user 02/19/2025 Aluminium-J , heat sink-J , Technical Data-J A380 , Aluminum Die casting , Applications , CAD , Die casting , Draft , Efficiency , Heat Sink , 해석 この論文の要約は、ACTA TECHNICA NAPOCENSIS に掲載された論文 RESEARCH ON THE DESIGN FOR PROTECTING THE ARDUINO-MEGA MICROCONTROLLER USED AT AQUATIC EXPLORATION に基づいています。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
user 02/19/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , Applications , CAD , Die casting , Efficiency , High pressure die casting , Segment , 해석 1.概要: 2. 研究背景: この研究は、2012年にマグナ・インターナショナル、米国エネルギー省、フォード・モーター・カンパニーが共同で開始した多材料軽量車両(MMLV)プロジェクトの一環として行われました。社会的な背景としては、車両軽量化による燃費向上と排出ガス削減のニーズがあります。研究の必要性は、従来の単一材料(鋼、高強度鋼、またはアルミニウム)車体設計の限界(高コスト、既存プロセスとの非互換性、グローバル生産能力の不足)を克服することにあります。従来の研究は単一材料ソリューションに焦点を当てていましたが、多材料アプローチはコンポーネントレベルの統合に限定されていました。 3. 研究目的と研究課題: 4. 研究方法: 5. 主要な研究結果: 6.結論と考察: MMLVプロジェクトは、アルミニウムhpvdc部品を活用した多材料車体構造設計の有効性を実証しました。軽量化と同時に、剛性、耐久性、衝突安全性を確保し、部品点数削減による組立コストの削減効果も得られました。ただし、低圧精密砂型鋳造技術の活用や少量生産に伴うコスト面は、今後の研究課題となります。 7. 今後の研究方向: アルミニウムhpvdc技術と高強度鋼やその他の高性能材料との組み合わせによる軽量化研究、大量生産に向けた工程最適化研究、様々な接合技術の性能と経済性の分析、そして様々な車体形状やサイズへの拡張適用に向けた更なる研究が必要です。 8.参考文献: 著作権 本資料は[Randy Beals¹, Jeff Conklin¹, Tim Skszek¹, Matt Zaluzec², David Wagner²]の論文:[Aluminum High Pressure Vacuum Die Casting Applications for the Multi Material Lightweight Vehicle Program (MMLV) Body Structure]に基づいて作成されました。 商業目的での無断使用を禁じます。Copyright © 2025 CASTMAN. All rights reserved.
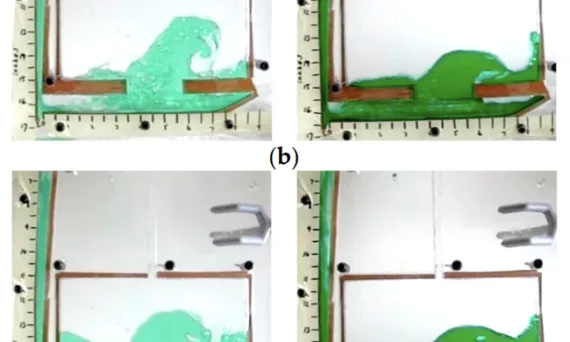
この論文の要約は、”[A Novel Approach to Visualize Liquid Aluminum Flow to Advance Casting Science]”と題された論文に基づいており、”[Materials* (MDPI)]”にて発表されました。 1. 概要: 2. 研究背景: *研究トピックの社会的/学術的背景:砂型鋳造において、溶融金属の乱流充填は、二重皮膜、気孔率、酸化物介在物などの鋳造欠陥の既知の前兆です。これらの欠陥は、機械的特性に悪影響を及ぼし、砂型鋳物のスクラップ率を増加させます。したがって、砂型鋳型内の金属の流れ、すなわち鋳造流体力学を理解し制御することは、欠陥を最小限に抑えるために最も重要です。数値シミュレーション手法は、この現象をモデル化するために広範囲に適用されてきましたが、実験的検証は、鋳造環境の過酷な条件と高価なX線装置の制約によって妨げられてきました。 *既存研究の限界:砂型鋳型内の金属の流れを可視化するための従来の研究アプローチは、重大な課題に直面しています。不透明な砂型鋳型と、過酷な鋳造条件(高温、ガス放出、研磨砂、湿度)が組み合わさることで、直接観察とデータ取得が制限されます。