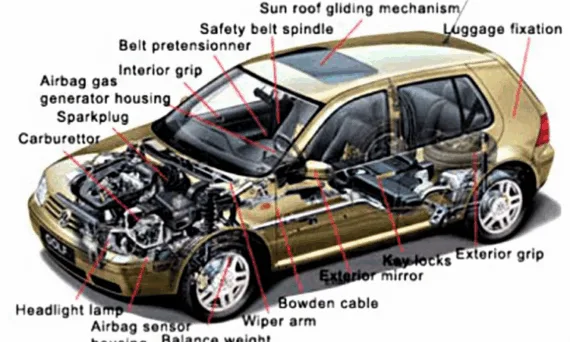
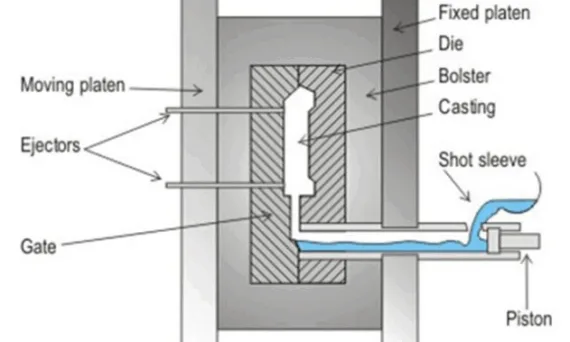
google AI 08/29/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , Applications , CAD , Casting Technique , Die casting , Microstructure , Review , Sand casting , 金型 はい、承知いたしました。ご指示に従い、指定された論文を分析し、ダイカスト製品メーカー「CASTMAN」の企業ブログ向けに、SEOを意識した技術解説記事を作成します。論文の情報のみを使用し、推測や創作は一切行いません。以下に、指定されたテンプレート形式で作成したブログ記事を日本語で記述します。 この技術概要は、[Materials Today: Proceedings] ([2020年]) に掲載された [Madhav Goenka氏ら] による学術論文「[Automobile Parts Casting-Methods and Materials Used: A Review]」に基づいています。CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。 キーワード エグゼクティブサマリー 多忙なプロフェッショナルのための30秒概要 課題:なぜこの研究がダイカスト専門家にとって重要なのか 自動車産業は年々高度化し、メーカーは常に車両の軽量化と高強度化の両立という課題に取り組んでいます。特に、NCAP(新車アセスメントプログラム)によって設定された厳しい安全基準を満たすためには、部品の強度を従来よりも大幅に向上させる必要があります。この要求が、自動車メーカーに部品製造のための新しく革新的な手法の開発を促しています。 本稿でレビューされている鋳造法は、特定の寸法を持つ金型に溶融金属を流し込み、目的の形状を得るプロセスです。鋳造は、コスト効率が高く、寸法精度の高い部品を製造できるため、産業界で広く採用されています。この研究は、自動車部品の製造に用いられる様々な鋳造法と材料を包括的にレビューし、各プロセスの長所と短所を明らかにすることで、現代の自動車製造が直面する課題への解決策を探るものです。 アプローチ:研究方法の解明 本研究は、特定の実験を行うものではなく、自動車部品製造の分野で確立された主要な鋳造技術に関する包括的な文献レビューです。著者らは、以下の5つの鋳造プロセスに焦点を当て、その技術的特徴、利点、欠点、そして主に使用される材料を整理・分析しました。 これらの比較分析を通じて、各部品に最適な材料と製造プロセスの組み合わせを考察しています。 発見:主要な研究結果とデータ 本レビューでは、各鋳造法の比較からいくつかの重要な知見が示されています。特に、材料選択とプロセス特性が最終製品の品質に与える影響が明確にされています。 発見1: エンジンブロックの性能を左右する材料選択 エンジンブロックの製造において、従来使用されてきたねずみ鋳鉄(Grey Cast Iron)と、近年注目されるコンパクト黒鉛鋳鉄(Compacted Graphite Cast Iron, CGI)では、機械的特性に大きな差があります。表1が示すように、CGIはねずみ鋳鉄と比較して、弾性係数が98-110 GPaから170-190 GPaへ、引張強さが160-320 MPaから300-600 MPaへと大幅に向上しています。この優れた強度重量比により、CGIは現代の高性能エンジンブロックに適した材料とされています。 発見2: 複雑なアルミニウム部品の量産におけるダイカストの卓越性 ダイカストは、特にアルミニウムや亜鉛を用いた軽量部品の大量生産においてその真価を発揮します。表2によれば、アルミニウムダイカスト用の金型寿命は最大1,000,000サイクルに達し、マグネシウムの100,000サイクルを大きく上回ります。また、最小肉厚0.75mm、表面粗さ約2.2マイクロメートルという薄肉で滑らかな表面仕上げの部品を製造可能です。図1に示されるように、バルブカバー、トランスミッションハウジング、ホイールなど、自動車の多岐にわたる部品がこの方法で製造されており、高い生産性と均一性を実現しています。 研究開発および製造現場への実践的示唆 本論文の考察と結論は、 বিভিন্ন専門分野の技術者にとって有益な指針となります。 論文詳細 Automobile Parts Casting-Methods and Materials Used: A Review
Read More
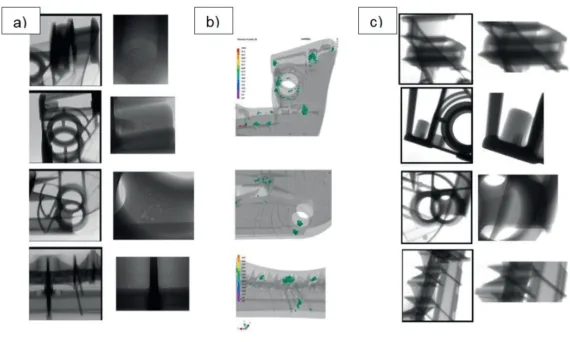
