By userAluminium-J, automotive-J, Copper-J, Salt Core-J, Technical Data-JAl-Si alloy, aluminum alloy, aluminum alloys, Aluminum Die casting, ANOVA, CAD, Die casting, Efficiency, High pressure die casting, High pressure die casting (HPDC), Microstructure, Permanent mold casting, Review, Sand casting, Taguchi method, 금형, 자동차 산업
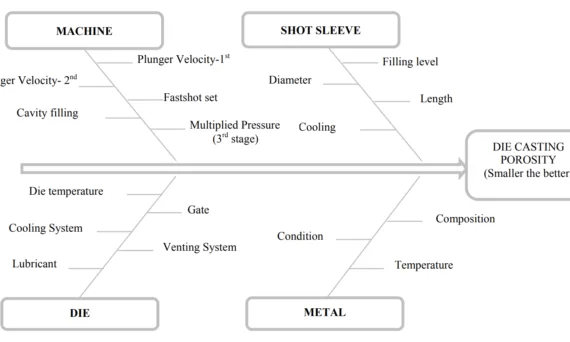
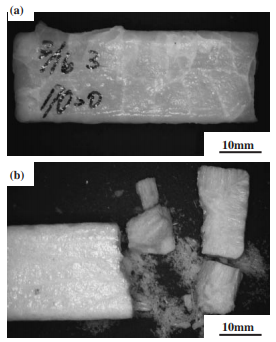
本紹介資料は、「Scientia Iranica, Transactions B: Mechanical Engineering」に掲載された論文「Minimizing the casting defects in high-pressure die casting using Taguchi analysis」に基づいています。 1. 概要: 2. 抄録 (Abstract): 高圧ダイカスト(HPDC)は自動車産業における主要な生産プロセスの一つであり、幾何学的に複雑な非鉄鋳物を製造するために広く用いられています。HPDCで製造された製品の機械的強度と微細構造は、射出圧力、溶湯温度、1次および2次プランジャー速度、冷却温度などのいくつかのプロセスパラメータの変動によって変化します。これらのプロセスパラメータは鋳造品質に直接影響するため、プロセスの生産性を最大化し、ポロシティ(気孔)、ピンホール、ブローホールなどの鋳造欠陥を最小化するためには、それらの最適な組み合わせが必要です。そこで、この問題に取り組むため、本論文では実験計画法(DOE)とタグチ分析を組み合わせてパラメータを最適化することにより、HPDCプロセスにおける主要な鋳造欠陥であるポロシティを最小化するアプローチを提示します。得られた結果は、冷却時間、射出圧力、および2次プランジャー速度が応答因子(鋳造部品の密度)に大きな影響を与えることを示しました。さらに、178 barの射出圧力、665°Cの溶湯温度、5秒の冷却時間、210°Cの金型温度、0.20 m.s⁻¹の1次プランジャー速度、および6.0 m.s⁻¹の2次プランジャー速度を使用することにより、選択された部品のポロシティによる不良率が61%削減されたと結論付けられました。 3. はじめに (Introduction): 高圧ダイカスト(HPDC)は、自動車、通信、農業などの産業向けに、経済的で複雑な形状かつ寸法精度の高い非鉄金属部品(アルミニウムなど)を製造するために、最も重要かつ広く使用されている製造プロセスの一つです[1, 2]。自動車産業では、クラッチ、ギアボックス、サスペンション、ブレーキ部品、コネクティングロッドなど、幅広い部品の製造に使用されています[3]。一般的にHPDCでは、溶融金属が準備され、高圧下でスリーブを通って金型キャビティに強制的に注入され、凝固が起こるまで高圧下に保持されます。金属の凝固後、金型が解放され、鋳造品が取り出されます[6]。HPDCプロセスは、優れた部品生産、高い寸法精度、部品あたりの製造コスト削減をもたらします[4]。プロセスには多くの利点がありますが、最終的な鋳造品には依然としてポロシティ、ピンホール、ブローホール、収縮、介在物、リングクラックなどの欠陥が存在します[4, 5, 7]。これらの欠陥は、引張強度や疲労強度に直接影響を与えるだけでなく、鋳造部品の被削性や表面仕上げにも悪影響を及ぼします[5, 8-10]。HPDCによって製造される部品の品質は、射出圧力、溶湯温度、1次および2次プランジャー速度、鋳造圧力、冷却温度、金型冷却時間など、様々な制御パラメータに依存します[5, 11-13]。これらのパラメータはそれぞれ、完璧な凝固と鋳造欠陥のない部品を得るために最適値に設定する必要があります。これらの制御パラメータの中で、射出圧力はポロシティの主要な寄与因子であり、ポロシティの変化は金型キャビティ内の負圧と線形関係にあります[14-16]。さらに、不均一な冷却温度は収縮欠陥の形成を引き起こします[17]。注入温度、鋳造圧力、1次および2次プランジャー速度の変動は、鋳造部品の冶金学的特性と機械的強度を変化させます[18]。プランジャー速度とその動きは、ダイカストの最終品質において重要な役割を果たします。1次プランジャー速度は機械内のダイカストチャンバーの充填に関連し、2次プランジャー速度は金型キャビティの充填と相関しています[19]。A380合金を扱う際の冷却温度の変動により、熱処理プロセス中に通常、空気巻き込み欠陥が発生します[20]。充填中の凝固挙動は表面欠陥に非常に大きな影響を与えます。金型内の溶湯温度の低下率は表面欠陥の確率に影響し、固体表面層の厚さが増加するにつれて増加します[21]。同様に、金型温度はHPDCにおける製品の品質に影響を与え、最適範囲からの逸脱は鋳造欠陥を引き起こします[22, 23]。1次および2次プランジャープロファイルと速度は、アルミニウム合金の場合、鋳物の強度特性を低下させる上で重要な役割を果たします[19]。これらの理由から、最小限の欠陥で高品質の鋳物を生産するためには、異なるHPDCプロセス制御パラメータ(射出圧力、溶湯温度、1次および2次プランジャー速度、鋳造圧力、冷却温度、金型冷却時間)の組み合わせを最適化する必要があります。 4. 研究概要: 研究テーマの背景: HPDCは複雑な非鉄部品を大量生産するための重要なプロセスですが、製品の品質と性能を損なうポロシティなどの様々な鋳造欠陥が発生しやすいという課題があります。多数の相互作用するプロセスパラメータを制御することは不可欠ですが困難です。 先行研究の状況: 先行研究では、シミュレーションや実験を通じて個々のHPDCパラメータの影響が調査されてきました。ファジィシステム、ニューラルネットワーク、および「Anycasting」などのソフトウェアシミュレーションを用いた手法が、ポロシティなどの欠陥を予測または最小化するために使用されてきました[25-28]。