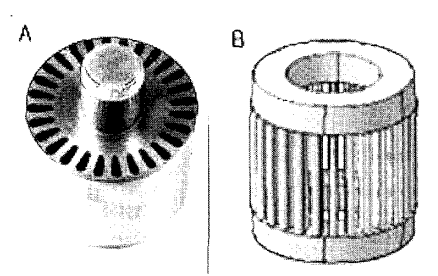
この論文概要は、[The International Journal of Advanced Manufacturing Technology]で発表された論文「[A Study on Development of a Die Design System for Diecasting]」に基づいています。 1. 概要: 2. 研究背景: ダイカストは、高い射出圧力で鋳造合金を注入することにより、短いリードタイムと良好な表面品質で多数の製品を製造する成形方法の一つです。自動車、航空宇宙、エレクトロニクスなどの産業において、ダイカスト部品の利用は増加の一途を辿っています。ダイカストは、複雑な形状や薄肉の製品を高生産性、滑らかな表面、優れた寸法精度で製造できるという利点を持つ一方で、少量生産にはコスト高となるため不向きです。しかし、ダイカスト金型の設計は、実際には試行錯誤法によって行われており、経済的損失と時間的ロスを引き起こしています。既存のCAD/CAMシステムは、射出成形などの分野では普及していますが、ダイカスト金型設計への応用は限られています。また、現在の現場での実務は、溶融金属の流れや金型内の熱伝達を解析する能力が不足しているため、経験に頼る部分が多く、特にランナー・ゲートシステムにおいては、試作鋳造と修正を繰り返すことが多く、加工時間とコストの増加につながっています。ランナー、ゲート、ビスケット、オーバーフロー、エアベントなど、ダイカスト金型設計は複雑な要素を考慮する必要があり、熟練した設計者の経験が不可欠です。設計の欠陥が後工程で発見された場合、金型の修正に多大な時間と労力が浪費される可能性があります。 3. 研究目的と研究課題: 本研究は、従来のダイカスト金型設計の限界を克服するために、コンピュータ支援設計(CAD)システムの開発を目的としています。主な研究目的は、特にランナー・ゲートシステムに焦点を当て、金型設計プロセスを自動化することです。本研究では、以下の主要な研究課題に取り組みます。 研究仮説は、確立されたダイカストの原則とアルゴリズムを組み込んだルールベースのCADシステムが、金型設計の効率と精度を大幅に向上させ、試行錯誤による反復作業に関連する開発時間とコストを削減できるというものです。 4. 研究方法: 本研究では、ダイカスト金型設計用のCADシステム構築に焦点を当てたシステム開発アプローチを採用しています。研究デザインは、AutoCAD環境でAutoLISP言語を用いてアルゴリズム開発とシステム実装を中心に行いました。特にランナー・ゲートシステムにおける金型設計の自動化プロセスを示すフローチャートベースの方法論を提示しています。 データ収集は、ランナーおよびゲート設計に関連する既存のダイカスト知識、経験則、および確立された方程式の収集を含みます。この知識ベースがルールベースシステムの基盤となります。分析方法は、鋳造設計、金型レイアウト設計、および金型生成のためのアルゴリズムの開発と実装を含みます。システムの機能は、キャップ形状製品(モータープーリー)とモータープーリー製品への適用事例を通して実証され、設計プロセスを自動化する能力を示しています。研究範囲は、アルミニウム合金ダイカストの金型設計に限定され、ランナー・ゲートシステムを主な重点としています。 5. 主な研究成果: 本研究の主要な成果は、ダイカスト金型設計用の機能的なCADシステムの開発です。主な研究成果は以下の通りです。 図表名リスト: 6. 結論と考察: 本研究では、特にランナー・ゲートシステムの自動化に重点を置いて、ダイカスト金型設計に特化した自動化CADシステムを開発しました。本研究は、CAD環境に統合されたルールベースのアプローチを用いて、金型設計プロセスを合理化し、強化する可能性を示しています。 学術的意義: 本研究は、アクセスしやすく効果的な金型設計システムを作成するためのアルゴリズムを提供します。金型設計の実践的な知識と経験的な側面を、構造化された手順の枠組みに形式化し、定量化します。これは、金型設計を経験に基づいた芸術から、より体系的でエンジニアリング主導のプロセスへと移行させる上で重要です。 実用的意義: 開発されたシステムは、ダイカスト業界に大きな実用的意義をもたらします。特にランナー・ゲートシステムなどの金型設計の主要な側面を自動化することにより、ダイカストの専門知識が限られているエンジニアであっても、金型設計タスクをより効率的に実行できるようになります。これにより、設計サイクル時間の短縮、開発コストの削減、および最適化されたランナーおよびゲート構成による金型性能の向上が期待できます。システムの試行錯誤を最小限に抑える能力は、材料の無駄と生産の遅延を削減します。 研究の限界: 著者らは、現在のシステムには限界があることを認めています。アンダーカットのある製品の金型設計にはまだ対応していません。さらに、パーティング面の決定は依然としてユーザーの入力に依存しており、システムの適用可能性は主に単一印象金型で実証されています。 7. 今後のフォローアップ研究: 開発されたCADシステムの機能と範囲を拡張するために、今後の研究方向が提案されています。 8. 参考文献: 9. 著作権: この資料は、「[ J. C. Choi, T.
