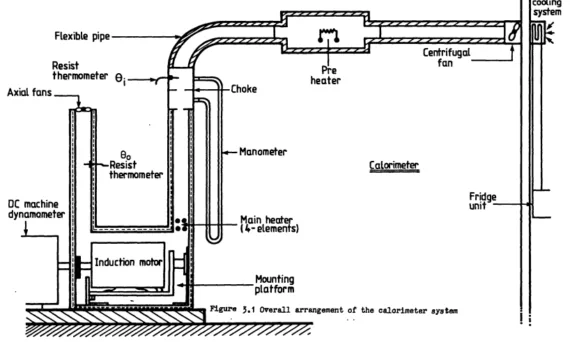
この技術概要は、B.N.Shamsadeen氏がリバプール大学(1990年5月)で発表した学術論文「THE ACCURATE MEASUREMENT OF LOSSES IN SMALL CAGE INDUCTION MOTORS USING A BALANCE CALORIMETRIC METHOD」に基づいています。本資料は、モーターのエンジニアおよび設計者の皆様に向けて、CASTMANの専門家がGemini、ChatGPT、GrokなどのLLM AIの支援を受け、分析・要約したものです。 キーワード 要旨 (30秒で読みたいモーター設計エンジニア向け) 課題:本研究がダイカスト専門家にとって重要な理由 数十年にわたり、モーター設計者はエネルギー損失を正確に測定・予測するという課題に取り組んできました。入出力法や損失分離法といった手法は広く用いられていますが、モーター全体の効率や熱性能に大きな影響を与える漂遊負荷損を精密に定量化するには限界がありました。この不確実性は、ダイカスト製ローターかごの形状や、ローターと固定子間の精密なエアギャップといった重要な設計パラメータを最適化しようとする際の大きな障害となります。 メーカーがより高い効率基準とコンパクトな設計を追求する中で、あらゆる設計選択に伴う損失を正確に予測・測定する能力は、これまで以上に重要になっています。正確な測定がなければ、エンジニアは経験則や不完全なモデルに頼らざるを得ず、結果として性能向上の大きな機会を逃す可能性があります。本研究は、設計の妥当性を自信を持って検証するために必要な精度を提供する測定技術を導入することで、この問題に根本からアプローチします。 アプローチ:研究手法の解説 従来手法の限界を克服するため、研究者らは平衡熱量測定法を開発・採用しました。その原理は非常に洗練されており、効果的です。 このときヒーターに供給された電力が、モーターの全電磁損失(総損失から摩擦損と風損を差し引いたもの)の直接的かつ非常に正確な測定値となります。この「平衡」というアプローチは、他の熱量測定法における主要な誤差要因であった空気の比熱や密度を測定する必要性を巧みに回避します。 画期的な成果:主要な発見とデータ この緻密なアプローチにより、特にロータースキューの影響に関して、誘導モーターの損失挙動に関するいくつかの重要な知見が得られました。 ダイカスト製品への実用的な示唆 ダイカスト部品を用いた電気モーターの設計や使用に携わるエンジニアやメーカーにとって、本論文の知見は直接的かつ実用的な意味を持ちます。 論文詳細 小型かご形誘導モーターにおける損失の精密測定:平衡熱量測定法を用いた研究 1. 概要: 2. 抄録: 熱量計を用いた電気機器の損失の精密測定について述べる。機器は断熱された筐体内に収められ、作動流体の温度上昇から熱出力を得る。試験対象の5.5kW TEFV誘導モーターでは、作動流体として空気が用いられたが、この熱量計はIEC 34で想定されているものとは大きく異なる。空気の比熱、密度、温度の決定に伴う問題を、平衡測定法を用いることでいかに克服できるかを示す。試験結果から、この損失測定法が正確で再現性があり、約9Wの分解能を持つことが確認された。 この熱量計を用い、電源電圧と電流の値を変化させながら、エアギャップとローターかごのスキューを変動させた際の損失(風損および摩擦損を除く)の変化を調査した。無負荷時には、電圧とエアギャップによる損失の変動は予想通りの傾向を示すが、損失とロータースキューの間には相関関係がないと結論付けた。しかし、モーターに負荷がかかると損失がスキューに依存するようになり、1 SSPのスキューで損失が最大になることが示された。 基本波磁界のみに基づいた理論的考察も提示する。このモデルに基づく計算では、考慮した範囲(0から1.5 SSP)において、スキューの増加と共に損失は連続的に増加することが示唆される。測定結果では1 SSPで最大値が観測されており、この比較から、高調波磁界やその他の影響が損失のスキュー依存性において重要な役割を果たしているに違いないことが示唆される。 結論として、平衡熱量測定法による損失測定は非常に正確であり、特に非正弦波電源を使用する駆動システムにおいて大きな貢献を果たす可能性がある。 3. 序論: 序論では、電気機器をより小型化・高出力化するという技術的トレンドが強調されている。この進歩は、熱を発生させる電力損失を管理する能力によって制約を受ける。機器が小型化するにつれて、熱管理の重要性は増す。したがって、これらの損失に関する正確な知識を持つことは、メーカーにとって不可欠である。等価回路や有限要素法(FEM)のような予測手法は存在するが、それらには限界があり、全ての設計に対して総損失を正確に予測することはできない。本稿では、入出力法のような標準的な測定技術が、特に漂遊損のようなより小さな損失成分を測定しようとする際に、大きな不確かさを伴う可能性があることを指摘する。機器から放散される熱を測定することで損失を直接測定する方法として、熱量測定法を紹介する。 4. 研究の概要: 研究テーマの背景: 誘導モーターの損失を正確に測定することは、その効率と性能を向上させる上で基本となる。既存の標準的な手法には、特に漂遊負荷損に関して精度の点で既知の限界がある。熱出力を直接測定する熱量測定法はIECのような規格で認識されているが、実施が困難で非実用的であると考えられてきた。 先行研究の状況: BinnsとWood [14]による先行研究では、IEC規格とは異なる、補助ヒーターを「平衡モード」で利用する熱量測定法が探求された。これは有望であったが、改良の余地があった。本研究はその基盤の上に成り立っており、この手法を全閉型機器に拡張し、全体的なシステムを改善してより高い精度を目指すものである。 研究目的:
Read More
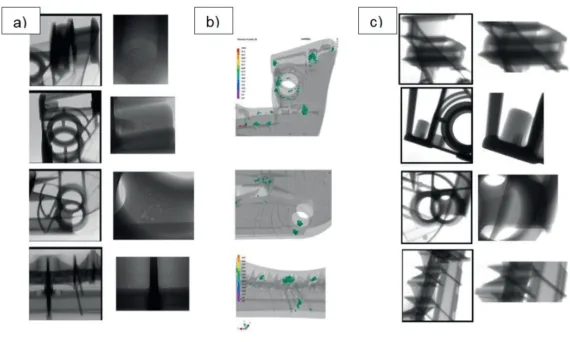
user 08/28/2025 Aluminium-J , Technical Data-J Aluminum Casting , AUTOMOTIVE Parts , CAD , Casting Technique , Die casting , High pressure die casting , High pressure die casting (HPDC) , Quality Control , 금형 , 자동차 , 자동차 산업 , 해석 この技術概要は、[Giovanni Cecchel, Antonio Fabrizi, Paolo F. Bariani]による学術論文「[High Pressure Die Casting of Rheocast Aluminium Alloys using a New Industrial Approach]」([La Metallurgia Italiana])に掲載されたものです。本論文はCASTMANがAIの支援を受け、技術専門家向けに分析・要約しました。 Keywords Executive Summary 多忙なプロフェッショナル向け30秒概観 The Challenge: Why This Research Matters for HPDC Professionals 高圧ダイカスト(HPDC)は、大量生産される自動車部品やエレクトロニクス部品の製造において、高い生産効率とコスト優位性から広く利用されています。しかし、従来のHPDCプロセスでは、高速な金型充填によって引き起こされる激しい乱流と高い熱勾配が、空気の巻き込みによるガス欠陥や酸化物の介在物を引き起こすという固有の課題を抱えていました。これらの欠陥は、鋳造部品の機械的特性を損ない、特に溶接や熱処理といった二次加工の適用を困難にしていました。その結果、HPDC部品は構造部品や熱処理を必要とする高性能アプリケーションでの使用が制限され、特定の設計要件を満たすためには砂型鋳造や低圧鋳造などの代替プロセスに頼らざるを得ない状況でした。この研究は、HPDCの生産効率を維持しつつ、これらの内在する欠陥を克服し、より高品質で機能性の高いHPDC部品を製造するための革新的なアプローチを模索するものです。これは、HPDCの適用範囲を拡大し、より demanding な業界ニーズに応える上で極めて重要です。 The Approach: Unpacking the Methodology 本研究では、従来の溶融金属ではなく、半溶融状態のアルミニウム合金スラリーを使用する新しいレオキャスティングHPDCアプローチを採用しました。使用された合金は、標準的なEN AB 46100アルミニウム合金でした。このプロセスは、まず、射出チャンバーに導入される前に、誘導炉で溶融金属を半溶融状態のスラリーに変換することから始まります。このスラリーは、液相率が約50〜70%の範囲に制御され、球状化した固体粒子が液相中に均一に分散した非デンドライト組織を特徴とします。 実験は、主に自動車産業で使用されるクラッチハウジング部品の製造を通じて行われました。この部品は、冷却速度が高く、非常に薄い壁を持つ複雑な形状をしており、従来のHPDCでは欠陥が生じやすい典型的なケースです。レオキャスティングHPDCでは、スラリーの温度、射出速度、加圧プロファイルなどのプロセスパラメータが、欠陥の発生を最小限に抑え、均一な微細構造を確保するために最適化されました。 鋳造された部品は、非破壊検査(X線検査)によって内部欠陥の有無が評価され、引張試験によって機械的特性(引張強度、降伏強度、伸び)が測定されました。さらに、熱処理および溶接後の部品の挙動も評価され、従来のHPDC部品との比較が行われました。この徹底的なアプローチにより、新しいレオキャスティングプロセスの有効性が多角的に検証され、その産業的応用可能性が裏付けられました。 The Breakthrough: Key Findings & Data 本研究で最も重要な発見は、新しいレオキャスティングHPDCアプローチが、従来のHPDCと比較して、鋳造部品の内部品質と機械的特性を大幅に向上させることを実証した点です。 [H3]
Read More
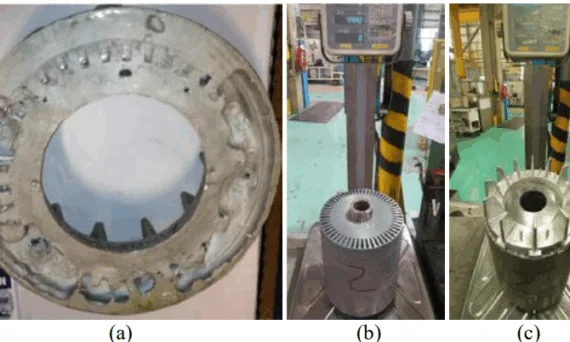