以前に流れの可視化にX線装置を利用した研究は、定性的なデータに限定され、X線を透過できる形状、高コスト、安全上の懸念、および渦のような複雑な3D流れ現象を捉えられない2D画像化の制約を受けました。水モデルは、費用対効果の高いアナログとして使用されてきましたが、熱流体特性が異なり、室温で凝固しないため、溶融金属の挙動を正確に表現できるか懸念があります。 *研究の必要性:鋳造科学を進歩させ、欠陥を最小限に抑えるためには、砂型鋳型内の液体金属の流れを正確に可視化および分析するための改良された実験技術が不可欠です。この研究は、水と比較してより代表的な流れの可視化を提供でき、より制限の少ない条件下で試験できる代替金属アナログ材料を使用するという新しいアプローチを提案し、検証することで、このギャップに対処します。 3. 研究目的と研究課題: *研究目的:主な研究目的は、砂型鋳造実験において、液体金属の流れ、特に溶融アルミニウムを可視化するための水のアナログとして、スクシノニトリル(SCN)の適合性を評価することです。この研究は、SCNがその独自の特性により、溶融金属の流れ挙動を効果的に模倣できるかどうかを判断することを目的としています。 *主な研究課題: *研究仮説:この研究では、スクシノニトリル(SCN)は、溶融アルミニウムと同様の体心立方(BCC)結晶構造と樹枝状晶状凝固、および扱いやすい融点(〜60℃)のため、水よりも優れた金属アナログであると仮説を立てています。この研究ではさらに、フルード数と壁面粗さが、鋳造実験において正確な金属流れアナログを達成するための重要な無次元変数であると想定しています。 4. 研究方法 *研究デザイン:本研究では、液体流れ挙動を分析するために、実験的調査と数値シミュレーションを組み合わせた混合法アプローチを採用しました。 *データ収集方法:実験は、水とSCNを作動流体として使用し、透明なアクリル鋳型内で実施され、以前の研究[17](図1)からのベンチマーク砂型鋳造形状を再現しました。流れの可視化は、300fpsのハイスピードビデオ録画によって達成され、SCNの視認性を高めるために緑色の食用色素が添加されました。数値シミュレーションは、Flow3D Castソフトウェアを使用して、同等の条件下でのアルミニウム、水、およびSCNの流れをモデル化するために実行されました。 *分析方法:この研究では、水、SCN、およびシミュレーションされたアルミニウムの流れプロファイルを、流れパターンの視覚的分析による定性的な比較と、鋳型充填時間とスプルーおよびランナーの平均速度の測定による定量的な比較の両方によって比較しました。無次元数、特にフルード数、レイノルズ数、およびウェーバー数を計算し、異なる流体間の流れの類似性に及ぼす影響を分析しました。実験結果は、数値シミュレーションの結果およびアルミニウム流れのベンチマークX線実験データ[17]とも比較されました。 *研究対象と範囲:この研究は、ベンチマークアルミニウム板(10 mm × 200 mm × 100 mm)[17]を鋳造するために設計された簡略化された底ゲート砂型鋳造形状における液体流れ挙動に焦点を当てました。この研究では、水とSCNをアナログ流体として使用し、比較の基準として溶融アルミニウムの流れを対象としました。範囲は鋳型充填段階に限定され、凝固の側面は主にSCNをアナログ材料として選択する文脈で考慮されました。 5. 主な研究結果: *主な研究結果:実験結果は、SCN流れ試験が水モデルと比較して溶融アルミニウムの流れプロファイルをより正確に再現したことを示しました。具体的には、「実験結果は、SCN流れ試験が溶融アルミニウムの流れプロファイルをより正確に再現し、金属流れ研究のための金属アナログとしての有用性を検証したことを示しています。」研究では、フルード数と壁面粗さが、正確な金属流れアナログを達成するための重要な無次元変数として特定されました。 *統計的/定性的な分析結果:流れパターンの定性的な比較(図7、図8、図9、図11、図12、図13、図14)は、SCNの流れが水流よりも以前のX線研究[17]からのアルミニウムの流れに視覚的により類似していることを示しました。定量的な分析(表9、表10、表11)は、水のレイノルズ数を一致させると充填時間が類似するものの、流れ挙動はSCNと比較してアルミニウムの代表性が低いままであることを示しました。より高いフルード数試験は、より高い速度とより短い充填時間を示しました(表9)。 *データ解釈:これらの知見は、水モデルにおけるレイノルズ数の類似性は、充填時間のいくらかの類似性を提供できるものの、溶融金属の流れパターンを正確に表現することを保証するものではないことを示唆しています。