By userAluminium-J, automotive-J, Technical Data-JAl-Si alloy, aluminum alloy, aluminum alloys, Casting Technique, Die casting, High pressure die casting, Microstructure, 자동차, 해석
1. 概要: 2. 研究背景: 軽量材料の需要、機能性と品質の向上、環境保護への要請の高まりから、アルミニウム合金の製造はますます重要になっています[1-3]。ダイカストは、短いサイクルタイムと高精度な鋳造物を提供しますが、高速注入による空気の混入が原因で欠陥が発生する可能性があります。高圧ダイカスト、ACCURADプロセス[4]、無孔隙ダイカスト[5]、無ガス真空ダイカスト[6]、スクイズ鋳造[7]などの既存の方法には、生産性と品質のバランスにおいてそれぞれ限界があります。本研究はこのような限界に対処することを目的としています。 3. 研究目的と研究課題: 4. 研究方法: 5. 主要な研究結果: 6. 結論と考察: 部分圧搾と真空ダイカストのハイブリッド技術は、優れた機械的特性を備えた欠陥のない鋳造物を製造しました。真空効果と圧搾効果の組み合わせは、空隙と収縮を効果的に防止しました。最適なプロセスパラメータ(圧搾圧力と時間遅れ)が特定されました。この研究は、高品質なダイカスト製品の製造に関する実用的な示唆を与えます。限界としては、特定の合金と製品形状に限定されている点が挙げられます。 7. 今後の研究: さまざまな合金と製品形状に関する研究が必要です。圧搾圧力と時間遅れの最適化に関する追加の研究が必要です。プロセスパラメータ間の相互作用に関する更なる調査が必要です。 8. 参考文献の概要: 著作権: この要約は、E.S. Kim、K.H. Lee、Y.H. Moonによる研究論文「部分圧搾および真空ダイカストプロセスの実現可能性に関する研究」に基づいて作成されました。 商用目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
By userAluminium-J, Technical Data-Jaluminum alloy, Aluminum Die casting, AZ91D, CAD, Casting Technique, Die casting, Die Casting Congress, Heat Sink, High pressure die casting, Microstructure, Permanent mold casting, Sand casting, 금형
本紹介資料は、[MDPI] が発行した [“Manufacturing of Aluminum Alloy Parts from Recycled Feedstock by PIG Die-Casting and Hot Stamping”] 論文の研究内容です。 1. 概要: 2. 要約 PIG (Pin-Injection-Gate) ダイカストとホットスタンピングは、リサイクル原料から小型および薄肉のアルミニウム合金部品を製造するために開発されました。 純アルミニウムおよびアルミニウム合金顆粒が、リサイクル材料の供給原料モデルとして利用されました。 製品の3D-CAD (Computer Aided Design) から推定された重量で測定された顆粒の質量は、射出前にPIGノズルに投入されました。 PIGノズルユニット内で誘導加熱によって急速に溶融した後、アルミニウム溶湯はPIGノズルを通ってダイキャビティに射出されました。 従来のダイカストシステムとは異なり、溶融アルミニウムストックを保管するための炉やるつぼは必要ありませんでした。 大型のローディングマシンを備えたクランプ機構も必要ないため、鋳造時のエネルギー消費を大幅に削減できました。 これらのプロセスでは、廃棄物が大幅に削減されました。 製品対廃棄物の比率、つまり材料効率はほぼ100%でした。 窒素過飽和とTiAlNコーティングは、アルミニウム溶湯からの激しい付着からPIGノズルとスタンピングダイ表面を保護するために使用されました。 純アルミニウム歯車と薄肉の携帯電話ケースがこのプロセスで製造されました。 X線トモグラフィーにより、両製品とも内部に空洞、気孔、収縮がないことが確認されました。 ホットスタンピングユニットを使用して、微細柱状の純アルミニウムヒートシンクを製造し、微細柱の高さと幅のアスペクト比に対する保持温度の影響を調査しました。 3. 研究背景: 研究テーマの背景: カーボンニュートラルな持続可能な社会において、環境に配慮した製造の必要性が高まっています[1]。 固体リサイクルは、再溶解せずに使用済みアルミニウム合金を再処理する方法を提供します[2]。 先行研究の現状: 以前の研究には、アルミニウム合金スクラップの温間および熱間押出などの固体リサイクル方法が含まれます[3]。 従来のダイカスト[4]は、ネットシェイプ成形に効果的ですが、エネルギーを大量に消費します。 既存のPIGダイカストシステムは、特に小型および薄肉部品について、従来のダイカストのいくつかの制限に対処しています[5-7]。 研究の必要性: 従来のダイカストでは、大型の炉とかなりの型締め力が必要となり、エネルギー消費量と材料の無駄が多くなります。 特にアルミニウムのリサイクルには、より効率的なプロセスが必要です。 4. 研究目的と研究課題: 研究目的: リサイクル原料からアルミニウム合金部品を効率的に生産するために、ホットスタンピングと統合された高度なPIGダイカストシステムを開発すること。