user 08/19/2025 Aluminium-J , Copper-J , Technical Data-J CAD , Die casting , Efficiency , Quality Control , Review , STEP , 金型 , 금형 , 알루미늄 다이캐스팅 , 해석 本技術概要は、Jeong, M.、Yun, J.、Park, Y.、Lee, S.B.、およびGyftakis, K.によって2017年にIEEEで発表された学術論文「Quality Assurance Testing for Screening Defective Aluminum Die-cast Rotors of Squirrel Cage Induction Machines」に基づいています。HPDC(高圧ダイカスト)の専門家向けに、CASTMANがAIの支援を受けて分析・要約しました。 キーワード 主要キーワード: アルミダイカストロータ試験 副次キーワード: ロータ気孔、品質保証、磁束注入試験、かご形誘導電動機、非破壊検査、HPDC欠陥 エグゼクティブサマリー 課題:アルミダイカストロータにおける気孔(ポロシティ)は、モータの性能と信頼性を低下させる避けられない欠陥です。従来の品質保証手法は、高コストである、微細または分散した気孔に対する感度が低い、あるいは特定の欠陥パターンを検出できないといった課題を抱えており、包括的なスクリーニングが困難でした。 手法:研究者らは、電磁磁束注入プローブを用いた新しいオフライン品質保証試験法を開発しました。この試験は、鋳造後、モータへの組み込み前にロータ単体に対して実施されます。個々のロータバーを磁気的に励磁し、その等価抵抗(Req)の変化を測定することで、局所的な気孔と分散した気孔の両方を特定できます。 核心的なブレークスルー:この磁束注入法は、ロータバーの状態を高い感度で定量的に評価することを可能にします。これにより、他の手法では見逃されがちな対称的な欠陥などを検出し、さらにロータケージ全体の気孔レベルを評価することもできます。 要点:提案されたアルミダイカストロータ試験法は、製造工程において気孔をより確実かつ高感度にスクリーニングする手法を提供します。この研究は、本試験法を導入することで、HPDC工程における品質管理を大幅に改善し、市場での不具合を削減し、プロセス最適化のための貴重なデータを提供できる可能性を示唆しています。 課題:この研究がHPDC専門家にとって重要な理由 かご形誘導電動機の製造において、アルミダイカストロータはコスト競争力を確保するための中心的な部品です。しかし、ダイカストプロセスでは欠陥の発生が避けられず、特に気孔が大きな問題となります。溶融アルミニウムは冷却時に体積が約6%収縮するため、ロータバーやエンドリング内部に空隙、すなわち気孔が形成される可能性があります。この気孔はロータの抵抗と非対称性を増大させ、モータ効率の低下、トルク脈動、振動の増加を引き起こします。 HPDCの専門家にとっての課題は、この気孔をいかに効果的に検出するかです。既存の手法には以下のような重大な欠点があります。 これらの限界により、軽微であっても重大な影響を及ぼす気孔を持つロータが検査を通過し、特に高出力モータでの性能問題や早期故障の原因となる可能性があります。 アプローチ:その手法を解き明かす 研究者らは、既存手法の限界を克服するために、新しいオフライン磁束注入試験を提案しました。この試験は、製造後のロータに直接適用され、ロータのバランシング工程に統合することが可能です。 試験装置は、試験の模式図(Fig. 5)に示されるように、ロータ表面近くに配置されたU字型の電磁プローブで構成されます。ロータを回転させながら、プローブが各ロータバーに個別に磁束を注入します。プローブの電圧と電流を処理することで、システムはそのロータケージ部分の等価抵抗(Req)を算出します。 基本原理は、ロータバー内の気孔やその他の欠陥が電気抵抗を増加させるという点です。この変化が、測定されたReq値の局所的な増加として検出されます。ロータの位置の関数としてReqをプロットすることで、ロータケージ全体の健全性に関する詳細なプロファイルを作成できます。このアプローチにより、(気孔による)抵抗成分の変化を(エアギャップ変動による)リアクタンス成分の変化と分離できるため、感度が向上します。 核心的なブレークスルー:主要な研究結果とデータ この研究は、3D有限要素解析(FEA)と5.5kWモータロータを用いた実験的試験の両方を通じて、その手法の有効性を検証しました。 発見1:局所的な欠陥をその深刻度に応じて正確に検出3D FEAシミュレーションでは、プローブが欠陥のあるバーを通過する際に、Reqの明確で局所的な増加が示されました。模擬的な気孔を持つバーではReqが**5.1%増加し、完全に断線したバーでは13.5%**増加しました。これは、本試験法が欠陥の深刻度を定量化できることを裏付けています(Fig. 9)。 発見2:他の手法では検出不可能な対称欠陥を特定比較試験では、対称的な欠陥を再現するために、2本のバーを電気角で90度離して断線させました。