil 37などの合金は、HPDCで使用されているものの、ダイソルダーの感受性や、所望の機械的特性を得るための熱処理の必要性などの制約があります。本論文では、強度を向上させたNemalloy HS700およびHS701の開発を紹介していますが、さらなる伸びの向上が必要であり、その結果、特定の用途において熱処理を不要とする、鋳造まま条件で高い伸びを達成するように設計されたNemalloy HE700の開発に至りました。 3. 研究背景: 研究トピックの背景: 自動車業界は、内燃機関自動車の燃料効率を向上させ、バッテリー式電気自動車 (BEV) の航続距離を延長するために、軽量化にますます注力しています。アルミニウム合金は、その優れた強度対重量比、剛性、延性、およびリサイクル性により、自動車構造部品の有望な材料として認識されています。アルミニウム合金はすでにパワートレイン部品に使用されていますが、構造部品および車体骨格部品 (例: ショックタワー、縦通部材、サイドインパクトビーム) や、バッテリートレイなどの電気自動車部品への応用が拡大しています。これらの構造部品は、厳しい衝突安全仕様を満たす合金を必要とし、高い伸び (EL~10%) と比較的高い降伏強度 (YS ~130-200 MPa) の組み合わせが求められます。 既存研究の現状: 現在の鋳造アルミニウム構造部品は、主に高圧ダイカスト (HPDC) プロセスで製造されたMercaloy
Read More
user 03/13/2025 Aluminium-J , automotive-J , Technical Data-J CAD , convolutional neural network , deep learning , Die casting , Die Casting Congress , Efficiency , High pressure die casting , High pressure die casting (HPDC) , temperature field , 자동차 산업 [Computer-Aided Design & Applications]에서 발행한 [“Predicting Die Cracking in Die-Cast Products Using a Surrogate Model Based on Geometrical Features”] 의 논문 연구 내용을 소개합니다. 1. 概要: 2. 概要または序論 本論文では、製品設計の幾何学的特徴に着目し、ダイカスト製品におけるダイクラックを予測するための代用モデルの開発と応用について探求しています。ダイカストは、複雑な形状の製品を迅速に量産する効率性で知られる工法であり、特に自動車産業においては、車両重量の削減と部品点数の削減に大きく貢献しています。しかし、製品の品質保証と開発リードタイムの短縮は依然として重要な課題であり、製品設計段階における複雑な形状の欠陥予測の困難さによってさらに悪化しています。従来のシミュレーション技術は標準的であるものの、準備と実行に長時間を要するため、より効率的な欠陥予測のためにビッグデータと機械学習を活用する方向へと移行が進んでいます。本研究では、ダイカストにおける喫緊の課題であり、生産の遅延とコストの増大につながるダイクラックの発生を予測するために、Variational Autoencoders (VAE) とニューラルネットワークを用いた新規な代用モデルを導入します。トヨタ自動車株式会社のエンジンブロック部品とトランスアクスルケースを分析することにより、このモデルはダイクラックを高精度に予測する上で有望な結果を示しました。この知見は、製品形状データを活用して早期の欠陥検出を行うことでダイカストプロセスを改善し、製造効率と製品品質を向上させるための新たな方向性を示唆しています。 3. 研究背景: 研究トピックの背景: ダイカストは、複雑な形状の製品を高速で量産できるため、工業生産、特に自動車産業で広く利用されており、近年、車両の軽量化と製品の部品点数削減の観点から改めて注目されています。工業製品としての高い競争力を確保するためには、市場のトレンドを正確に反映した製品をタイムリーに供給する必要があり、そのためには製品開発のリードタイムを短縮することが重要です。