本入門論文の内容は、’Massachusetts Institute of Technology’が発行した’DESIGN FOR MANUFACTURABILITY OF A HIGH-PERFORMANCE INDUCTION MOTOR ROTOR’論文に基づいています。 1. 概要: 2. 要約: 本研究では、電気誘導電動機を製造する従来の産業および研究開発(R&D)企業の最先端の製造慣行に関する研究を行います。現在の工業プロセスでは高性能モーターを製造できず、現在のR&Dプロセスはコストがかかりすぎるという事実が明らかになりました。かご形誘導電動機の回転子を製造するための新しい製造プロセスが開発されました。新しいプロセスは、高性能を低コストで提供することにより、研究で提起された問題に対処します。 提示された誘導回転子製造プロセスは、手動で組み立てられ、その後接合される部品を製造するために、ネットシェイププロセスを使用することを含みます。押し出しクロム銅棒とエンドリングで構成されるかご形巻線が使用されます。インベストメント鋳造は、高強度Aermetでコアを製造するために使用されます。インベストメント鋳造を効果的に使用し、組み立てを容易にするには、モーターの磁気コアスロットを開く必要があることを示しています。材料を変更し、スロットを開く際のモーター性能への影響を分析します。かご形、インペラー、およびシャフトは、コアに手動で組み立てることができます。次に、アセンブリは拡散接合プロセスを使用して結合されます。Cr-Cu/Aermet拡散結合の実現可能性は実験的に検証されています。 製造プロセスを設計および最適化するための体系的な方法が提示されます。これは、回転子プロセス設計の経験に基づいています。 3. 研究概要: 研究テーマの背景: 高速、高出力密度の電気機械は、ターボ機械、機械加工、HVACシステム、電気自動車など、さまざまな用途で大幅な性能上の利点を提供します。これらの機械は、サイズと重量を削減しながら、効率を高めます。電力エレクトロニクスの最近の進歩により、モーター制御と可変速ドライブが改善され、最適化されたモーター設計の必要性がさらに高まっています。 先行研究の現状: 誘導電動機回転子の従来の工業製造慣行は、強度、電気的性能、および寸法精度の点で制限されています。ケイ素鉄やアルミニウムなどの材料が一般的に使用されますが、達成可能な速度と出力密度を制限します。SatCon Technology Corporationなどの研究開発努力は、Aermet 100やGlidcopなどの高性能材料を調査しましたが、現在はコストのかかる機械加工プロセスを使用して形成されています。 研究目的: 本研究の目的は、現在の産業およびR&D慣行の限界に対処し、高性能誘導電動機回転子のための費用対効果の高い製造プロセスを開発することです。この研究は、部品品質(材料特性と形状)とコストの面でプロセスを最適化することを目的としています。 コア研究: 本研究のコアは、新しい製造プロセスを開発することです。この研究は、高出力密度誘導電動機の回転子アセンブリに焦点を当てています。既存の方法および既存のプロトタイプ設計と比較して、性能を改善し、コストを削減するために、代替材料および製造プロセスを調査します。重要な側面は、アセンブリのためのネットシェイプ製造技術と拡散接合の探求です。 4. 研究方法論 研究デザイン: この研究では、分析モデリング、実験検証、およびコスト分析の組み合わせを採用しています。機能分解、材料とプロセスの選択、コスト見積もりなど、製造プロセス設計への体系的なアプローチに従います。 データ収集と分析方法: 研究テーマと範囲: この研究は、回転子アセンブリの製造プロセスに焦点を当て、特に以下に対処します。 5. 主要な結果: 主要な結果: 図表リスト: 6. 結論: 主要な結果の要約: この研究は、高性能誘導電動機回転子のための新しい、費用対効果の高い製造プロセスを開発することに成功しました。主な革新には、Aermet 100コアのインベストメント鋳造、クロム銅かご形巻線の押出、およびアセンブリの拡散接合の使用が含まれます。回転子スロットを開くことは鋳造プロセスに不可欠であり、性能への影響は管理可能です。新しいプロセスは、以前の方法と比較して製造コストを大幅に削減します。 研究の限界 7. 今後のフォローアップ研究: フォローアップ研究の方向性: さらなる探求分野: 8. 参考文献:
Read More
この紹介論文は、「[Journal of the Korea Academia-Industrial cooperation Society]」によって発行された論文「[Thermal Analysis of the Heat Sink Performance using FEM]」に基づいています。 1. 概要: 2. アブストラクト: 本研究では、自然対流冷却されるピンフィンヒートシンクの熱的挙動に関する数値解析結果を検討した。ヒートシンクはプレートフィンと一体化したピンフィンで構成された。限られた内部空間に適合するように2つの異なるタイプのヒートシンクが設計された。設計された2つのタイプのヒートシンクはANSYSソフトウェアパッケージを用いて解析され、数値解析結果は2つのタイプのヒートシンクの冷却性能と比較された。シミュレーション結果は、温度分布、空気流特性、熱流束などに基づいて解析された。本研究では、冷却性能とヒートシンク内部構造およびフィン形状との相関関係を検討した。FEM(有限要素法)により、自然対流条件下でのヒートシンクタイプAの冷却性能が最良の結果であることが確認された。数値シミュレーションの結果、ヒートシンクタイプAの形状は、タイプBと比較して自然対流下で約70%高い熱伝達率を示すことが示された。 3. 緒言: 近年の電子・機械部品技術の発展により、電子機器はますます高性能化、小型化、多機能化しており、システム内部に発生する発熱部の温度を制御するためにヒートシンクが使用されている。本研究では、P型およびN型半導体で構成される熱電デバイス(TE)の一種であるペルチェ素子によって冷却されるヒートシンクを対象とする。ペルチェ素子は、発熱部の温度を適切に制御しないと、冷却部へ熱が伝導して効率が急激に低下する問題がある。このため、発熱部の温度制御にはヒートシンクが不可欠であり、一般的には平板に冷却フィンが取り付けられたヒートシンクが使用される。本研究では、内部トンネル構造を持つ2種類のヒートシンクの熱性能評価を、有限要素プログラムであるANSYSを用いて数値解析した。数値解析は自然対流状態での熱性能を比較分析し、冷却フィン形状による熱性能を評価した。