MCSAではこの状態を確実に検出できず、欠陥信号は-48.8 dB(断線バー1本)から-54.6 dB(断線バー2本)へと低下し、健全なロータの信号(-56.8 dB)に近づいてしまいました(Fig. 14(a))。しかし、提案された試験法では、Req測定値において2つの欠陥を明確なピークとして識別しました(Fig. 14(c))。 発見3:全体的・分散的な気孔を定量化可能均一に分散した気孔を模擬するためにエンドリングに穴を開けたところ、ロータ全体の平均Req値が大幅に増加することがわかりました。アルミニウム材料をわずか0.8%除去しただけで、平均Reqは10.6%(0.923 Ωから1.021 Ωへ)増加しました(Fig. 15)。これは、単一の大きな欠陥がない場合でも、全体的な充填率が低いロータをスクリーニングできる可能性を示しています。 HPDC製品への実用的な示唆 先進的なアルミダイカストロータ試験に関するこの研究は、HPDCメーカーとその顧客に直接的かつ実用的な示唆を与えます。 プロセスエンジニア向け:この研究は、磁束注入法がバーごとの定量的な品質指標を提供できる可能性を示唆しています。このデータをHPDCのプロセスパラメータ(射出圧力、温度、金型設計など)と関連付けることで、気孔発生につながる条件をより深く理解し、制御することが可能になります。 品質管理向け:研究結果は、この試験法を製造後のバランシングステーションに統合することの潜在的な利点を示しています。Fig.
Read More
本論文概要は、[論文タイトル: 離散形状の形状に対する新しいハイブリッド抜き勾配解析法]と題された論文に基づき、[出版社: Computer-Aided Design]に掲載された論文を要約したものです。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法: 5. 主な研究成果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: 本資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
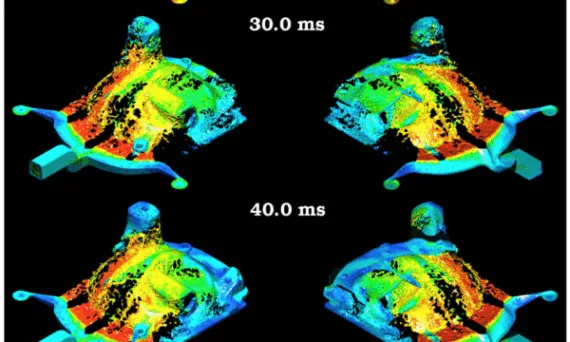
user 07/24/2025 Aluminium-J , automotive-J , Technical Data-J CAD , CFD , Die casting , Die Casting Congress , High pressure die casting , High pressure die casting (HPDC) , Quality Control , STEP , 金型 , 금형 , 해석 なぜシミュレーションと実験は初期充填で一致しないのか?HPDCにおける「スキン破裂」仮説が解き明かす、予測精度の新たな鍵 この技術概要は、Paul W. Cleary氏らによって執筆され、Applied Mathematical Modelling誌(2010年)に掲載された学術論文「Short shots and industrial case studies: Understanding fluid flow and solidification in high pressure die casting」に基づいています。高圧ダイカスト(HPDC)の専門家向けに、株式会社STI C&Dのエキスパートが要約・分析しました。 Fig. 1. Filling of differential cover with the molten metal coloured by speed with blue being slow and red being fast. The casting is shown in top view on the left and bottom
Read More
この技術概要は、カーシック・S・ムルゲサン修士がオハイオ州立大学(2008年)で発表した学術論文「コンピュータモデリングおよび次元解析を用いたダイカストにおけるパーティングプレーン分離とタイバー荷重の予測」に基づいています。HPDC(ハイプレッシャーダイカスト)専門家のために、CASTMANの専門家が要約・分析しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 何十年もの間、ダイカスト技術者は金型と機械内部で発生する力の複雑な相互作用に取り組んできました。金型を閉じる型締力からキャビティを充填する射出圧力まで、関与する巨大な圧力は金型の弾性たわみを引き起こします。このたわみがパーティングライン(合わせ面)で発生すると、金型の2つの半型が分離し、溶融金属が漏れ出す「バリ」という現象が発生します。バリは、二次的な除去作業によるコスト増、不良率の上昇、そして金型への潜在的な損傷につながります。 これに関連し、同様に重要な問題がタイバー荷重の不均衡です。理想的には、型締力は機械の4本のタイバーすべてに均等に分散されます。しかし、金型の偏心配置やキャビティ内の不均一な圧力分布といった要因が、不均衡な荷重を引き起こす可能性があります。