フルード数の類似性は、全体的な流れのダイナミクスを捉えるためにより重要であるように思われます。SCNは、レイノルズ数が低いにもかかわらず(SCNの場合は6800、アルミニウムの場合は28,000)、水よりも溶融アルミニウムに定性的に類似した流れパターンを示し、無次元数の一致だけでなく、材料特性の重要性を示しています。この研究では、ムーディ線図分析(図15)によって示されるように、壁面粗さと圧力降下が流れの類似性に及ぼす潜在的な影響も強調しました。 *図の名前リスト: 6. 結論と考察: *主な結果の要約:この研究は、スクシノニトリル(SCN)が砂型鋳造実験において液体アルミニウムの流れを可視化するための水よりも効果的な金属アナログであると結論付けています。「実験結果は、SCN流れ試験が溶融アルミニウムの流れプロファイルをより正確に再現し、金属流れ研究のための金属アナログとしての有用性を検証したことを示しています。」水モデルは簡略化された表現を提供できますが、SCNは、溶融金属との材料特性の類似性が高いため、流れ挙動のより正確な定性的および潜在的に定量的な表現を提供します。この研究では、アナログ試験におけるフルード数の類似性の重要性を強調し、壁面粗さと圧力降下が流れの類似性に影響を与える重要な要因であり、厳密なレイノルズ数の一致よりも重要である可能性があることを示唆しています。 *研究の学術的意義:この研究は、鋳造研究のための溶融流れを正確に可視化するために、新しい鋳造流体力学実験を通してSCNを適用した最初の報告された研究です。これは、金属流れ可視化技術の基本的な理解に貢献し、鋳造研究のための貴重なツールとしてのSCNの使用を検証します。この知見は、水モデルとレイノルズ数の類似性への過度の依存に異議を唱え、正確なアナログ試験には、他の無次元数と材料特性を考慮する必要があることを強調しています。 *実際的な意味合い:SCNの金属アナログとしての応用成功は、高価で複雑な鋳造実験やX線施設への依存を減らし、実験室環境での鋳造流体力学の実験的調査のための新しい道を開きます。「この研究からの知見は、ランナー、インゲート、および統合された充填-給湯-凝固研究などの将来の金属流れ分析で使用できます。」このアプローチは、特にアディティブマニュファクチャリングによって可能になった複雑な形状の革新的なゲートシステムの設計と検証を促進し、統合された流れ-凝固シミュレーションのためのより正確な数値モデルの開発に貢献できます。この論文で詳述された方法論は、「革新的なゲート形状の検証のためのロードマップ」も提供します。 *研究の限界:この研究では、砂型鋳型と比較して熱特性と表面粗さが異なるアクリル鋳型の使用など、限界があることを認めています。「アクリル鋳型の限られた熱容量は、SCNをより高い温度で注ぐことを禁じており、鋳型の深刻なひび割れにつながる可能性があり、アクリルに代わる材料が今後の研究の焦点となります。」さらに、この研究は主に流れの可視化に焦点を当てており、流れ条件と結果として生じる凝固挙動の複合的な影響を十分に調査していません。 7. 今後のフォローアップ研究: *フォローアップ研究の方向性:今後の研究では、砂型鋳型条件をより適切に模倣するために、熱容量が改善され、表面粗さを制御できる代替の透明鋳型材料を調査する必要があります。SCNを金属アナログとしての可能性を最大限に活用するために、鋳造条件下でのSCNの凝固挙動と金属凝固との相関関係をさらに調査する必要があります。「さらに、今後の研究では、溶融金属に類似した、表面に酸化物を形成する液体金属のアナログを調査して、溶融流れで一般的に発生する酸化物二重皮膜をより正確にエミュレートする必要があります。」 *さらなる探求が必要な分野:さらなる探求が必要な分野には、以下が含まれます。
Read More
user 02/18/2025 Aluminium-J , automotive-J , Technical Data-J Applications , CAD , Die casting , Efficiency , Review , STEP , 金型 , 금형 , 해석 この記事は、「International Journal of Applied Studies (IJAS)」に掲載された研究論文「ダイカスト用ゲートシステムのコンピュータ支援設計ライブラリ」の 要約を提供します。この論文は、ダイカストにおけるゲートシステム設計の重要な側面を取り上げ、この複雑なプロセスを自動化および効率化するための新しいコンピュータ支援設計(CAD)ライブラリを提案しています。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
