1. 概要: 2. 研究背景: 1975年に制定されたCAFE(Corporate Average Fleet Economy)規制により、北米の乗用車と小型トラックの平均燃費の向上義務が課せられました。燃費目標は1978年から1985年にかけて初期の増加が求められましたが、2011年までは大きな燃費向上要求はありませんでした。現在、乗用車と小型トラックの燃費要件は2025年まで継続的に増加しており、主にパワートレイン技術の進歩と車両の軽量化によって達成されています。軽量化は、部品やシステム設計のCAE(Computer-aided engineering)最適化、軽量材料の実装、部品統合など、さまざまな方法で達成できます。 これにより、エンジンブロックやトランスミッションの小型化、制動要件の軽減につながり、二次的または複合的な軽量化効果が生じます。自動車用途のマグネシウムダイカスト部品は、一般的に上記の3つの軽量化手法を用いています。比較的低い密度、設計の柔軟性、流動性により、大幅な部品統合が可能になります。従来は、インストルメントパネルフレーム、シートフレーム、ステアリングアーマチュア、トランスファーケース用途に使用されてきました。2015年時点では、北米車両の平均マグネシウム含有量は約5kgでしたが、2025年までに3倍になると予想されています。 本研究では、複数の論文で調査され、一部の事例では生産車両に導入されている、閉鎖構造物用途におけるマグネシウムダイカストの最近の研究をレビューします。 3. 研究目的と研究質問: 4. 研究方法: 5. 主要な研究結果: マグネシウムダイカストは、閉鎖構造物用途において最大50%の重量削減と部品数の削減をもたらしました。2017年型クライスラー・パシフィカのリフトゲート内側構造物へのマグネシウムダイカストの適用は、前世代の9個の部品を置き換え、リフトゲートアセンブリの重量を約50%削減しました。他の生産事例としては、2004年型アストンマーティンDB9のマグネシウム製サイドドアインナー(約43%の重量削減)、2010年型リンカーンMKTのマグネシウム製リアリフトゲートインナー(約40%の重量削減)、2009年型メルセデス・ベンツEクラスTモデル、2017年型アストンマーティン・ヴァンキッシュS、2006年型メルセデス・ベンツCLクラスクーペ、そして2018年型ジープ・ラングラーのマグネシウム製スイングゲートダイカストインナーなどがあります。 ロータスエンジニアリングの研究では、2009年型トヨタ・ヴェンザのサイドドアとリフトゲートインナーに26kg以上のマグネシウムを使用し、41%の重量削減を達成しました。ゼネラルモーターズのDOE(Department of Energy)支援プロジェクトでは、統合型ダイカストマグネシウム製ドアインナーを開発し、部品数を削減し、約50%の重量削減を実現しました。 マグネシウム製閉鎖構造物の設計には、腐食防止、締結、組立戦略などの設計上の課題があり、CAE最適化、厚さの変化、リブパターンなどの設計戦略が用いられています。マグネシウムダイカストの製造と組立には、接着剤結合、ヘムフランジジョイント設計、表面処理とコーティングが含まれます。 図表リスト: 6. 結論と考察: 本研究は、閉鎖構造物用途におけるマグネシウムダイカストの重量削減の可能性と性能特性を要約しています。マグネシウムダイカストは、剛性、衝突安全性、製造性に関する設計上の課題に対する解決策を提供しており、剛性、衝突性能、製造性のための設計、ダイカストマグネシウムインナーをBIWに統合するための組立工程の設計、コーティングシステムの設計、そしてガルバニック腐食対策のための戦略を含んでいます。マグネシウムダイカストは、車両の軽量化による将来のCAFE要件達成に役立ちます。しかし、ガルバニック腐食問題の解決策に関する更なる研究が必要です。 7. 今後の研究: 8. 参考文献: (論文中に記載されている参考文献リスト[1]~[20]) 著作権: この要約は、J.P. Weilerの論文「A review of magnesium die-castings for closure applications」に基づいて作成されました。 論文出典: https://doi.org/10.1016/j.jma.2019.02.005 この要約は上記の論文に基づいて要約されており、無断で商業目的で使用することは禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
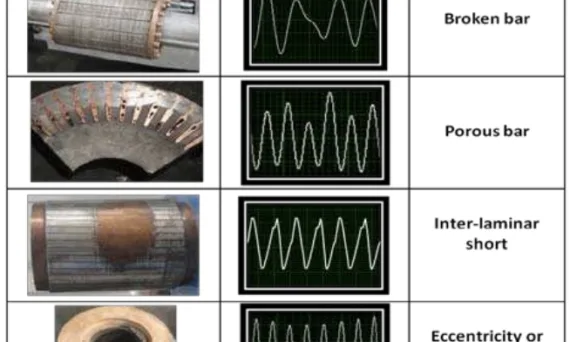
user 03/13/2025 Copper-J , Technical Data-J Applications , CAD , Copper Rotor , Die casting , Draft , Efficiency , Electric vehicles , Quality Control , 알루미늄 다이캐스팅 , 해석 本紹介内容はIEEEで発行された論文 “Design and Development of Rotor Quality Test System for Die-Cast Copper Rotors” の研究内容を紹介するものです。 1. 概要: 2. 概要 / 導入 概要 – 銅ローターモーターは、最新のモーターと同等の優れた効率を発揮し、電気自動車用途に適格となる高い温度に対応できることが市場で周知されています。重金属であるダイカスト銅ローターの製造には、信頼性の高いローター生産のために絶対的な注意が必要です。本論文では、銅ダイカスト加工における一般的な欠陥を特定し、3段階検査における十分な監視方法を提案します。最終段階は、銅ダイカストローターに見られるほとんどの問題を検出するローター品質試験システムで構成されています。このローター品質試験システム分析は、ローター製造プロセスを最適化し、不良ローターをモーターアセンブリに取り付ける状況を回避するのに役立ちます。 I. 導入 電気自動車(EV)への世界的な関心が拡大するにつれて、自動車エンジニアは、材料使用量の削減、サイズの小型化、重量の軽減によって利点を得ることができるモーター製造のための特殊材料を探しています。近年、希土類材料の希少性と、永久磁石モーターにおける高温での磁石性能への懸念から、ダイカスト銅ローターモーターへの関心が高まっています。銅ローター誘導モーターは、小型化、高出力密度、システム全体、効率、耐久性の点で、パラレルハイブリッド電気自動車にとって実行可能な選択肢であると思われます[1]。高圧ダイカストは、ダイカストローターの製造において最も経済的なプロセスであり、1930年代からアルミニウムが選択材料となっています。銅の高い導電率を利用して、ローターにアルミニウムの代わりに銅を使用することは、EV用途向けのエネルギー効率の高いモーターを開発するための確固たる戦略であることが証明されています。かご形誘導電動機のダイカストローターバーでアルミニウムを銅に置き換えることは、ローターI²R損失の低減という点で大きな利点があり、最終的には効率と省エネが向上します。ローターI²R損失の低減は、モーターの動作温度を低下させます。銅ダイカストプロセスはアルミニウムダイカストプロセスと同一ですが、温度と圧力の増加による追加の製造上の課題により、銅ダイカストローターの製造は困難になります。銅の溶融コストと溶融銅の取り扱い費用は、アルミニウムの約3倍高いと推定されています。ダイカスト銅ローターモーターの製造にかかる高コストは、入力電力消費量の削減、メンテナンス費用の削減、長寿命化による省エネによって相殺されます[2]-[7]。新しいダイカストローターの構造には、モーターの動作を危険にさらす可能性のあるさまざまな欠陥があります。ローターの欠陥は、異常な発熱、追加の高調波の存在、アークの発生、振動や騒音の発生、モーターの速度やトルクの変動を引き起こします。ダイカスト銅ローターの問題は、モーターの望ましくない性能につながり、信頼性が低下し、頻繁なサービスが必要になります。ローターの欠陥による誘導電動機の全故障は、約10%と推定されています[8]。銅で製造されたダイカストローターは、製造時にさまざまな欠陥を引き起こす可能性があります。問題の中には、肉眼では検出できないほど見えないものもあれば、特定されていない問題もあります。 3. 研究背景: 研究テーマの背景: 電気自動車(EV)への世界的な関心が高まるにつれて、自動車エンジニアは、材料の使用量、サイズ、重量を削減できるモーター製造用の特殊材料を模索しています。ダイカスト銅ローターモーターは、希土類材料の入手可能性の低さと、永久磁石モーターにおける高温での磁石性能への懸念から、近年注目を集めています。銅ローター誘導モーターは、小型、高出力密度、効率、耐久性の点で、ハイブリッドEVにとって実行可能な選択肢です。