これにより金型が不均一に閉じてバリを悪化させ、深刻な場合には高価で危険なタイバーの早期破損につながります。これらの現象を予測するには、通常、複雑で時間のかかるFEAが必要ですが、これは初期の金型設計の迅速な繰り返し作業の中では現実的ではありません。 アプローチ:方法論の解明 この問題を解決するため、研究者はより効率的な予測ツールを開発しました。この研究の方法論は、現代のシミュレーション技術の力と、工学物理学の基本原則を組み合わせたものです。 アプローチの中核は、有限要素法(FEM)に基づく一連の計算実験を用いることでした。金型、インサート、機械のプラテン、タイバー、トグル機構を組み込んだ包括的な3D FEAモデルが構築されました。実験計画法(DOE)アプローチを用いて、金型寸法、プラテン厚、エジェクタサポートピラーのパターンといった主要な構造設計パラメータを体系的に変化させながら、数多くのシミュレーションが実行されました。 主要な革新は、次元解析、特にバッキンガムのΠ(パイ)定理の適用でした。この古典的な工学手法は、複雑な変数群を、物理的挙動を支配する少数の無次元パラメータに単純化します。次元解析の観点からFEAの結果を分析することにより、研究者は設計パラメータとパーティングプレーン分離およびタイバー荷重という結果との関係を記述する、堅牢で簡潔な方程式である「べき乗則モデル」を開発しました。 ブレークスルー:主要な発見とデータ この研究は、業界で直接応用できるいくつかの強力な結論と予測ツールを生み出しました。 貴社のHPDC製品への実用的な示唆 論文の結果と結論に厳密に基づき、これらの発見は製造結果を改善するための直接的な応用が可能です。 論文詳細 コンピュータモデリングおよび次元解析を用いたダイカストにおけるパーティングプレーン分離とタイバー荷重の予測 1. 概要: 2. 要旨: ダイカストの金型と機械は、型締力、キャビティ圧力、熱負荷にさらされる高性能製品であり、これらの負荷によりたわみが生じます。金型がこれらの負荷に耐える能力は、その構造設計に依存します。一般的な問題の一つにタイバー荷重の不均衡があり、これは金型とキャビティの位置によって型締力が4本のタイバーに不均等に分散されることで発生し、バリやタイバーの早期破損といった問題を引き起こします。FEAのような数値解析手法は設計段階での変形予測に有効ですが、時間がかかる場合があります。本研究では、計算(FEA)実験を用いて、主要な構造設計変数が機械的性能に与える影響を調査しました。次元解析を用いて導出されたべき乗則モデルが、最大パーティングプレーン分離とタイバー荷重を予測するために開発されました。これらのモデルは、システムが設計変数に対して持つ感度を説明し、金型構造の改善や必要なタイバー調整量の決定に利用できます。 3. 緒言: ダイカストは、溶融金属を高圧で鋼製の金型に射出するネットシェイプ製造プロセスです。寸法精度不良の主な要因の一つは、熱機械的負荷によって引き起こされる金型キャビティの弾性変形です。これはバリのような欠陥につながり、サイクルタイムの増加やコスト増大を引き起こします。もう一つの重要な問題は、金型やキャビティの偏心配置による機械タイバーの不均衡な負荷であり、これは不均一な型閉じや部品の破損を引き起こす可能性があります。金型の製造コストは高く、納期も長いため、設計段階でこれらの変形を予測し制御することが極めて重要です。数値モデリングは変形を予測する最も効率的な方法ですが、初期の設計反復には時間がかかりすぎることがあります。本研究は、ダイカスト金型の構造設計のための既製のツールとガイドラインを開発することを目的としています。 4. 研究の概要: 研究トピックの背景: ダイカスト金型と機械の構造的完全性は、寸法精度の高い部品を生産するために不可欠です。負荷による金型のたわみはバリを引き起こし、不均衡なタイバー荷重は機械の安定性と型閉じを損ないます。 先行研究の状況: 先行研究では、FEAが金型変形を予測するための有効なツールであることが確立されています。しかし、これらの研究では、エジェクタ側の設計変数(サポートピラーなど)がパーティングプレーン分離に与える影響が十分に調査されていませんでした。さらに、ハーマン氏による手法など、タイバー荷重を推定する既存の方法は、完全な剛体といった過度に単純な仮定に依存しており、不正確な予測につながっていました。 研究の目的: 主な目的は、様々な構造設計変数が金型のたわみに与える影響を研究し、金型設計を支援するツールを開発することでした。これには、最大パーティングプレーン分離とタイバー荷重を予測するための閉形式の数式(べき乗則モデル)を作成し、初期設計段階で迅速かつ正確な推定を可能にすることが含まれます。 中核研究: 本研究では、実験計画法(DOE)アプローチと有限要素解析(FEA)を用いて、様々な設計パラメータが金型性能に与える影響をシミュレートしました。その結果を次元解析(Π定理)と組み合わせて、主要な幾何学的・物理的変数の関数としてパーティングプレーン分離とタイバー荷重を予測する非線形べき乗則モデルを開発しました。 