Read More
By userAluminium-J, automotive-J, Technical Data-JApplications, AUTOMOTIVE Parts, Casting Technique, Die casting, High pressure die casting, Sand casting, 自動車産業, 金型, 자동차, 자동차 산업
本ドキュメントは、European Aluminium Associationが発行した「THE Aluminium Automotive MANUAL – Manufacturing – Casting methods」を基に作成されています。ダイカスト分野における第一人者として、ハンドブックレベルで内容を要約し、WordPressへの掲載を目的として提供します。 はじめに 本ドキュメントは、自動車産業での応用を中心に、様々な鋳造方法の概要を提供します。伝統的な砂型鋳造からより高度なダイカストプロセスまで、様々な技術の特徴、プロセス説明、設計上の考慮事項、およびこれらの方法を用いて製造された自動車部品の例を網羅しています。 1. 鋳造方法 1.1 鋳造プロセスと自動車への応用概要 自動車用鋳造プロセスは、(A)金型充填方式と(B)成形技術によって分類されます。主な検討対象となる方法は以下の通りです。 1.2 エンジンブロックとヘッドの市場動向 1.3 砂型鋳造 (Green Sand Castings) 1.4 コアパッケージ鋳造 (Core Package Casting) 1.5 重力ダイカスト (Gravity Die Casting) 1.6 低圧ダイカスト (Low Pressure Die Casting) 1.7 高圧ダイカスト (High Pressure Die Castings) 1.8 真空ダイカスト (Vacuum Die Castings) 1.9 スクイーズ鋳造 (Squeeze
Read More
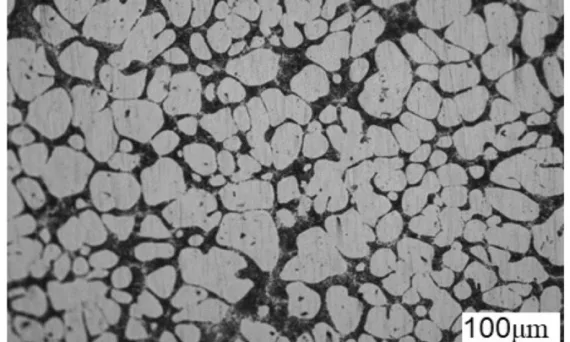
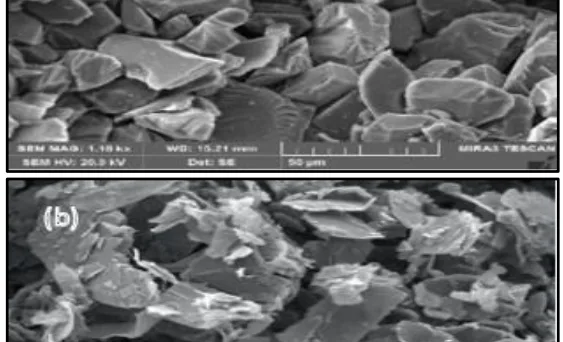
この紹介論文は、[Jordan Journal of Mechanical and Industrial Engineering]によって発行された論文「Identify Microstructure and Mechanical Behavior of Aluminum Hybrid Nano Composite Prepared by Casting Technique」の研究内容です。 1. 概要: 2. 概要 (Abstract) アルミニウム基複合金属マトリックス(AMMC)の開発は、軽量、高強度、優れた機械的特性により、エンジニアリングアプリケーションの主要な要件の1つになっています。この研究では、撹拌鋳造によって製造されたアルミニウムマトリックス複合材料の硬度と圧縮強度に対する1.25 wt%SiO2、1.25 wt%Fe2O3、または1.25 wt%SiO2と1.25 wt%Fe2O3ハイブリッド粒子の混合物の添加効果を研究します。試験片の微細構造を調査するために走査型電子顕微鏡を使用しました。硬度と圧縮強度の特性の測定により、補強材の重量パーセンテージが増加するにつれて改善が見られました。 1.25 SiO2、1.25 Fe2O3、または1.25 SiO2と1.25 Fe2O3 wt%の粒子混合物で強化されたアルミニウムの試験片の場合、ブリネル硬度の増加率はそれぞれ25.5%、6.8%、19.3%でした。最後に、鉄または酸化ケイ素の割合が増加するにつれて、降伏点とヤング率は大幅に減少し、1.25%Fe2O3および1.25%SiO2を含む複合材料で最小値に達しました。 3. 研究背景: 研究テーマの背景: 「複合材料」とは、連続相(マトリックス)に分散した個別のコンポーネント(強化材)で構成される材料システムです[1]〜[9]。文献では、金属マトリックス複合材料、特にアルミニウムマトリックス複合材料(AMC)が広く調査されています[15]、[16]。 先行研究の状況: 文献では、金属マトリックス複合材料、特にアルミニウムマトリックス複合材料(AMC)が広く調査されています。炭化ケイ素、酸化アルミニウム、炭化タングステン、炭化チタンは、アルミニウム複合材料を強化するために最も頻繁に利用される材料として広く認識されています[21]。 