自動車産業における製品開発プロセスは通常、「製品設計」から「金型設計」、「生産性シミュレーション」、「工程設計」、「機能評価」、そして最終的に「量産」という流れを辿ります。このプロセスは一方通行ではなく反復的であり、各段階のサイクルを繰り返すことで製品設計の完成度を高めます。しかし、プロセスが進むにつれて仕様はより複雑になり、修正や手戻りが増加する傾向があります。したがって、可能な限り手戻りを少なくしてプロセスを進めることが重要です。手戻りの回数を減らし、製品開発リードタイムを短縮するためには、製品形状だけでなく、材料選定や製造計画の策定も製品設計の初期段階から考慮した高品質な設計を実現することが不可欠です。Pahl and Beitz [2] が述べているベストプラクティスによれば、最終製品が必要な基準をすべて満たすように、製品設計はこれらの側面を包含する必要があります。しかし、初期設計段階で複雑な形状の製品に対して正確な予測を行うことはしばしば困難であり、これらの要因が設計プロセスの初期段階で適切に考慮されない場合、手戻りにつながる可能性があります。このような背景から、「事前予測」とは、初期設計段階における潜在的な欠陥の予備的な見積もりを指します。これは、後続の設計段階で実施される詳細な予測とは異なります。正確な事前予測は、複雑な形状の製品にとっては困難であり、この段階での不正確さは手戻りの必要性を招く可能性があります。 既存研究の現状: この問題を解決する一つの方法は、製品を製造する前にシミュレーションを用いて機能を予測し、事前に問題を修正することです。実際、シミュレーション技術は広く採用されており、工業製品の開発プロセスにおける標準的な技術となっています [3, 4, 5, 6]。鋳造シミュレーションにおいては、従来は溶融金属の流体解析に焦点が当てられていましたが、現在では背圧の影響を検証し、スパウトでの跳ね返り挙動に関する精度を向上させるために、周囲の空気圧縮挙動の計算も組み込まれるなど、精度向上の取り組みも行われています [7]。さらに、量子コンピュータを用いて計算時間を短縮し、検討サイクルを高速化する研究も行われています [8]。しかし、これらの技術が実用化されたとしても、シミュレーションを実行するためには、製造用の金型モデル情報を作成する必要があります。修正を含めると、1回のシミュレーションを完了するのに数日を要します。したがって、シミュレーションの精度向上と時間短縮が実現されたとしても、シミュレーションを利用した予備検討時間の長期化という問題の一部しか解決されず、製品開発の初期段階における容易な欠陥予測という課題は未解決のまま残されています。 研究の必要性: シミュレーション技術の進歩には限界があるため、過去に製造された製品の欠陥発生情報や蓄積されたシミュレーション結果から得られたビッグデータを分析・活用し、パターン認識を現在および将来の生産性予測の付加価値に転換する代替アプローチが積極的に追求されています [9]。これらの取り組みの中でも、代用モデルとして知られる技術は、詳細なシミュレーションを実行する代わりに、既知のデータから得られたパターンを用いて予測を行う機械学習などの手法を採用しており、計算コストと事前準備情報の削減を可能にするため、注目を集めています。例えば、Amir Pouya は、ニューラルネットワークを用いてレーザー溶接加工パラメータを学習することにより、溶融プールの断面温度分布を予測できるモデルを提案しました [10]。さらに、Andres らは、低計算コストで航空機ブレードの断面形状を推定する手段として
Read More
user 03/10/2025 Aluminium-J , automotive-J , Copper-J , Technical Data-J A380 , Alloying elements , aluminum alloy , Aluminum Die casting , CAD , Die casting , Die Casting Congress , Mechanical Property , Microstructure , Review , 금형 , 알루미늄 다이캐스팅 この論文の紹介は、”CINDAS LLC” によって発行された “Aerospace and High Performance Alloys Database Ferrous • FeUH H-13 August 2008” に基づいて作成されました。 