구리 다이 캐스팅은 높은 경도, 높은 부식 저항성, 최고의 기계적 특성, 우수한 내마모성, 좋은 치수 안정성, 강철 부품의 강도에 근접한 우수한 특성을 제공합니다. 고전도성 구리를 사용한 버스바, 전력 케이블, 가정용 전선 및 고압 선로 등 산업에 적용되고 있습니다. 복잡한 형상의 비표준 구성 요소의 경우 고압 다이 캐스팅 방법을 사용하여 구리로 주조할 수 있습니다. 그러나 순수
銅ダイキャスティングは高い硬度、優れた耐食性、最高の機械特性、優れた耐摩耗性、優れた寸法安定性、鋼部品の強度に匹敵する優れた特性を提供します。 高導電性銅を使用したバスバー、電力ケーブル、家庭用配線、および高圧送電線など、産業に適用されています。 複雑な形状の非標準構成要素の場合、高圧ダイキャスティング方法を使用して銅で鋳造することができます。 ただし、純粋な銅は鋳造が非常に難しく、表面のひび割れ、収縮、および内部の気孔が発生しやすいです。銅ダイキャスティングは非常に高い導電度の鋳造物が必要な場合に主に使用されます。 Applications Copper Die-Casting Solutions MOLD LIFE POROSITY OPERATION CONDITION TECHNICALISSUE Damage to die due to continuous exposure to thermal stress– Thermal stress due to temperature difference in die and molten metal– Melt temperature : 1,350°C, Die temperature : 2~300°C– Temperature differ– ence of approx. 1,000°CShorter die life span compared to dies
CASTMANは常にどのようにより良い方法で仕事を進めるかを検討しています。革新は産業を発展させるために使用される高度なツールと技術を開発するのに良い方法です。 技術革新はいくつかの重要な利点を提供します。これにより製品が向上し、リードタイムが短縮され、コストが削減されます。 私たちは薄い壁のアルミダイキャスティングなどの革新を通じて、重量を軽減し、より高い強度の部品を開発し、高品質の製品を提供できる技術を保有しています。 私たちの研究開発と革新技術は、お客様のビジネスに高品質な製品を提供します。 CASTMANの持つ革新的な技術がお客様のビジネスをどのように向上させるかを検討し、製品開発に困難があればいつでもご連絡ください。 ありがとうございます。 Project List YEAR PRODUCT MATERIAL CUSTOMER 2021 Mass Produce EGR Mixer (Salt Core Technology) Received IR52 Jang Youngsil Award Relocated and expanded manufacturing plant 2019~2020 EGR Mixer using the salt method Al Hyundai Motor Company 2016 Copper Rotor for Turbo Blower Motor Cu Korean Turbo Blower Company 2016 Copper
製造業の発展に伴い、アルミニウムダイカスト部品はさまざまな分野でますます使用されており、中空のダイカスト部品は構造の強度を高め、重量を軽減することができます。真空ダイカスティングは主に自動車部品に使用され、薄い壁を作ることができます。ソルトコアを使用して、ダイカスティング中に水で取り除かれる複雑な中空部品を製造することができます。 Competitive Cost Reduction Products Made by Replacing Sand Core with Salt Core Technology Salt core 水に溶解される塩コアは、低圧鋳造や砂鋳造で使用される砂コアと比較して、鋳造後に高圧水で取り外すことができる、水に溶ける塩で作られたコアを指します。 塩コアは強度が高く、クリーンな鋳造表面仕上げ、気泡が少なく、取り外しが容易で、部品への損傷が最小限であり、環境にやさしいです。また、塩もリサイクルが可能です。そのため、自動車産業ではますます塩コアが使用されるでしょう。 高圧ダイカストでは、ツールのコアは温度が680〜720℃、速度が20〜50m/sの溶融合金の衝撃に耐える必要があります。そのため、水に溶ける塩は強度が高く、高圧および低圧ダイカストの要件を満たす必要があります。また、塩コアの収率は高圧ダイカストと一致し、塩コアの引張強さは少なくとも20MPaでなければなりません。さらに、良好に溶けやすく、清掃が容易であり、合金との反応がなく、リサイクル利用に対応している必要があります。 高圧ダイカストの収率とコアの製造を考慮して、塩コアを製造する主な方法は射出法です。ダイカスト中に塩コアの固化時間は合金よりも長いため、生産効率に悪影響を与えます。塩コアの製造と充填・固化のシミュレーションの基準を提供し、ダイカスト中のクラックのリスクの可能性を見つけるためには、塩コアの評価システムを確立する必要があります。 -Smooth surface quality-High thermal shock resistance-Water soluble-Thermal insulation -No chemical binders used-No separate coating material used-Do not use harmful substances-Integrated core support structure -Possible to design complex internal flow channels-Undercut molding possible-Surface quality specification available-Can