高圧ダイカストは、従来アルミニウムを使用してきたローター製造において経済的です。高い導電率を持つ銅は、エネルギー効率の高いEVモーターにとって確固たる代替材料です。ダイカストローターバーでアルミニウムを銅に置き換えることは、ローターI²R損失を大幅に削減し、効率と省エネを向上させ、モーターの動作温度を低下させます。しかし、銅ダイカストはアルミニウムダイカストと類似していますが、より高い温度と圧力のため、製造上の課題があります。溶融銅を溶融および処理するコストは、アルミニウムよりも約3倍高くなります。製造コストは高くなりますが、ダイカスト銅ローターモーターは、省エネ、メンテナンスの削減、長寿命化により費用対効果が高くなります。 既存研究の現状: ダイカストローターの欠陥は、モーターの動作を損ない、異常な発熱、高調波、アーク、振動、騒音、速度/トルク変動などの問題を引き起こす可能性があります。これらの問題は、モーターの信頼性を低下させ、サービス要求を増加させます。ローターの欠陥は、誘導電動機の故障の約10%を引き起こすと推定されています。銅ダイカストローターは、さまざまな製造上の欠陥が発生しやすく、その一部は目に見えません。既存のローター品質監視方法には、固定子電流周波数成分を分析することにより、破損したバーや偏心などの欠陥を検出するオンライン手法である電流シグネチャ分析(MCSA)が含まれます。ただし、MCSAは複数の欠陥が存在する場合に使用が難しく、モーターが組み立てられて動作している必要があります。結果は他のモーターコンポーネントの影響を受け、専門家の解釈が必要です。これらの方法は、ダイカスト銅ローターの定量的な品質評価を提供せず、完全な組み立て前の製造中に適用することはできません。グラウラーテスト、タップテスト、浸透探傷試験、超音波探傷試験、抵抗試験などの分解されたモーター検出方法が存在しますが、特に内部欠陥などのすべてのタイプの欠陥を検出する上で限界があり、大量生産中の包括的な品質評価には適していません。 研究の必要性: 製造現場でのローター品質評価には、モーターコンポーネントに依存しない直接的な試験方法が必要です。RMFA、グラウラーテスト、超音波探傷試験などの現在の分解された検出方法は、すべての欠陥タイプを検出すること、および電気的、磁気的、絶縁性、構造的特性を含む完全なロータースタック評価を提供することに限界があります。高圧および高温を伴うダイカスト銅ローターの製造プロセスは、電気的、磁気的、絶縁性、構造的な変動を引き起こし、多孔性、ラミネーション短絡、スキュー角度偏差、導電率低下などの問題につながる可能性があります。これらの問題は、銅ローターの利点を打ち消し、モーターの効率と性能を低下させる可能性があります。既存の試験手順は、ダイカスト銅ローターのすべての問題を詳細に評価するには不十分です。これらの問題に対処し、製造を最適化し、不良ローターがモーターアセンブリに取り付けられるのを防ぐには、包括的な3段階検査プロセスが必要です。 4. 研究目的と研究課題: 研究目的: 本研究の目的は、ダイカスト銅ローター用のローター品質試験システム(RQTS)を設計および開発することです。このシステムは、製造中に発生する銅ダイカストローターの一般的な欠陥を検出し、それによってローター製造プロセスを最適化し、不良ローターを使用したモーターの組み立てを防ぐことを目的としています。RQTSは、さまざまな欠陥タイプを検出する際の限界に対処し、生産ラインでの品質管理を可能にすることにより、既存の方法と比較して、ローター品質のより直接的かつ包括的な評価を提供することを目的としています。 主要な研究課題: 5. 研究方法 研究デザイン: 本研究では、ローター品質試験システム(RQTS)を作成するために、設計および開発アプローチを採用しました。これには、電磁誘導原理に基づくシステムの概念化、ハードウェアコンポーネント(電磁センサー、ローター駆動システム、データ収集システム)の設計、および信号分析と品質評価のためのソフトウェアの開発が含まれていました。このシステムは、重量試験、超音波試験を使用したエンドリングの欠陥検出、および最終RQTS試験を含む3段階検査プロセス用に設計されました。RQTSを検証するために、意図的に欠陥が導入されたプロトタイプローターが製作されました。 データ収集方法: RQTSは、電磁センサーを使用して、磁場内で回転するときにローターバーに電圧を誘導します。ローターバーの物理的状態を反映する誘導電圧波形は、センサーのピックアップコイルによってキャプチャされます。NI PCI-5922デジタイザーボードを備えたデータ収集システム(DAQ)は、センサーコイルからのアナログ信号を取得および調整するために使用されます。近接センサーは、周波数分析用の速度入力を提供します。取得した波形は、NI LabVIEWで開発されたカスタムソフトウェアを使用して処理および分析されます。 分析方法: 取得した波形は、NI LabVIEWで開発されたソフトウェアを使用して、時間領域と周波数領域の両方で分析されます。最初に、高周波ノイズを除去するために、バターワースローパスデジタルフィルターが適用されます。FFTを使用した周波数分析は、ローターバー通過周波数を特定し、欠落しているバーを検出するために実行されます。FFTスペクトルの振幅分析は、ローター欠陥の重症度を評価するために使用されます。統計的比較は、事前定義された基準に対してローター品質を評価するために実装されています。ソフトウェアは、ローター品質パーセンテージを計算し、設定された基準に基づいて合格/不合格の判定を提供します。欠陥のあるローターからの波形パターンは、特定の欠陥タイプを識別するために基準波形チャートと比較されます。 研究対象と範囲: 本研究は、誘導電動機用のダイカスト銅ローターに焦点を当てています。開発されたRQTSは、調整可能なチャックおよびテールストックアセンブリ、および適応可能な電磁センサー設定を通じて、さまざまなローターサイズと重量に適用できるように設計されています。一般的なダイカスト銅ローターの欠陥をシミュレートするために製造されたプロトタイプローターは、RQTSのテストと検証のための主要な対象として機能します。研究の範囲には、RQTSハードウェアおよびソフトウェアの設計、開発、検証、およびダイカスト銅ローター製造に関連するさまざまなローター欠陥を検出する能力の実証が含まれます。 6. 主な研究成果: 主要な研究成果:
Read More
この論文要約は、The International Journal of Advanced Manufacturing Technology に掲載された論文「A computer-aided system for multi-gate gating-system design for die-casting dies」に基づいています。 1. 概要: 2. 研究背景: ダイカストにおけるゲートシステムの設計は、従来、ダイカスト専門家の深い知識と経験に大きく依存する、複雑で時間のかかる作業でした。現在の産業慣行では、業界のベストプラクティス、プロセス物理学、そして多数のデータベースを参照する必要があり、手作業による設計は「非常に時間がかかり、煩雑な作業」とされています。ダイカスト業界では、特に効果的なゲートシステムを設計するために、専門家の手作業による負担を軽減できるシステムの必要性が認識されています。 既存のダイカスト金型設計用コンピュータ支援システムは、ゲートシステム設計プロセス全体を自動化する点で不十分な場合が多くあります。市販されている多くのCADシステムでは、プロセスパラメータやゲートシステム仕様を手動で入力する必要性が依然として高いです。さらに、これらのシステムは、複雑な形状のダイカスト部品にますます必要となる、多ゲート・ゲートシステム設計の複雑さに対応できるほど洗練されていないことが多いです。 したがって、本研究は、ダイカスト業界における手作業による専門家主導のプロセスへの依存を減らし、設計効率を向上させるために、多ゲート・ゲートシステムを設計できるコンピュータ支援システムを開発する必要性によって動機付けられています。 3. 研究目的と研究課題: 主な研究目的は、ダイカスト金型における多ゲート・ゲートシステムの設計に特化したコンピュータ支援システムを開発し、実装することです。 本研究で取り組む主要な研究課題は以下の通りです。 明示的な仮説としては述べられていませんが、本研究は、以下の暗黙の研究仮説に基づいて進められています。 4. 研究方法: 本研究では、コンピュータ支援設計ツールの作成と実装に焦点を当てたシステム開発アプローチを採用しています。システムの設計は、3つの主要なモジュールを含む構造化された方法論に基づいています。 データ収集方法: システムは、「部品、プロセス、機械、材料情報」を入力として活用します。