1. 概要: 2. 抄録または序論 1.0 Generalこの中合金、マルテンサイト系、空冷硬化型、超高強度鋼は、組成、熱処理、および多くの特性において H-11 および H 11 Mod と類似しています。鋼種 H-11、H-11 Mod、および H-13 は、航空機および着陸装置の用途において重要な、優れた耐熱衝撃性を持ちながら 300 ksi の極限引張強度まで熱処理できる能力など、いくつかの特性を示します。これらの鋼種は通常、オーステナイト化し、空気、不活性ガス、油、または熱塩浴で冷却することにより硬化されます。焼戻しを行うと、焼戻し曲線に二次硬化の極大を示し、1050~1100F で二重または三重焼戻しを行うと、通常、高い室温極限引張強度 (220~250 ksi) と良好な破壊靭性および室温および高温での最大疲労強度を兼ね備えた高硬度 (44~48 Rc) を発現します。H-13 鋼は、超高強度用途の構造用鋼としては H-11 Mod ほど一般的に使用されていませんが、入手可能性やわずかに優れた耐摩耗性、および H-13 のその他の特性が利点となる場合には H-11 Mod の代替として使用できます。 3. 研究背景: 研究トピックの背景: 既存研究の現状:
Read More
user 03/05/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , ANOVA , Applications , CAD , Die casting , Die Casting Congress , Efficiency , Quality Control , STEP , Taguchi method , 금형 , 알루미늄 다이캐스팅 , 자동차 산업 この論文の要約は、[‘Taguchiアプローチに基づくダイカストプロセスの最適化’]に基づいて作成され、発行元は[‘Elsevier’]です。 1. 概要: 2. 抄録または序論 軽量かつ優れた成形性により、アルミニウムダイカストは、特に自動車産業において重要な役割を果たしています。アルミニウムダイカストにおいて、気孔率は最も頻繁に遭遇する欠陥の1つであり、高強度用途におけるダイカスト部品の使用を制限します。本研究では、Al-Si8Cu3Fe(EN AC-46500)アルミニウム合金ダイカストの品質と効率を向上させるために、気孔率の形成を低減するダイカストパラメータの最適設定を得るために、Taguchiアプローチの使用を概念化しました。選択されたパラメータが気孔率の形成に及ぼす影響、およびその後のTaguchiアプローチを使用してパラメータの最適設定を達成しました。最終結果は、最適化されたパラメータがAl-Si8Cu3Feアルミニウム合金ダイカストの気孔率の形成に大きな影響を与えることを示しています。 3. 研究背景: 研究テーマの背景: 今日の多くの産業、特に自動車産業では、軽量材料を求めることが求められています。したがって、アルミニウム合金の世界生産量が増加し、アルミニウム消費量は一次金属の既存の生産能力を超えています。アルミニウムは、航空宇宙、防衛、自動車用途などのエンジニアリング部品のダイカスト分野で依然として最も広く加工されている金属です[1-2]。ダイカスト(DC)は、他のプロセスでは得られない部品を製造するために使用される最も特殊な製造プロセスの一つです。このプロセスの利点には、金型適合性、良好な機械的特性、および低コストが含まれます。アルミニウムダイカストプロセスには、効果的に決定および調整されると、ダイカスト部品の品質を向上させる多数のパラメータが存在します。これらの鋳造品において、内部気孔は最も一般的な欠陥です。この欠陥の主な原因は、ダイカストプロセスの最初の2つの充填段階中に液体金属に閉じ込められた空気です[3-6]。圧力ダイカストの気孔率は常に問題であり、かなりの研究、設計、および開発にもかかわらず、業界で要求される鋳物の複雑さが増すにつれて、気孔率を完全に排除することは事実上不可能になっています。ただし、鋳造パラメータ最適化技術は、気孔率を重要でない領域に制限することができます。アルミニウム合金の気孔率形成は、鋳物の機械的特性を低下させるだけでなく、アルミニウム鋳物の被削性および表面特性にも悪影響を与えるため、非常に重要です。