研究の必要性: 以前の研究では、単一粒子強化を調査しました。この研究では、ハイブリッドナノサイズの補強材の相乗効果が必要です。 4. 研究目的と研究課題: 研究目的: この研究は、ナノヘマタイト、ナノ酸化ケイ素、ハイブリッドナノヘマタイト、およびナノ酸化ケイ素で強化された(AMC)の機械的挙動と硬度を製造、特定、および特性評価することを目的としています。 主要な研究: アルミニウムマトリックス複合材料(AMC)内のハイブリッドナノサイズの補強材、特にSiO2およびFe2O3粒子の相乗効果を調査します。 5. 研究方法 この研究では、撹拌鋳造技術、特に2段階撹拌鋳造手順を採用して、アルミニウムマトリックス複合材料を製造しました。 6. 主要な研究結果:
Read More
By userAluminium-J, automotive-J, Salt Core-JAluminum Casting, CAD, Casting Technique, Die casting, FLOW-3D, High pressure die casting, High pressure die casting (HPDC), IGES, Microstructure, Quality Control, Salt Core, 금형
本紹介論文は、[Publisher]によって出版された論文「Hohl- und Verbundguss von Druckgussbauteilen – Numerische Auslegungsmethoden und experimentelle Verifikation」の研究内容です。 1. 概要 (Overview): 2. 概要 (Abstract) 最新技術によると、アンダーカットを持つアルミニウム高圧ダイカスト(HPDC)部品の製造プロセスは、HPDCツールに統合された複雑なスライダーを使用することによってのみ可能です。サンドコア、流体噴射、ガラスコア、金属溶融コア、または圧縮ソルトコアなどの既知のシステムは、HPDCプロセスで制限付きでのみ使用可能です。したがって、現在、液相から製造されたソルトコアと金属インサートのみが、HPDCでうまく使用される可能性があります。鋳造ソルトコアは、高レベルの曲げおよび圧縮強度を達成し、アルミニウム鋳造プロセスの後、例えばウォータージェット切断によって残留物なしで除去することができます。アルミニウム鋳造品に残る鋼インサートは、部品を補強します。この作業は、鋳造ソルトコアの製造を可能にするためのいくつかの基礎研究を提示します。予備調査では、塩化ナトリウム-炭酸ナトリウム相図内の塩合金が、さらなる調査のために選択されます。主要な試験片に基づいて、プロセスパラメータの依存性と、結果として生じる強度および高温割れ傾向が実証されます。機械的特性評価のために、曲げ、引張、および圧縮試験が室温および最大500°Cの温度で実行されます。ソルトコア鋳造プロセスの数値シミュレーションへのアプローチが提示され、実験結果によって検証されます。ソルトコアに加えて、鋼インサートが調査され、アルミニウム-鋼複合構造が特徴付けられました。力-、形状-、および化学的結合が考慮されました。鋼インサートとアルミニウム鋳造間のより良い化学結合のために、さまざまなコーティングが適用され、等級分けされました。機械的引張、押出し、剪断、および接着引張試験、ならびに光学および走査型電子顕微鏡調査が、結合品質を特徴付けるために実行されました。これに基づいて、数値シミュレーション手法が開発されました。HPDCプロセス中のソルトコアと鋼インサートの生存可能性と破壊挙動が調査されました。したがって、コアの生存可能性を予測するための数値的手法が導入され、実験結果によって検証されました。両方の技術が応用例に転用されました。 3. 研究背景 (Research Background): 研究テーマの背景 (Background of the research topic): アンダーカットを持つアルミニウム構造部品の製造は、スライダー、砂型システム、ガス噴射プロセス、ガラスコア、金属溶融コア、または圧縮ソルトコアを使用するダイカストプロセスにおいて制約があります。現在、液相から製造されたソルトコアと永久金属インサートのみがダイカストで使用できる可能性があります。 先行研究の状況 (Status of previous research): 第2章で詳述されている先行研究では、以下を含む、ダイカストでアンダーカットを作成するためのさまざまな方法を調査しました。 研究の必要性 (Need for research): 軽量構造を可能にするために、現在の鋳造プロセスと材料を開発する必要があります。特に、耐圧消失性中子 (セラミックまたはソルト) の開発と、高強度金属インサートを使用したダイカストプロセスの最適化が必要です。 4. 研究目的と研究課題 (Research purpose and research question): 研究目的 (Research purpose): 本研究の全体的な目的は、鋳造ソルトコアを用いて、力-適合、形状-適合、および一体結合された鋼-アルミニウム結合と、複雑な中空鋳造部品を数値的に設計するために必要なデータを開発することです。この研究では、鋼-アルミニウム複合鋳造(St-Al-Verbundguss)とソルトコア(Salzkerne)の使用を調査します。 主要研究課題 (Core