パラメータ決定のために、業界のベストプラクティスや、ワードのゲートシステムマニュアル[24]に概説されているような経験式を組み込んでいます。ゲートシステムコンポーネントのフィーチャーライブラリもCADモデル生成に利用されています。 分析方法: システムはMATLABを使用して実装されました。システムの有効性の検証は、「ダイカスト部品の例でテスト」することによって行われました。結果は「業界慣行」と比較して評価され、システムの出力の定性的な評価を示しています。 研究対象と範囲: 本研究は、「ダイカスト金型用の多ゲート・ゲートシステム設計」に特化したコンピュータ支援システムの開発に焦点を当てています。範囲は、ゲートシステムの設計とCADモデル生成に限定されており、パラメータ決定の自動化とフィーチャーライブラリの利用を重視しています。「流れのシミュレーション研究は、本研究の範囲外です。」 5. 主な研究結果: 本研究の主な成果は、多ゲート・ゲートシステム設計のための機能的なコンピュータ支援システムの開発です。システムは3つのモジュールで構成されており、設計プロセスの重要な側面を自動化することに成功しています。 統計的/定性的な分析結果: 論文には、「システムはダイカスト部品の例でテストされており、システムから得られた結果は業界慣行に準拠している」と記載されています。これは、システムの出力が確立された業界標準および専門家の期待と一致していることを示唆する、定性的な検証を示しています。 データ解釈: 結果は、提案された多ゲート・ゲートシステム設計のためのコンピュータ支援システムの実現可能性と有効性を示しています。システムは、プロセスパラメータの決定、ゲートシステム設計、およびCADモデル生成を統合することに成功し、従来複雑であったタスクへの合理化されたアプローチを提供します。業界慣行に対する定性的な検証は、システムの実際的な適用性と、ダイカスト金型設計における効率を向上させる可能性を示唆しています。 図表名リスト: 6. 結論と考察: 主な結果の要約: 本研究では、ダイカストにおける多ゲート・ゲートシステム設計のためのコンピュータ支援システムを開発することに成功しました。システムは、プロセスパラメータ、ゲートシステムパラメータ、およびフィーチャーライブラリを使用したCADモデルの生成を自動化する3つのモジュールで構成されています。ダイカスト部品の例でのテストでは、システムの結果が業界慣行と一致していることが示されました。 研究の学術的意義: 本研究は、多ゲート・ゲートシステム用の自動設計システムのギャップに対処することにより、この分野に貢献しています。業界のベストプラクティスを統合し、重要なパラメータ決定とCADモデリングの段階を自動化する体系的なアプローチを示しています。 実用的な意義: 開発されたシステムは、ダイカスト業界に大きな実用的な利点をもたらします。ダイカストエンジニアの作業負荷を軽減し、設計リードタイムを短縮し、特に多ゲートを必要とする複雑な部品の場合、ゲートシステム設計の一貫性を向上させる可能性があります。多ゲート設計を処理するシステムの能力は、産業用途における重要な利点として強調されています。 研究の限界:
Read More
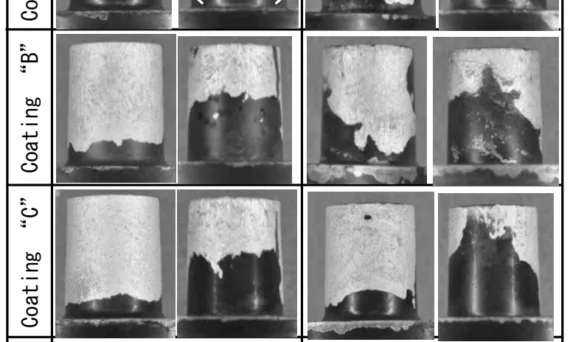
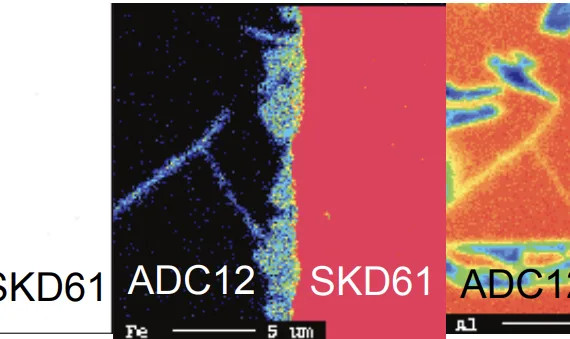
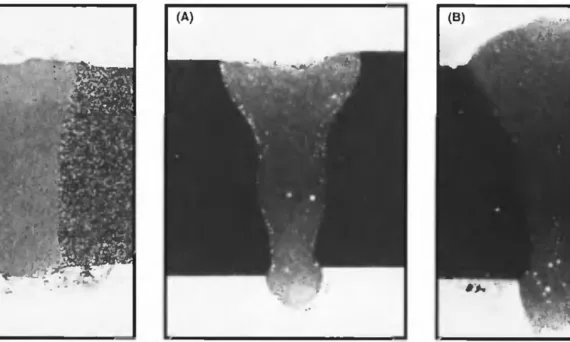
この記事では、[電気製鋼 (The Iron and Steel Institute of Japan)]が発行した論文「Evaluation of Soldering on Surface-Treated Specimens with both Actual Die Casting and Dipping Test into Molten Al Alloy」を紹介します。본 기사에서는 [電気製鋼 (The Iron and Steel Institute of Japan)]에서 발행한 논문 [ダイカストと溶湯浸漬による焼付きの評価]을 소개합니다. 1. 概要: 2. 概要またははじめに 本論文では、ダイカストと溶湯浸漬試験における表面被膜の焼付き挙動を調査しています。カーボナイト処理またはPVD処理を施したコアピンと丸棒試験片を評価しました。ダイカスト実験では、735℃の溶融Al合金を54 m/sの速度でコアピンに射出しました。離型剤には、水溶性エマルション型と油性型を使用しました。コアピン表面から1mm下の最高温度は475℃に達し、水溶性エマルション型離型剤は油性型よりも低い温度を示しました。18ショットのダイカスト後のコアピンの焼付きは、表面被膜や離型剤の種類に関わらずほぼ同じでした。焼付き部ではFe/Al化合物層は観察されませんでした。溶湯浸漬試験では、丸棒試験片を750℃の溶融Al合金に30秒間浸漬しました。塩浴窒化は、PVDよりも優れた耐焼付き性を示しました。結論として、ダイカストと溶湯浸漬試験における焼付き挙動は必ずしも一致しません。 論文の序論では、ダイカストにおける焼付き、すなわち金型へのアルミニウム合金(Al合金)の凝着が重要な課題であることが強調されています。ダイカスト製品の焼付きは、表面粗さや寸法精度の低下を引き起こし、重度の場合には製品の金型からの取り出しを不可能にします。したがって、焼付きの防止は、ダイカストの品質維持と安定操業に不可欠です。効果的な対策としては、(1)金型表面温度を下げること、(2)金型材とAl合金の直接接触を防ぐことの2点が挙げられます。(1)の方法には、水質管理による流量確保、高圧水噴射、および積層造形による複雑な冷却回路設計を含む内部冷却(内冷)の最適化が含まれます。(2)の方法には、離型剤被膜の適用や、酸化物または窒化物からなる硬質膜を形成するための表面処理が含まれます。溶融Al合金への浸漬試験(溶湯浸漬)は、付着したAl合金の量を視覚的に評価することにより、耐焼付き性を評価するために一般的に使用されています。この費用対効果の高い方法は、ダイカスト用途向けの表面処理を選定および開発する上で重要です。本論文では、ダイカスト試験と溶湯浸漬試験の両条件下で、さまざまな表面処理の耐焼付き性の順位を比較することを目的としています。さらに、ダイカストプロセスに固有の溶湯の流れ(湯流れ)と圧力の焼付き挙動への影響を解明することも目的としています。また、離型剤の種類が金型温度に及ぼす影響、およびその結果としての焼付き挙動への影響も調査します。 3. 研究背景: 研究トピックの背景: ダイカストにおける焼付きは、アルミニウム合金(Al合金)が金型に凝着する現象として定義されています。この凝着は、鋳造製品に表面の粗さや寸法精度の不良などの欠陥を引き起こします。重度の場合、広範囲な焼付きは鋳造品の金型からの取り出しを困難にする可能性があります。したがって、焼付きの防止は、ダイカスト製品の品質を維持し、安定したダイカスト操業を保証するために最も重要です。 既存研究の現状: 焼付きを軽減するための既存の戦略は、主に2つのアプローチに分類されます。(1)金型表面温度を下げること、(2)金型材と溶融Al合金の直接接触を防ぐことです。(1)のアプローチには、水質管理による適切な冷却材流量の確保、高圧水噴射の利用、および積層造形によって製造された複雑な冷却回路の利用などの技術を含む内部冷却(内冷)の最適化が含まれます。(2)のアプローチは、離型剤被膜の適用、および金型表面に酸化物または窒化物で構成される硬質膜を作成する表面処理に焦点を当てています。溶融Al合金への浸漬試験(溶湯浸漬)は、表面処理の耐焼付き性を評価するために広く用いられています。耐焼付き性の程度は、試験片に付着したAl合金の量を視覚的に検査することで容易に評価できます。溶湯浸漬試験は、ダイカスト用途向けの表面処理を選定するための効率的かつ費用対効果の高いスクリーニング方法として役立ちます。 研究の必要性: 溶湯浸漬試験は表面処理のスクリーニングに役立ちますが、溶湯浸漬試験で観察される焼付き挙動と実際のダイカストプロセスとの相関関係は完全には解明されていません。本研究は、ダイカスト試験条件と溶湯浸漬試験条件の両方で、さまざまな表面処理の耐焼付き性の順位を比較することにより、このギャップを埋めることを目的としています。さらに、本研究では、ダイカストプロセスに固有の溶融金属の流れ(湯流れ)と圧力の焼付き挙動への影響を調査します。また、さまざまな種類の離型剤が金型温度に及ぼす影響、およびその結果としての焼付きへの影響も調査します。 4. 研究目的と研究課題:
Read More
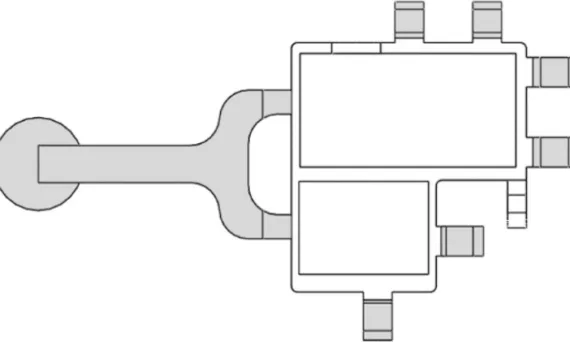