また、時間経過に伴う熱伝達特性と温度分布の解析結果を基に、ヒートシンクの性能評価を予測した。 4. 研究の概要: 研究トピックの背景: 電子機器の高性能化、小型化に伴い、内部での発熱量が増加し、これが機器の性能低下や故障の原因となっている。ヒートシンクはこれらの発熱部品の温度を管理するために使用される。特に、ペルチェモジュールのような熱電冷却素子を使用する場合、その高温側の効率的な放熱が冷却性能維持に不可欠である。 従来の研究の状況: 熱電デバイス[1-3]、特にペルチェ効果を利用した冷却器[4-6]やゼーベック効果を利用した発電機[7]に関する研究が行われてきた。ペルチェ素子のヒートポンプ現象[8]もよく知られている。一般的なヒートシンクはプレートフィン構造であり[9,10]、様々なヒートシンク設計と解析・実験による最適化が試みられてきた[11-13]。強制対流を用いたプレート型ヒートシンクに関する研究は多く[14,15]、ピンフィンヒートシンクにおける冷却フィンの高さ、直径、間隔が熱伝達に与える影響も調査されている[16]。 研究の目的: 本研究の目的は、内部トンネル構造を持つ2種類の異なる形状のヒートシンクについて、有限要素プログラムANSYSを用いて熱性能を評価することである。自然対流条件下での数値解析を通じて、冷却フィン形状による冷却性能を比較分析する。さらに、時間経過に伴う熱伝達特性と温度分布の解析結果に基づいて、ヒートシンクの性能を予測することを目指す。 核心研究: 本研究の核心は、内部トンネル構造とピンフィンを持つ2つの異なるヒートシンク形状(タイプA、タイプB)を設計し、3Dモデリングを行うことである。これらの設計に対し、ANSYSソフトウェアを用いて自然対流条件下での過渡熱解析を実施した。研究は、温度分布、熱流束、および全体の熱伝達率を比較検討することにより、与えられた制約条件下でより効果的な設計を特定することに焦点を当てている。 5. 研究方法論 研究設計: 内部にピンフィン構造を持つ2種類のヒートシンク、タイプAおよびタイプBをPro-Eソフトウェアを用いて設計した。ヒートシンクの材料にはアルミニウム(AL6061)を選定した。これらの設計の熱性能は、ANSYS FEMソフトウェアパッケージを用いた過渡熱解析により、特に自然対流条件下で評価した。 データ収集および分析方法: 解析は、フーリエの熱伝導法則(論文中 Eq. 1, 2)、ニュートンの冷却法則(Eq. 3)、およびフィンの有効性(Eq. 4)といった基本的な熱伝達原理に基づいている。数値シミュレーション(FEM)はANSYSを使用して実施した。シミュレーションの境界条件は以下の通りである: 研究トピックと範囲: 本研究の範囲は以下を含む: 6. 主要な結果: 主要な結果: 図表名リスト: 7. 結論: 本論文では、内部トンネル構造を持つピンフィンとプレートフィンで構成されるヒートシンクの自然対流条件下での熱性能を、数値解析の過渡熱解析を通じて確認した。数値解析は、自然対流状態での冷却性能を比較分析し、冷却フィン形状による熱性能を評価した。数値解析の結果、形状Aのヒートシンクが形状Bのヒートシンクよりも自然対流条件下で熱伝達率が約70%以上向上することが確認されたが、これは発生する熱を効率的に放熱する空気との接触面積が広く、空気流動や熱伝達率が向上したためである。また、時間変化に伴う温度分布も、形状Aのヒートシンクがフィンの中心方向に向かって低い温度分布を示す結果が得られた。本論文を通じて、ヒートシンクの構造およびフィン形状による冷却性能の相関関係を導き出すことができ、設計された形状別ヒートシンクの温度分布、熱流束に関する数値解析を通じて、形状Aのヒートシンクが良い結果を得ることができた。ヒートシンクの高さとフィン長さが増加するほど冷却性能が向上することが示された。したがって、フィン高さおよび長さの増加による伝熱面積の増加はヒートシンクの冷却性能向上に役立つが、特殊金型のような全体的なシステムの大きさを考慮して、適切なフィン高さと長さ、すなわち内部形状構造を考慮して選択しなければならない。本研究の結果を活用して、一般的なヒートシンク型自然対流放熱装置を設計する場合、ヒートシンクの内部形状および構造を考慮して適切な設計が可能になると予測される。 8.
Read More
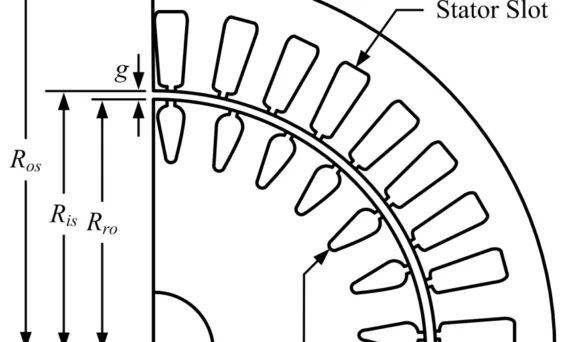
この紹介資料の内容は、”[Publisher]”によって発行された論文「[An Analytical Model of Induction Motors for Rotor Slot Parametric Design Performance Evaluation]」に基づいています。 1. 概要: 2. 抄録: 誘導電動機は、投資コストが低いため、ほとんどの発電で一般的に使用されています。しかし、さまざまな用途における誘導電動機の性能は、回転子の設計と機械の形状に大きく依存します。たとえば、回転子バーの高さと幅を変更すると、回転子抵抗とリアクタンスが変化し、モーター効率の変動につながります。本研究では、かご形誘導電動機の効率に対するパラメータの影響を調査するために、開口部の高さ、回転子スロットの深さ、回転子スロットの幅などの回転子スロット形状パラメータに関するパラメトリックスタディを実施します。この研究は、5.5 kW、60 Hz、および460 Vの仕様を備えた汎用かご形誘導電動機を考慮した解析モデルに基づいています。解析モデルは、MATLABソフトウェア環境内で開発およびシミュレーションされます。誘導電動機の効率に対する各パラメータ変動の影響は、4D散布図を使用して個別に、また全体的に調査されます。結果は、初期設定から適切な回転子スロットパラメータ設定を設計した後、効率が最大0.1%向上する可能性があることを示しています。 3. 導入: 電気機械は、電気機械エネルギー変換に広く使用されており、発電機またはモーターとして動作します。[1] モータータイプの中で、誘導電動機は、低コスト、低メンテナンス、および自己始動能力により、住宅および産業用途で好まれています。[2], [3] しかし、誘導電動機は比較的効率が低いという欠点があります。[5] 効率の改善は非常に重要であり、最適なパラメータ設定を使用したモデリングが重要なアプローチです。[6] 回転子スロット形状パラメータは、モーターの抵抗と漏れリアクタンスを決定するため、モーターの性能に大きな影響を与えます。以前の研究では、誘導電動機の性能を向上させるために回転子スロットの再設計が検討されてきました。