Read More
By userAluminium-J, Technical Data-JAl-Si alloy, aluminum alloys, Aluminum Casting, AUTOMOTIVE Parts, CAD, Casting Technique, Die casting, Mechanical Property, Microstructure, secondary dendrite arm spacing
この論文の要約は、”Effect of Addition of Grain Refiner and Modifier on Microstructural and Mechanical Properties of Squeeze Cast A356 Alloy”と題された論文に基づいており、”Transactions of the Indian Institute of Metals”にて発表されました。 1. 概要: 2. 研究背景: 自動車、航空宇宙、防衛などの産業において、アルミニウム-シリコン (Al-Si) 合金、特にA356グレードは、低密度と、高強度、優れた鋳造性、優れた熱伝導性、良好な耐食性および耐摩耗性などの有利な特性の組み合わせにより、広く利用されています。先行研究では、重力ダイカストAl-Si合金の機械的特性は、ホウ素やチタンなどの造粒剤、およびストロンチウムなどの改質剤の添加によって改善されることが示されています。加圧鋳造法であるスクイーズ鋳造も、アルミニウム合金の機械的特性を向上させることが知られています。 しかし、既存の研究では、マスター合金を用いて造粒および改質された鋳造Al合金へのスクイーズ鋳造の適用に関する包括的な研究には限界があります。したがって、これらの複合プロセスの影響をさらに調査する必要があります。したがって、この研究は、Al-Si合金に対する造粒および改質と組み合わせたスクイーズ鋳造の影響を調査するために不可欠です。 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
By userAluminium-J, automotive-J, Technical Data-Jaluminum alloy, ANOVA, Applications, CAD, Casting Technique, Die casting, Efficiency, Sand casting, STEP, 금형
本紹介記事は、[Special Casting & Nonferrous Alloys]誌に掲載された論文「Manufacturing of Thin-walled Impeller Based on Optimization of Sand Mold 3D Printing Forming Process」の研究内容を紹介するものです。 1. 概要: 2. 概要 / はじめに 本研究では、砂型3Dプリント成形プロセスを最適化するためにBox-Behnken応答曲面法を採用しました。引張強度とガス発生量を性能応答として、樹脂インクジェット量、硬化剤添加量、およびプリント層厚さの水平範囲を決定することに焦点を当てました。数値シミュレーションを用いて最適なプロセスパラメータの組み合わせを特定し、その後、薄肉インペラーの試作を低圧鋳造プロセスを用いて検証しました。その結果、樹脂インクジェット量が1.44%、硬化剤添加量が0.21%、プリント層厚さが0.30 mmの場合、プリントされた砂型は2.15 MPaの引張強度と8.92 mL/gのガス発生量を示し、予測値とほぼ一致することが示されました。これらの最適化された条件下では、インペラー鋳物は完全で明確な形状を示し、要求される技術仕様を満たしました。本研究は、高強度、低ガス発生量、および材料消費量の削減を達成するために3Dプリント砂型成形プロセスを最適化することにより、同様の製品の製造に貴重な参考資料を提供することを目的としています。 3. 研究背景: 研究トピックの背景: 砂型3Dプリント技術の鋳造分野での応用が拡大するにつれて、鋳物の設計概念は従来の造型技術の制約を受けなくなり、特に航空宇宙、自動車、造船などの産業において、より複雑、薄肉、軽量、高精度な鋳物設計へと進化しています[1-3]。これにより、高品質の部品成形を保証するために、優れた技術的性能を備えた3Dプリント鋳造砂型が必要となっています。従来の方法では、添加剤と生砂を混合・攪拌し、一定の強度の砂型を形成し、それを鋳型箱に入れ、手作業または機械的に砂型を突き固めて造型を完了していました。対照的に、砂型3Dプリントは、粉末ベースの離散堆積とマイクロドロップレット噴射の原理に基づいています[4]。 