本記事では、[電気製鋼]が発行した論文「Prediction and Evaluation of Ejecting Stress Distribution at Die Surface of Die-Casting through Numerical Analyses」を紹介します。 1. 概要: 2. 概要またははじめに ダイカスト鋳造法は、アルミニウム合金などの溶融金属(以下、溶湯という)を金型のキャビティ内に短時間で圧入し急速凝固させることで、寸法精度の高い複雑形状品を高効率で製造する方法である。しかし、ダイカスト金型のキャビティ面は、600~700℃の溶湯との接触によって450~550℃に加熱されることがある。このような高温となる部位では、鋳造品取り出し時にアルミニウム合金が金型に溶着して残存する「焼付き」が発生しやすい。焼付き部では、鋳造品と金型の界面に Fe/Al 反応層が形成されている。 焼付きは製品の表面品質や寸法精度を害するため、金型に付着したアルミニウム合金は除去しなければならない。そのために鋳造の一時停止を余儀なくされ、生産性が大きく低下する。また、焼付きが顕著で除去し切れない場合は金型の交換が必要となり、型費の増加を招く。以上の理由から、焼付き回避がダイカストの重要課題となっている。鋳造方案の策定においては、焼付きやすい部位の把握と、焼付き回避策を講じておくことが求められる。 焼付きへの影響因子は、表面処理の種類、内冷回路の位置と水量、溶湯温度、射出条件など多岐にわたる。これらの要因を鋳造の試行錯誤で適正化する試みは非効率的であるうえ、最適解を得ることも容易ではない。そこで、焼付き回避策の検討には、諸条件を系統的かつ容易に変化させられる湯流れ解析を積極的に利用することが多い。 湯流れ解析による焼付き回避策の検討においては、工程設計の確度を高めるため、冶金現象(拡散による Fe/Al 反応層形成)に準じた指標が必要と考えられる。そこで、本論文では、鋳造品を金型から取り出す際の「離型抵抗」に着目し、反応層形成との相関づけを試みた。本論文では、実験で求めた離型抵抗の予測式を湯流れ解析に組み込み、焼付き評価指標としての有効性を検証する。 3. 研究背景: 研究トピックの背景: ダイカストにおける焼付きは、製品の品質と寸法精度を損ない、金型からアルミニウムを除去するために生産を停止する必要があり、場合によっては高価な金型交換が必要になるため、重大な問題です。したがって、焼付きを回避することは、ダイカスト作業における重要な目標です。焼付きが発生しやすい領域を特定し、効果的な対策を実施することは、堅牢なプロセス設計に不可欠です。 既存研究の状況: 従来の焼付き軽減アプローチは、多くの場合、非効率的な試行錯誤による鋳造パラメータの調整に頼っていました。湯流れ解析は焼付き対策を検討するためにますます利用されていますが、これらの手法は、焼付きの冶金学的メカニズムに基づいた定量的に堅牢な指標を欠いていることがよくあります。鋳造試験による最適化は非効率的であり、最適な解決策が得られない可能性があります。湯流れ解析は、焼付き対策を検討するために、条件を系統的かつ容易に変更するために積極的に使用されています。 研究の必要性: 焼付き対策のための湯流れ解析を用いたプロセス設計の精度を向上させるためには、冶金現象、特に Fe/Al 反応層の形成に合致する指標が必要です。ダイカスト界面での基礎となる冶金学的反応に基づいて、焼付きの程度を反映する信頼性の高い指標が必要です。 4. 研究目的と研究課題: 研究目的: 本研究の目的は、焼付きの根本原因である Fe/Al 反応層の形成に基づいて、ダイカストにおける金型表面の離型抵抗分布を予測および評価する方法を開発することです。実験的に導き出された離型抵抗の式を湯流れ解析ソフトウェアに組み込むことで、離型抵抗を焼付きポテンシャルを評価するための効果的な指標として検証することを目的としています。 主な研究課題: 主な研究課題は、離型抵抗をダイカストにおける焼付きリスクを評価するための定量的な指標として確立することです。これには以下が含まれます。 5. 研究方法 研究デザイン: 本研究では、MAGMASOFT ソフトウェアを用いた数値解析アプローチを採用し、ダイカスト中の溶湯の流れと温度分布をシミュレーションしました。Fe/Al 化合物層の形成に基づいた導出された離型抵抗式をソフトウェアに統合し、金型表面の離型抵抗分布を予測しました。 データ収集方法: 離型抵抗を定量化するために、東芝機械株式会社製 DC-135JT 135トン
Read More
user 03/12/2025 Aluminium-J , Technical Data-J Alloying elements , Applications , CAD , Die casting , Efficiency , Magnesium alloys , Microstructure , 自動車産業 , 자동차 , 자동차 산업 , 해석 この記事では、[Welding Research Supplement]が発行した論文「CO2 Laser Beam Welding of Magnesium-Based Alloys」を紹介します。 1. 概要: 2. 概要または序論 本論文では、2.5kW CO₂レーザーを用いて、様々な鋳造および圧延マグネシウム合金のレーザー溶接性について調査した結果を報告しています。厚さ2.5~8mmの板材を、フィラーメタルありとなしで突き合わせ溶接しました。この研究により、レーザー溶接が同種および異種マグネシウム合金の接合に適用可能であることが実証され、レーザービーム溶接で達成可能な小さな溶接サイズと深い溶け込み深さという特性が強調されました。適切なプロセスパラメータを用いることで、低気孔率で良好な表面仕上げの割れのない溶接部が得られました。さらに、この研究では、溶融ゾーン(FZ)および熱影響部(HAZ)の硬度に対するレーザー溶接の影響を調査し、一般的に母材と比較してわずかな変化またはわずかな増加が見られることを明らかにしました。ただし、鋳造合金QE 22は例外でした。ダイカスト合金は、溶接部に高い気孔率を示しました。序論では、特に自動車分野における軽量化のためのマグネシウム合金への産業界の関心の高まりと、効率的な溶接技術開発の重要性を強調しています。レーザー溶接は、その優れた集束能力、低い入熱、および自動化統合の可能性により、ガスタングステンアーク溶接(GTAW)よりも優れた代替手段として紹介されています。また、本論文では、マグネシウム合金のレーザー溶接に関する既存の研究が限られていることにも言及し、WE 54における割れ発生とAZ 91の溶接成功に関する先行研究を引用しています。本研究は、様々な熱処理条件を考慮し、マクロおよびミクロ組織分析と硬度評価に焦点を当てて、市販の様々なマグネシウム合金に対するCO2レーザー溶接特性の包括的な概要を提供することを目的としています。 3. 研究背景: 研究トピックの背景: マグネシウム合金は、特に自動車産業において、燃費効率を向上させるための軽量化の必要性に後押しされ、構造材料として大きな注目を集めています。これにより、効果的な接合技術の開発が必要となり、溶接は重要な製造プロセスとなっています。 既存研究の現状: マグネシウム合金の現在の工業的溶接方法は、主に補修用途としてガスタングステンアーク溶接(GTAW)が用いられています。特定の用途では、電子ビーム溶接(EBW)も利用されています。しかし、GTAWは、高い入熱量、広い熱影響部、溶接後熱処理が必要となるため、時効硬化または押出しマグネシウム合金には欠点があります。マグネシウム合金のレーザー溶接に関する研究は限られており、先行研究はわずかしかありません。Baeslackら(参考文献3)は、WE 54のCO₂レーザー溶接中に割れが発生することを報告しており、これは凝固割れに起因するとされています。Chenら(参考文献4、5)は、CO₂レーザーを用いて鋳造AZ 91板の溶接に成功し、ヘリウムシールドガスを用いて、気孔や割れのない、高アスペクト比の溶接部を達成しました。 研究の必要性: 限られた研究と従来の溶接方法の欠点は、マグネシウム合金のレーザー溶接に関するさらなる調査の必要性を強調しています。特に、鋳造合金と圧延合金の両方を含む、より広範囲の市販マグネシウム合金の溶接性を調査し、異なる熱処理条件が溶接プロセスと得られる溶接部特性に及ぼす影響を評価する必要があります。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は、CO₂レーザーを用いた様々な市販マグネシウム合金の同種および異種合金の溶接性に関する包括的な調査を提供することです。重要な目的は、異なる熱処理条件がこれらの合金の溶接性に及ぼす影響を評価することです。調査は、得られた溶接部のマクロおよびミクロ組織分析と硬度特性に焦点を当てています。 主な研究課題: 本研究は、以下に焦点を当てています。 研究仮説: 正式な仮説として明示されていませんが、研究は暗黙のうちに以下を調査しています。 5. 研究方法 研究デザイン: 本研究では、6種類の鋳造マグネシウム合金(AZ 91、AM 60、ZC 63、ZE 41、QE 22、WE 54)と4種類の圧延マグネシウム合金(AZ 31、AZ 61、ZW 3、ZC 71)の同種および異種組み合わせの突き合わせ溶接を行う実験計画を採用しています。溶接は、フィラーメタルの影響を評価するために、フィラーメタルありとなし両方で行われました。 データ収集方法: データ収集には、以下の方法が用いられました。 分析方法: 収集されたデータは、以下を用いて分析されました。 研究対象と範囲:
Read More
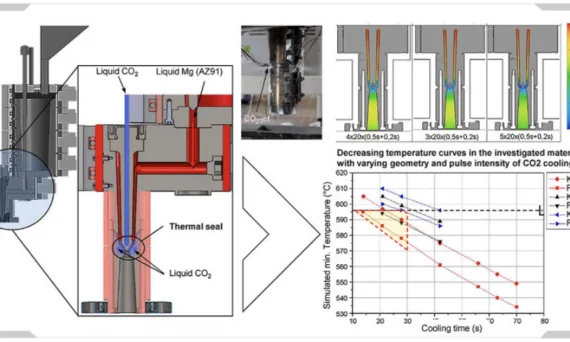
user 03/12/2025 Aluminium-J , Technical Data-J Applications , AZ91D , CAD , Die casting , Efficiency , Magnesium alloys , Microstructure , 金型 , 금형 , 자동차 , 해석 この記事では、Elsevierによって出版された論文「Efficiency and agility of a liquid CO2 cooling system for molten metal systems」を紹介します。 1. 概要: 2. 概要または序論 本研究では、マグネシウムホットランナーチャンネルにサーマルシールを形成するために、キャピラリーチューブによって液体CO2を供給されるエキスパンションボアを使用する液体CO2冷却システムの効率と俊敏性に関する調査をテストリグで実施しました。温度測定を介して、さまざまな冷却パラメータセットの性能をテストし、さまざまなノズル形状に依存する冷却速度を特定しました。測定値を検証するために、テストは熱シミュレーション研究でモデル化されました。液体CO2冷却の適用可能性は、エンジニアリング目的で実証されました。適切なプロセス時間は、アニュラーギャップとして直径16mmを使用しながら達成でき、これは最大4.8°C/秒の冷却速度をもたらします。テストはシミュレーションモデルによって検証されました。シミュレーションは、テストリグの内部プロセスを示しており、冷却プロセスの温度曲線比較は良好な相関関係を示しています。 3. 研究背景: 研究トピックの背景: マグネシウムのような金属軽量材料を使用した軽量設計の利用が絶えず推進されています。マグネシウム合金は、コスト効率の高いプロセスで加工されれば、アルミニウムや鋼鉄のような構造材料を置き換える大きな可能性を提供します。自動車構造部品の製造では、コールドチャンバーダイカストが重要な技術であり、広く使用されています。しかし、従来のダイカストプロセスでは、大量の内部サイクル材料が生成され、エネルギー集約的な再溶解が必要になります。鋳造ランナーシステムを最小限に抑えることは、リサイクル材料とCO2排出量を削減するために重要です。プラスチック射出成形で既に確立されているホットランナー技術は、溶融金属を鋳造チャンバーからゲートまで液体の状態で導き、マグネシウムダイカスト部品の内部サイクル材料を潜在的に削減する方法を提供します。 既存研究の状況: ダイカストにおける従来の冷却技術は、熱伝達媒体として水または油を使用し、最大2500 W/m²KのCTEを達成します。脈動熱伝達媒体バリアントは、わずかに高いCTEを提供しますが、サーマルクロージャーシステムの要件に対しては依然として緩慢です。蒸発による二相熱伝達に基づく新しい技術(例えば、水蒸発を利用したニアコンタースプレー冷却)が有望です。CuやAl2O3のようなハイブリッドナノ粒子を含むナノ流体は、熱伝導率をさらに高めることができます。CO2は急速冷却に使用される冷媒として認識されており、ジュール=トムソン効果を利用して集中的な冷却を達成します。しかし、マグネシウムホットランナーシステムでサーマルシールを形成するための液体溶融マグネシウム合金への応用は、まだ探求されていない新しい分野です。 研究の必要性: 液体マグネシウムの反応性により、水性冷媒は不適切です。CO2冷却とジュール=トムソン効果は知られていますが、マグネシウムホットランナーシステムでサーマルシールを形成するための応用は未開拓です。特に内部サイクル材料を削減し、マグネシウム合金のダイカストプロセスを改善する上で、液体CO2冷却の効率と俊敏性を調査する必要があります。本研究は、マグネシウムホットランナーアプリケーション向けの液体CO2冷却システムをテストおよび検証することにより、このギャップに対処することを目的としています。 4. 研究目的と研究課題: 研究目的: 本研究の目的は、ダイカスト用のマグネシウムホットランナーシステムにおいて、サーマルシールを形成するための液体CO2冷却システムの効率と俊敏性を評価することです。本研究は、さまざまな冷却パラメータとノズル形状でのシステム性能をテストし、産業鋳造アプリケーションのエンジニアリング目的への適用可能性を検証することに焦点を当てています。 主要な研究課題: 研究仮説: 5. 研究方法 研究デザイン: 本研究では、マグネシウムホットランナーシステムをシミュレーションするように設計されたテストリグを使用する実験的アプローチを採用しています。テストリグは重力駆動式であり、ホットランナー部品の実際の形状に基づいています。温度測定は、さまざまな条件下でのCO2冷却システムの性能を評価するために行われます。実験結果を検証し、テストリグの内部プロセスを分析するために、シミュレーションモデルが開発されています。 データ収集方法: 温度測定は、データロガーと、ノズルのアニュラーギャップおよびピンチップ内の特徴的な位置に配置されたNiCr-Ni熱電対を使用して継続的に記録されます。パルス数、パルス持続時間、パルス間隔などの冷却パラメータの変動を、さまざまなノズル形状(内径8mm、12mm、16mmのコーン)についてテストします。溶融金属温度は640°Cに制御し、AZ91Dマグネシウム合金を使用します。 分析方法: 収集された温度データを分析して、さまざまな冷却パラメータとノズル形状で達成された冷却速度と最低温度を決定します。実験データを熱シミュレーションモデルの結果と比較して、モデルの精度を検証し、シミュレーションされた温度曲線と測定された温度曲線間の相関関係を評価します。また、冷却パラメータ、ノズル形状、冷却速度、サーマルシール形成の関係についても調査します。 研究対象と範囲: 本研究は、AZ91Dマグネシウム合金を使用したマグネシウムホットランナーシステムをシミュレーションするテストリグに焦点を当てています。範囲には、サーマルシール形成と冷却効率に対するさまざまなCO2冷却パラメータとノズル形状の影響の調査が含まれます。本研究は、この特定のテストリグ設定および材料で実施された実験テストとシミュレーションに限定されます。 6. 主要な研究結果: 主要な研究結果: 提示されたデータの分析: 図のリスト: 7. 結論: 主要な調査結果の要約: 本研究では、マグネシウムホットランナーシステムでサーマルシールを作成するための液体CO2冷却システムの効率と俊敏性を実証することに成功しました。直径16mmのノズルが最高の性能を示し、最大4.8°C/秒の冷却速度と適切なプロセス時間を達成しました。シミュレーションモデルは実験結果を検証し、良好な相関関係を示し、局所的なサーマルクロージャーを必要とするホットランナーアプリケーションに対する直径16mmのノズルの適合性を確認しました。また、本研究では、冷却効率とサーマルシール形成に対するノズル形状と冷却パラメータの影響を強調しました。 研究の学術的意義: 本研究は、ダイカスト、特にマグネシウム合金およびホットランナーシステムにおける液体CO2冷却の基本的な理解に貢献します。CO2冷却プロセスを分析および最適化するための貴重な実験データと検証済みのシミュレーションモデルを提供します。本研究は、ダイカストにおける熱管理の知識を進歩させ、冷却パラメータ、ノズル形状、冷却性能の関係に関する洞察を提供します。 実用的な意味合い:
Read More
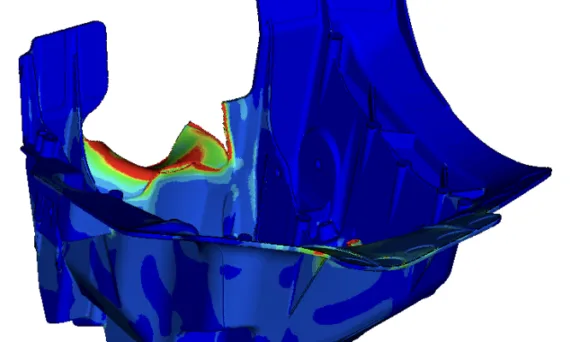