ダイカストプロセスにTaguchi手法を実装することで、気孔率形成を大幅に低減できます。 既存研究の状況: 圧力ダイカストにおける気孔率は、長年の問題でした。かなりの研究、設計、および開発努力にもかかわらず、業界で要求される鋳造設計の複雑さが増すにつれて、気孔率を完全に排除することは事実上不可能です。ただし、鋳造パラメータ最適化技術は、気孔率を重要でない領域に制限することができます。 研究の必要性: ダイカストパラメータを最適化するための従来の手法である試行錯誤法は、時間がかかり、費用がかかります。Taguchi手法は、気孔率形成を最小限に抑えるためにプロセスパラメータを体系的に最適化することにより、ダイカストにおける継続的かつ迅速な品質改善のためのより効率的なアプローチを提供します。これは、アルミニウムダイカストの機械的特性および表面特性を向上させるために不可欠です。 4. 研究目的と研究課題: 研究目的: 本研究の主な焦点は、鋳造品質を向上させるために、圧力ダイカストにおけるプロセスパラメータが気孔率形成に及ぼす影響を調査することです。 主要な研究課題: 本研究は、Taguchi法を使用して、Al-Si8Cu3Feアルミニウム合金ダイカストにおける気孔率形成を最小限に抑えるためのダイカストパラメータの最適設定を特定することを目的としています。 研究仮説: この論文では、研究仮説を明示的に述べていません。ただし、暗黙のうちに、本研究は、Taguchi法を適用してダイカストパラメータ(注湯温度、充填時間、金型温度、射出圧力)を最適化することにより、Al-Si8Cu3Feアルミニウム合金ダイカストの気孔率を大幅に低減できるという仮定の下で実施されています。 5. 研究方法 研究デザイン: 本研究では、統計的実験計画法であるTaguchi法を採用して、ダイカストプロセスパラメータを最適化しました。4つの選択されたパラメータそれぞれに対して3つのレベルを持つL9直交配列を利用して実験を実施し、これらのパラメータが気孔率に及ぼす影響を分析しました。目標とする品質特性は、「小さいほど良い」鋳造気孔率でした。 データ収集方法: 実験は、TechnocratsモデルTDC-120高圧ダイカストマシンで実施されました。試験サンプルは、サイズが100mm x 100mm x 20mmのAl-Si8Cu3Feアルミニウム合金の正方形プレートでした。L9直交配列によって定義された9つの試験条件それぞれについて、ランダム化手法を使用して3つの鋳造品を製造しました。鋳造密度は実験的密度装置を使用して測定し、気孔率は次の式(1)を使用して計算しました。 気孔率 (%) =(Po-Ps) × 100 (1) ここで、psは測定された鋳造密度であり、poは気孔率のない完全緻密鋳造の密度(2.79 g/cm³)です。 分析方法: シグナル対ノイズ比(S/N比)を使用して気孔率の変動を分析し、目標はそれを最小限に抑えること(「小さいほど良い」特性)でした。S/N比は、式(2)を使用して計算しました。 S/N比 (n) = − 10 log (∑(1/yᵢ²)/n) (2) 分散分析(ANOVA)を実施して、鋳造気孔率に対する各パラメータの統計的有意性と寄与率を決定しました。 研究対象と範囲: 本研究は、Al-Si8Cu3Fe(EN AC-46500)アルミニウム合金のダイカストプロセスの最適化に焦点を当てました。調査されたプロセスパラメータは次のとおりです。
Read More
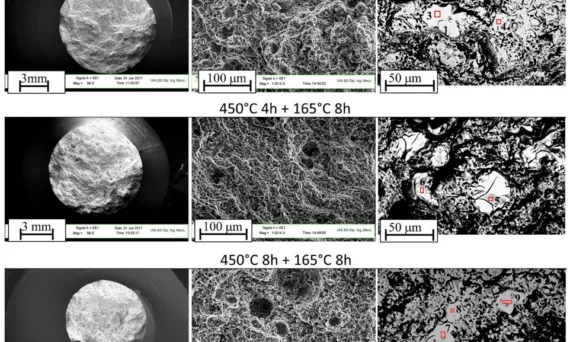
user 03/04/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Die Casting Congress , High pressure die casting , Mechanical Property , Microstructure 本論文要約は、[‘Journal of Materials Engineering and Performance’]誌に掲載された論文 [‘Low Solution Temperature Heat Treatment of AlSi9Cu3(Fe) High-Pressure Die-Casting Actual Automotive Components’] に基づいて作成されました。 