5. 研究方法論 研究設計: 本研究は、58回の実行からなる中心複合反応曲面計画を用いた計算実験に基づいて設計されました。調査された要因には、プラテン厚、金型寸法、金型厚さ比、ピラー径/パターンが含まれます。 データ収集・分析方法: データは、各設計ポイントに対して静的有限要素解析(FEA)を用いて生成されました。モデルの出力(パーティングプレーン分離、タイバー荷重)は、次元解析と非線形回帰分析を用いてべき乗則モデルに適合させられました。モデルの妥当性は、追加のFEAシミュレーションと250トンダイカストマシンからの実験測定値と比較して検証されました。 研究トピックと範囲: 本研究は主に2つのトピックに焦点を当てました:1)金型の固定側とエジェクタ側における最大パーティングプレーン分離の予測、2)4本の機械タイバーにかかる個々の荷重の予測。範囲は単一キャビティの開閉式金型に限定され、熱負荷は含まず、機械的負荷下での構造的挙動にのみ焦点を当てました。 6. 主要な結果: 主要な結果: 本研究は、最大パーティングプレーン分離とタイバー荷重を予測するための非線形べき乗則モデルを成功裏に開発しました。パーティングプレーン分離については、エジェクタ側の分離はピラー間の非支持スパンと金型厚さに最も敏感であり、一方、固定側の分離は全体の金型サイズとプラテン剛性に最も敏感であることが判明しました。タイバー荷重予測モデルは、プラテン上の金型位置が荷重分布に影響を与える主要因であることを示しましたが、これは単純な業界手法では無視されていました。異なる機械プラテンの剛性を特徴付ける方法論も開発され、これによりモデルを様々な機械に適用することが可能になりました。 図のリスト: 7. 結論: 本研究は、ダイカストにおけるパーティングプレーン分離とタイバー荷重を予測するための経験的なべき乗則モデルを成功裏に開発・検証しました。次元解析とFEAから導出されたこれらのモデルは、構造変数が金型性能にどのように寄与するかについての深い理解を提供します。主な結論として、エジェクタ側の分離はサポートピラーの配置と金型厚さに最も敏感であること、固定側の分離は金型サイズとプラテン剛性に最も影響されること、そして金型位置がタイバー荷重不均衡の主要因であることが挙げられます。本研究はまた、機械の剛性を特徴付ける手法を提供し、モデルの適応性を高めています。これらのツールは、設計者が設計プロセスの早い段階で構造性能を最適化することを可能にします。 8. 参考文献: 専門家Q&A:よくある質問への回答 Q1:
Read More
本論文概要は、[タイトル: 銅製回転子バー材を用いた損失調査のための0.5 HP回転機のモデリングとシミュレーション]と題された論文に基づき、[出版: Australian Journal of Basic and Applied Sciences]に掲載された論文を要約したものです。 1. 概要: 2. 抄録: 本論文では、0.5HP三相AC誘導電動機を調査・解析した。本プロジェクトを通じて、誘導電動機をAutoCADソフトウェアで設計し、FEMソフトウェアを用いてシミュレーションを行った。その後、従来使用されていた回転子バーと比較した。比較の最初の段階では、同じ0.5HPの固定子スロット設計と巻線構成において、アルミニウム製回転子バーと銅製回転子バーを持つ誘導電動機をモデリングし、FEMシミュレーションを行った。シミュレーション結果は、電力損失、磁束密度、磁界強度、渦電流密度、トルク対速度、トルク対スリップ、電力損失対速度、電力損失対スリップの観点から比較された。ソフトウェアシミュレーションの全体的な実験結果から、アルミニウム製と銅製の回転子バーの磁束密度(B)の解析において、電気伝導率が高いほど材料の抵抗率が低くなることが示された。これは、銅製の回転子バーがインピーダンスが低く、したがって損失が少ないことを意味する。全体の解析は、銅製材料の回転子バーの使用に対していくつかの良い利点を示している。 3. 序論: マレーシア企業の産業エネルギー使用量の分析に基づくと、電気モーターが最も多くのエネルギー(47%)を使用しており、次いでポンプ(14%)、エアコンプレッサー(9%)、空調システム(7%)、工作機械(6%)、照明(6%)、天井クレーン(3%)、換気(2%)、炉(1%)、コンベヤーシステム(1%)、ボイラー(1%)、冷凍システム(1%)、その他の機器(4%)となっていることがわかった (Saidur, R., 2009)。産業界のモーターの大部分は誘導電動機である。現場で既存の誘導電動機を試験したいという要望には、旧式または摩耗したモーターを新しいものと交換することを検討したり、巻き直し後の効率を確認したりするなど、さまざまな理由があるかもしれない。特に、モーターの出力は検出が難しい。したがって、確立された手順の1つは、損失を測定し、入力から差し引いて出力を求めることによって効率を計算することである (Chapman, S.J., 2005)。 誘導電動機は、広範な用途を持つ重要な電気機械の一種である。今日使用されている産業用モーターの85%以上が、実際には誘導電動機である。