実験計画法(DOE)と組み合わせたタグチメソッドは、スクイズキャスティングや砂型鋳造など、様々な製造プロセスの最適化に適用されています[35-39]。しかし、実際の産業アプリケーションにおいて、複数の主要なHPDCパラメータを同時に最適化してポロシティ欠陥を最小化することに特化した、DOEとタグチ分析を用いた包括的な実験的アプローチは、あまり検討されていないことが確認されました。鋳造現場で用いられる従来の試行錯誤法は、しばしば非効率的でコストがかかります[29]。 研究目的: 本研究は、特定の自動車部品(バイク用クランクケースLH)の工業的HPDCプロセスにおいて、主要な鋳造欠陥であるポロシティを最小化することを目的としました。これは、実験計画法(DOE)とタグチ分析を組み合わせて、6つの主要な制御可能なプロセスパラメータ(射出圧力、溶湯温度、金型冷却時間、金型温度、1次プランジャー速度、2次プランジャー速度)を最適化することによって達成されました。目標は、鋳造部品の密度を最大化することによりポロシティを低減し、全体的な製品品質と生産歩留まりを向上させる最適なパラメータの組み合わせを見つけることでした。 研究の核心: 研究はバイク製造会社で実施されました。高い生産量と不良率のため、アルミニウムADC 12合金製のクランクケース左側(LH)部品が選定されました(Figure 1, Table 1, Table 2)。生産データ分析とパレート図(Table 3, Figure 3)により、ポロシティ/ピンホールが不良の主な原因として特定されました(Figure 2)。ポロシティの原因となる要因を特定するために特性要因図(Figure
Read More
By userAluminium-J, Technical Data-JANOVA, Applications, AZ91D, CAD, Die casting, Efficiency, Magnesium alloys, Microstructure, 自動車産業, 자동차, 자동차 산업
この紹介資料は、「Special Casting & Nonferrous Alloys」によって発行された論文「Effects of Trace Variation of Al Content on Microstructure and Properties of HPDC Mg-4Sm-2Al Alloy」に基づいています。 1. 概要: 2. 抄録: SA42およびMg-4Sm-2.6Al (SA42.6) 合金をHPDCプロセスで製造し、微量のAl含有量が機械的特性に及ぼす影響を系統的に分析した。結果として、SA42合金に0.6%のAlを添加すると、降伏強度と伸びがそれぞれ10.2%と63.5%低下することが示された。これは、Alとマトリックス中に溶解したSmとの反応によって大量の塊状Al₂Sm相が生成され、Mgマトリックス内のSm濃度が約50%減少し、固溶強化効果が大幅に低下したためである。形成されたAl₂Smによる第二相強化および結晶粒界強化の寄与は、固溶強化効果の損失を補うことができず、SA42.6の降伏強度はSA42と比較して約20 MPa低下した。伸びの大幅な減少は、主にAl₂Sm粒子とMgマトリックス間の弾性率のミスマッチに起因する。脆くて硬いAl₂Sm粒子は、変形プロセス中に大きな応力集中を引き起こし、それによって破壊と破損を加速させる。 3. 序論: マグネシウム合金は、その低密度と高比強度により、自動車産業において、センターコンソールバックパネル、ステアリングホイールフレーム、インストルメントパネルフレーム、LEDカーライトなど[1]、幅広い応用可能性を持っている。新エネルギー車における高度に集積化・高出力化された部品へのトレンドに伴い、構造材料には良好な放熱能力が求められている。従来の商用マグネシウム合金は熱伝導率が低いことが多い。したがって、高い熱伝導率と良好な機械的特性の両方を備えたマグネシウム合金の開発が重要である。Mg-RE-Al合金は、一般的な高熱伝導性マグネシウム合金である。合金組成と元素含有量を最適化することで、マトリックス中の固溶原子を減らし、それらを効果的な強化相に変換することで、より高い熱伝導率と機械的特性を達成できる。高圧ダイカスト(High-pressure die casting, HPDC)は、高効率、低生産コスト、高寸法精度で広く利用されている成形プロセスである[3-8]。HPDCは、結晶粒と第二相を効果的に微細化し、合金の機械的特性を向上させる可能性がある。近年の統合ダイカスト(「一体化压铸」)の研究動向は、特に新エネルギー車分野において自動車製造に革命をもたらし、車両の軽量化と生産効率の向上に貢献している[9]。本研究は、HPDC Mg-4Sm-Al合金における微量のAl含有量の変化が微細組織と特性にどのように影響するかを理解することに焦点を当てている。 4. 研究の概要: 研究テーマの背景: 自動車産業、特に新エネルギー車と統合ダイカストの文脈では、高強度と良好な熱伝導率を兼ね備えた軽量材料が求められている。Mg-RE-Al合金は有望な候補であるが、その特性は組成に敏感である。 先行研究の状況: 重力鋳造されたMg-4Sm-xAl合金に関する先行研究[2]では、Al含有量が2 wt%を超えると、良好な熱伝導率と機械的特性が得られることが示唆された。具体的には、重力鋳造されたSA42.6(Mg-4Sm-2.6Al)は、SA42(Mg-4Sm-2Al)と比較して強度と伸びが向上したが、これはAlがマトリックスSmを消費して形成されたAl₂Sm粒子による結晶粒微細化に起因すると考えられた。しかし、重力鋳造はHPDCよりも粗大な微細組織を生成し、HPDCは結晶粒と相を微細化することが知られているため、異なる特性結果をもたらす可能性がある。 研究の目的: 本研究は、HPDCプロセスによって製造されたMg-4Sm-Al合金において、微量のAl含有量の変化(0.6 wt%)が微細組織と機械的特性に及ぼす影響を調査することを目的とする。強化メカニズムと破壊挙動を解明し、ダイカストマグネシウム合金の設計指針を提供することを目指す。 研究の核心: 研究の核心は、HPDCを用いてSA42(Mg-4Sm-2.03Al)とSA42.6(Mg-4Sm-2.42Al)合金を製造することにある。次に、それらの微細組織(結晶粒径、相の種類と分布、マトリックス中の固溶体濃度)と室温引張特性(降伏強度、引張強度、伸び)を系統的に比較する。異なる強化メカニズム(固溶強化、結晶粒界強化、第二相強化)の寄与を分析し、破面と断面を検査して、観察された機械的挙動の違い、特にHPDCプロセスにおけるAl含有量増加に伴う予期せぬ強度と延性の低下の理由を理解する。 5. 研究方法論 研究設計: Al含有量がわずかに異なる2つのマグネシウム合金、SA42(公称Mg-4Sm-2Al)とSA42.6(公称Mg-4Sm-2.6Al)を用いた比較研究を設計した。両合金は同一のHPDC条件下で製造し、Al変動の影響を分離した。その後、微細組織と機械的特性を評価し比較した。 データ収集・分析方法: 研究テーマと範囲: 研究は、HPDC Mg-4Sm-Al合金においてAl含有量を約2.0 wt%(SA42)から約2.4