既存研究の現状: 既存の最適化手法は、多くの場合、単一変数アプローチを使用しており、パラメータ間の相互作用効果を捉えられていません。この制約から、多変量統計技術、特に応答曲面法(RSM)の採用が進んでいます。先行研究では、鋳造プロセス最適化におけるRSMの有効性が実証されています。例えば、Li Ningら[8]は、アルミニウム合金ホイールの低圧鋳造パラメータを最適化するためにRSMを使用し、鋳型寿命と鋳造効率を考慮しました。Wang Yanfengら[9]は、Box-Behnken RSMと数値シミュレーションを用いてA357アルミニウム合金の金型鋳造を最適化しました。Zhan Quan Quanら[10]は、引張強度を最大化するために、3Dプリントフラン樹脂砂の最適パラメータを決定するためにRSMを使用しました。 研究の必要性: バインダーと硬化剤の含有量を増やすと、3Dプリント砂型の強度は向上しますが、ガス発生量も増加し、成形精度が低下する可能性があります[5]。さらに、材料消費量の増加は、印刷コストを上昇させます。逆に、砂敷きプロセスの層厚さを調整すると、印刷効率と鋳型強度の両方に影響を与えます[6]。層を薄くすると印刷時間が長くなり、層を厚くすると粒子間の結合力が弱まる可能性があります。したがって、性能、材料使用量、およびコスト効率のバランスを取るためには、3Dプリントプロセスを最適化することが重要です。 4. 研究目的と研究課題: 研究目的: 本研究は、応答曲面法(RSM)を用いて3Dプリント砂型の成形プロセスを最適化することを目的としています。目標は、薄肉インペラー鋳物用の高引張強度、低ガス発生量、および材料消費量の削減を達成するために、樹脂インクジェット量、硬化剤添加量、およびプリント層厚さの最適な組み合わせを特定することです。この研究はまた、インペラー試作品の低圧鋳造を通じて最適化されたプロセスを検証し、同様の用途への参考資料を提供することを目指しています。 主要な研究課題: 5. 研究方法 研究計画: 本研究では、3Dプリントプロセスを最適化するために、応答曲面法(RSM)内のBox-Behnken計画(BBD)アプローチを採用しました。樹脂インクジェット量(A)、硬化剤添加量(B)、およびプリント層厚さ(C)を独立変数として、3因子3水準の実験計画を利用しました。引張強度とガス発生量を応答変数として選択しました。 データ収集方法: BBDマトリックス(論文中の表5)に従ってパラメータを変化させながら、ExOne S-Max Pro 3Dプリンターを使用して「8」の字型の試験片を印刷しました。原材料はシリカ砂、バインダーは3Dプリントフラン樹脂、硬化剤は3Dプリント硬化剤でした(仕様は表1〜3を参照)。
Read More
By userAluminium-J, automotive-J, Technical Data-Jaluminum alloy, aluminum alloys, Applications, CAD, Casting Technique, Die casting, Microstructure, Review, 自動車産業, 자동차, 자동차 산업
この記事では、[EVERGREEN Joint Journal of Novel Carbon Resource Sciences & Green Asia Strategy]によって発行された論文[“ダイカストプロセスによるAl-Zn-Mg合金ハイブリッド複合材料の微細構造と耐摩耗性に関する研究”]を紹介します。 1. 概要: 2. 概要または序論 本研究論文では、航空宇宙用途における機械的特性とトライボロジー特性を向上させるために、ダイカスト技術を用いてAl-Zn-Mgハイブリッド金属マトリックス複合材料を作製する研究について述べています。この研究では、Al-Zn-Mgマトリックス中の炭化ケイ素(SiC)を2%一定に保ちながら、グラファイト(Gr.)の重量パーセント(1%、3%、5%、7%)を変化させることに焦点を当てています。試験片はASTM規格に従って作製され、表面研究と耐摩耗性研究が行われました。耐摩耗性率の分析は、一定の滑り速度で、様々な滑り距離と印加荷重下でピンオンディスク試験装置を用いて実施されました。複合材料と摩耗面を特性評価するために、微細構造解析とSEM像が用いられました。その結果、グラファイト含有量が増加すると初期には耐摩耗性が低下するものの、速度と荷重が増加すると耐摩耗性が増加することが示されました。特に、Al-Zn-Mg/2% SiC/7% Grハイブリッド複合材料は、非強化Al-Zn-Mg合金と比較して57.83%の耐摩耗性率の低下を示しました。摩耗面のSEM分析では、引っかき傷、プラウイング、剥離層、塑性変形などの特徴が明らかになりました。 3. 研究背景: 研究トピックの背景: 特定の特性を持つ材料の選択は、エンジニアリング設計において非常に重要です。アルミニウム(Al)合金は、優れた物理的および機械的挙動、特に凝着摩耗の低減において優れているため、自動車用途に有利です。