[2], [7], [8], [9], [10], [11], [12] しかし、以前の調査は主に2D解析と有限要素法(FEM)技術に基づいていましたが、これらは特に初期設計段階のパラメトリックスタディでは計算負荷が大きく、柔軟性が低く、効率に直接焦点を当てていないことがよくあります。本論文では、解析モデルを使用して回転子スロットパラメータの変更が誘導電動機の効率に与える影響を調査することにより、これらの制限に対処します。 4. 研究の概要: 研究トピックの背景: 誘導電動機は、投資コストが低いため、発電およびさまざまな用途で広く利用されています。性能は、回転子の設計と機械の形状に大きく依存します。回転子スロットの設計は、モーター効率に影響を与える重要な要素です。 以前の研究の状況: 以前の研究では、回転子バーの形状と材料を変化させるなど、誘導電動機の性能を向上させるための回転子スロットの再設計が検討されてきました。[2], [7], [8], [12] FEM技術と2D解析は、モーターの動作、磁束分布、電力損失、高調波歪み、および始動特性に対する回転子スロット設計の影響を研究するために使用されてきました。[8], [9], [10], [6], [11] しかし、これらの方法には、計算負荷、パラメトリックスタディに対する柔軟性の制限、および効率に対する不十分な焦点という欠点があります。 研究の目的: 本研究の目的は、回転子スロット形状パラメータ、特に開口部の高さ(Hor)、回転子スロットの深さ(Hr)、および回転子スロットの幅(Btr)の変化が、かご形誘導電動機の効率に与える影響を調査することです。本研究では、以前の方法の限界を克服するために解析モデルを利用しています。 コアスタディ: 本研究の核心は、5.5
Read More
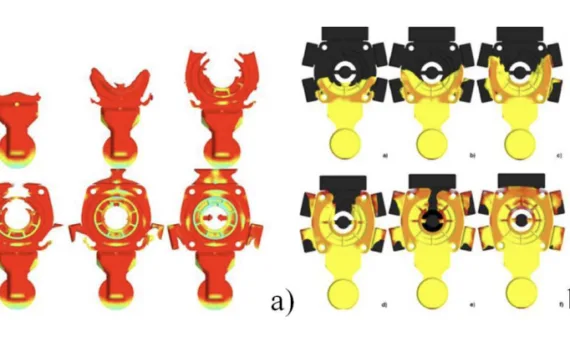
user 04/17/2025 Aluminium-J , automotive-J , Copper-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Computer simulation , Die casting , Efficiency , High pressure die casting , 金型 , 금형 , 해석 この紹介論文は、「韓国産学技術学会論文誌」によって発行された論文「誘導電動機回転子のダイカスト時における品質評価」に基づいています。 1. 概要 (Overview): 2. 抄録 (Abstract): 本研究では、産業現場で広く使用されている小型誘導電動機の回転子を生産工場でダイカスト(die casting)で製作する際のrotor core castの品質を評価するために、鋳造解析専用プログラムを用いて数値解析を行い、その結果を実験結果と比較して次のような結論を得た。第一に、誘導電動機回転子の高圧ダイカスト時に高速で射出されたアルミニウム溶湯の充填様相を経時的に評価した結果、溶湯は下部end ring部を先に充填し、水平に移動して上部end ring、core slot部を充填し、最終的にcore slot部で充填が完了する。第二に、mould内部での溶湯の充填様相を見ると、上部end ring、core slot部よりも下部end ring部で溶湯の流動による渦流が発生し、欠陥発生が予測され、現場の実験結果から下部end ring部の断面で大小多数の欠陥が発見された。第三に、ダイカスト作業で良好な品質の回転子を製作するためには、cast形状の変更や作業条件などの追加研究が必要であり、これについては今後報告する予定である。 3. 緒言 (Introduction): 誘導電動機は、産業現場で機械動力を生成するために広く使用されている。回転子(rotor)は、中心軸を中心に回転する部品である。誘導電動機用の回転子は、容量や使用目的に応じて種類が多様であり、しばしばrotor coreのslot部分に溶融アルミニウムを高圧のダイカスト(die casting)法で短時間で充填して製作される[1]。特に出力の低い小型誘導電動機の回転子は、生産工場でside gate typeのdie casting作業で製作されている。最近、cast品質に問題が発生していると現場から報告されており、これは電気効率の低下や高速回転時のunbalancing問題による騒音発生、追加の修正作業の必要性など、生産性向上の妨げとなっている。本研究は、現在のダイカスト作業条件下でのrotor end ring部分の品質を、解析的手法と実験的手法を用いて評価することを目的とする。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): 小型誘導電動機の回転子は、一般的にダイカスト工程で製造される。しかし、鋳造されたアルミニウム部品の品質問題が懸念されており、これはモーターの性能(効率、騒音、不均衡による振動)に影響を与える可能性がある。 先行研究の状況 (Status of previous research): 本論文は、ダイカストの一般的な内容[1]と高圧ダイカストにおける欠陥発生[2-4]を認識している。特定の応用分野である小型誘導電動機回転子のダイカストで報告されている問題を強調し、現在の生産条件下での品質に関する集中的な調査の必要性を示唆している。 研究目的 (Purpose of the study): ダイカストで生産される小型誘導電動機回転子の鋳造品質を評価すること。具体的には、工程中の溶融アルミニウムの充填パターンを調査し、数値解析と実験的検証を通じてrotor
Read More