Read More
By userCopper-J, Salt Core-J, Technical Data-Jaluminum alloys, ANOVA, CAD, Casting Technique, Die casting, High pressure die casting, High pressure die casting (HPDC), Microstructure, Permanent mold casting, Salt Core, 금형
本紹介論文は、「Materials Transactions / Japan Foundary Engineering Society」により発行された論文「Strength of Salt Core Composed of Alkali Carbonate and Alkali Chloride Mixtures Made by Casting Technique」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストプロセス用の消失性塩中子を開発するために、4つの二元系 NaCl-Na2CO3, KCI-K2CO3, KCI-NaCl および K2CO3-Na2CO3 の強度を調査した。永久鋳型鋳造技術を用いて溶融塩から作製した試験片の強度を決定するために、4点曲げ試験を実施した。NaCl-Na2CO3 系の強度は、Na2CO3 組成が 20 mol% から 30 mol% の間、および 50 mol% から 70 mol% の間で 20 MPa を超えた。最高強度は NaCl-70 mol%Na2CO3 の組成で約 30 MPa
Read More
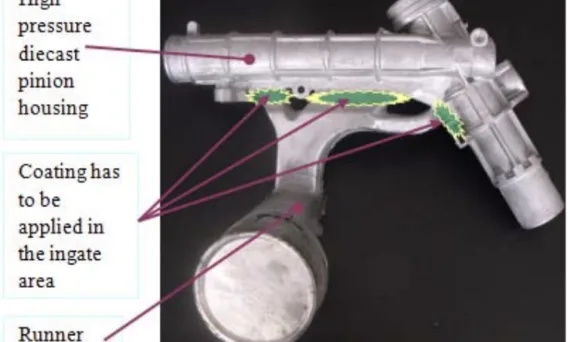
この紹介論文は、Interdisciplinarity in Engineering International Conference で発表された論文「Improvement of the Die Casting Molds Cavities by Ceramic Surface Treatment」の研究内容です。 1. 概要: 2. 概要 (Abstract) 金型の主要構成要素であるキャビティとインサートは、部品の最終形状を決定するもので、金型内に注入されたアルミニウムの温度、熱疲労、特にインゲート部に発生するクラック、キャビティ内に高圧で注入されたアルミニウムによるアンダーカットやアンダーウォッシュ(湯流れ不良)による摩耗により、寿命が限られています。 3. 研究背景: 研究テーマの背景: ダイカスト金型の寿命は、摩耗、熱疲労、クラック(特にインゲート部)によって制限されます。これらの問題は、注入されたアルミニウムの高温と高圧によって引き起こされます。 従来の研究状況: 従来の研究では、さまざまな材料やコーティング技術を含め、金型寿命を改善するためのさまざまな方法が調査されてきました。 研究の必要性: アルミニウムの流れによるアンダーウォッシュが発生しやすい領域、特にダイカスト金型の寿命と耐性を改善する必要性が継続的に求められています。 4. 研究目的と研究課題: 研究目的: 金型の寿命を延ばし、インゲート部の耐性を向上させることで、アルミニウムの流動によるアンダーウォッシュを低減することです。 主要な研究: 「ロックライナイザー」法を用いて、金型の活性要素に薄いセラミック材料(炭化タングステンまたは炭化チタン)を適用する方法を調査します。 5. 研究方法 この研究では、ダイカスト金型に硬質表面処理を施すための材料、装置、プロセスについて説明します。この方法は「ロックライナイジング」と名付けられています。使用される材料は、炭化タングステンと炭化チタンです。これらの材料の化学的および物理的特性を含む特性が詳細に説明されています。使用される装置はロックライナイザーで、さまざまなモデルと電極オプションが提示されています。適用プロセスには、金型の金属表面に耐摩耗性材料を電子的に含浸および堆積させることが含まれます。 6. 主要な研究結果: 主要な研究結果と提示されたデータ分析: 図表リスト: 7. 結論: 主要な研究結果の要約: 炭化タングステンまたは炭化チタンを使用するロックライナイザー法は、ダイカスト金型に硬質で耐摩耗性の表面を効果的に適用することができます。この処理により、金型寿命が延び、摩耗が減少し、はんだ付けなどの問題が最小限に抑えられ、最終的に生産性が向上し、コストが削減されます。この方法の適用は、インゲートなどの摩耗が激しい領域で特に有効です。 今後の発展研究の可能性: 8. 参考文献: 9. 著作権: この資料は上記論文を紹介するために作成されたものであり、商業目的での無断使用を禁じます。Copyright © 2025
Read More
By userAluminium-J, automotive-J, Technical Data-Jaluminum alloy, ANOVA, Applications, CAD, Casting Technique, Die casting, Efficiency, Sand casting, STEP, 금형