金属マトリックス複合材料(MMC)は、構造強化を通じて機械的特性を制御するように設計されています。Al 7075合金は、高い靭性と引張強度により、航空宇宙および自動車分野で一般的に使用されています。グラファイトは、化学的不活性、低摩擦、および皮膜形成能力のために固体潤滑剤として利用されています。アルミニウムベースの複合材料にグラファイト粒子を添加すると、耐摩耗性を低減できます。ハイブリッド複合材料は、マトリックス合金の強化材として2種類以上の金属粒子を組み込んだもので、衛星軸受やレーザー反射器などの用途において、その強化された特性からますます重要になっています。 既存研究の現状: MMCの製造方法としては、粉末冶金、スクイズ鋳造、攪拌鋳造などが確立されています。攪拌鋳造は、特に費用対効果が高く、操作が簡単なため好まれています。スクイズ鋳造、コンポキャスト、溶射、攪拌鋳造など、さまざまな技術がMMCの製造に用いられています。摩擦攪拌処理(FSP)は、アルミニウム合金の耐摩耗性を向上させることが示されています。研究によると、AA2024合金中の炭化ホウ素(B4C)粒子は機械的特性を向上させます。MMCは一般的に従来の材料よりも優れた機械的特性を提供するため、自動車や海洋用途に適しています。直交配列を用いたAl2O3/SiC強化Al7075合金の耐摩耗性に関する研究が行われています。複合材料は、ウィスカ、繊維、金属粒子を組み込むことで作製され、従来の材料特性を強化します。攪拌鋳造法を用いてAW2024/B4C複合材料の特性を決定する試みが行われています。 研究の必要性: 先行研究では、複合材料の引張強度と硬度に及ぼすプロセスパラメータの影響、Al7075合金のトライボロジー特性に及ぼすSiC粒子の影響、ニッケル合金ベースのハイブリッド複合材料の特性などが調査されています。また、炭素繊維強化複合材料や潤滑剤添加剤のトライボロジー挙動に関する実験的研究も行われています。さらに、サイザル/PMMA複合材料に対する炭素繊維含有量の影響や、攪拌鋳造法で作製されたAl-Cuベースのハイブリッド複合材料の機械的挙動も研究されています。ナノ粒子強化接合部の摩擦攪拌接合に関する研究では、微細構造および巨視的構造解析に焦点が当てられています。既存の研究を踏まえ、本研究は、広く使用されている工業プロセスであるダイカストを用いて、Al-Zn-Mg/SiC/Grハイブリッド複合材料の表面検査と耐摩耗性に及ぼす強化材の影響を理解することに貢献することを目的としています。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は、ダイカスト法で作製されたAl-Zn-Mg合金ハイブリッド複合材料の微細構造と耐摩耗性に及ぼす炭化ケイ素(SiC)とグラファイト(Gr.)強化材の影響を調査することです。本研究は、航空宇宙用途の可能性を秘めた耐摩耗性を向上させるために、これらのハイブリッド複合材料の組成を最適化することを目的としています。 主要な研究課題: 5. 研究方法 研究デザイン: 本研究では、Al-Zn-Mgハイブリッド複合材料の作製と試験に焦点を当てた実験的研究デザインを採用しています。この研究では、炭化ケイ素を一定に保ちながらグラファイト強化材の重量パーセントを変化させ、これらの複合材料の微細構造と耐摩耗性を系統的に評価します。 データ収集方法: 分析方法: 研究対象と範囲: 研究対象は、炭化ケイ素(SiC)とグラファイト(Gr.)で強化されたAl-Zn-Mgハイブリッド複合材料でした。マトリックス材料は、共晶Al-Zn-Mg合金インゴットでした。研究範囲は、ダイカストAl-Zn-Mg複合材料の微細構造と耐摩耗性に及ぼす、一定のSiC含有量(2 wt.%)におけるグラファイト含有量(1 wt.%、3 wt.%、5 wt.%、7 wt.%)の変化の影響を調査することに限定されました。SiCとGr.の粒子サイズは、それぞれ156µmと165µmでした。 6. 主な研究結果: 主要な研究結果: 提示されたデータの分析: 図のリスト: 7. 結論: 主な知見の要約: 本研究では、ダイカストを用いてAl-Zn-Mg/SiC/Grハイブリッド複合材料の作製に成功しました。SiCとグラファイト強化材の組み込みにより、Al-Zn-Mg合金の耐摩耗性が向上しました。Al-Zn-Mg/2%
Read More
By userAluminium-J, automotive-J, Technical Data-JAluminum Casting, Aluminum Die casting, CAD, Casting Technique, CFD, Computational fluid dynamics (CFD), Die casting, High pressure die casting, Microstructure, Salt Core, 금형
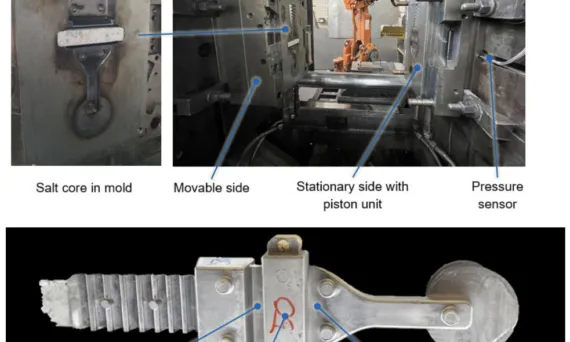