この紹介資料は、「KTH Electrical Engineering」によって発行された論文「鋳造アルミニウムおよび鋳造銅回転子を持つ誘導電動機におけるバー間電流について (On Inter-bar Currents in Induction Motors with Cast Aluminium and Cast Copper Rotors)」に基づいています。 1. 概要: 2. 抄録: 本論文は、誘導電動機の始動性能および漂遊負荷損に対するバー間電流の影響に関する研究を提示する。本研究は、アルミニウムおよび銅鋳造回転子間の性能差に焦点を当てている。直入れ始動時の固定子電流を予測する手法が開発された。これには、表皮効果、漏れ磁束経路の飽和、および追加の鉄損のモデル化が含まれる。結果は測定によって検証された。バー間電流を考慮した解析モデルが導出され、高調波回転子電流のバー間抵抗率への依存性が調査された。バー間電流は、電動機の始動性能および漂遊負荷損にかなりの影響を与える可能性があり、その量は一次起磁力の高調波成分に強く依存することが見出された。バー間抵抗率の測定に基づいて、アルミニウムおよび銅鋳造回転子の始動性能がシミュレーションされた。結果は、等価な銅回転子よりもアルミニウム回転子のプルアウトトルク(最大トルク)が高いことを示している。これは、銅回転子における空間高調波による制動トルクよりも、アルミニウム回転子の基本波始動トルクの増加によるものである。結果は測定によって検証された。プルアウトトルクの差は、モデルから計算されたものよりもさらに大きいことが見出された。これにより、バー間電流が電動機の始動性能にかなりの影響を与えることが結論付けられる。定格速度では、制動トルクは銅回転子よりもアルミニウム回転子の方が大きい。これは、回転子かごにおける高調波ジュール損失の増加として見られる。シミュレーションにより、これらの損失は研究対象の機械の出力電力の1%にも達する可能性があることが示された。 3. 序論: 誘導電動機は、その単純さと堅牢な設計により、最も一般的に使用される電気機械である。効率的な電動機を設計するには、特に効率向上と厳しい始動性能要件に対する要求が高まる中で、正確なモデルが必要となる。漂遊負荷損(標準計算を超える追加損失)の低減は極めて重要である。鋳造回転子(アルミニウムおよび増加傾向にある銅)において、積層鉄心を介して回転子バー間を流れるバー間電流は、特に中小容量の電動機において、これらの損失の重要な構成要素として特定されている[2]。固定子スロット高調波の影響を受けるこれらの電流は、始動トルクおよびプルアウトトルクにも悪影響を与える可能性がある[6]。 ダイカストアルミニウム回転子は、中小容量の電動機で一般的である。鋳造技術の進歩により、ダイカスト銅回転子の製造が可能となり、より高い導電率と潜在的な効率向上が提供される。しかし、測定によると、銅回転子のバー間抵抗率はアルミニウム回転子よりも大幅に低い(最大10倍)可能性があり[9]、これはバー間電流の流れを促進する。 回転子スキューは、固定子スロット高調波によって誘起される高周波電流を抑制し、バーが絶縁されていれば効率を向上させるためにしばしば採用される。しかし、バー間抵抗率が低い鋳造回転子では、スキューがバー間電流を促進し、その利点を潜在的に相殺する可能性がある。その大きさは、スキューとバー間抵抗率に強く依存する。 本論文は、始動性能および追加の回転子損失をシミュレーションするための解析モデルを開発し、それらをアルミニウムおよび銅鋳造回転子(具体的には Motor A: 11 kW, 4極, 36/44 スロット, Al; Motor B: 11 kW, 4極, 36/28 スロット, Al & Cu)での測定によって検証することにより、これらの影響を研究することを目的とする。 4. 研究の概要: 研究トピックの背景: 高効率誘導電動機の必要性は、正確な性能モデルの要求を駆動する。漂遊負荷損、特にダイカスト回転子(アルミニウムおよび増加傾向にある銅)におけるバー間電流によって引き起こされるものは、効率と始動性能に大きな影響を与える。鋳造プロセス固有の低いバー間抵抗率、特に銅の場合は、回転子スキューのような設計特徴と複雑に相互作用する。 先行研究の状況: 過去の研究では、バー間電流損失[5, 6]を含む漂遊負荷損の構成要素が特定されている[2]。バー間抵抗を測定する方法が開発された[6, 9, 11]。バー間電流[14]、回転子バーの表皮効果[19, 20]、および飽和効果[21,
Read More
user 04/03/2025 Aluminium-J , Copper-J , Technical Data-J CAD , Die casting , Efficiency , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Taguchi method , 金型 , 금형 , 해석 この紹介資料は、「International Journal of Engineering and Management Research」に掲載された論文「Analysis and Optimisation of High Pressure Die Casting Parameters to Achieve Six Sigma Quality Product Using Numerical Simulation Approach」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストにおける最適なパラメータ設定を予測するために、数値シミュレーションアプローチが提案されています。最適なパラメータの中でも、温度は他のパラメータよりも鋳造品質により大きな影響を与えることが示されました。本研究の成果は、ダイカストにおける不適切なプロセスパラメータ設定によって発生する鋳造欠陥の解決策を見つける上で有益でした。したがって、数値最適化技術と鋳造シミュレーションの組み合わせは、ダイカスト産業における鋳造製品の品質を向上させるためのツールとして役立ちます。本論文は、欠陥の原因となる射出圧力、溶湯温度、保持時間、プランジャー速度などの重要なパラメータを解析し、最適化することを目的としています。本研究論文では、有限要素解析技術を使用するProCASTシミュレーションソフトウェアを用いて、最適な圧力、温度、保持時間、プランジャー速度のパラメータを提供するための取り組みが行われました。溶湯温度、射出圧力、保持時間、プランジャー速度を変化させてパラメータを最適化する数値解析は、ホットスポットにおける凝固時間に関して、シミュレーションモデルにおける欠陥解析を研究するための重要なパラメータです。 3. 緒言: ダイカストプロセスは、プロセスパラメータの関与により、しばしば品質や生産性の低下に悩まされます。MohantyとJena (2014) によれば、ゼロ欠陥部品を達成するためにはプロセスパラメータを制御する必要があります。ダイカストプロセスにおける不良率は11~13%であることが判明しました。この不良の原因は、ブローホール、不十分な射出圧力、不適切な充填時間、気孔(ポロシティ)、ホットスポットです。プロセスパラメータを制御するためには、プロセスパラメータが鋳造に与える影響とその欠陥への影響を知る必要があります。本研究では、図1に示すように、ダイカストローター部品と、溶湯がゲーティングシステムに入る箇所と底部断面の2つの断面について調査します。 4. 