本紹介記事は、[Special Casting & Nonferrous Alloys]誌に掲載された論文「Manufacturing of Thin-walled Impeller Based on Optimization of Sand Mold 3D Printing Forming Process」の研究内容を紹介するものです。 1. 概要: 2. 概要 / はじめに 本研究では、砂型3Dプリント成形プロセスを最適化するためにBox-Behnken応答曲面法を採用しました。引張強度とガス発生量を性能応答として、樹脂インクジェット量、硬化剤添加量、およびプリント層厚さの水平範囲を決定することに焦点を当てました。数値シミュレーションを用いて最適なプロセスパラメータの組み合わせを特定し、その後、薄肉インペラーの試作を低圧鋳造プロセスを用いて検証しました。その結果、樹脂インクジェット量が1.44%、硬化剤添加量が0.21%、プリント層厚さが0.30 mmの場合、プリントされた砂型は2.15 MPaの引張強度と8.92 mL/gのガス発生量を示し、予測値とほぼ一致することが示されました。これらの最適化された条件下では、インペラー鋳物は完全で明確な形状を示し、要求される技術仕様を満たしました。本研究は、高強度、低ガス発生量、および材料消費量の削減を達成するために3Dプリント砂型成形プロセスを最適化することにより、同様の製品の製造に貴重な参考資料を提供することを目的としています。 3. 研究背景: 研究トピックの背景: 砂型3Dプリント技術の鋳造分野での応用が拡大するにつれて、鋳物の設計概念は従来の造型技術の制約を受けなくなり、特に航空宇宙、自動車、造船などの産業において、より複雑、薄肉、軽量、高精度な鋳物設計へと進化しています[1-3]。これにより、高品質の部品成形を保証するために、優れた技術的性能を備えた3Dプリント鋳造砂型が必要となっています。従来の方法では、添加剤と生砂を混合・攪拌し、一定の強度の砂型を形成し、それを鋳型箱に入れ、手作業または機械的に砂型を突き固めて造型を完了していました。対照的に、砂型3Dプリントは、粉末ベースの離散堆積とマイクロドロップレット噴射の原理に基づいています[4]。 既存研究の現状: 既存の最適化手法は、多くの場合、単一変数アプローチを使用しており、パラメータ間の相互作用効果を捉えられていません。この制約から、多変量統計技術、特に応答曲面法(RSM)の採用が進んでいます。先行研究では、鋳造プロセス最適化におけるRSMの有効性が実証されています。例えば、Li Ningら[8]は、アルミニウム合金ホイールの低圧鋳造パラメータを最適化するためにRSMを使用し、鋳型寿命と鋳造効率を考慮しました。Wang Yanfengら[9]は、Box-Behnken RSMと数値シミュレーションを用いてA357アルミニウム合金の金型鋳造を最適化しました。Zhan Quan Quanら[10]は、引張強度を最大化するために、3Dプリントフラン樹脂砂の最適パラメータを決定するためにRSMを使用しました。 研究の必要性: バインダーと硬化剤の含有量を増やすと、3Dプリント砂型の強度は向上しますが、ガス発生量も増加し、成形精度が低下する可能性があります[5]。さらに、材料消費量の増加は、印刷コストを上昇させます。逆に、砂敷きプロセスの層厚さを調整すると、印刷効率と鋳型強度の両方に影響を与えます[6]。層を薄くすると印刷時間が長くなり、層を厚くすると粒子間の結合力が弱まる可能性があります。したがって、性能、材料使用量、およびコスト効率のバランスを取るためには、3Dプリントプロセスを最適化することが重要です。 4. 研究目的と研究課題: 研究目的: 本研究は、応答曲面法(RSM)を用いて3Dプリント砂型の成形プロセスを最適化することを目的としています。目標は、薄肉インペラー鋳物用の高引張強度、低ガス発生量、および材料消費量の削減を達成するために、樹脂インクジェット量、硬化剤添加量、およびプリント層厚さの最適な組み合わせを特定することです。この研究はまた、インペラー試作品の低圧鋳造を通じて最適化されたプロセスを検証し、同様の用途への参考資料を提供することを目指しています。 主要な研究課題: 5. 研究方法 研究計画: 本研究では、3Dプリントプロセスを最適化するために、応答曲面法(RSM)内のBox-Behnken計画(BBD)アプローチを採用しました。樹脂インクジェット量(A)、硬化剤添加量(B)、およびプリント層厚さ(C)を独立変数として、3因子3水準の実験計画を利用しました。引張強度とガス発生量を応答変数として選択しました。 データ収集方法: BBDマトリックス(論文中の表5)に従ってパラメータを変化させながら、ExOne S-Max Pro 3Dプリンターを使用して「8」の字型の試験片を印刷しました。原材料はシリカ砂、バインダーは3Dプリントフラン樹脂、硬化剤は3Dプリント硬化剤でした(仕様は表1〜3を参照)。
Read More
By userAluminium-J, Salt Core-J, Technical Data-JANOVA, Applications, CAD, CFD, Die casting, Salt Core, STEP, Taguchi method, 金型
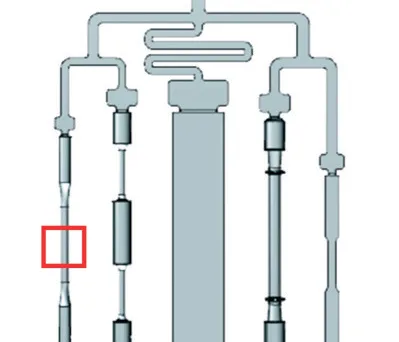
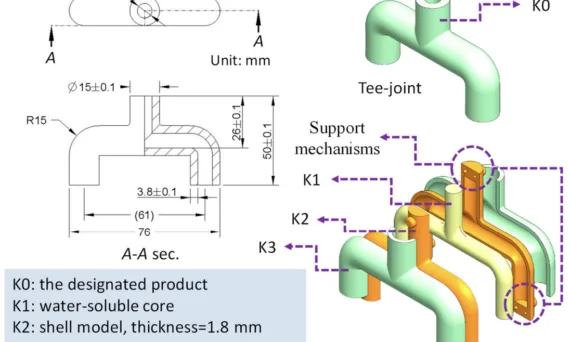
この論文の紹介は、MDPIによって発表された「A Water-Soluble Core for Manufacturing Hollow Injection-Molded Products」に基づいて作成されました。 1. 概要: 2. 概要または序論 概要:複雑な中空製品を組立て工程なしに製造することは、例えばプラスチック製インテークマニホールドの場合、従来の射出成形法では困難である。可溶コア技術は、犠牲コアとして低融点合金を用いるもので、この問題を解決するために開発された。しかし、樹脂タイプの選択肢が限られていることと、巨額の設備投資が必要なことから、この技術の普及は遅れている。本研究では、樹脂タイプの制限がなく、より低エネルギー消費プロセスで同様の製品を製造できる新しい方法を確立する。シェルと組み合わされた水溶性コアによって定義されるエンベロープドコアの概念を提案する。これは、射出成形プロセス中の圧力に耐えるための剛性と靭性の両方を提供する。エンベロープドコアの形状は、指定された製品の内部輪郭と等しい。インサート成形プロセスを導入して、エンベロープドコアをスキン層で覆った。エンベロープドコアの端を切り取り、水浴に浸す。シェル内部の水溶性コアが溶解すると、特殊な内部輪郭を持つ製品が完成する。提案された方法をどのように利用できるかを実証するために、T字ジョイントを提示する。コアの最適成分と加工パラメータは、Taguchi法によって決定される。