user 03/12/2025 Aluminium-J , automotive-J , Technical Data-J Applications , CAD , Efficiency , Electric vehicles , Review , 自動車産業 , 알루미늄 다이캐스팅 , 자동차 , 자동차 산업 , 해석 本記事では、リンショーピング大学が発行した論文 [“CAE modelling of cast aluminium in automotive structures”] をご紹介します。 1. 概要: 2. 概要または序論 自動車産業では、自動車メーカーがコンピュータ支援エンジニアリング(CAE)ソリューションの結果に基づいてエンジニアリング上の意思決定を行い、プロトタイピングとテストを、コストのかかる反復プロセスから最終的な検証および妥当性確認ステップへと変革することが強く推進されています。コンポーネントの材料特性と環境条件の変動性、および複雑なシステムの根底にある物理学に関する知識の欠如は、決定論的なCAEモデルのみに基づいて信頼性の高い予測を行うことを非現実的にすることがよくあります。そのような分野の1つが、鋳造アルミニウムコンポーネントのCAEモデリングです。これらの鋳造アルミニウムコンポーネントは、その称賛に値する機械的特性により、自動車産業で大きな関連性を獲得しています。鋳造アルミニウム合金の利点は、製造プロセスにおける確立された合金システム、その機能的完全性、および比較的軽量であることです。ただし、製造プロセス中に得られる気孔と微小空孔の存在は、特定の材料挙動を構成し、鋳造材料のモデリングにおける課題を確立します。さらに、材料の低い延性は、破壊を予測するための高度な数値モデルを要求します。 本修士論文の主な焦点は、鋳造アルミニウム合金コンポーネントであるスプリングタワーの、落下塔試験のモデリング手法を調査し、予測された挙動を物理試験結果で検証することです。ボルボ・カー・コーポレーションは現在、MATFEMが提供する鋳造アルミニウム部品の材料モデルを使用しており、この論文では、コンポーネントレベルの試験用の材料モデルを検証するために調査されています。 この目的を達成するために使用された方法論は、落下塔でコンポーネントレベルの試験を実行するための境界条件を開発し、明示的ソルバーLS-DYNAでさまざまなモデリング手法を使用して見つかった得られた結果とこれらを相関させることでした。したがって、シミュレーション結果は主要な設計変更によって影響を受ける可能性があるため、落下塔の正確で現実的なモデリングが重要です。スプリングタワーの詳細な有限要素モデルは、物理試験中に行われた観察から開発されました。洗練されたモデルは、スプリングタワーの既存のモデルと物理試験からの観察と良好な一致を示しました。 3. 研究背景: 研究トピックの背景: 自動車産業では、コンピュータ支援エンジニアリング(CAE)ソリューションの結果に基づいてエンジニアリング上の意思決定を行うことが大きく推進されています。この動きは、プロトタイピングとテストを、コストのかかる反復プロセスから最終的な検証および妥当性確認ステップへと変革することを目的としています。しかし、材料特性、環境条件の変動性、および複雑なシステム物理学に関する知識の不足は、決定論的なCAEモデルのみに基づいて信頼性の高い予測を行うことをしばしば困難にしています。重要な分野の1つは、鋳造アルミニウムコンポーネントのCAEモデリングです。鋳造アルミニウムコンポーネントは、その機械的特性、機能的完全性、および軽量性により、自動車産業でますます重要になっています。鋳造アルミニウム合金は有利である一方で、製造に起因する気孔や微小空孔のためにモデリング上の課題があり、特定の材料挙動や低い延性につながり、破壊予測には高度な数値モデルが必要となります。 既存研究の状況: ボルボ・カー・コーポレーション(VCC)は、鋳造アルミニウム部品にMATFEMが提供する材料モデルを使用しています。このモデル、MFGenYld+CrachFEMは、FEソフトウェアに組み込まれており、多数のクーポン試験から導き出されたパラメータを持っています。しかし、これらの材料カードは、VCCの鋳造アルミニウムコンポーネントに対して排他的に検証されていません。2012年にVCCで同じ鋳造アルミニウムコンポーネントに対して行われた以前の落下試験は、最適でないセットアップのため、望ましい結果が得られませんでした。接着剤とバインドベルトを使用したこの以前のセットアップでは、衝撃時にスプリングタワーが水平方向に移動し、固定具の剛性問題を示し、荷重に耐えることができませんでした。試験結果は、予想される破壊がなく、延性のみを示しました。 研究の必要性: MATFEM材料モデルの検証は、特にVCCでのコンポーネントレベルの試験において、FEシミュレーションにおける鋳造アルミニウムコンポーネントへの適用性を保証するために必要です。シミュレーション結果は設計変更によって大きく影響を受ける可能性があるため、落下塔試験の正確で現実的なモデリングが重要です。決定論的なCAEモデルが鋳造アルミニウムコンポーネントの挙動を予測する上で限界があることと、信頼性の高い破壊予測手法の必要性と相まって、改良されたCAEモデリング手法の研究が必要となります。以前の決定的な落下試験は、衝撃荷重下での鋳造アルミニウムコンポーネントの構造的完全性を正確に評価するために、より堅牢な試験セットアップとモデリングアプローチの必要性を強調しています。 4. 研究目的と研究課題: 研究目的: 本修士論文の主な目的は、自動車用途における鋳造アルミニウム構造物のCAEモデリング手法を研究、検証、および改善することです。これには、スウェーデンのヨーテボリにあるボルボ・カーズで使用されている現在のモデリングおよびシミュレーション技術を調査し、鋳造アルミニウム部品、特にスプリングタワーのコンポーネントレベルの試験用の材料モデル(MFGenYld+CrachFEM)を検証することが含まれます。 主要な研究: 主要な研究は、落下塔試験用の鋳造アルミニウム合金コンポーネントであるスプリングタワーのモデリング手法の調査に焦点を当てています。これには、落下塔でのコンポーネントレベルの試験のための境界条件を開発し、明示的ソルバーLS-DYNAでさまざまなモデリング手法を使用して得られた結果とこれらの試験を相関させることが含まれます。研究には、物理試験からの観察に基づいて、スプリングタワーの詳細な有限要素モデルを開発することも含まれます。 研究仮説: 5. 研究方法 研究デザイン: 本研究では、実験的検証とCAEシミュレーションを中心とした方法論を採用しています。これには、鋳造アルミニウム製スプリングタワーコンポーネントの物理的な落下塔試験と、LS-DYNAを使用した有限要素(FE)シミュレーションによる実験結果の相関関係が含まれます。この研究では、CAE予測の精度を向上させるために、FEモデルと試験セットアップを反復的に改良します。 データ収集方法: データは、衝撃質量と試験リグに取り付けられた加速度計を使用した物理的な落下塔試験から収集されました。加速度計からのチャネルデータはMETApostにインポートされ、ノイズを除去するためにフィルタリングされ、力、速度、および変位データを取得するために処理されました。力と変位の曲線がプロットされ、分析と比較が行われました。 分析方法: 明示的なFEA(LS-DYNAを使用)をシミュレーションに採用しました。MFGenYld+CrachFEM材料モデルを使用しました。シミュレーションは、シェル要素モデルとソリッド要素モデルの両方で、要素定式化(ELFORM02、ELFORM13、ELFORM16)、メッシュサイズ、および摩擦係数を変更して実行されました。結果は、シミュレーションからの力-変位曲線、破壊位置、およびピーク力を実験データと比較することにより分析されました。METApostは、後処理、塑性ひずみの可視化、および破壊指標としての要素削除の識別に使用されました。 研究対象と範囲: 研究対象は、ボルボ自動車構造で使用されている鋳造アルミニウム合金製スプリングタワーコンポーネントです。範囲は、コンポーネントレベルでのこの単一コンポーネントのCAEモデリングの分析と検証に限定されています。衝撃速度と方向を変えて、2つの荷重ケースを調査しました。この研究は、自動車の耐衝撃性に関連する落下塔試験条件とCAEシミュレーションパラメータに焦点を当てています。 6. 主な研究結果: 主要な研究結果: 提示されたデータの分析: 図の名前リスト: 7. 結論: 主要な調査結果の要約: 本研究では、特に鋳造アルミニウムコンポーネントの場合、CAE結果と物理試験を相関させるために正確な試験セットアップを開発することの重要性を実証しました。MFGenYld+CrachFEM材料モデルは、適切なモデリング手法を適用した場合、物理結果とFE結果の間で良好な相関関係を示しました。荷重ケース1の試験セットアップは、荷重ケース2と比較してより良い選択肢でした。シェル要素モデルとソリッド要素モデルの両方が、妥当な精度の破壊予測を提供しました。ソリッド要素シミュレーションはより正確でしたが、メッシュ依存性が高く、計算コストが高くなりました。