user 08/28/2025 Aluminium-J , Technical Data-J Aluminum Casting , AUTOMOTIVE Parts , CAD , Casting Technique , Die casting , High pressure die casting , High pressure die casting (HPDC) , Quality Control , 금형 , 자동차 , 자동차 산업 , 해석 この技術概要は、[Giovanni Cecchel, Antonio Fabrizi, Paolo F. Bariani]による学術論文「[High Pressure Die Casting of Rheocast Aluminium Alloys using a New Industrial Approach]」([La Metallurgia Italiana])に掲載されたものです。本論文はCASTMANがAIの支援を受け、技術専門家向けに分析・要約しました。 Keywords Executive Summary 多忙なプロフェッショナル向け30秒概観 The Challenge: Why This Research Matters for HPDC Professionals 高圧ダイカスト(HPDC)は、大量生産される自動車部品やエレクトロニクス部品の製造において、高い生産効率とコスト優位性から広く利用されています。しかし、従来のHPDCプロセスでは、高速な金型充填によって引き起こされる激しい乱流と高い熱勾配が、空気の巻き込みによるガス欠陥や酸化物の介在物を引き起こすという固有の課題を抱えていました。これらの欠陥は、鋳造部品の機械的特性を損ない、特に溶接や熱処理といった二次加工の適用を困難にしていました。その結果、HPDC部品は構造部品や熱処理を必要とする高性能アプリケーションでの使用が制限され、特定の設計要件を満たすためには砂型鋳造や低圧鋳造などの代替プロセスに頼らざるを得ない状況でした。この研究は、HPDCの生産効率を維持しつつ、これらの内在する欠陥を克服し、より高品質で機能性の高いHPDC部品を製造するための革新的なアプローチを模索するものです。これは、HPDCの適用範囲を拡大し、より demanding な業界ニーズに応える上で極めて重要です。 The Approach: Unpacking the Methodology 本研究では、従来の溶融金属ではなく、半溶融状態のアルミニウム合金スラリーを使用する新しいレオキャスティングHPDCアプローチを採用しました。使用された合金は、標準的なEN AB 46100アルミニウム合金でした。このプロセスは、まず、射出チャンバーに導入される前に、誘導炉で溶融金属を半溶融状態のスラリーに変換することから始まります。このスラリーは、液相率が約50〜70%の範囲に制御され、球状化した固体粒子が液相中に均一に分散した非デンドライト組織を特徴とします。 実験は、主に自動車産業で使用されるクラッチハウジング部品の製造を通じて行われました。この部品は、冷却速度が高く、非常に薄い壁を持つ複雑な形状をしており、従来のHPDCでは欠陥が生じやすい典型的なケースです。レオキャスティングHPDCでは、スラリーの温度、射出速度、加圧プロファイルなどのプロセスパラメータが、欠陥の発生を最小限に抑え、均一な微細構造を確保するために最適化されました。 鋳造された部品は、非破壊検査(X線検査)によって内部欠陥の有無が評価され、引張試験によって機械的特性(引張強度、降伏強度、伸び)が測定されました。さらに、熱処理および溶接後の部品の挙動も評価され、従来のHPDC部品との比較が行われました。この徹底的なアプローチにより、新しいレオキャスティングプロセスの有効性が多角的に検証され、その産業的応用可能性が裏付けられました。 The Breakthrough: Key Findings & Data 本研究で最も重要な発見は、新しいレオキャスティングHPDCアプローチが、従来のHPDCと比較して、鋳造部品の内部品質と機械的特性を大幅に向上させることを実証した点です。 [H3]
Read More
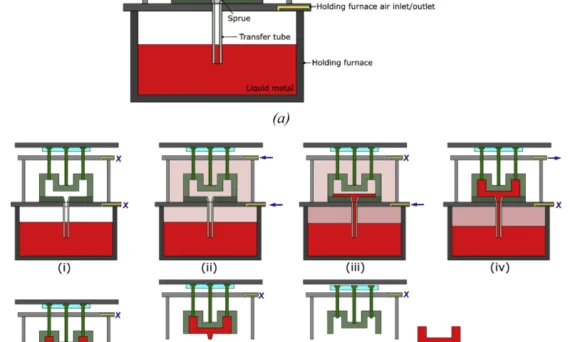
user 08/27/2025 Aluminium-J , Technical Data-J aluminum alloy , AUTOMOTIVE Parts , CAD , Casting Technique , Computer simulation , Die casting , High pressure die casting , Microstructure , Permanent mold casting , secondary dendrite arm spacing , 금형 , 자동차 산업 1. 概要: 2. 抄録: カウンタープレッシャー鋳造(Counter pressure casting, CPC)は、アルミニウム部品生産における優れた能力が報告されていることから、低圧ダイカスト(LPDC)の代替として自動車製造業界で注目されています。本研究は、CPCの特徴的な要素(適用されるチャンバー圧力)が、プロセス中に生じる流体の流れや熱輸送、そして鋳造品質にどのように影響するかを初めて包括的に調査したものです。自動車用サスペンションコントロールアームを製造する商用CPCプロセスから、2つのプロセス条件(標準生産条件と低背圧条件)で大量の高品質データを取得しました。データ分析の結果、凝固中の熱伝達、鋳放し状態の微細組織、機械的特性に関して、2つのプロセス圧力条件間に有意な差はないことが示されました。一般的に、金型内で測定された温度は2つのプロセス条件で10℃以内の差であり、鋳物から得られたサンプルの最大引張強さ(UTS)も2つの条件間で7%以内の差でした。さらに、2つのプロセス条件で得られた二次デンドライトアーム間隔(SDAS)にも測定可能な差は観察されませんでした。しかし、チャンバー背圧を適用すると、充填段階でのベント(ガス抜き)速度が著しく低下し、低背圧条件と比較して充填時間が12秒遅延しました。