鋳造プロセス最適化の4つの鍵:銅合金研究から学ぶ高圧ダイカスト(HPDC)への教訓
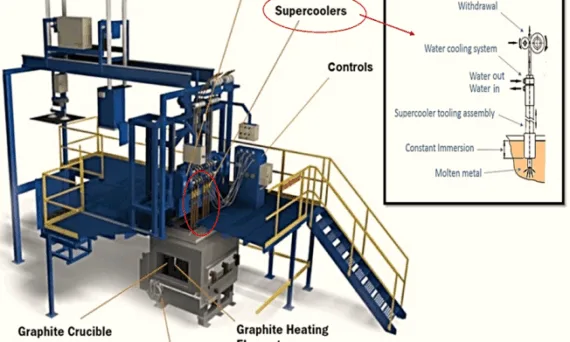
本技術概要は、Bagherian, E-R., Fan, Y., Cooper, M., Frame, B., & Abdolvand, A.によってMetallurgical Research and Technology誌(2016年)に発表された学術論文「Effect of water flow rate, casting speed, alloying elements and pull distance on tensile strength, elongation percentage and microstructure of continuous cast copper alloys」に基づいています。これは、高圧ダイカスト(HPDC)の専門家のために、CASTMANがAIの支援を受けて分析・要約したものです。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 HPDCを含むあらゆる鋳造プロセスにおいて、目標は強度、延性、構造的完全性に関する厳格な仕様を満たす部品を生産することです。最終的な微細組織、特に結晶粒のサイズと形態が、これらの特性を決定する主要因です。この研究は、連続鋳造システムで実施されたものですが、すべてのHPDCエンジニアが取り組む普遍的な変数、すなわち冷却速度(金型の熱管理に類似)、充填速度(鋳造速度に関連)、合金組成を分離して検討しています。これらのレバーが最終製品にどのように正確に影響を与えるかを理解することは、欠陥の削減、部品性能の向上、サイクルタイムの最適化にとって極めて重要です。 アプローチ:方法論の解明 研究者たちは、Rautomead RS垂直上方連続鋳造機を使用して、さまざまな銅合金棒を製造しました。他のパラメータを一定に保ちながら、一度に1つのパラメータを体系的に変化させ、その効果を分離しました。 各試行について、得られたサンプルの引張強度と伸び率をインストロン万能試験機で分析し、金属組織学的観察によってその微細組織を調査しました。 画期的な発見:主要な研究結果とデータ この研究は、各パラメータが最終的な鋳造製品にどのように影響を与えるかについて、明確でデータに基づいた結論を導き出しました。 HPDC製品への実践的示唆 プロセスは異なりますが、冶金学的原理は普遍的です。この研究は、HPDCの文脈における鋳造プロセス最適化のための貴重な洞察を提供します。 論文詳細 1. 概要: 2. 要旨: 鋳物の凝固、ひいては微細組織と機械的特性を制御するほとんどのパラメータは、化学組成、溶湯処理、冷却速度、および温度勾配である。本研究では、水流量、鋳造速度、合金元素、および引抜距離が、連続鋳造銅合金の引張強度、伸び率、および微細組織に及ぼす影響の特性評価が実施された。引張強度、伸び率、および結晶粒組織に基づく有意な差が調査され、これらのパラメータがサンプルの物理的および機械的特性を改善できることも見出された。特定の例として、水流量はサンプルの伸びを10%から25%に改善することができた。
![Fig. 1 (a) Injection moulding process and machine, (b), a complex mould structure, (c), some main parts of automobile fabricated by injection moulding process [9].](https://castman.co.kr/wp-content/uploads/image-2601-570x342.webp)