1. 概要: 2. 抄録または序論 通常、高圧ダイカスト (HPDC) 部品は、表面仕上げとして許容できないブリスターの発生や機械的特性の低下を招くため、高温での熱処理を行うことができません。この背景から、本論文の目的は、HPDC AlSi9Cu3 合金に対して、特殊な低温溶体化 T6 熱処理の有効性を分析することでした。ブリスターの発生を防ぐために、非常に低い溶体化温度 (< 450 °C、165 °C の時効処理後) を、工業的応用を可能にする一般的な時間 (1 ~ 16 時間) と組み合わせて適用しました。一般的な製造で遭遇する典型的な欠陥を評価するために、実際の鋳造品から採取したサンプルに対して処理を実施しました。特性は、外観検査、微細組織観察、画像解析、硬さ、引張試験、および破面解析によって分析しました。その結果、AlSi9Cu3 合金において、顕著なブリスターリングなしに強化効果を得るために、T6 熱処理において数時間、450 °C 未満の溶体化温度を使用することが可能であることが示されました。最適な特性の組み合わせは、430 °C で 4 時間の溶体化処理と、それに続く 165 °C で 8 時間の時効処理によって得られ、降伏強度が約 50
Read More
user 03/04/2025 Aluminium-J , Technical Data-J aluminum alloy , Aluminum Casting , Applications , AUTOMOTIVE Parts , CAD , Die casting , Die Casting Congress , Draft , Efficiency , Electric vehicles , Review , 금형 論文概要: この論文概要は、[‘ダイカストプロセスにおけるコンピュータ支援冷却設計’]と題された論文を基に、[‘オハイオ州立大学’]にて発表された内容をまとめたものです。 1. 概要: 2. 研究背景: 研究トピックの背景: ダイカストは、溶融金属を高い圧力下で金属金型に射出するネットシェイプ製造プロセス (net shape manufacturing process) と定義されています (Street, 1977)。しかし、ダイカストに伴う物理現象は複雑であり、冷却システム設計は多大な「ノウハウ」に依存する「高度なスキル集約的な活動」(highly skill-intensive activity) (Barton, 1981) です。過去の経験に主に基づいた従来の金型設計は、より大型で複雑な鋳造品や新しい材料の製造に適用する際には「ますます不適切かつ非効率」(increasingly inadequate and inefficient) になっています。 既存研究の現状: 学術界および産業界の研究努力は、ダイカストの科学的基盤を確立し、金型設計および製造にコンピュータ支援設計 (CAD) のような最新のコンピュータ技術を統合することに焦点が当てられています。産業組織は、コンピュータ支援設計 (CAD) を使用して部品設計を開発し、文書化し始めています。熱入力と冷却チャネルの位置の影響を分析するシミュレーションプログラムが存在しますが、「ダイカスト冷却システム設計問題に直接的に焦点を当てたプログラムは非常に少ない」(very few are directed at the die casting cooling system design issue) 状況です。既存のソフトウェアは、しばしば「使いにくさと不十分な設計情報」(difficulty of use and insufficient design information) に悩まされています。 研究の必要性: 高い鋳造品質と生産速度に対する要求の高まりは、ダイカスト冷却プロセスを研究するための洗練されたモデリングプログラムを必要としています。「ダイカスト金型の冷却システムのための実用的で使いやすい設計ツール」(practical and easy-to-use design tool
Read More
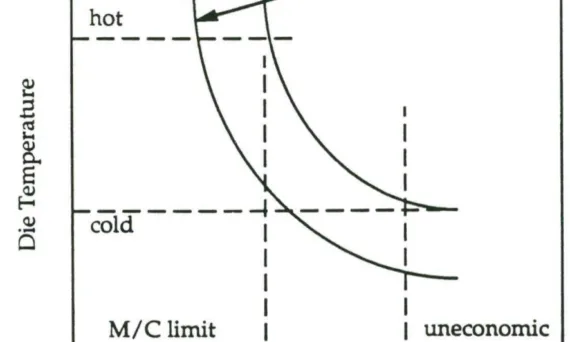
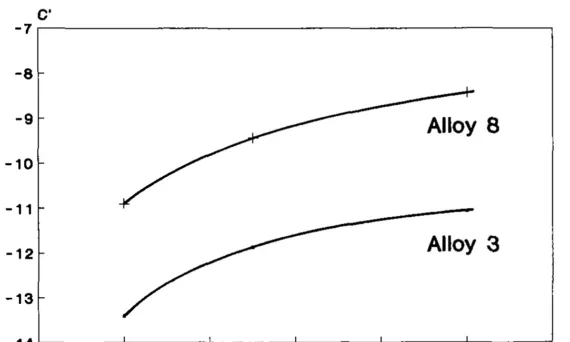