元々LPDC用に開発された計算モデリング手法をCPCプロセスのシミュレーションに適用しました。このモデルは、高背圧条件で観察されたベント速度の低下による充填遅延を考慮するために、圧力曲線を調整するだけで済みました。予測結果は測定データとよく相関しており、このモデリング手法が永久鋳型ダイカストプロセスに広く適用可能であることを示しています。 3. 序論: エネルギーおよび排出ガスに関する厳しい規制と社会的圧力により、自動車業界では鉄系鋳物の代替として軽量アルミニウム部品の使用が増加しています。これらの部品の生産には、低圧ダイカスト(LPDC)と高圧ダイカスト(HPDC)が最も広く用いられています。カウンタープレッシャー鋳造(CPC)は比較的新しい技術であり、背圧をかけながら金型を充填することでLPDCよりも高品質な部品を生産すると主張されています。コンピュータベースのシミュレーションは鋳造プロセスの最適化における重要なツールとなっていますが、CPCへの適用は限定的であり、プロセスの利点とシミュレーションモデルの両方を検証するための高品質な産業データが不足しています。本研究は、商用CPCプロセスを広範囲にわたって特性評価し、背圧が充填および凝固挙動に与える影響を定量的かつ包括的に評価し、計算モデリング手法を検証することを目的としています。 4. 研究の要約: 研究テーマの背景: CPCプロセスは、金型システムが圧力チャンバー内に配置されるという点でLPDCの一種です。このチャンバーを加圧することにより、充填と凝固の段階が従来のLPDCよりも高い絶対圧力下で行われます。この圧力上昇により、自由表面の乱流が減少し、酸化膜の巻き込みが抑制されること、熱伝達が向上し微細組織が微細化すること、そして収縮によるポロシティ(鋳巣)が減少し、鋳造品質が向上すると主張されています(Ref. [9], [18])。しかし、これらの主張を裏付ける、工業生産から得られた査読済みのエビデンスは不足しています。 先行研究の状況: CPCプロセスに関する先行研究は限られています。いくつかの計算モデリング研究が報告されており、ポロシティ形成の予測(Ref. [10])やCPCとLPDCプロセスの比較(Ref. [19])に焦点を当てています。基本的に、両プロセスは同じモデリング原理で記述でき、主な違いは充填と凝固中の圧力レジームです。しかし、これらのモデルとCPCの利点を工業規模の設備を用いて包括的に実験的に検証した研究は、これまで文献にありませんでした。 研究の目的: 本研究の第一の目的は、CPCプロセスで適用されるチャンバー圧力(背圧)が、流体の流れ、熱輸送、および最終的な鋳造品質に与える影響を包括的かつ定量的に調査することです。第二の目的は、元々LPDC用に開発された計算モデリング手法をCPCプロセスに適用し、その精度と堅牢性を評価して、永久鋳型ダイカストプロセスへのより広範な適用可能性を評価することです。 研究の核心: 本研究の核心は、A356アルミニウム合金製の自動車用コントロールアームを生産する商用CPC機で実施された広範なプラント内特性評価キャンペーンです。高い背圧を伴う標準生産条件(CPC-SP)と、大気圧のチャンバー圧力でLPDCプロセスを模倣した条件(CPC-LP)という2つのプロセス条件を比較しました。この研究には、詳細な金型内温度測定、鋳造後の微細組織(SDAS)および機械的特性(UTS)の分析、CTスキャンによるポロシティ評価が含まれます。これらの実験結果は、ProCASTで開発されたCPCプロセスの計算モデルを検証するために使用されました。 5. 研究方法論 研究設計: 本研究は比較実験研究として設計されました。工業用CPCプロセスを用いて、以下の2つの異なる条件下で自動車用コントロールアームを製造しました。 データ収集・分析方法: 研究テーマと範囲: 本研究は、A356アルミニウム合金製自動車用コントロールアームを対象とした工業用CPCプロセスに焦点を当てています。研究範囲は、金型充填、凝固から鋳造後の分析まで、プロセス全体を網羅しています。調査された主要なテーマは、チャンバー背圧が以下の項目に与える影響です。 6. 主な結果: 主な結果: 図のタイトルリスト: 7. 結論: 本研究は、工業的なCPCプロセスにおける適用チャンバー圧力の影響に関する初の包括的な調査を提供します。広範なプラント内データと鋳造後の特性評価の分析により、増加した背圧の主な効果は、ベント効率の低下に起因する大幅な充填遅延(約12秒)であることが明らかになりました。一部の業界の主張とは対照的に、本研究では、チャンバー圧力が金型内の熱履歴の推移に有意な影響を与えず、最終的な鋳物の微細組織(SDAS)や機械的特性(UTS)にも測定可能な改善をもたらさないことがわかりました。さらに、本研究は、元々LPDC用に開発された計算モデリング手法が、わずかな変更を加えるだけでCPCプロセスに広く適用可能であることを成功裏に実証し、さまざまな永久鋳型ダイカスト操作に対するその堅牢性を確認しました。 8. 参考文献: 9. 著作権: 本資料は上記論文に基づいて要約したものであり、商業目的での無断利用を禁じます。Copyright © 2025 CASTMAN. All rights reserved. 論文の要約: 本研究は、工業用自動車部品に対するカウンタープレッシャー鋳造(CPC)プロセスにおけるチャンバー背圧の影響を包括的に調査したものです。その結果、背圧は鋳型の充填を約12秒遅延させるものの、鋳物の熱履歴、微細組織、または機械的特性には測定可能な影響を与えないことが示されました。また、LPDC用の計算モデリング手法が、わずかな調整でCPCプロセスに広く適用可能であることも実証しています。 研究に関する主な質問と回答: Q1. CPCプロセスの金型充填段階でチャンバー背圧をかけることの最も大きな影響は何ですか?