この論文の要約は、”[論文タイトル]”と題された論文を、”[発行元]”にて発表されたものに基づいています。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: *この資料は、”Rahul T Patil, Veena S Metri, Shubhangi S Tambore”氏の論文:”鋳造欠陥の原因と対策 (Causes of Casting Defects with Remedies)”に基づいています。*論文ソース: www.ijert.org この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
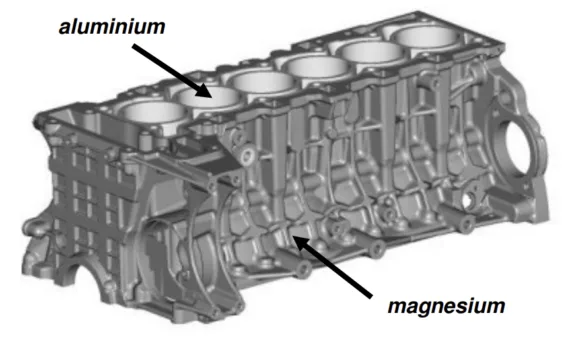
user 02/18/2025 Aluminium-J , automotive-J , Technical Data-J CAD , Computer simulation , Die casting , Magnesium alloys , Microstructure , STEP , 自動車産業 , 자동차 , 자동차 산업 , 해석 この論文概要は、SAEインターナショナルで発表された論文「BMW’s Magnesium-Aluminium Composite Crankcase, State-of-the-Art Light Metal Casting and Manufacturing」に基づいています。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法: 5. 主な研究成果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: *この資料は、ミヒャエル・ヘッシュル、ヴォルフラム・ヴァゲナー、ヨハン・ヴォルフの論文:「BMW’s Magnesium-Aluminium Composite Crankcase, State-of-the-Art Light Metal Casting and Manufacturing」に基づいています。*論文ソース: doi:10.4271/2006-01-0069 この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
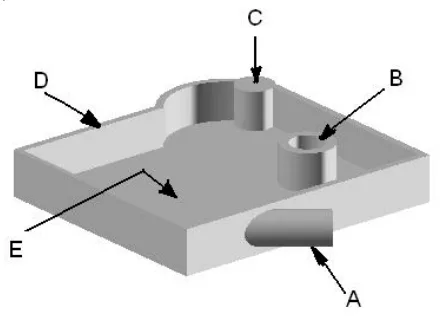
この論文概要は、AUTOMATIC DETERMINATION OF PARTING LINE AND NUMBER OF CAVITIES IN DIE CASTING DIE という論文に基づいており、第10回 IRAJ 国際会議 で発表されました。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: *この資料は、スニル・クマール (SUNIL KUMAR)、ランジット・シン (RANJIT SINGH)、ビジェイ・クマール (VIJAY KUMAR)、ヴィノッド・クマール (VINOD KUMAR) の論文「ダイカスト金型におけるパーティングラインとキャビティ数の自動決定 (AUTOMATIC DETERMINATION OF PARTING LINE AND NUMBER OF CAVITIES IN
Read More
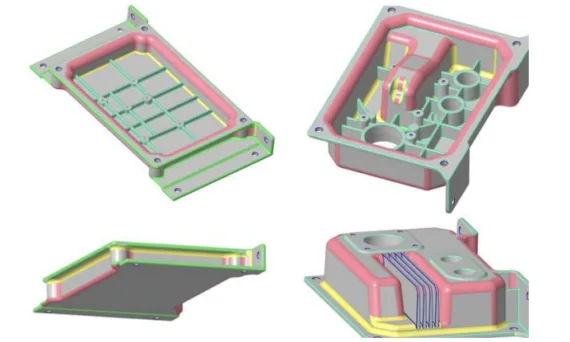
この要約は、射出成形およびダイカスト部品の自動化された製造容易性解析に焦点を当てた研究論文の概要を提供します。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法論 5. 主な研究結果: Figure 23. A Graphical comparison between MEA and ASV approachFigure 24. The identified parting surface and recognized features for the example. 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: *この資料は、ダニエル A. マクアダムスとラフル A. ビドカーの論文に基づいています:「射出成形およびダイカスト部品のための自動化された製造容易性解析」(AUTOMATED MANUFACTURABILTY ANALYSIS FOR INJECTION-MOLDED AND DIE-CAST PARTS)。*論文ソース:? この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025