この論文概要は、[‘VIABILITY OF FLAX FIBER-REINFORCED SALT CORES FOR ALUMINUM HIGH-PRESSURE DIE CASTING IN EXPERIMENT AND SIMULATION’]という論文に基づいており、[‘International Journal of Metalcasting’]に掲載されました。 1. 概要: 2. 研究背景: 研究トピックの背景: 世界的な脱炭素化と排出量削減の要求の高まりは、軽量設計の概念を促進しており、中空部品またはアンダーカットのある部品がこのタスクを達成できます。アルミニウム高圧ダイカスト(HPDC)は、複雑でニアネットシェイプの3D部品を薄肉で大量生産するための経済的に効果的なプロセスであり、高い軽量化の可能性を提供します。しかし、高いゲート速度(60m/s)、高い充填圧力(1200 bar)、金型温度(最大280℃)、溶融温度(最大700℃)などの厳しい条件のため、HPDCによる複雑な中空軽金属部品の製造は困難です。後処理で除去される消耗品またはロストコアは、これらの複雑な形状を実現できます。課題は、プロセスにおける高い抵抗性と容易な除去性の両方をバランス良く備えたロストコア材料を見つけることです。 既存研究の現状: バインダーフリー塩と融点の高い塩混合物は、バインダー安定化コアよりも強度と表面品質が優れている適切なロストコア材料であることが証明されています。バインダーフリー塩コアは、粉末の焼結、溶融物の鋳造、またはスラリーの湿式圧縮成形によって製造できます。しかし、凝集のためにイオン結合に依存するバインダーフリー塩の脆さは、動的な負荷がクラックやフラッシュを引き起こす可能性があるHPDCでの適用を制限します。これらの問題を軽減するための既存のアプローチには、コアをゲートから遠ざける、機械パラメータを減らす、肉厚を厚くする、または高温での強度低下を受け入れるなどがあります。 研究の必要性: 従来の塩コアは、HPDCの非常に動的な負荷の下ではしばしば破損し、スクラップ部品につながります。特にモビリティ分野のように要求の厳しい分野で、複雑な中空部品へのHPDCの適用を拡大するためには、より堅牢なロストコア材料が必要です。 3. 研究目的と研究課題: 研究目的: 本論文の目的は、HPDCにおけるロストコア用の新しい繊維強化塩材料の実現可能性を示すことです。本研究では、シミュレーションを利用してコアインサートに作用する過渡的な曲げモーメントを推定し、これらの知見を鋳造実験で検証します。 主要な研究課題: 取り組むべき主要な研究課題は次のとおりです。 研究仮説: 中心的な仮説は、フラックス繊維強化が塩コアの靭性を向上させ、HPDCの動的な負荷に耐えることを可能にし、複雑な中空アルミニウム部品の製造に実行可能な状態を維持できるということです。また、シミュレーションはHPDC充填中の塩コアにかかる負荷を正確に予測できるという仮説も立てられています。 4. 研究方法 研究デザイン: 本研究では、実験的調査とシミュレーションベースの調査を組み合わせた混合手法アプローチを採用しています。実験には、繊維強化塩コアの機械的特性を評価するための三点曲げ試験と、実際の鋳造条件下でのコアの生存可能性を評価するためのHPDC実験が含まれます。シミュレーションには、アルミニウム溶融金属の流れとHPDC充填中の圧力分布をモデル化するために、ANSYS Fluent 2023R1を使用した2Dおよび3D数値流体力学(CFD)分析が含まれます。 データ収集方法: 分析方法: 研究対象と範囲: 本研究は、湿式圧縮成形によって製造されたフラックス繊維強化塩コアに焦点を当てています。2種類のフラックス繊維強化塩コア試験片(F0310およびF3010)と従来の焼結塩コア(NaCIEM)を試験しました。HPDC実験は、Italpress IP 300 SC冷間チャンバーダイカストマシンとEN-AC AlSi9Cu3(Fe)アルミニウム合金を使用して実施されました。シミュレーションは、コアインサートを備えた長方形パイプ鋳造形状の2Dおよび3Dモデルを使用して実行されました。 5. 主な研究結果: 主要な研究結果: データ解釈:
Read More
By userAluminium-J, automotive-J, Technical Data-Jaluminum alloy, aluminum alloys, Applications, CAD, Casting Technique, Die casting, Efficiency, 金型, 금형, 자동차 산업