Read More
user 08/27/2025 Aluminium-J , Technical Data-J Applications , CAD , Casting Technique , Die casting , Mechanical Property , Microstructure , Quality Control , Review , STEP , 금형 この技術概要は、M. Thirugnanam氏が執筆し、2013年の第61回インド鋳造会議(INDIAN FOUNDRY CONGRESS)会報に掲載された論文「Modern High Pressure Die-casting Processes for Aluminium Castings」に基づいています。この内容は、CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。 キーワード エグゼクティブサマリー 多忙な専門家のための30秒概要 課題:なぜこの研究がHPDC専門家にとって重要なのか 従来の高圧ダイカスト(HPDC)プロセスは、本質的に非常に激しく、乱流を伴います。溶融アルミニウムは毎秒20~45メートルの高速で金型キャビティに射出され、このプロセスは数ミリ秒で完了します。これにより、キャビティ内の空気が脱出する十分な時間がなく、鋳造品の内部にかなりの量の空気やガスが閉じ込められてしまいます。 これらの空気/ガスの気泡は、鋳造品の強度を低下させる主な原因となります。さらに大きな問題は、この欠陥のために鋳造品を溶接したり、T6のような熱処理を通じて機械的特性を強化したりできないことです。熱処理時に閉じ込められたガスが膨張し、製品に欠陥を引き起こすためです。このような限界は、より高い性能と信頼性を要求する最新の製品設計の要件を満たすことを困難にします。 アプローチ:多様な新工法の原理 本論文は、従来のHPDCの限界を克服するために開発された、いくつかの革新的な次世代アルミニウム高圧ダイカストプロセスを紹介します。各プロセスは、欠陥の根本原因である乱流とガス混入を抑制することに焦点を当てています。 核心的なブレークスルー:主な発見とデータ 論文で提示されたデータは、これらの新プロセスが鋳造品質に与える革新的な影響を明確に示しています。 発見1:スクイズキャスティングによるガス含有量の画期的な削減 スクイズキャスティングプロセスを適用した際、鋳造品のガス含有量はアルミニウム100gあたり1ccという非常に低いレベルで示されました。これは、従来のHPDCでは不可能だったT6熱処理と溶接を可能にする核心的な改善点です。このプロセスの一般的なプロセスパラメータは、金属温度720°C、金型温度300°C、ゲートまでの射出速度0.2 m/sec、ゲート速度0.3~0.35 m/secと提示されました。 発見2:真空技術で達成した超高純度鋳造品 真空ダイカスト技術の発展は、ガス含有量の削減に大きく貢献しました。 研究開発および運用への実用的な示唆 本論文の研究結果は、さまざまな分野の専門家に次のような条件付きの洞察を提供します。 専門家Q&A:核心的な質問への回答 Q1: 従来のHPDCが空気気泡のような欠陥に対して脆弱な根本的な理由は何ですか? A1: 従来のHPDCは、毎秒20~45メートルに達する非常に高速で激しい速度で溶融金属を射出します。このプロセスが数ミリ秒で終わるため、金型キャビティ内の空気が脱出する時間が絶対的に不足し、溶湯内部に閉じ込められてしまいます。これが気孔欠陥の主な原因です。 Q2: 論文で言及されているアキュラッド(Acurad)プロセスの「厚いゲートと低い射出速度」にはどのような利点がありますか? A2: 厚いゲートと低い射出速度は、溶融金属が乱流なく層をなして滑らかに充填される「層流充填」を促し、空気の混入を最小限に抑えます。また、このプロセスは第2プランジャーを利用した「強制供給(forced feed)」メカニズムを通じて、凝固収縮による気孔を抑制する特徴があります。 Q3: 「バキュラル(Vacural)プロセス」と一般的な真空プロセスの核心的な違いは何ですか? A3: バキュラルプロセスは、パーティングラインやエジェクターピンなどのシール性を改善し、圧力を下げて溶湯をショットスリーブに直接吸引する方式を使用します。これにより、一般の真空プロセス(20~50 kP)よりもはるかに低い圧力(5 kPレベル)を達成し、結果としてガス含有量をアルミニウム100gあたり1~3 ccという極微量に減らすことができます。 Q4: 論文で言及されている半溶融金属鋳造プロセスの主な利点は何ですか? A4: 主な利点としては、1) より低い金属作動温度、2) 金型寿命の延長、3) 巻き込みガス量の減少、4) 凝固収縮の減少、そして5) 微細で均一な合金の微細組織の確保が挙げられます。
Read More
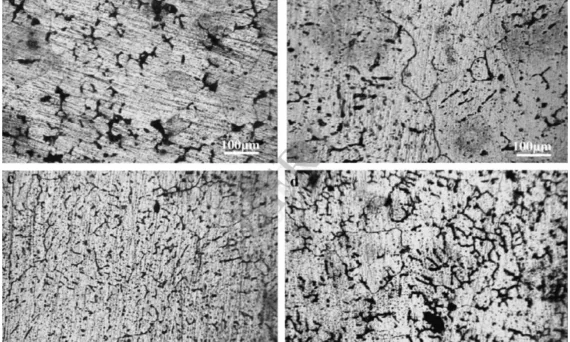