その結果、提案された製品は、コアの圧縮強度が2MPaより大きい場合に成形に成功することが示された。さらに、最適サンプルの内部輪郭の偏心率測定値は56%の改善を示し、コア除去に必要な時間は154秒未満である。 3. 研究背景: 研究トピックの背景: プラスチック製インテークマニホールドのような複雑な中空製品を、従来の射出成形法を用いて製造することは、非常に困難です。従来の方法では、製品を複数のサブコンポーネントに分割し、機械的締結や接着剤による接合などの組立工程を行う必要がありました。これらの組立工程は、製造コストを増加させ、寸法誤差を累積させ [5,6]、最終製品に脆弱な箇所を作り出し、高圧または重荷重下での破損につながる可能性があります。さらに、接合工程で使用される化学溶剤は、「環境を汚染する」可能性があります。 既存研究の現状: 中空製品を製造するための既存技術には、金属排気マニホールド鋳造用の砂型や [7]、樹脂トランスファー成形(RTM)用のポリオキシメチレン(POM)やポリスチレン(PS)フォームなどのポリマーコアなどの「除去可能または崩壊可能なコア技術」が含まれます。塩コアは、「水への良好な溶解性」[7-11] からも利用されています。しかし、「RTMプロセスによって誘起される圧力は、プラスチック射出成形プロセスにおける圧力よりもはるかに低い」ため、脆い塩コアは射出成形中の亀裂やコアのずれを起こしやすくなります。低融点合金を犠牲コアとして使用する「可溶コア技術」[12] は、これらの方法を改良したものですが、「樹脂タイプの選択肢が限られていることと、巨額の設備投資」という制約があります。「水溶性ポリビニルアルコール(PVOH)パターン」[13] を使用する別の方法も存在しますが、金型キャビティ内の支持機構が可溶コア技術とは異なります。 研究の必要性: 中空製品製造のための既存の方法にもかかわらず、特に射出成形において「特殊な中空製品」を製造するための改善の余地があります。可溶コア技術のような現在の方法は、樹脂の適合性とコストに制約があり、塩コアは脆さのために射出成形に直接使用することが困難です。したがって、これらの制約を克服し、射出成形による複雑な中空部品の効率的かつ汎用性の高い製造を可能にする新しい方法が必要です。 4. 研究目的と研究課題: 研究目的: 本研究は、既存技術の限界に対処し、射出成形を用いて複雑な中空製品を製造するための新しい方法を確立することを目的としています。提案された方法は、「樹脂タイプの制限がなく、より低エネルギー消費プロセス」で製品を製造することを目的として、「シェルと組み合わされた水溶性コアによって定義されるエンベロープドコア」に焦点を当てています。この方法は、「射出成形プロセス中の圧力に耐えるための剛性と靭性の両方」を備えたコアを提供することを意図しています。 主要な研究課題: 主な研究課題は以下の通りです。 研究仮説: 本研究では、以下の仮説を立てています。 5. 研究方法 研究デザイン: 本研究では、Taguchi法に基づく実験計画法を用いて、水溶性コアの配合と加工パラメータを最適化しました。この研究では、組成や加工条件を変えて水溶性コアを作製し、機械的試験と得られた成形品の評価を行いました。提案された方法の実証には、T字ジョイント製品を選択しました。 データ収集方法: データは、以下の方法で収集されました。 分析方法: 収集されたデータは、以下を用いて分析されました。 研究対象と範囲: 研究の焦点は以下の通りです。 6. 主な研究成果: 主な研究成果: 提示されたデータの分析: 図のリスト: 7. 結論: 主な知見の要約: 本研究では、エンベロープド水溶性コアを用いた中空射出成形品を製造する新しい方法を実証することに成功しました。主な知見は以下の通りです。(1) 水溶性コアとシェルを組み合わせたエンベロープドコアの概念により、複雑な中空部品の射出成形が可能になります。(2) Taguchi法を用いた最適化により、コア作製の最適パラメータが特定され、圧縮強度が向上しました。(3)
Read More
By userAluminium-J, Technical Data-Jaluminum alloy, aluminum alloys, ANOVA, Applications, CAD, Efficiency, Magnesium alloys, Review, 自動車産業, 자동차, 자동차 산업
この論文の紹介は、[‘Advanced materials used in automotive industry-a review’]([‘AIP Publishing’]発行)に基づいて作成されました。 1. 概要: 2. 抄録または序論 抄録:本レビュー論文は、自動車の経済性、効率性、および性能に影響を与える軽量材料について明らかにすることを目的としています。炭素繊維とアルミニウムは、鋼のような他の金属と比較して軽量である傾向があり、自動車分野での利用範囲がより広いです。高品質鋼材はリサイクル可能であり、材料を経済的に生産的にします。炭素繊維は、自動車産業で使用されている既存の材料と比較して、破壊に対する高い抵抗性を持っています。高品質鋼材は費用対効果が高いです。車両における炭素繊維への関心の高まりは、その独特な特性の配置に関連しています。車両の構造における炭素繊維の利用は、具体的には繊維材料の費用、言い換えれば自動車業界で使用されている他の鋼よりも高価であること、および現代の大規模生産の状態下での車体の組み立ての困難さという2つの要因によって妨げられています。それにもかかわらず、構造の効率は、この生産性をもたらすさまざまな手段、すなわち、階層的、運用的、組み立て的、および計画的なものを考慮せずに、材料の費用のみに関して評価されるべきではありません。 序論より環境に配慮した車両への関心の高まりは、自動車業界にとって重要な課題です。炭素繊維のトレードマークである特性、すなわち重量比に対する最高の堅牢性、優れた成形性、並外れた腐食防止性、および再利用の可能性は、自動車業界において、重量を減らすという要求に応えるために、より重い材料(鋼または銅)を置き換える理想的な可能性となります。資金的および通常の必要性を満たすのに役立つ炭素繊維を使用した自動車改良の材料保証と創造的な思考の部分、およびさらに改良された運転快適性の要求が検討されています[3]。