研究概要: 研究テーマの背景: 高圧ダイカスト(HPDC)プロセスは、プロセスパラメータのばらつきにより、品質問題や生産性の低さに影響を受けやすいです。これらのばらつきは、ブローホール、気孔、不適切な充填、ホットスポットなどの鋳造欠陥を引き起こし、著しい不良率(11-13%)をもたらす可能性があります。 従来の研究状況: MohantyとJena(2014)などの従来の研究では、ゼロ欠陥部品を達成するためのプロセスパラメータ制御の必要性が強調され、業界の高い不良率が指摘されています。不良の主な原因として、不適切なパラメータ設定に直接関連する欠陥が特定されています。 研究目的: 本研究は、数値シミュレーションアプローチを用いて、重要なHPDCパラメータ、具体的には射出圧力、溶湯温度、保持時間、プランジャー速度を解析し、最適化することを目的としています。目標は、凝固時間を最小化し、それによって鋳造欠陥を削減し、製品品質をシックスシグマレベルに向上させる最適なパラメータ設定を決定することです。 中核研究: 本研究の中核は、有限要素解析(FEA)を用いるProCASTシミュレーションソフトウェアを使用して、ローター部品のHPDCプロセスをモデル化することです。体系的な数値最適化技術が適用され、定義された範囲内で4つの主要パラメータ(温度、圧力、速度、保持時間)が変化させられました(表2)。本研究では、これらの変化がローターおよび特定の断面(CS AAおよびCS BB、図1)のホットスポットにおける凝固時間に与える影響を分析します。目的は、欠陥解析と品質改善に不可欠と考えられる最小凝固時間を生み出すパラメータの組み合わせを特定することです。 5. 研究方法論 研究デザイン: 本研究では、数値シミュレーションと最適化の方法論を採用しています。ローター部品のHPDCプロセスは、有限要素法(FEM)に基づくProCASTソフトウェアを使用してシミュレーションされました。多段階最適化アプローチ(図5、図6)が用いられ、4つの主要パラメータ(温度、圧力、速度、保持時間)のそれぞれが、定義された範囲内の25レベルにわたって順次解析され(表2、図4)、凝固時間を最小化しました。 データ収集・分析方法: 研究テーマと範囲: 本研究は、アルミニウム合金ローター部品(外径100 mm、内径25
Read More
user 03/29/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Microstructure , radiator , Review , STEP , 金型 , 해석 この論文の要約は、[‘Paper Title:General manufacturing route for medical devices’]と題された論文を、[‘Publisher:Metallic Biomaterials Processing and Medical Device Manufacturing, Elsevier Ltd.’]にて発表された論文に基づいて作成されています。 1. 概要: 2. 研究背景: 研究トピックの背景: 製造業は第二次産業の本質であり、原材料を最終製品に変換します。医療機器産業は、単純な外科用器具から複雑な医療システムまで、幅広い製品を製造するために多岐にわたる製造プロセスを利用しています。これらのプロセスは、生体材料から部品を製造するために金属産業から応用されています。現代の製造業には、製品設計から部品統合までのすべての中間プロセスが含まれています。 既存研究の現状: 金属産業では、製造ルートは通常、溶融金属を凝固させ、次に機械的に成形することを含みます。熱と塑性変形は、金属の機械的特性に大きな影響を与えます。製造プロセスの背後にある科学を理解することは、高品質で経済的な部品を製造し、特に金型設計と鋳造の実践において効果的な技術を確立するために不可欠です。 研究の必要性: この章では、医療機器の主要な製造プロセス、特に原材料から一次形状までのルートに焦点を当てています。鋳造、成形、熱処理、接合を強調し、医療機器分野における品質と費用対効果の高い生産に不可欠な基礎科学原理を解説します。チタン合金の主要な製造加工の詳細な例も含まれています。 3. 研究目的と研究課題: 研究目的: この章の目的は、医療機器の一般的な製造ルート、特に金属加工に焦点を当てて解明することです。医療機器の製造に関連する鋳造、成形、熱処理、接合などの主要な製造プロセスについて、ハンドブックレベルの理解を提供することを目指しています。 主な研究内容: この章で取り上げる主な研究分野は以下のとおりです。 研究仮説: ハンドブックの章であるため、研究仮説は明示的に述べられていません。しかし、根底にある前提は、これらの製造プロセスを十分に理解することが、金属生体材料から高品質の医療機器を製造するために不可欠であるということです。 4. 研究方法 研究デザイン: この章では、記述的かつ解説的なアプローチを採用し、金属材料から医療機器を製造する際に伴う基本的な原理とプロセスを概説しています。さまざまな製造技術の構造化された概要を提供し、金属鋳造と成形に焦点を当てています。 データ収集方法: この章では、材料科学および製造工学における既存の知識と原理を統合しています。この分野で確立された理論と実践に基づいて、製造ルートを記述および説明しています。 分析方法: この章では、記述的分析手法を用いて、複雑な製造プロセスを基本的なステップと原理に分解しています。鋳造における凝固(Fig. 3.2)、鋳造中の収縮(Fig. 3.5)、熱間圧延中の微細構造の進化(Fig. 3.11)など、主要な概念とメカニズムを説明するために図と例を使用しています。 研究対象と範囲: この章の範囲は、医療機器の一般的な製造ルートに焦点を当てており、特に金属鋳造、金属成形、熱処理、溶接を取り上げています。主な対象は、金属生体材料と、それらを医療部品に成形するために使用される製造プロセスです。この章には、例示材料としてチタン合金に焦点を当てた具体的な内容も含まれています。 5. 主な研究成果: 主な研究成果: データ解釈: 図の名前リスト: 6. 結論: 主な研究成果の要約: この章では、医療機器の一般的な製造ルートの包括的な概要を提供し、金属鋳造、成形、熱処理、溶接に焦点を当てています。各製造技術の基本原理、プロセス、および影響要因について詳しく説明しています。チタン合金加工などの具体的な例は、医療機器製造におけるこれらの方法の実用的な応用を示しています。この章では、目的とする製品の品質と性能を達成するために、材料の挙動とプロセスパラメータを理解することの重要性を強調しています。