user 08/19/2025 Aluminium-J , Copper-J , Technical Data-J Alloying elements , aluminum alloy , Applications , CAD , Casting Technique , Die casting , Microstructure , Quality Control , Review , STEP , 금형 この技術概要は、S. Ezhil Vannan S. Paul Vizhianによって発表された学術論文「Development And Characterization Of Copper-Coated Basalt Fiber Reinforced Aluminium Alloy Composites」(Vol. 2 Issue 8, August – 2013, ISSN: 2278-0181)に基づいています。ハイプレッシャーダイカスト(HPDC)の専門家向けに、CASTMANがAIの支援を受けて分析・要約しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 軽量かつ高強度なアルミニウム基複合材料(MMC)は、自動車や航空宇宙分野でますます重要になっています。しかし、セラミック系の強化繊維(本研究では玄武岩繊維)をアルミニウム溶湯に添加する際、根本的な課題が生じます。それは「濡れ性」の低さです。 本論文の序論で指摘されているように、繊維表面の負の電子とアルミニウム表面の負の酸素アニオン単層との間の反発力により、溶湯が繊維に均一に浸透しにくくなります[9]。その結果、繊維と母材の間に空隙(ボイド)が生じたり、繊維が凝集したりして、期待される機械的特性が得られないケースが多くあります。これは、HPDCプロセスにおいても、材料の充填不良や機械的特性のばらつきといった品質問題に直結する重要な課題です。 アプローチ:研究手法の解明 この課題を克服するため、研究チームは玄武岩繊維の表面改質というアプローチを取りました。具体的な手法は以下の通りです。 ブレークスルー:主要な研究結果とデータ 本研究は、銅コーティングがアルミニウム基複合材料の機械的特性に劇的な改善をもたらすことをデータで明確に示しました。 HPDC製品への実践的応用 この研究結果は、HPDCの現場にいくつかの重要な示唆を与えます。 論文詳細 1. 概要: 2. Abstract: 本研究の目的は、銅コーティングされた短玄武岩繊維で強化したAl合金複合材料の効果を調査し、未コーティングの短玄武岩繊維Al金属基複合材料(MMC)と比較することであった。2.5, 5, 7.5, 10 wt.%の短玄武岩繊維で強化した5種類のAl MMCをスクイズキャスト法で作製した。両タイプのMMC(コーティングおよび未コーティング)について、ASTM規格に基づき、弾性率、極限引張強度、延性、および微細構造変化を試験した。結果として、短玄武岩繊維へのCuコーティングは、短玄武岩繊維の均一な分布と繊維の軸方向への整列によりヤング率を増加させ、最小限の偏析で合金の極限引張強度も母材強化と合金結晶粒の微細化により増加したが、ボイドの存在により延性は著しく減少した。両MMCの微細構造と破断面は、それぞれ光学顕微鏡とSEMマイクログラフを用いて観察された。破断面での繊維の引き抜けが観察されなかったこと、および機械的特性が向上したことは、液体合金による繊維の良好な濡れ性に起因するものであった。 3. Introduction: 金属基複合材料(MMC)の特性は、金属母材と繊維表面との間の界面現象に強く依存する[1]。界面は複合材料の全体的な性能において最も重要な役割を果たす。液体金属による強化材の濡れ性は、高い界面結合強度を達成するための鍵となる要素である。界面結合を改善する方法には、母材組成の改質[2]、強化材のコーティング[3]、プロセスパラメータの制御[4]などがある。これらの方法の中でも、母材と強化材間の濡れ性を改善するための繊維表面の改質または金属コーティングが有効である[5]。繊維表面への金属コーティングには多くの技術があるが、無電解銅コーティングは、その単純さ、低コスト、使いやすさから研究コミュニティで非常に好まれている[6]。また、望ましくない界面反応を防ぎ、強化材の全体的な表面エネルギーを増加させることで濡れ性を促進するために成功裏に適用されてきた[7-8]。 4. Summary of the study: 本研究は、アルミニウム合金7075を母材とし、短玄武岩繊維を強化材として使用した金属基複合材料(MMC)の開発と特性評価を行った。特に、繊維と母材間の濡れ性および界面結合性を改善する目的で、無電解めっき法による銅コーティングを繊維に施し、その効果を未コーティングの繊維を用いた複合材料と比較した。2.5%から10%までの異なる重量分率の繊維を含む複合材料をスクイズキャスト法で作製し、引張試験と微細構造観察を通じて、コーティングがヤング率、引張強度、延性、繊維の分散性に与える影響を定量的に評価した。
Read More
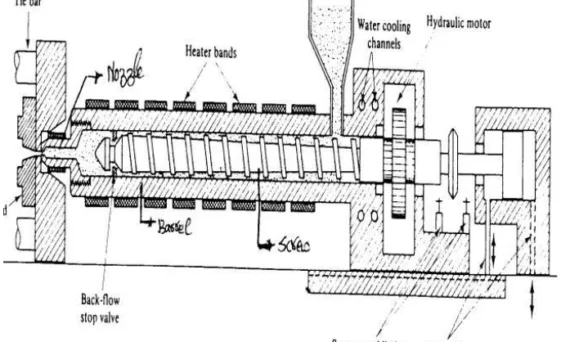