軽量化と衝突価値のエッジに対するより高品質でより優れた成形性の拡大する要求のために作られた炭素繊維アマルガム、および財政的および共通の必要性を満たすのに役立つ炭素繊維を使用した材料選択と革新的な自動車改良の鋳造部品としての炭素繊維半製品の特定の進歩、および同様に強化された運転快適性の要求が検討されています。より高品質でより優れた成形性の成長する要求のために作られた炭素繊維アマルガム、軽量化と衝突価値の観点、および炭素繊維半製品の特定の進歩は鋳造品として検討されています。炭素繊維は、このように自動車業界で最も一般的に使用される金属であり、さまざまな衝撃スタックを受け、試みることができます[38]。大規模な取り組みだけでなく、小規模な組織でも使用されています[2,3]。 3. 研究背景: 研究トピックの背景: 自動車産業は、本質的な使用量を削減し、経済性を向上させる、より環境に配慮した車両を開発するというプレッシャーにますます直面しています。 これにより、軽量材料の探求と採用が必要になっています。 既存の研究の現状: 既存の研究では、資金的および通常のニーズを満たし、運転の快適性を向上させるために、炭素繊維を使用した材料保証と創造的な自動車改良が検討されています[3]。研究はまた、より高品質、より優れた成形性、軽量化、および衝突価値のエッジのための炭素繊維アマルガムに焦点を当てています。財政的および共通のニーズを満たし、運転の快適性を向上させることを目的として、材料選択と革新的な自動車改良のための鋳造部品としての炭素繊維半製品の特定の進歩が検討されています。 研究の必要性: この研究は、鋼や銅のようなより重い材料を置き換えることができる適切な軽量材料を特定し、レビューすることにより、自動車業界における重量を減らすという要求に対処するために必要です。 この移行は、より環境に配慮した車両を作成し、進化する業界の要求を満たすために不可欠です。 4. 研究目的と研究課題: 研究目的: 本レビュー論文は、軽量材料と、自動車の経済性、効率性、および全体的な性能への影響に関する洞察を明らかにすることを目的としています。 主な研究: 主な研究分野には、以下の調査が含まれます。 研究仮説: 仮説として明示的に述べられていませんが、この研究は、炭素繊維、アルミニウム、高品質鋼、マグネシウムなどの軽量材料を利用することで、以下に大きく貢献できるという前提を暗黙のうちに探求しています。 5. 研究方法 研究デザイン: 本研究では、既存の文献を統合して自動車産業における先進材料の包括的な概要を提供するレビュー論文デザインを採用しています。 データ収集方法: データ収集方法は、自動車用途における軽量材料に関連する既存の研究論文、記事、および出版物の徹底的なレビューを含みます。 分析方法: 分析方法は、レビューされた文献から収集された情報を要約、統合、および批判的に評価することに基づいており、軽量自動車材料の分野における主要な傾向、用途、および研究ギャップを特定します。 研究対象と範囲: 研究は、自動車産業に関連する軽量材料に焦点を当てています。 範囲は以下を含みます。 6. 主な研究結果: 主な研究結果: 提示されたデータの分析: 図の名前リスト: 7. 結論: 主な調査結果の要約: レビューの結論は、自動車の安全性の向上の要求の高まりは、より高品質の材料を必要とし、先進高強度鋼(AHSS)を自動車産業における重要な材料として位置づけているということです。 AHSS、炭素繊維、マグネシウム、およびアルミニウムは、自動車の安全性、効率性を向上させ、車両重量を削減するための主要な材料として特定されています。 炭素繊維は最も関与している材料として強調されており、AHSSは材料量の削減を通じてコストの懸念に迅速に対応しています。 鋼はグリーン経済の中心であり続け、マグネシウムは軽量化と性能向上のための戦略を提供します。
Read More
By userAluminium-J, automotive-J, Technical Data-JAl-Si alloy, ANOVA, Applications, CAD, Die casting, Die Casting Congress, Efficiency, Quality Control, STEP, Taguchi method, 금형, 알루미늄 다이캐스팅, 자동차 산업
この論文の要約は、[‘Taguchiアプローチに基づくダイカストプロセスの最適化’]に基づいて作成され、発行元は[‘Elsevier’]です。 1. 概要: 2. 抄録または序論 軽量かつ優れた成形性により、アルミニウムダイカストは、特に自動車産業において重要な役割を果たしています。アルミニウムダイカストにおいて、気孔率は最も頻繁に遭遇する欠陥の1つであり、高強度用途におけるダイカスト部品の使用を制限します。本研究では、Al-Si8Cu3Fe(EN AC-46500)アルミニウム合金ダイカストの品質と効率を向上させるために、気孔率の形成を低減するダイカストパラメータの最適設定を得るために、Taguchiアプローチの使用を概念化しました。選択されたパラメータが気孔率の形成に及ぼす影響、およびその後のTaguchiアプローチを使用してパラメータの最適設定を達成しました。最終結果は、最適化されたパラメータがAl-Si8Cu3Feアルミニウム合金ダイカストの気孔率の形成に大きな影響を与えることを示しています。 3. 研究背景: 研究テーマの背景: 今日の多くの産業、特に自動車産業では、軽量材料を求めることが求められています。したがって、アルミニウム合金の世界生産量が増加し、アルミニウム消費量は一次金属の既存の生産能力を超えています。アルミニウムは、航空宇宙、防衛、自動車用途などのエンジニアリング部品のダイカスト分野で依然として最も広く加工されている金属です[1-2]。ダイカスト(DC)は、他のプロセスでは得られない部品を製造するために使用される最も特殊な製造プロセスの一つです。このプロセスの利点には、金型適合性、良好な機械的特性、および低コストが含まれます。アルミニウムダイカストプロセスには、効果的に決定および調整されると、ダイカスト部品の品質を向上させる多数のパラメータが存在します。これらの鋳造品において、内部気孔は最も一般的な欠陥です。この欠陥の主な原因は、ダイカストプロセスの最初の2つの充填段階中に液体金属に閉じ込められた空気です[3-6]。圧力ダイカストの気孔率は常に問題であり、かなりの研究、設計、および開発にもかかわらず、業界で要求される鋳物の複雑さが増すにつれて、気孔率を完全に排除することは事実上不可能になっています。