誘導電動機は、電気エネルギーを機械エネルギーに変換するために、ほとんどの産業用途で使用される複雑な電気機械装置である。三相誘導電動機は、構造が簡単で堅牢、低価格で保守が容易なため使用される。それらは、無負荷から全負荷までほぼ一定の速度で動作する (Theodore, W., 2006)。 一般に、機械の損失は計算または測定によって推定できるが、電気機械の性質上、損失を高精度で予測することはほとんど不可能である。AC誘導電動機の損失は、5つのカテゴリに分類できる。最初の5つの損失成分は、固定子銅損、回転子銅損、鉄損、漂遊負荷損、および無負荷試験と拘束回転子試験から得られる機械損である。銅損は、固定子抵抗、スリップ、および入力電力の測定に基づいて決定される。5番目の損失成分は漂遊損として知られている。実際、「漂遊損」という用語は、予測された損失と測定された損失の間の不一致のために生まれた。損失の正確な測定はそれ自体多くの困難を伴うが、測定された入力電力と出力電力の差、損失成分の分離測定、および損失の影響の測定といういくつかの方法でアプローチできる (Turner, D.R., 1991)。固定子および回転子銅損PRは、最大の割合を占める。どちらも高調波の存在によって影響を受ける。固定子巻線内で何が起こるかは直接測定可能であるが、回転子内で何が起こるかはそうではない。鉄損またはコア損は周波数に依存する。これは、無負荷運転試験中に測定されたデータから、標準試験手順(IEEE規格112 Bを参照)で決定される。これらの損失は効率に影響を与える可能性があり、高品質の材料を使用すること、および設計を最適化することによって低減できる。 本研究の目的は、銅とアルミニウムという異なる回転子バー材料を使用してAC誘導電動機の損失を調査し、両方の回転子材料における誘導電動機の効率と性能を得ることである。本研究の目的は、以下のように要約できる。 4. 研究の概要: 研究トピックの背景: 誘導電動機の効率は損失の割合に依存する。電気機械では、鉄損は全損失の20〜25%、銅損は15〜30%を占める。電気機械における損失のかなりの部分は鉄心での損失である。電気機械における鉄損の計算は、通常、機械で使用される鉄心材料の実験的特性に基づいている。誘導電動機の効率は近年非常に議論されている。世界中で異なる規格が使用されているため、実際の製造業者の数値を比較することは困難である。エネルギー効率の高い電気モーターは、世界中で費用対効果の高い電力節約のための最大の機会の1つを一般的に示している。誘導電動機の効率は、固定子銅損、回転子損、鉄損、機械損、漂遊負荷損などのモーター損失の量に依存する。これらの損失を減らすことができれば、モーターの効率を向上させ、エネルギー消費を削減できる。電気機械の効率の向上は、特に小型モーターの範囲において、誘導電動機の製造における主な問題である。 過去の研究の状況: 電気機械における鉄損の計算は、通常、機械で使用される鉄心材料の実験的特性に基づいている。世界中で異なる規格が使用されているため、製造業者の効率数値を実際に比較することは困難である。エネルギー効率の高い電気モーターは、世界中で費用対効果の高い電力節約のための最大の機会の1つを一般的に示している。 研究の目的: 本研究の目的は、銅とアルミニウムという異なる回転子バー材料を使用してAC誘導電動機の損失を調査し、両方の回転子材料における誘導電動機の効率と性能を得ることである。 主要な研究: 本研究では、AutoCADで0.5HP三相AC誘導電動機を設計し、FEMソフトウェアを用いてアルミニウム製と銅製の回転子バーの両方でその性能をシミュレーションした。シミュレーション結果は、電力損失、磁束密度、磁界強度、渦電流密度、トルク対速度、トルク対スリップ、電力損失対速度、電力損失対スリップの観点から比較された。 5. 研究方法 研究デザイン: 本研究では、シミュレーションに基づいた比較研究を採用している。0.5HP三相AC誘導電動機を設計し、FEMソフトウェアで2つの仮想モデルを作成した。これらのモデルは、回転子バーの材料(アルミニウムと銅)のみが異なる。両方のモデルに対して定常状態AC解析を実施した。 データ収集と分析方法: FEMソフトウェア(Opera 2Dバージョン12.0)を使用して、両方の回転子バー材料を持つ誘導電動機の電磁挙動をシミュレーションした。ソフトウェアは、磁気ポテンシャル線(POT)、渦電流密度(J²)、磁束密度(Bmod)、磁界強度(Hmod)、トルク、速度、スリップ、および電力損失に関するデータを計算して提供する。次に、シミュレーションデータをエクスポートして分析し、アルミニウム製と銅製の回転子バーを持つモーターの性能を比較する。 研究トピックと範囲: 本研究は、0.5 HP、415V、1.02Aの誘導電動機に焦点を当てており、力率は0.74、同期速度(n)は1500rpm、供給周波数は50Hz、極数は4である。固定子は36個のスロットを持ち、回転子は24個のスロットを持つ。本研究では、回転子バーの材料(アルミニウム対銅)が、さまざまな性能パラメータと損失に与える影響を調査する。 6.