user 08/04/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Casting Technique , Die casting , High pressure die casting , Mechanical Property , Microstructure , Quality Control , 금형 Al6061合金の性能向上:アルミナ粒子添加が引張強度と耐摩耗性を最大化する最適条件とは この技術概要は、Mahendra HM氏らによって執筆され、Journal of Material Science and Metallurgy(2018年)に掲載された学術論文「Mechanical Properties of Al6061- Al₂O₃ Metal Matrix Composite Using Die Casting Technique」に基づいています。本稿は、高圧ダイカスト(HPDC)の専門家のために、株式会社STI C&Dのエキスパートが要約・分析したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 金属マトリックス複合材料(MMC)は、航空宇宙、自動車、タービンなどの先進的な用途において、その優れた特性からますます注目を集めています。特にアルミニウム合金は軽量でありながら、さらなる強度や耐摩耗性の向上が常に課題となっています。 ダイカスト法は、MMCを大量生産するための効率的で低コストな手法として知られていますが、強化粒子の均一な分散を達成し、凝集(アグロメレーション)を防ぐことが、安定した高品質な製品を製造する上での大きなハードルです(Ref. [3, 6])。本研究は、広く使用されているAl6061合金にセラミック粒子であるアルミナ(Al₂O₃)を添加することで、これらの課題を克服し、機械的特性をいかに向上させることができるかを探るものです。この知見は、より高性能なダイカスト部品を開発しようとするすべての技術者にとって、貴重な指針となります。 アプローチ:研究方法の解明 本研究では、高圧ダイカスト法を用いてAl6061-Al₂O₃複合材料を作製しました。この手法の実験装置をFigure 1に示します。 母材にはAl6061アルミニウム合金、強化材には粒子径40μmのアルミナ(Al₂O₃)粒子が使用されました。Al₂O₃の添加量は、0wt%(非強化)、4wt%、8wt%、12wt%、16wt%の5つの水準で変化させました。溶融金属を750℃に加熱し、金型キャビティ内に射出することで、直径30mm、長さ300mmの円筒形試験片が作製されました。 得られた試験片に対し、以下の評価が実施されました。 発見:主要な結果とデータ 本研究により、Al₂O₃の添加がAl6061合金の特性に与える影響について、以下の重要な知見が得られました。 HPDC業務への実践的な示唆 本研究の結果は、実際のダイカスト製造現場において、以下のような実践的な示唆を与えます。 論文詳細 Mechanical Properties of Al6061- Al₂O₃ Metal Matrix Composite Using Die Casting Technique 1. 概要: 2. 抄録: 6061Al –
Read More
user 08/03/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , ANOVA , CAD , Casting Technique , Die casting , Quality Control , Sand casting , Taguchi method , 금형 タグチメソッドを活用してHDPE部品のひけを最小化する:コストと時間を削減するプロセス最適化のアプローチ この技術概要は、Harshal P. Kale氏およびDr. Umesh V. Hambire氏によって執筆され、International Journal of Science and Research (IJSR)に2015年に掲載された学術論文「Review on Optimization of Injection Molding Process Parameter for Reducing Shrinkage of High Density Polyethylene (HDPE) material」に基づいています。射出成形業界の専門家のために、株式会社STI C&Dのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究が射出成形の専門家にとって重要なのか 射出成形は、プラスチック部品を製造するための最も一般的で効率的な方法です。しかし、溶融したポリマーが金型内で冷却・固化する過程で発生する体積収縮、すなわち「ひけ」は、製品の寸法精度や外観品質を損なう根本的な課題です。特に、自動車部品、家庭用品、包装容器など幅広い用途で使用される高密度ポリエチレン(HDPE)のような結晶性樹脂では、この問題が顕著になります。 従来、ひけを抑制するためのプロセスパラメータの最適化は、技術者の経験と勘に頼る試行錯誤の繰り返しであり、多大な時間とコストを要していました。本稿でレビューされている研究は、この課題に対し、統計的なアプローチであるタグチメソッドを用いることで、より科学的かつ効率的に解決策を見出すことを目的としています。これは、品質の安定化と生産性向上を目指す全ての製造現場にとって重要なテーマです。 アプローチ:研究方法論の解明 本論文は、HDPEのひけを低減するための射出成形パラメータ最適化に関する複数の研究をレビューしたものです。これらの研究で共通して採用されている中核的な手法が、品質工学の権威である田口玄一博士によって開発された「タグチメソッド」です。 このアプローチの要点は以下の通りです。 このレビューでは、これらの手法を用いて、溶融温度、射出圧力、保圧、保圧時間、冷却時間といったパラメータがひけにどう影響するかを調査した先行研究(例:[9], [11], [12])の結果をまとめています。 発見:主要な研究結果とデータ 本レビュー論文で分析された複数の研究から、以下の重要な知見が明らかになりました。 実務への応用:あなたの射出成形オペレーションへの示唆 このレビュー論文で示された知見は、実際の製造現場における品質改善とコスト削減に直接的に貢献する可能性があります。 論文詳細 Review on Optimization of Injection Molding Process Parameter for