ただし、鋳造パラメータ最適化技術は、気孔率を重要でない領域に制限することができます。アルミニウム合金の気孔率形成は、鋳物の機械的特性を低下させるだけでなく、アルミニウム鋳物の被削性および表面特性にも悪影響を与えるため、非常に重要です。ダイカストプロセスにTaguchi手法を実装することで、気孔率形成を大幅に低減できます。 既存研究の状況: 圧力ダイカストにおける気孔率は、長年の問題でした。かなりの研究、設計、および開発努力にもかかわらず、業界で要求される鋳造設計の複雑さが増すにつれて、気孔率を完全に排除することは事実上不可能です。ただし、鋳造パラメータ最適化技術は、気孔率を重要でない領域に制限することができます。 研究の必要性: ダイカストパラメータを最適化するための従来の手法である試行錯誤法は、時間がかかり、費用がかかります。Taguchi手法は、気孔率形成を最小限に抑えるためにプロセスパラメータを体系的に最適化することにより、ダイカストにおける継続的かつ迅速な品質改善のためのより効率的なアプローチを提供します。これは、アルミニウムダイカストの機械的特性および表面特性を向上させるために不可欠です。 4. 研究目的と研究課題: 研究目的: 本研究の主な焦点は、鋳造品質を向上させるために、圧力ダイカストにおけるプロセスパラメータが気孔率形成に及ぼす影響を調査することです。 主要な研究課題: 本研究は、Taguchi法を使用して、Al-Si8Cu3Feアルミニウム合金ダイカストにおける気孔率形成を最小限に抑えるためのダイカストパラメータの最適設定を特定することを目的としています。 研究仮説: この論文では、研究仮説を明示的に述べていません。ただし、暗黙のうちに、本研究は、Taguchi法を適用してダイカストパラメータ(注湯温度、充填時間、金型温度、射出圧力)を最適化することにより、Al-Si8Cu3Feアルミニウム合金ダイカストの気孔率を大幅に低減できるという仮定の下で実施されています。 5. 研究方法 研究デザイン: 本研究では、統計的実験計画法であるTaguchi法を採用して、ダイカストプロセスパラメータを最適化しました。4つの選択されたパラメータそれぞれに対して3つのレベルを持つL9直交配列を利用して実験を実施し、これらのパラメータが気孔率に及ぼす影響を分析しました。目標とする品質特性は、「小さいほど良い」鋳造気孔率でした。 データ収集方法: 実験は、TechnocratsモデルTDC-120高圧ダイカストマシンで実施されました。試験サンプルは、サイズが100mm x 100mm x 20mmのAl-Si8Cu3Feアルミニウム合金の正方形プレートでした。L9直交配列によって定義された9つの試験条件それぞれについて、ランダム化手法を使用して3つの鋳造品を製造しました。鋳造密度は実験的密度装置を使用して測定し、気孔率は次の式(1)を使用して計算しました。 気孔率 (%) =(Po-Ps) × 100 (1) ここで、psは測定された鋳造密度であり、poは気孔率のない完全緻密鋳造の密度(2.79 g/cm³)です。 分析方法: シグナル対ノイズ比(S/N比)を使用して気孔率の変動を分析し、目標はそれを最小限に抑えること(「小さいほど良い」特性)でした。S/N比は、式(2)を使用して計算しました。 S/N比 (n) = − 10 log (∑(1/yᵢ²)/n) (2) 分散分析(ANOVA)を実施して、鋳造気孔率に対する各パラメータの統計的有意性と寄与率を決定しました。 研究対象と範囲: 本研究は、Al-Si8Cu3Fe(EN AC-46500)アルミニウム合金のダイカストプロセスの最適化に焦点を当てました。調査されたプロセスパラメータは次のとおりです。
Read More
By userAluminium-J, automotive-J, Technical Data-JANOVA, Applications, AUTOMOTIVE Parts, CAD, deep learning, Efficiency, Electric vehicles, Review, Segment, STEP, 자동차 산업
本論文概要は、[‘Università di Bologna’ が発行した ‘DESIGNING AN INNOVATIVE MODULAR PLATFORM FOR SPORTS CARS USING THE GENERATIVE DESIGN METHOD’] の論文に基づいて作成されました。 1. 概要: 2. 抄録 従来の製造方法では、シャシー部品は車種ごとに特注で製造されるため、柔軟性と効率性に欠けていました。現在のモジュラープラットフォームの概念は、異なるモデル間で部品を再利用することを可能にし、生産コストを削減し、適応性を向上させます。しかし、現状では、これらのソリューションはスポーツカーセグメントでは一般的ではありません。本研究は、スポーツカーのコンテキストにおけるモジュラープラットフォームがもたらす課題と機会を掘り下げ、ドライビングダイナミクス、デザイン美学、将来のイノベーションに対する潜在的な影響を強調しています。本プロジェクトは、標準化された設計セクションを維持しながら多様性を提供し、柔軟性に加えて部品の互換性を重視し、最先端の設計手法を使用するモジュラープラットフォームアプローチに焦点を当てています。本研究は、ジェネレーティブデザイン手法を使用することにより、軽量かつ高剛性の設計を目標とする反復的なスプリントを用いて、異なるドライブトレインおよびパワートレイン構成に適したモジュラープラットフォームを作成することを目的としています。設計成果の改善に加えて、既存のワークフロー(IDeS)内でジェネレーティブデザイン手法のステップを採用し、アジャイル手法のバリアントであるスクラムとの連携を確立して、プロジェクト開発に不可欠な結果のフィルタリングを確立することにより、創造性を高めるための努力が払われています。さらに、ジェネレーティブデザインアプリケーションを通じて得られた新しい部品で作成された代替モジュラープラットフォームに適用されています。得られた結果は、モデルの機械的特性の観点から評価されました。これらの新しい部品は、幾何学的に効率的であるだけでなく、異なる材料を使用した場合でも同じ機械的結果を生み出すことができます。