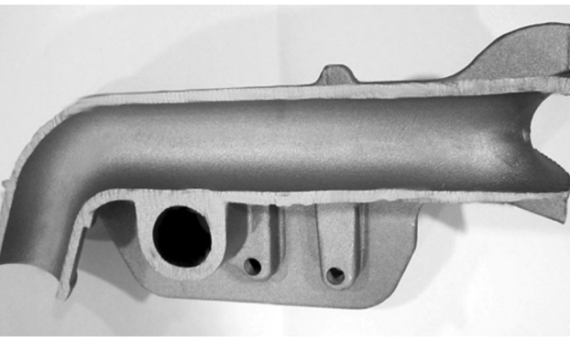
この論文の紹介は、[‘publisher’] によって発行された [‘paper title’] に基づいて作成されました。 1. 概要: 2. 抄録 従来の亜鉛合金は、優れたネットシェイプ鋳造性と、非常に有用な機械的および物理的特性を備えていますが、応力下の使用温度は約100℃までと制限されています。最近、新しい合金である合金 8 が利用可能になり、使用温度を最大30℃まで上昇させることが可能になりました。本論文では、クリープ抵抗の改善を定量化する研究結果を再検討し、これらの結果を設計者がどのように活用できるかを示しています。自動車産業の内外からの多数のアプリケーション事例を検討し、クリープ抵抗改善の実用的な使用法を実証し、合金のホットチャンバーダイカストの実用性を証明しています。 3. 研究背景: 研究トピックの背景: 亜鉛合金ダイカストは、複雑な三次元形状が必要な場合に、コスト対性能比が優れているため、50年以上にわたり自動車産業で使用されてきました。従来の亜鉛合金ダイカストは、ロック、ドアハンドル、サンルーフ部品、ミラー、窓枠、電気モーター、スイッチギア、計器、ウインドスクリーンワイパーシステム部品、およびアンダーボンネット領域のキャブレター、燃料ポンプ、燃料噴射部品など、幅広い用途に使用されています。これらが広く使用されている理由は、主に、複雑な三次元形状が必要な場合に、コスト対性能比が優れているためです。亜鉛合金は、通常金属に関連付けられる機械的および物理的特性、すなわち、良好な引張強度、剛性、靭性、および高い熱伝導率と電気伝導率を備えています。また、融点が約380℃と低いため、生産性の高いホットチャンバーダイカストプロセスによるネットシェイプ成形が容易です。実際、亜鉛合金ダイカストは、利用可能な最も一貫したワンステップ三次元成形プロセスです。 既存研究の状況: 既存の研究では、従来の亜鉛合金の、高温でのクリープ変形に対する感受性による使用温度の制限が認識されています。以前の亜鉛業界によるILZROを通じた取り組みにより、ILZRO 14やその後継であるILZRO 16など、優れた耐クリープ合金が開発されました。しかし、これらの材料の欠点は、ホットチャンバーダイカストができず、生産性の低いコールドチャンバープロセスを使用する必要があることです。その結果、経済的な魅力がいくぶん損なわれています(ネットシェイプ鋳造性は従来の合金と同程度ですが)。したがって、優れた耐クリープ性を持ちながら、ホットチャンバーダイカスト可能な合金が求められています。合金 8 は、このニーズに応えるために約10年前に北米で開発され、当初は重力ダイカストプロセス用でしたが、その後、従来の合金よりも高い鋳造強度を持ち、さらに重要なことに、英国および北米での研究で実証されているように、優れたクリープ抵抗を備えた、完全に実用的なホットチャンバーダイカスト合金であることが証明されました。この特性の改善は、特定の用途分野で有利になると認識されました。 研究の必要性: 本研究が必要な理由は、合金 8 のクリープ抵抗の改善を、他の亜鉛ダイカスト合金と比較して定量化し、実証する必要があるためです。この定量化は、設計者が合金 8 を高温性能が要求される用途、特にアンダーボンネット自動車部品やその他の産業分野で効果的に活用するために不可欠です。本論文は、クリープ抵抗の比較分析を提供し、ケーススタディを通じて合金 8 の実用的な応用例を示すことで、要求の厳しい用途向けのホットチャンバーダイカストでの使用を検証することを目的としています。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は、合金 8 のクリープ抵抗を他の亜鉛ダイカスト合金と比較することです。さらに、先行研究から導き出されたクリープ方程式の応用を解明し、合金 8 の実用的な加速試験手順を確立することを目的としています。本研究はまた、自動車分野内外の高温用途における合金 8 の利用を示すケーススタディを提示することを意図しています。 主要な研究課題: 本論文で取り上げる主要な研究課題は以下のとおりです。 研究仮説: 仮説として明示的に述べられてはいませんが、本研究は以下の前提で進められています。 5. 研究方法 研究デザイン: 本研究では、異なる亜鉛合金のクリープ特性に焦点を当てた比較実験デザインを採用しています。また、合金 8 の実用的な応用例を示すケーススタディも組み込んでいます。 データ収集方法: 合金 3、8、27 のクリープデータは、アストン大学で実験的に取得されました。本論文では、ニュージャージー亜鉛会社(NJZ)からの合金 3