Read More
user 03/27/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Draft , STEP , 금형 , 알루미늄 다이캐스팅 , 자동차 , 자동차 산업 , 해석 本稿の内容は、「Acta Physica Polonica A」によって発行された論文「A Simulation and Fabrication Works on Optimization of High Pressure Aluminum Die Casting Part」に基づいています。 1. 概要: 2. 抄録: 高圧ダイカストは、その小さな公差と滑らかな表面仕上げにより、コスト削減を実現します。製造される鋳造部品は、自動車産業で数百万個単位で消費されています。本研究では、高圧ダイカストの設計におけるコンピュータ支援工学(CAE)アプリケーションの使用を検討しました。ダイカストプロセスステップが金型設計に与える影響を調査・分析しました。鋳造シミュレーションソフトウェアを使用して設計を改善し、問題を解決しました。金型設計の解析にシミュレーションソフトウェアを使用することにより、最終設計は数時間で達成され、それにより試作前の設計プロセスが短縮され、金型材料に修正を加えることなく金型製作が実行されました。鋳造部品にX線透過試験を適用した結果、凝固結果データのシミュレーションとの間に良好な相関関係が示されました。また、この結果は、高圧ダイカストプロセスの増圧段階におけるスクイズ圧の適用が鋳造シミュレーションで検討できることを証明しました。 3. 序論: あらゆる製造業の目標は、より経済的な最終製品を生産するために加工ステップを最小限に抑えることです。この目標は、いわゆる「ネットシェイプ製造」によって達成されます。横型コールドチャンバーマシンを使用したダイカストは、現在、アルミニウム合金およびマグネシウム合金のニアネットシェイプ鋳造部品を製造するための最も一般的なプロセスです[1]。また、ダイカストは寸法再現性において最大の能力を持っています[2]。世界中で製造されるアルミニウム合金鋳物の約半分がこの方法で製造され、広範囲の自動車部品やその他の消費財に使用されています[3]。横型コールドチャンバープロセスでは、液体金属がプランジャーによって水平なショットスリーブを通って押され、金型に射出されます[1]。液体金属の射出は一般に高速で行われ、乱流を引き起こし、金型内の初期空気との空気巻き込みが生じる可能性があります[4]。鋳物中のガス気孔の存在は、機械的特性や耐圧性に悪影響を与えるため有害です[5]。金型内の初期空気を除去するため、また巻き込まれた空気を含む液体金属を除去するために、高圧鋳物の金型設計ではベント(ventilation channels)やオーバーフロー(overflows)が使用されます。液体金属の射出は、低速射出段階(slow shot phase)と高速射出段階(fast shot phase)の2つの別々のステップで実行されます。低速射出段階では、プランジャーが液体金属を押し上げてショットスリーブの空の部分を満たします。高速射出段階は、ミリ秒単位での金型キャビティへの液体金属の射出です。したがって、キャビティ充填を制御し、ベントとオーバーフローの適切な位置を決定するために、コンピュータシミュレーションは非常に必要です。高圧ダイカストの金型設計に関するさまざまな理論的および実験的研究がありますが、段階的な金型設計におけるコンピュータシミュレーションの使用とその利点を試行錯誤法(trial-error method)と比較して提示しているものはありません[6-8]。 4. 研究概要: 研究テーマの背景: 高圧ダイカストは、特に自動車分野向けに、複雑なニアネットシェイプのアルミニウム部品を効率的に製造するための重要な製造プロセスです。しかし、このプロセスは、高速での溶湯射出中の空気巻き込みに起因するガス気孔のような欠陥が発生しやすいという問題があります。 先行研究の状況: 既存の理論的および実験的研究はHPDCの金型設計に取り組んでいますが、従来のしばしば時間のかかる試行錯誤法を置き換える、または補強するために、設計プロセス全体を通じてコンピュータシミュレーションを体系的かつ段階的に使用する方法を示す文献にはギャップがあります。 研究の目的: 本研究は、コンピュータ支援工学(CAE)シミュレーションを利用して、高圧アルミニウムダイカスト部品の設計を最適化することを目的としました。目的には、プロセスステップが金型設計に与える影響の分析、シミュレーションを活用することによる試作前の期間短縮、コストのかかる金型修正の回避、および製作とX線透過試験によるシミュレーション精度の検証が含まれます。 中核研究: 中核となる調査は、鋳造シミュレーションソフトウェアに大きく依存した反復的な金型設計プロセスを含んでいました。主な活動は以下の通りです。 5. 研究方法 研究デザイン: 本研究では、CAEシミュレーションと実験的検証を統合した反復的な設計手法を採用しました。アルミニウムHPDC部品の金型設計は、鋳造シミュレーションソフトウェアを使用して段階的に開発および最適化されました。シミュレーションから導き出された最終設計は、その後、金型製作に使用され、続いて検証のために鋳造生産と非破壊検査が行われました。 データ収集と分析方法: 研究テーマと範囲: 本研究は、特定のアルミニウム部品に対する高圧ダイカストプロセスの最適化に焦点を当てました。範囲には、ダイカスト金型要素(インゲート、ランナー、オーバーフロー、ベント、パーティングライン、抜き勾配)の詳細設計、鋳造欠陥(乱流、空気巻き込み、引け巣)を予測および軽減するためのシミュレーションツールの適用、プロセスパラメータ(プランジャー速度、増圧)の分析、および製作された部品のX線透過検査によるシミュレーション駆動設計の検証が含まれます。 6. 主要な結果: 主要な結果: 鋳造シミュレーションソフトウェアの適用により、最終的な金型設計が迅速に(「数時間で」)達成され、従来の試行錯誤法と比較して試作前の設計段階が大幅に短縮されました。このシミュレーション駆動アプローチにより、その後の修正を必要とせずに金型製作が可能になりました。シミュレーションは、空気巻き込み(Fig. 4b, 4c)などの潜在的な充填問題を効果的に予測し、衝突する溶湯流と乱流を管理するためのオーバーフローの戦略的な配置(Fig. 5)を導きました。凝固圧縮力(スクイズ圧)の影響を取り入れた最終シミュレーションは、引け巣欠陥がないことを予測しました(Fig.