Read More
user 08/02/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , Aluminium die coating , Aluminum Casting , Aluminum Die casting , CAD , Casting Technique , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Sand casting , 알루미늄 다이캐스팅 , 자동차 산업 この記事では、[RWTHアーヘン大学]が発行した論文「A cost-efficient process route for the mass production of thin-walled structural aluminum body castings」を紹介します。 1. 概要: A cost-efficient process route for the mass production of thin-walled structural aluminum body castings 本記事では RWTH Aachen University で発行された論文 「A cost-efficient process route for the mass production of thin-walled structural aluminum body castings」を紹介します。 1. 概要: 2. 概要または序論 In order
Read More
user 07/29/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , ANOVA , Applications , CAD , Casting Technique , CFD , Die casting , Efficiency , Quality Control , Review , Sand casting , STEP , Taguchi method , 금형 シミュレーションと実験計画法(DOE)を活用し、欠陥を削減し歩留まりを最大化する最新アプローチ このテクニカルブリーフは、Yazad N. Doctor、Dr. Bhushan T. Patil、Aditya M. Darekarによって執筆され、International Journal of Science and Research (IJSR) (2015)に掲載された学術論文「Review of Optimization Aspects for Casting Processes」に基づいています。STI C&Dの専門家が、鋳造の専門家向けにその内容を要約・分析したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究が鋳造専門家にとって重要なのか 今日の製造業において、鋳造は複雑な形状の部品を大量生産するための不可欠な基盤技術です。しかし、Abstractで述べられているように、「欠陥のない鋳造品を最小の生産コストで」実現することは、常に業界の大きな課題です。鋳造欠陥は、湯口やゲートの位置、注入圧力、溶湯温度といった多数のプロセスパラメータに複雑に依存します (Introduction)。これらのパラメータを経験と勘だけで制御しようとすると、不良品の発生によるコスト増大や納期遅延につながりかねません。本稿は、これらの課題に対し、科学的かつ体系的なアプローチがいかに有効であるかを示しており、現場の技術者や管理者にとって喫緊の課題解決のヒントとなります。 アプローチ:研究方法の解明 本稿は、特定の実験を行ったものではなく、鋳造プロセスの最適化に関する25の先行研究を包括的にレビューしたものです。レビューされた研究に共通しているのは、最新の技術ツールを駆使した問題解決アプローチです。 具体的には、多くの研究者が以下の手法を組み合わせて使用しています。 このレビューは、これらの手法が個別の事例だけでなく、業界全体で広く有効であることを示しています。 ブレークスルー:主要な研究結果とデータ 本レビューで分析された数々の研究は、鋳造品質を向上させるための共通した成功パターンを明らかにしています。 あなたの鋳造オペレーションへの実践的な示唆 このレビューで示された知見は、実際の製造現場に直接応用できる貴重な洞察を提供します。 論文詳細 Review of Optimization Aspects for Casting Processes 1. 概要: 2. アブストラクト: 今日のグローバルな競争環境において、鋳造工場やファウンドリは、短いリードタイムで部品を開発する必要がある。