本論文概要は、[‘International Journal Science and Technology’]によって発行された[‘内燃機関車両用成形品のダイカストプロセスと構造の分析’]論文に基づいて作成されました。 1. 概要: 2. 抄録または序論 抄録:ダイカストは、金属製品、特に車両の内燃機関を製造するための製造プロセスの一部です。成形は、冶金プロセスまたはポリマープロセスから製品を作成するための構成要素です。基本的に、成形プロセスのすべての部分は、3つのプロセス条件を使用します。最初はプロセス生産用の固体原料、2番目は成形を使用して製品を作成するための原料の溶融プロセス、3番目はプロセス成形プロセス後の最終製品部品用の固体です。本研究では、SUV容量2.7Lの内燃機関車両用エンジンの成形プロセスと構造を分析します。金型鋳造は、基本原料としてシリカ砂、樹脂、ベントナイト、および海炭を使用して仕様を使用します。結果は、機械から成形までの最適圧力が109675.8 Nであることを示しています。スポットテストチェックの結果、ダイカストプロセス後、車両エンジン10個の試験片で亀裂が発見されなかったことを示しています。キーワード:ダイカスト (Die Casting)、成形 (Molding)、内燃機関 (Internal Combustion Engine)。 序論:内燃機関(ICE)は、車両の構成要素の一部です。エンジンの開発プロセスの一つがダイカストです。ダイカストは、自動車産業の開発における製造プロセスです。基本的に、エンジンの耐久性は、設計、構造、および開発時の製造プロセスによって影響を受けます。[1]。アルミニウム合金ギアボックスシェルのダイカスト金型設計とプロセス最適化の結果、ベンチおよびロードテスト後のギアボックスシェルの漏れ問題の解決を目的として、数値シミュレーションと産業用CT分析を通じて原因が特定され、漏れの対応する位置に高圧点冷却を追加することで問題が解決され、最適化の正確性が検証されました[2]。自動車部品用圧力ダイカスト金型の設計と分析の結果、すべての機械加工を削減し、少量生産に最適なプロセスにできることが示されています[3]。ロストフォーム鋳造におけるA356合金鋳物の気孔率に対する耐火性骨材形状の影響の結果、鋳物の特定の位置で欠陥が分析され、光学顕微鏡を通じて統計的にカウントされたことが示されています。結論として、膨張黒鉛とボーキサイトクリンカーの組み合わせは、A356 LFCで最高の品質の鋳物を生成します。[4]。A356合金の微細構造および機械的特性を改善するためのロストフォーム鋳造技術への直接水冷プロセスの適用、結果は、約195±3.5 MPaの極限引張強度、4.45±0.78%の伸び、および84±1.77 HBの硬度で、最高に得られた機械的値が見つかりました。 3. 研究背景: 研究テーマの背景: 本論文は、自動車産業、特に内燃機関(ICE)部品の製造におけるダイカストの応用に取り組んでいます。ダイカストは、金属部品の生産効率の高さから、エンジン開発における重要な製造プロセスとして強調されています。エンジンの耐久性は、本質的にその設計、構造的完全性、および開発中に採用された製造プロセスに関連しています。 既存研究の現状: 序論では、現在の研究の文脈を設定するために、以前の研究を参照しています。 研究の必要性: 本研究は、ICEのような重要な自動車部品の製造プロセスを最適化する必要性が継続的に提起されているために必要です。ダイカストプロセスとエンジン成形品の構造を分析することは、これらの部品の品質と信頼性を確保するために非常に重要です。本研究は、最適な圧力設定を達成し、ダイカストエンジンブロックの構造的完全性を検証することに焦点を当て、エンジン製造のためのダイカストの基本的な側面に取り組んでいます。 4. 研究目的と研究課題: 研究目的: 主な研究目的は、内燃機関車両用の成形品のダイカストプロセスと構造を分析することです。具体的には、本研究は2.7L SUV容量エンジンの金型を開発し、指定された材料を使用してダイカストプロセスに対する最適な圧力を決定することを目的としています。 主要な研究課題: 主要な研究課題は、次の点に焦点を当てています。 研究仮説: 仮説として明示的に述べられていませんが、本研究は、最適化された圧力条件下で、HSN 7061アルミニウム合金とシリカ砂、ベントナイト、海炭、および樹脂で作られた金型を使用して、ダイカストによって2.7L ICE用の欠陥のないエンジンブロックを製造する可能性を暗黙的にテストします。予想される結果は、ダイカストプロセスパラメータ、特に圧力を制御し、適切な材料を使用することにより、亀裂や構造的欠陥のないエンジンブロックを製造できることを実証することです。 5. 研究方法: 研究デザイン: 本研究では、エンジンブロックをダイカストし、その後その構造的完全性を評価することに焦点を当てた実験的デザインを採用しています。このプロセスには、材料準備、金型作成、油圧プレスを使用したダイカスト、冷却、仕上げ、および非破壊検査が含まれます。 データ収集方法: データ収集方法は次のとおりです。 分析方法: 使用された分析方法は次のとおりです。 研究対象と範囲: 6. 主な研究結果: 主な研究結果: 提示されたデータの分析: 図リスト: 7.
Read More



![Figure 1. Various matrix and strengthening materials are utilized for MMC production[25].](https://castman.co.kr/wp-content/uploads/image-1561-570x342.webp)