Read More
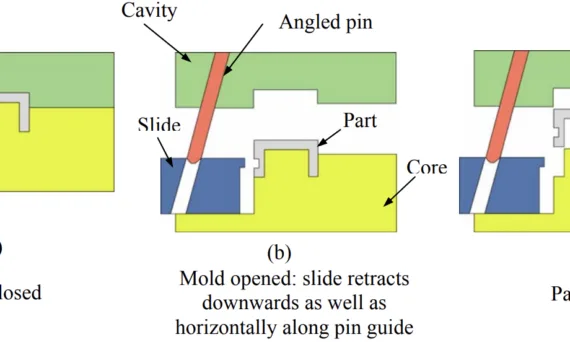
この研究は、複雑な部品製造の重要な側面に対処し、金型設計を合理化し、生産コストを最適化するための道筋を提供します。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: この資料は、アシシュ・ゴパル・バナジーとサティエンドラ・K・グプタの論文に基づいています: 「複雑な部品の射出成形におけるサイドアクション自動設計のための幾何アルゴリズム」(Geometrical algorithms for automated design of side actions in injection moulding of complex parts)論文ソース: https://www.researchgate.net/publication/222301183 この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
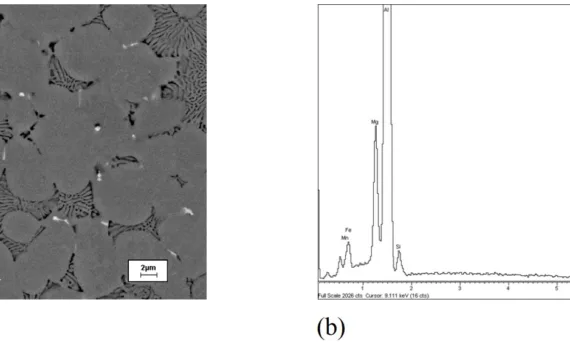
user 02/17/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Die casting , Efficiency , High pressure die casting , Mechanical Property , Microstructure , 自動車産業 , 자동차 , 자동차 산업 , 해석 1. 概要 2. 研究背景 本研究は、燃費効率の高い輸送システムの製造において、軽量材料の使用による軽量化が燃費向上と有害排出物の削減に効果的な手段であるという前提に基づいています。自動車産業におけるアルミニウム合金の使用増加は、軽量化と環境目標達成のための大きな機会を提供しており、高圧ダイカストは、厳しい寸法公差を持つニアネットシェイプ部品を製造する上で人気のある製造プロセスです。 近年、自動車構造物へのアルミニウムの使用増加傾向が見られ、アルミニウム集約型乗用車のスペースフレームとモノコック構造において、鍛造アルミニウム合金と鋳造アルミニウム合金の両方が不可欠です。しかし、現在利用可能なダイカスト合金の機械的特性、特に延性は、産業の要求を満たせていません。 3. 研究目的と研究課題 4. 研究方法 5. 主要な研究結果 6. 結論と考察 本研究は、自動車ボディ構造部品に適した超延性ダイカストアルミニウム合金の最適組成を明らかにしました。最適組成の合金は、優れた機械的特性と比較的単純なミクロ構造を示します。研究結果は、高圧ダイカストプロセスを用いた自動車部品製造において重要な示唆を与えます。しかし、破面解析の結果、脆性と延性の混合した破面を示すという限界があります。 7. 今後の研究 今後の研究としては、様々なダイカストプロセス変数の影響を考慮した研究、様々な熱処理プロセスによるミクロ構造と機械的特性の制御に関する研究、耐食性の向上に関する研究が必要となります。また、実際の自動車部品製造への適用に向けた更なる研究が必要です。 8. 参考文献 著作権 本資料は、Douglas Watson、Shouxun Ji、Zhongyun Fan著の論文:A super-ductile alloy for the die-casting of aluminium automotive body structural componentsに基づいて作成されました。 論文出典:doi:10.4028/www.scientific.net/MSF.794-796.526 本資料は上記論文に基づいて要約作成されており、商用目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.

![Figure 1 Gating system nomenclature [Casting Plant & Technology]](https://castman.co.kr/wp-content/uploads/image-350-570x342.webp)

![Fig 2: Dominations in Parting Line [3]](https://castman.co.kr/wp-content/uploads/Fig-2-Dominations-in-Parting-Line-3-498x342.webp)