Read More
user 03/04/2025 Aluminium-J , Salt Core-J , Technical Data-J Aluminum Casting , Aluminum Die casting , CAD , Casting Technique , Die casting , Die Casting Congress , Draft , High pressure die casting , Microstructure , Salt Core , 금형 , 알루미늄 다이캐스팅 この論文概要は、[‘International Journal of Metalcasting’] によって発表された [‘EFFECTS OF COMPOSITION ON THE PHYSICAL PROPERTIES OF WATER-SOLUBLE SALT CORES’] に基づいて作成されました。 1. 概要: 2. 概要 (Abstract) 近年、重要な鋳造部品の製造需要と、優れた工学的性能に対する設計要求が増加しています。従来のアルミニウム鋳造部品で使用される砂型コアは環境に有害であり、その適用を制限しています。アルミニウム鋳造業界における水溶性コアの利用は、塩コアのリサイクル可能性により、環境に優しいアプローチとして期待されています。本研究では、様々な量の塩化物塩および/または炭酸塩塩から水溶性塩コアを作製しました。塩を溶解し、鋼製金型に鋳造して塩コアを得ました。塩コアは、その機械的強度を決定するために三点曲げ試験に供し、融点は熱分析によって決定し、水溶解度は室温および50℃で測定しました。組成が75% KCl–25% K2CO3 および 25% Na2CO3-75% K2CO3 の試料で、それぞれ最大曲げ強度 17.19 MPa、最大融点 776℃、最大水溶解度 89 g salt/100 ml water が得られました。曲げ試験に使用した試料の破断面をマクロモードの静止カメラで撮影し、これらの破断面から走査型電子顕微鏡観察を実施しました。最適な特性を示す試料(28.3% Na2CO3 および 71.7% K2CO3)のX線回折パターンは、予想通り、構造中に K2CO3、NaKCO3 および KNaCO3 相が存在することも示しました。自動車部品のアルミニウムダイカストによる実際の鋳造プロセスも実施しました。ダイカストされたアルミニウム部品は、リークテストに供し、部品の多孔性を確認するためにX線画像を使用しました。 3. 研究背景: 研究トピックの背景: 現代の製造業において、高度な工学的性能を備えた複雑な鋳造部品への需要は非常に高まっています。従来の砂型コアは、アルミニウム鋳造で広く使用されていますが、環境への影響が懸念されており、その適用範囲を狭めています。水溶性塩コアは、そのリサイクル性から、環境に配慮した有望な代替技術として注目されています。本研究では、塩化物塩および炭酸塩塩をベースとした水溶性塩コアの製造と特性評価を行い、ダイカストへの応用可能性を探求します。 既存研究の現状: 無機塩コアの利用は20世紀に遡り、1970年代に鋳造業界で普及し始め、1990年代にはアルミニウムディーゼルエンジンピストンの製造に広く用いられるようになりました [1, 2]。重力ダイカスト、低圧および高圧鋳造技術の発展、そして乾燥圧粉塩の焼結技術の進歩
Read More

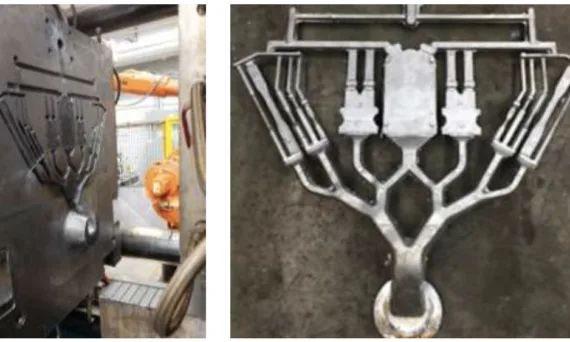
![Figure 9- Left: Schematics of a conventional HPDC cold chamber machine [14]; Right: Typical layout of a component produced by a cold chamber machine [15].](https://castman.co.kr/wp-content/uploads/image-1520-570x342.webp)