最小の生産コストで欠陥のない鋳造品を製造することが、この不可欠な産業のニーズとなっている。鋳造品の不合格は、欠陥のある部品が原因で発生する。これらの欠陥は、様々なプロセスパラメータに依存しており、各種の最適化手法を用いて改善する必要がある。IT産業は製造業の助けを借りて、鋳造プロセスをシミュレートする様々なソフトウェアパッケージを開発した。これは、鋳造品の品質に影響を与えるパラメータを特定するのに役立つ。シミュレートされた結果は、欠陥を予測し、要因を最適化し、これらの欠陥を最小限に抑えるための是正措置を講じるために使用できる。本稿は、鋳造プロセスの最適化の側面に関する包括的な文献レビューを提供し、プロセスパラメータとプロセス最適化の調査の純然たる必要性を示す。 3. 序論の要約: 鋳造は、人類に知られる最も古い金属成形技術の一つである。複雑な形状、内部輪郭、不規則な表面を持つ部品や、機械加工が困難な非常に大きな部品の製造に多くの利点がある。これらの利点から、鋳造は最も重要な製造プロセスの一つとなっている。プロセスの最適化は、生産性の向上や不合格品の最小化によるコスト削減など、業界標準に従って性能を向上させるために必要である。これらの改善を達成するためには、ランナーやゲートの位置、ショット圧力、ライザーの数、ランナーやゲートの形状、鋳型材料、溶湯温度などの様々なプロセスパラメータを効率的に制御し、最適化する必要がある。 4. 研究の要約: 研究トピックの背景:
Read More
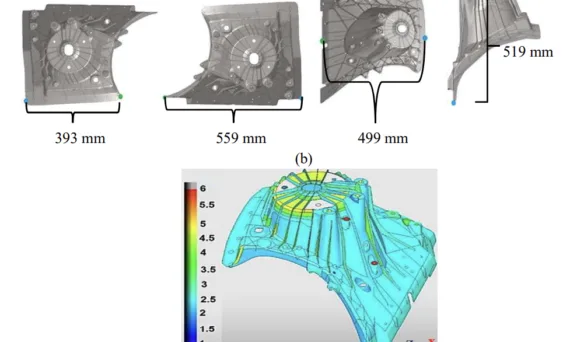
user 07/26/2025 Aluminium-J , Technical Data-J Al-Si alloy , Aluminium die coating , Aluminum Casting , Aluminum Die casting , CAD , Casting Technique , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Sand casting 本入門論文は、[‘Ergebnisse aus Forschung und Entwicklung, Band 28’]が発行した論文【”薄肉構造アルミニウムボディ鋳物の大量生産のための費用効率の高いプロセスルート”】の研究内容を紹介するものです。 1. 概要: 2. Abstract (要約) 自動車分野におけるCO2排出量削減の継続的な要求に応えるため、いくつかの方法が研究され、現在も活発に研究されています。自動車業界で採用されているアプローチの1つは、車両の軽量化であり、重い鋼板部品をより軽量で機能的に統合されたアルミニウム鋳造品に置き換えることです。しかし、薄肉構造ボディ鋳物の大量生産にこのアプローチを適用すると、主に高価な原材料(アルミニウム合金)の使用により、部品コストが上昇し、経済的でなくなる可能性があります。したがって、本論文では、この提案を費用効率の高い方法で実行するための可能な手段を調査することが重要であると考えました。2020年型フォードエクスプローラーショックタワーの生産における主要なコスト要因を決定するために、最初にコスト計算調査が実施されました。続いて、この調査結果に対する詳細な調査が行われました。HPDCおよびRheoMetalプロセスに関する調査。 3. 研究背景: 研究テーマの背景: 自動車分野におけるCO2排出量削減の継続的な要求は、車両の軽量化を必要としています。重い鋼製部品を、より軽量で機能的に統合されたアルミニウム鋳造品に置き換えることが重要なアプローチです。(要約および導入部より) 先行研究の状況: 先行研究では、アルミニウム鋳造の使用を含む、車両の軽量化と燃費向上を目的としたさまざまなアプローチが検討されてきました。本文書では、高圧ダイカスト(HPDC)、半凝固鋳造(チクソキャスティングおよびレオキャスティングを含む)、自動車構造用アルミニウム合金、および鋳造品質に対するプロセスパラメータの影響に関する多数の研究が参照されています。(導入部および理論的背景より) 研究の必要性: 薄肉構造アルミニウムボディ鋳物の大量生産は、アルミニウム合金のコストが高いため、経済的ではない可能性があります。したがって、これらの鋳物を製造するための費用効率の高いプロセスルートを調査するための研究が必要です。(要約および論文の目的より) 4. 研究目的と研究課題: 研究目的: 薄肉構造アルミニウムボディ鋳物の大量生産(1,000,000〜2,000,000個)のための費用効率の高いプロセスルートを開発すること。(論文の目的より) 主要研究内容: 5. 研究方法論 研究デザイン: コスト分析、プロセス最適化、材料特性評価、機械的試験を含む比較実験研究。 データ収集: 分析方法: 研究範囲: 薄肉構造アルミニウムボディ鋳物の製造におけるHPDCおよびRheoMetalTMプロセスの調査。費用効率、機械的特性、耐衝撃性、およびリベット接合性に焦点を当てています。2020年型フォードエクスプローラーショックタワーをケーススタディとして使用します。 6. 主要研究結果: 主要研究結果と提示されたデータ分析: List of figure names: 7. 結論: 研究結果の概要: 1. コスト分析: 2. HPDCプロセスと材料評価: 3. RheoMetal™プロセスと材料評価: 4. 新合金開発 (MYFORD): 5. HPDCとRheoMetal™の比較
Read More