シミュレーションの数値結果は、生成された部品(パート1、パート3、パート4)と初期部品で作成された最終アセンブリについて比較されます。特に、ジェネレーティブデザイン手法を採用することにより、パート3(アウトカム7)の部品に鋼合金の代わりにアルミニウム合金を使用することで、同等の強度値を達成できることが実証されました。ねじりおよび曲げ剛性試験は、ジェネレーティブデザインプロセス前後の各モデルに対して実施されました。生成するために定義された部品は、リアミッドおよびフロントモジュラープラットフォームレイアウトでの衝突試験によって決定されました。結果を比較したところ、応力分布が類似していることがわかりました。これは、私たちが生成した部品が、形状、重量、機械的特性などの新しい設計に十分であることを意味します。 3. 研究背景: 研究テーマの背景: 従来の自動車シャシーの設計手法は、各車種に合わせて部品を特注で製造するため、柔軟性と効率性に欠けています。現在のモジュラープラットフォームは、モデル間で部品を再利用できるため、生産コストを削減し、適応性を向上させることができます。しかし、これらのソリューションはスポーツカーセグメントでは一般的ではありません。本研究は、スポーツカーにおけるモジュラープラットフォームの課題と機会に取り組み、ドライビングダイナミクス、デザイン美学、イノベーションへの潜在的な影響を検討します。このプロジェクトは、スポーツカー用のモジュラープラットフォームを作成することを目的としており、最先端の設計手法を用いて多様性、標準化された設計、部品の互換性、および柔軟性を重視しています。 既存研究の現状: 既存の研究では、自動車産業におけるモジュラープラットフォームの利点、すなわちコスト削減と柔軟性の向上を認識しています (Florea et al., 2016; Lampón et al., 2015)。文献レビューでは、三菱自動車が先駆けた共有プラットフォーム (Cusumano & Nobeoka, 1998) から PSA グループによる標準化の取り組み (Holweg, 2008; Patchong et al., 2003) まで、プラットフォーム戦略の進化を強調しています。また、軽量自動車部品のためのジェネレーティブデザインとアディティブマニュファクチャリングの応用 (Junk & Rothe, 2022;
Read More
By userAluminium-J, automotive-J, Copper-J, Technical Data-JAl-Si alloy, aluminum alloy, aluminum alloys, ANOVA, CAD, Copper Rotor, Die casting, Efficiency, Microstructure, Thin films
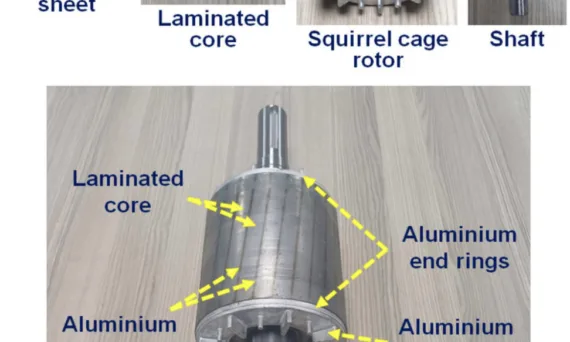
この論文の要約は、”Improving Electrical Conductivity of Commercially Pure Aluminium: The Synergistic Effect of AlB8 Master Alloy and Heat Treatment”と題された論文に基づいており、”Materials (MDPI)”で発表されました。 1. 概要: 2. 研究背景: 世界的なエネルギー需要の増大と温室効果ガス排出量削減の必要性が高まる中で、エネルギー効率の向上が最重要課題となっています。電気モーターは、産業および商業分野で広く利用されており、効率改善の大きな機会を提供しています。市販純アルミニウム(CP-Al)は、低密度とコスト効率の高さから、誘導モーターのリスケージローターの製造によく使用されています。しかし、アルミニウム固有の電気伝導率は高いものの、モーター性能を向上させるためにさらに最適化することが可能です。 アルミニウムの電気伝導率を向上させる既存の方法としては、希土類元素の利用が挙げられます。これらの方法は効果的ですが、コストが大幅にかかります。アルミニウム-ホウ素(Al-B)マスター合金は、アルミニウム中の不純物低減のためのより経済的な代替手段を提供します。しかし、Al-Bマスター合金の適用は結晶粒微細化を引き起こす可能性があり、結晶粒界散乱の増加により、電気伝導率の望ましい向上を相殺する可能性があります。したがって、Al-Bマスター合金の不純物除去能力を活用するだけでなく、結晶粒微細化効果を軽減し、電気モーター用途向けのCP-Alの電気伝導率を最大化する費用対効果の高い戦略が不可欠です。 3. 研究目的と研究課題: 本研究は、市販純アルミニウムの電気伝導率を大幅に向上させることを目的としています。主な目的は、アルミニウムの微細構造内の不純物と結晶粒界の両方を最小限に抑え、この材料で作られたリスケージローターを利用する電気モーターの効率を向上させることです。 本研究で取り組む主な研究課題は以下のとおりです。 中心となる研究仮説は、AlB8マスター合金の添加とそれに続く結晶粒粗大化熱処理の組み合わせ適用が、市販純アルミニウムの電気伝導率を相乗的に大幅に向上させ、最終的に電気モーターの効率の測定可能な向上につながるであろうというものです。 4. 研究方法 本研究では、統計的実験計画法と応答曲面法に基づいた厳密な研究方法を採用し、Box–Behnken計画を利用しました。 5. 主な研究結果: 実験結果は、AlB8マスター合金の添加と結晶粒粗大化熱処理の相乗的な適用により、市販純アルミニウムの電気伝導率が大幅に向上することを示しました。 図表リスト: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: この資料は、ユスフ・ゼイベック、セミーレ・カユシュ、エゲ・アヌル・ディレルの論文:「市販純アルミニウムの電気伝導率の向上:AlB8マスター合金と熱処理の相乗効果」に基づいています。論文ソース: https://doi.org/10.3390/ma18020364 この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.


![FIGURE 2. Light Vehicle Metallic Material Trends, North America [12, 13]](https://castman.co.kr/wp-content/uploads/image-1077-541x342.webp)