Read More
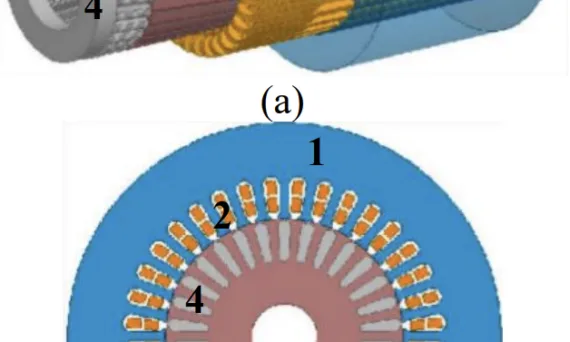
この入門論文の内容は、「Journal of the Faculty of Engineering and Architecture of Gazi University」誌に掲載された論文「For different industrial applications: Outer rotor and low speed induction machine design」に基づいています。 1. 概要: 2. 概要: 「今日、発展を続ける新技術に伴い、非同期機の従来の用途領域に加えて、電動機および発電機としての用途領域が徐々に拡大しています。近年、電気自動車の電動機/発電機、風力タービン、マイクロ水力発電などの分野で誘導発電機の使用が普及し始めています。本研究は、外側回転子誘導電動機の用途、およびオプションで直接駆動発電機としても使用できる、低速、高トルク、高効率の外側回転子誘導電動機の設計を目的としています。16極、50Hz周波数、375rpm同期速度、1kWの外側回転子誘導電動機の設計、最適化、電磁解析を実施し、本研究の解析用に6つの異なるモデルを開発しました。固定子設計には1種類のスロットタイプと72スロット、回転子設計には59スロットと3種類の異なるスロットタイプを使用しました。かご形回転子には銅とアルミニウムの材料が好まれ、Ansys Maxwell電磁パッケージプログラムを用いて研究を実施しました。本研究では、Rmxprt-optimetricsモジュールを用いて最高の効率を得るために、機械の基礎サイズ、エアギャップ、スロット寸法を最適化しました。その後、有限要素法を用いて電磁解析を実施しました。機械の電動機動作領域に対して行った解析の結果、IEC 60034-30-1規格に従い、IE2およびIE3クラスの1.1kW出力の8極内側回転子非同期電動機の効率よりも高い効率が得られました。この結果から、外側回転子、低速、高トルクの誘導電動機を製造し、電動機として使用できることがわかりました。」 3. 導入: 非同期機は、その堅牢性と汎用性で知られており、多様な産業分野で電動機および発電機としてますます利用されています。従来の内側回転子型非同期機 (IRAMAK) が広く確立されている一方で、外側回転子型非同期機 (DRAMAK) は、特に電気自動車、風力タービン、マイクロ水力発電などの用途で注目を集めています。本論文では、DRAMAKの設計に焦点を当て、低速、高トルク、高効率のソリューションに対する需要の高まりに対応します。従来のDRAMAKの用途は、効率が低い冷却ファン(通常25%程度 [5])などのニッチな用途に限定されてきました。本研究は、高効率と高性能のために最適化された、要求の厳しい産業用途や直接駆動発電機構成に適した、革新的なDRAMAK設計を提示することにより、これらの制限を克服することを目的としています。本研究では、有限要素法 (FEM) 解析を活用して、IEC 60034-30-1規格に従ったIE2およびIE3クラスに準拠した効率レベルを目標に、外側回転子設計における異なるスロット形状と材料の影響を調査します。 4. 研究概要: 研究テーマの背景: 非同期機の応用範囲の拡大、従来の電動機用途を超えて、電気自動車、風力エネルギー、マイクロ水力発電などの新興分野における発電機機能を含むようになり、高度な機械設計が必要となっています。特に、これらの分野における効率的で高性能な電動機と発電機の需要が、最適化された外側回転子誘導電動機 (ORIM) のような革新的なソリューションの必要性を推進しています。 先行研究の現状: DRAMAKに関する先行研究は、主に冷却ファンなどのニッチな用途に焦点を当てており、多くの場合、効率と性能指標が低いことが特徴です。既存の文献では、従来のDRAMAK設計の効率、力率、トルク特性の限界が指摘されています。DRAMAKの性能を向上させるための様々な最適化技術とトポロジーが研究されてきましたが [6, 7, 8, 9, 10, 11, 12]、特に産業用および直接駆動発電機用途において、高性能IRAMAKに匹敵する高効率DRAMAKの開発には依然として大きな隔たりがあります。
Read More
user 03/26/2025 Aluminium-J , automotive-J , Copper-J , Technical Data-J Applications , CAD , Copper Rotor , Efficiency , Electric vehicles , 自動車産業 , 자동차 , 자동차 산업 , 해석 この紹介資料の内容は、[ICEMG 2023]が発行した論文「”Effects of Rotor Bar and Cage Numbers Considering Al and Cu Conductors on The Performance of Asynchronous Traction Motors in Hybrid Electric Vehicles”」に基づいています。 1. 概要: 2. 概要: 電気自動車は、そのトルクプロファイルのおかげで比類のない体験を提供します。電気自動車は、都市内走行サイクル(頻繁な始動-停止)を考慮する場合、効率/性能の関係に敏感に対処することで最適化する必要があります。非同期モーターは、電気自動車で一般的に使用されています。固定子/回転子の形状、スロット数、使用材料などのパラメータは、効率/性能の関係において非常に重要です。本研究では、主に都市部で使用される電気自動車で使用される非同期モーターを設計することにより、モーター性能に対する固定子/回転子スロット数の変化の影響に焦点を当てました。その後、単層および二重層かご形構造で、銅またはアルミニウムのかご形材料がモーター性能に及ぼす影響を取得しました。最初に設計されたモーターは、初期トルク値が96.26 Nmであるのに対し、最適化されたモーターは、効率値と熱制限が変更なしに19.82%向上し、115.34 Nmの値を持っています。分析結果によると、二重層、34/46構造、およびアルミニウム材料を使用したかご形非同期モーターが、初期トルクで最高の性能を示しました。 3. 導入: 技術の発展により、人間の生活をより快適にする高効率で環境に優しい製品を設計および使用することが可能になりました。電気自転車や電気自動車は日々使用が増加しており、最高の例の1つです[1, 2]。自動車産業の発展と並行して、クリーンエネルギー源とエネルギー効率に関する研究により、電気自動車(EV)技術が加速しました。石油資源はほぼ枯渇状態にあり、車両用の代替推進システムに関する研究が強化されています。この研究の結果、車両への電気モーターの使用が問題になっています[3-6]。電気モーターは、駆動システムの最も重要な要素として定義できます。今日、電気自動車にはさまざまな種類の駆動モーターが使用されています。