ソリッド四面体メッシュの改良は結果を改善しましたが、シミュレーション時間を増加させました。これは、選択的質量スケーリングを明示的な有限要素解析に適用することで部分的に相殺できます。完全積分シェル定式化(ELFORM16)は、計算コストが高いにもかかわらず、縮退積分要素よりも破壊予測に適していました。摩擦係数は、正確なシミュレーション結果を得るために慎重に検討する必要がある重要なパラメータでした。 研究の学術的意義: 本研究は、特に自動車の耐衝撃性シミュレーションにおける、鋳造アルミニウムコンポーネントのCAEモデリングに関する知識体系に貢献しています。シェル要素とソリッド要素のモデリングアプローチ、要素定式化、メッシュ感度、および境界条件と摩擦の影響の詳細な比較分析を提供します。調査結果は、衝撃荷重下での鋳造アルミニウムの構造挙動を予測するためのさまざまなモデリング手法の長所と短所を強調し、この分野の研究者やエンジニアに貴重な洞察を提供します。 実用的な意味合い: 本研究は、鋳造アルミニウム自動車構造物のCAE解析に関与するエンジニアに実用的なガイドラインを提供します。力-変位曲線の相関関係については、ELFORM16を備えたシェル要素モデルが効率的で正確であることが示唆されています。正確な破壊位置予測、特に複雑な形状やスキニングなどの局所的な効果については、計算コストは高くなりますが、細かいメッシュを備えたソリッド要素モデルが望ましいです。この研究では、信頼性と予測性のある鋳造アルミニウムコンポーネントの結果を得るために、材料モデルを実験的に検証し、CAEシミュレーションで試験セットアップと摩擦パラメータを慎重に検討する必要があることを強調しています。選択的質量スケーリングは、精度を大幅に損なうことなく、計算効率を最適化するために使用できます。
Read More
user 03/11/2025 Aluminium-J , Technical Data-J Aluminium die coating , Applications , CAD , Die casting , Efficiency , Magnesium alloys , 自動車産業 , 알루미늄 다이캐스팅 , 자동차 , 자동차 산업 , 해석 この論文は、[‘Chem-Trend L.P’]が発行した[‘ALUMINIUM DIE CASTING: LUBRICATION TECHNOLOGY AND TRENDS’]に基づいて紹介文が作成されました。 1. 概要: 2. 概要またははじめに 概要:自動車産業における燃費効率向上の推進は、自動車メーカーが鋼鉄を軽量金属部品に置き換えることで自動車の重量を削減しようと努めるにつれて、アルミニウムダイカストの継続的な成長につながっています。より大きく、より複雑な部品が鋳造されるようになり、これは品質と生産性の向上を追求するダイカストメーカーに新たな課題をもたらしました。本稿では、これらのトレンドがダイおよびプランジャーの潤滑に与える影響を検証し、潤滑技術がこれらの要求を満たすためにどのように進化してきたかについて考察します。 3. 研究背景: 研究トピックの背景: 高圧ダイカストは、アルミニウムやマグネシウム合金のような軽金属から複雑な機械部品を製造するための非常に一般的なプロセスであり、特に自動車産業において、組立ラインやジャストインタイム生産環境における迅速かつ信頼性の高い部品生産の要求に応えるために普及しました。インド経済の急速な成長も、レクリエーショナルビークル、電動工具、電気機械、電子部品、家庭用品など、さまざまな分野でダイカスト製品の需要を増加させています。 既存研究の現状: 自動車産業が燃費効率向上のために軽量化を追求する中で、より大型で複雑なアルミニウムダイカスト部品を製造する傾向は、課題を提示しています。部品の複雑化は、均一な内部ダイ冷却を妨げ、ダイ表面温度の上昇につながります。従来、スプレー前のダイ表面温度は250℃から350℃の範囲でしたが、現在では高温部のダイでは400℃に達する一方、低温部では220℃程度になることがあります。この温度差は、局所的なホットスポットや半田問題を発生させ、ダイ表面の冷却のためにダイ潤滑剤への依存度を高めます。しかし、スプレー前の温度が高いほどライデンフロスト効果が悪化し、効果的な冷却と潤滑がより困難になり、潤滑剤の噴霧量を増やす必要が生じ、サイクルタイムとコストが増加します。 研究の必要性: 燃料費の高騰と厳しい環境規制により、自動車産業は鋼鉄をアルミニウムやマグネシウム鋳物に置き換えることで車両重量を削減しようとしています。この変化は、エンジンブロックやドアフレームのようなより大型で複雑な部品を製造するためのアルミニウム合金と鋳造技術の絶え間ない革新と相まって、ダイ表面温度の上昇と複雑化によってもたらされる課題を克服するために、ダイ潤滑技術の進歩を必要としています。既存の潤滑方法では、より高いダイ温度でのライデンフロスト効果が課題となっており、アルミニウムダイカストの生産性と部品品質を維持するための革新的なソリューションが必要です。 4. 研究目的と研究課題: 研究目的: 本論文の目的は、アルミニウムダイカストのトレンド、特に大型化・複雑化する部品の製造が、ダイおよびプランジャーの潤滑に与える影響を検証することです。さらに、これらの新たな要求に対応し、ダイカスト作業における品質と生産性を向上させるために、潤滑技術がどのように進化してきたかについて考察することを目的としています。 主な研究内容: 主な研究内容は、高圧ダイカストにおけるダイ表面温度の上昇とライデンフロスト効果によってもたらされる課題の理解と軽減に焦点を当てています。これには以下が含まれます。 研究仮説: 本研究は、ダイ潤滑剤のライデンフロスト温度を上昇させるか、または高温で迅速に皮膜を形成できる潤滑剤を開発することにより、より大型で複雑な部品に関連するダイ表面温度の上昇があっても、ダイカストの生産性を向上させ、半田のような欠陥を低減できるという仮説に基づいています。具体的には、新しい潤滑剤配合物が、冷却効率、高温での皮膜形成、および要求の厳しい条件下でのダイカスト性能の点で、従来の潤滑剤よりも優れているかどうかを検証します。 5. 研究方法 研究デザイン: 本研究では、新しいダイ潤滑剤配合物の性能を従来の潤滑剤と比較評価するために、実験計画法を採用しています。実験室実験と実地試験が含まれます。実験室実験では、ライデンフロスト温度、冷却曲線、および制御された温度での皮膜形成などの基本的な側面に焦点を当てています。実地試験は、実験室での知見を実際の運転条件下で検証するために、工業用ダイカスト環境で実施されます。 データ収集方法: データ収集方法には以下が含まれます。 分析方法: 分析方法には以下が含まれます。 研究対象と範囲: 本研究は、アルミニウム高圧ダイカスト用のダイ潤滑剤に焦点を当てています。実験室実験は、ステンレス鋼板上で水とさまざまな潤滑剤配合物を使用して実施されました。工業試験は、エンジンブロックを製造する北米のダイカストメーカーや小型多キャビティダイカストメーカーなど、顧客のダイカスト施設で実施されました。研究の範囲は、ダイ潤滑剤とその冷却、皮膜形成、ダイ密着性、およびアルミニウムダイカストにおける半田などの鋳造欠陥の低減への影響の評価に限定されています。 6. 主な研究結果: 主な研究結果: 提示されたデータの分析: 図のリスト: 7. 結論: 主な調査結果の要約: 本研究では、ライデンフロスト温度を大幅に上昇させ、最新のアルミニウムダイカストで遭遇する高温ダイ表面温度での皮膜形成を改善する新しいダイ潤滑剤材料の開発に成功しました。これらの新しい潤滑剤は、冷却効率の向上を示し、スプレー時間とサイクルタイムの短縮の可能性につながります。工業試験では、これらの潤滑剤が半田形成、キャビティ内ビルドアップ、およびオーバースプレーを効果的に低減し、生産性の向上と、研磨や洗浄などのダイメンテナンス要件の削減につながることが確認されました。 研究の学術的意義: 本研究は、高圧ダイカストにおけるダイ潤滑の基礎的な理解、特にダイ温度の上昇と複雑な部品形状の文脈において貢献します。効率的な冷却と欠陥低減を達成するために、ダイ潤滑剤のライデンフロスト温度と皮膜形成特性の重要性に関する経験的証拠を提供します。本研究は、ますます要求が厳しくなるダイカスト条件下での従来のダイ潤滑剤の限界を浮き彫りにし、これらの限界を克服するための高度な潤滑剤配合物の可能性を示しています。 実際的な意義: これらの新しい高性能ダイ潤滑剤の開発と検証は、ダイカスト業界に大きな実際的な意義をもたらします。これらの潤滑剤を使用すると、次のことが可能になります。 研究の限界と今後の研究分野: 本論文では、限界や今後の研究分野については明示的に述べられていません。ただし、潜在的な限界には次のものが考えられます。 8.