EVでは、主に非同期モーター(AM)および同期モーター(SM)(永久磁石型と突極型)、場合によってはDCモーターおよびスイッチトリラクタンスモーター(SRM)がトラクションに使用されます。磁石技術の進歩により、PMモーターの効率が向上しました。しかし、磁性材料の高価格と減磁のリスクは、依然として永久磁石モーターの欠点です。DCモーターは線形速度トルク曲線を持っていますが、整流子とブラシ構造を持っているという事実は、EVの使用を制限しています[7-9]。SRMでは、出力トルクの変動がEVでの使用を制限しています[10, 11]。メンテナンスの必要性が低く、制御が容易、高温耐性、製造が容易、低コストであるため、AMは最も好ましいモーターの1つです[12-14]。EV用電気モーターを比較する研究では、6種類の電気機械が比較されました。効率、重量、コスト、冷却、最高速度、故障許容度、安全性、耐久性の点で、AM、SRM、ブラシレスDCモーター、ブラシ付きDCモーター、SMを最も適切な電気モーターの選択のために検討しました。分析の結果、AMはSRMに次いで効率、重量、コストの点でEVで使用できる電気モーターであると判断されました[15]。GilinskyとAbu-Rubは、AMで駆動されるプロトタイプEVに関する実験を実施しました。DC電圧で駆動される三相かご形非同期モーターがシステムで使用されています。かご形非同期モーターの使用は、電気モーターよりもEVでより有利であることが判明しました[16]。MishraとSahaは、3.5kW AMを設計し、定常状態および過渡状態で磁気および電気分析を実行しました[17]。Kimらは、電気自動車用に設計した非同期モーターで、エアギャップと回転子バーの形状を最適化することにより、始動点および動作点特性を達成しました[18]。回転子スロット構造を調査した研究の最初の1つで、半閉鎖スロット構造を持つ非同期モーターのスロット上部にウェッジを追加することにより、エアギャップリラクタンスを低減しました。したがって、固定子電流と鉄損が減少します。さらに、機械の振動レベルが低下しました[19]。別の構造分析では、二重かご形および単一かご形非同期モーターの性能を調査しました。その結果、二重かご形構造は始動電流が低いことが判明しました。電流が低いため、銅損が減少し、モーターの効率が向上します[20]。回転子スロット構造が電流高調波に及ぼす影響を調べたところ、開放スロット非同期モーターでは、閉鎖回転子スロット構造よりも5次および7次高調波がはるかに高いことが判明しました[21]。異なるスロット数を調査した研究では、回転子スロット数は24、28、30、40、41、48と決定され、非同期モーターの性能を分析しました。28構造では効率が最も優れていますが、力率が低く、40構造では力率が最も高いですが、効率が低くなっています。41構造は、他の構造と比較して比較的平均的な性能を持ち、48スロット回転子は最高のトルクと電力を提供することが判明しました[22]。 4. 研究の概要: 研究テーマの背景: 効率的で環境に優しい輸送への需要の高まりが、EV技術の開発を推進しています。非同期モーターはEV駆動システムの重要なコンポーネントであり、その性能は固定子/回転子の形状、スロット数、材料の選択などの設計パラメータに大きく影響されます。特に頻繁な始動-停止動作が特徴の都市部走行サイクルでは、これらのパラメータを最適化することがEVトラクションモーターの効率と性能を向上させるために不可欠です。 以前の研究の状況: 以前の研究では、さまざまなモータータイプの比較、エアギャップと回転子バーの形状の最適化、単一および二重かご形回転子構造の分析など、EV用の非同期モーター設計のさまざまな側面を探求してきました。研究では、回転子スロット構造が電流高調波に及ぼす影響や、さまざまな回転子スロット数がモーター性能に及ぼす影響も調査しています。ただし、固定子/回転子スロット数組み合わせ、回転子ケージ構造(単一対二重)、回転子導体材料(アルミニウム対銅)の複合効果を同時に考慮した包括的な分析が文献に不足しています。 研究の目的: 本研究の主な目的は、特に都市部電気自動車用に設計された非同期モーターの始動トルクと公称動作効率を最適化することです。本研究では、さまざまな固定子-回転子スロット数組み合わせを調査し、単一および二重ケージ回転子構造を比較します。さらに、アルミニウムと銅を回転子導体材料として使用することが、モーター全体の性能に及ぼす影響を調べます。本研究は、これらの変数を組み合わせて考慮することにより、EVアプリケーションの非同期モーターに最適な回転子構造を特定することを目的としています。 コアスタディ: 本研究の核心は、さまざまな固定子/回転子スロット数組み合わせ(36/26、36/28、36/30、36/34、36/44、36/46)と単一および二重かご形回転子構造を使用して非同期モーターを設計および分析することです。分析は、ケージ材料としてアルミニウムと銅の両方を使用して実施されます。評価される性能指標には、効率、定格トルク、始動トルクが含まれます。本研究では、有限要素解析(FEA)を活用して、さまざまなモーター構成の電磁性能をシミュレーションおよび比較します。初期設計はNEMAクラスBモーターの特性に基づいており、最適化は始動トルクを最大化し、高い効率を維持することに重点を置いています。 5. 研究方法 研究デザイン: 本研究では、比較シミュレーションベースの設計研究を採用しています。初期モーター設計パラメータは、解析的手法を使用して確立しました。回転子スロット数とケージ構造(単層および二重層)を変更することにより、さまざまな非同期モーター構成を設計しました。かご形ケージには、アルミニウムと銅の2つの材料を検討しました。固定子スロット数は36で一定に保ちました。調査した回転子スロット数は、26、28、30、34、44、46です。単一および二重ケージ回転子設計の両方を、各スロット数組み合わせおよび材料について分析しました。 データ収集と分析方法: 性能データは、有限要素解析(FEA)シミュレーションを通じて収集しました。シミュレーションのために、モーターの2Dおよび3Dモデルを作成しました。シミュレーションから抽出された主要な性能指標には、効率、定格トルク、始動トルク、回転子抵抗損失が含まれます。トルク-速度特性と相電流波形も分析しました。次に、結果をさまざまな回転子スロット数、ケージ構造、および導体材料にわたって比較して、最適な構成を決定しました。 研究テーマと範囲: 本研究は、電気自動車トラクションアプリケーション用のかご形非同期モーターの電磁性能分析に焦点を当てています。範囲は次のとおりです。
Read More
![[Fig. 3] Temperature distribution of heat sink](https://castman.co.kr/wp-content/uploads/image-2228-570x342.webp)