Read More
この論文は、[‘Agile Methods on the Shop Floor: Towards a “Tesla Production System”?”‘]([‘テスラ生産システム」に向けた「製造現場におけるアジャイル手法」’])というタイトルの論文に基づいて作成されました。発行者は[‘Weizenbaum Institut’](ヴァイツゼッカー研究所)です。 1. 概要: 2. 概要または序論 本稿は、以下の2つの問いを探求するディスカッションペーパーである。テスラはいかなる程度までデジタル企業とみなせるのか、そしてその結果として、我々は明確な「テスラ生産システム」の要素を見出すことができるのだろうか? EVスタートアップは、電動ドライブトレインに焦点を当てた競合自動車メーカーとして広く捉えられているが(確かにそうである)、本稿は、テスラはデジタル企業としてのみ完全に理解できると主張する。すなわち、デジタルエコシステムに組み込まれたデジタル製品を持つデジタル自動車会社である。シリコンバレーにルーツを持ち、ソフトウェアファーストのアプローチ、そしてユーザーアクティビティデータの戦略的活用が、この方向性を示している。 第二部では、テスラのソフトウェアへの根付きとシリコンバレーの祖先が、製造現場にソフトウェア開発から借用した手法を導入する理由をどの程度与えたのかを探る。ある程度、アジャイルソフトウェア開発のコンセプトが、テスラのまさに組立ラインにまで浸透している。 「テスラ生産システム」と明確に言うのは誇張かもしれないが、リーン生産パラダイムの相当な、そしておそらく永続的な変化の兆候を特定することができる。 3. 研究背景: 研究トピックの背景: 研究トピックは、進化する自動車産業、特に電気自動車(EV)メーカーとしてのテスラの台頭という文脈の中に位置づけられます。テスラの出現は、従来の自動車のパラダイムに挑戦しており、デジタル企業としての性質と生産システムの特性について疑問を投げかけています。本稿では、テスラを電動パワートレインに焦点を当てたEVスタートアップとして捉える従来の認識を強調していますが、テスラをデジタルエンティティとして、デジタルエコシステム内で事業を行う存在としてより深く理解する必要があると主張しています。この視点は、テスラのシリコンバレーの起源、ソフトウェア中心のアプローチ、およびユーザーデータの戦略的活用に根ざしています。 既存研究の状況: 既存の研究は、テスラを自動車セクターにおける破壊的勢力として捉えることが多いですが、主にそのEV技術によるものです。しかし、本稿では、「デジタル企業」の特性と、ソフトウェア開発からのアジャイル手法の採用というレンズを通して、テスラの生産システムを理解することにギャップがあることを指摘しています。本稿では、製造業およびハードウェアエンジニアリングにおけるアジリティに関する学術文献は限られており、例外は主にプロトタイピングとメイカームーブメントにあると指摘しています。また、ソフトウェア中心のアジャイル手法はハードウェア製造に直接転用できないという業界での一般的な信念(「ビットは原子ではない」(Denning 2018))を指摘しています。 研究の必要性: この研究は、テスラによって例証される自動車製造における潜在的なパラダイムシフトを探求するために必要です。ソフトウェア開発で標準的なアジャイル手法が、ハードウェア生産、特にテスラでどのように適用されているか、そして適用されているのかを理解する必要性に対処しています。本稿では、デジタル化と物理製品のソフトウェア主導の性質の高まりによって推進される、確立されたリーン生産パラダイムの潜在的な変化を強調しています。特に産業界がデジタル技術をますます統合し、より迅速なイノベーションサイクルを求める中で、テスラのアプローチを理解することは、自動車産業および潜在的にはそれ以外の製造業の将来の軌跡を評価するために不可欠です。 4. 研究目的と研究課題: 研究目的: 研究目的は、テスラがデジタル企業の特性を体現しているかどうかを調査し、テスラがソフトウェア開発からのアジャイル手法を製造プロセスにどの程度採用しているかを探求することです。最終的に、本稿は、これらの要因が、自動車産業における従来のリーン生産パラダイムを潜在的に修正または超越する明確な「テスラ生産システム」に貢献しているかどうかを判断することを目的としています。 主要な研究課題: 主要な研究課題は以下のとおりです。 研究仮説: 本稿では、従来の科学的な形式で仮説を明示的に述べていません。しかし、議論を導く暗黙の仮説は以下のとおりです。 5. 研究方法 研究デザイン: 本稿は、ディスカッションペーパーとして特徴付けられる定性的研究デザインを採用しています。主に理論的および概念的なものであり、既存の文献と業界の観察に基づいて、テスラの運用モデルと生産システムを分析しています。 データ収集方法: データ収集は、既存の文献、業界レポート、専門家の意見、およびテスラに関する公開情報の見直しに基づいています。これには以下が含まれます。 分析方法: 分析は主に記述的および解釈的です。著者は、デジタル資本主義、アジャイル手法、および生産パラダイム(フォーディズム、リーン生産)の理論的枠組みを通してテスラの慣行を分析しています。本稿では、比較アプローチを用いて、テスラの手法を従来の自動車メーカーやソフトウェア開発会社と比較しています。さまざまな情報源からの情報を統合して、テスラがデジタル企業であるという事例を構築し、製造におけるアジャイル手法の要素を特定しています。 研究対象と範囲: 研究対象は、テスラモーターズとその生産システムです。範囲は、テスラのデジタル企業としての特性と、自動車生産の文脈における製造におけるアジャイル手法の採用の分析に焦点を当てています。分析は公開情報に限定されており、テスラの施設内での主要な実証データ収集は含まれていません。 6. 主な研究結果: 主要な研究結果: 提示されたデータの分析: 本稿では、テスラの運用モデルと製造慣行を、デジタル企業とソフトウェア開発手法との類似点を描くことによって分析しています。テスラのOTAアップデート、FSD開発、ギガプレスの実装、および工場設計などの例を使用して、ハードウェア製造の文脈におけるアジャイルおよびデジタル原則の適用を説明しています。分析では、特にイノベーションのスピード、柔軟性、および顧客エンゲージメントの点で、テスラのアプローチと従来の自動車メーカーとの対比を強調しています。本稿では、テスラのシステムの一部の側面がリーン生産の原則と一致していることを認めつつも、アジリティとソフトウェア主導の反復に重点を置いていることが、大きな逸脱であることを示しています。 図のリスト: 提出された文書には図が含まれていません。 7.
Read More
![Fig. 4. Integrated magnesium door cast inner developed as part of a DOEsponsored project led by GM, right, and equivalent steel stamped door inner, left [10] (Copyright 2015 by IMA. Used with permission).](https://castman.co.kr/wp-content/uploads/Fig.-4.-Integrated-magnesium-door-cast-inner-developed-as-part-of-a-DOEsponsored-project-led-by-GM-right-and-equivalent-steel-stamped-door-inner-left-10-Copyright-2015-by-IMA.-Used-with-permission-570x342.webp)