Read More
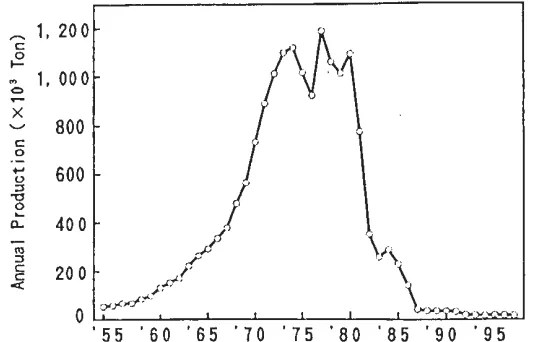
この紹介論文は、「Proceedings of ICAA-6 (1998)」によって発行された論文「THE STATUS OF THE ALUMINUM INDUSTRY IN JAPAN」に基づいています。 1. 概要: 2. 抄録: 日本のアルミニウム産業は過去に2度、致命的な崩壊を経験しました。現在、1社を除いてアルミニウム製錬産業は存在しません。しかし、1人当たりのアルミニウム消費量は今日、世界最大にまで成長しました。本報告書では、まず生産技術の進歩や需要の増大など、日本のアルミニウム産業の歴史を概観します。次に、産業で利用されている主要設備について説明します。最後に、日本のアルミニウム産業の将来の発展に向けた課題について議論します。 3. 序論: 日本におけるアルミニウム新地金の生産は総需要の0.5%に過ぎませんが、最終製品の成長率は常にGNPの成長率を上回ってきました。日本のアルミニウムの歴史を概観することで、設備、技術、需要の観点から産業の現状を示したいと思います。また、明日のアルミニウム産業のための課題に取り組みたいと思います。 4. 研究の概要: 研究トピックの背景: 日本のアルミニウム産業は、製錬から加工中心の産業へと移行し、1人当たりの消費量が高いというユニークな地位を築いています。本稿では、その歴史的発展、現状、そして将来の課題を概観します。 先行研究の状況: 本稿は、日本のアルミニウム産業における生産、需要、技術的マイルストーンに関する歴史的データを参照しています。また、日本の様々なアルミニウム関連連盟や協会の統計データも参照しています。 研究の目的: 本報告書の目的は、日本のアルミニウム産業の歴史を概観し、利用されている主要設備を説明し、将来の発展のための課題を議論することです。これには、設備、技術、需要の観点から産業の現状を提示することが含まれます。 中核研究: 中核となる研究は、日本のアルミニウム産業の歴史的レビューを含み、その導入段階、製錬産業の歴史、アルミニウム製品の需要動向、圧延、押出、鋳造、ダイカスト、鍛造、線材などの様々な分野における設備と生産を網羅しています。また、市場動向を分析し、原材料、溶解・鋳造、圧延、押出、熱処理、成形・接合、表面処理、数値解析技術、多機能材料、環境・健康などの分野における将来の発展のための主要な課題を議論します。 5. 研究方法論 研究デザイン: 本稿は、日本のアルミニウム産業に関する歴史的および現在のデータを収集・提示する記述的レビューです。 データ収集と分析方法: データは、歴史的記録、日本アルミニウム連盟、日本軽金属協会、日本軽金属溶接・建設協会、日本自動車工業会、日本航空宇宙工業会などの組織によって発行された業界統計から収集されました。分析には、このデータに基づいて傾向を提示し、発展について議論することが含まれます。 研究トピックと範囲: 本研究は、生産技術の進歩と需要の成長を含む日本のアルミニウム産業の歴史を網羅しています。使用されている主要な設備を詳述し、将来の発展に関する課題を議論します。範囲には、製錬、圧延、押出、鋳造、ダイカスト、鍛造、線材生産、主要アルミニウム製品(自動車、鉄道車両、船舶、航空宇宙、建設、食品、電子機器)の市場動向、および技術開発課題が含まれます。 6. 主要な結果: 主要な結果: 日本のアルミニウム産業は製錬から加工中心の産業へと移行し、1人当たりの消費量は1989年以来世界最大です (Fig.8)。新地金の生産は最小限であり、ほとんどの原材料は輸入されています (Fig.2)。アルミニウム製品の需要は1996年に400万トンに達し (Fig.3)、圧延品、押出品、ダイカスト製品が大幅に成長しました (Fig.4)。自動車産業は主要な消費者であり、乗用車におけるアルミニウムの使用比率は増加しています (Fig.10, Fig.11)。将来の主要な課題には、リサイクル、高度な加工技術、新しい用途の開発が含まれます。 図の名称リスト: 7. 結論: 日本のアルミニウム産業は、基本的に製錬を除いた完全な加工ビジネスです。そのため付加価値は小さいです。また、価格も急速に下落しています。言うまでもなく、コスト削減のための技術開発は重要です。しかし、アルミニウム産業を世界トップの1人当たりアルミニウム消費量にふさわしいビジネスにするためには、新しい機能を追加し、新しい用途を開発することによって利用率を高め、価値を増大させることが我々の方向性です。 8. 参考文献: 9. 著作権:
Read More
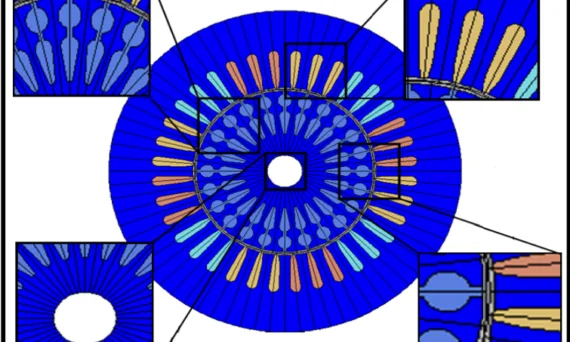
この紹介論文の内容は、”[IEEE Open Journal of Industry Applications]”が発行した論文「Squirrel Cage Induction Motor: A Design-Based Comparison Between Aluminium and Copper Cages」に基づいています。 1. 概要: 2. 抄録: 多くの産業用途において、電気モーターの自己始動能力は、ドライブアーキテクチャを簡素化し、システムの信頼性を向上させるために依然として重要な要件です。このモーターのトポロジーの効率改善は、さまざまな国および国際的な規制当局によって、臨時の政策によって目標とされてきました。実際、エネルギー消費量の削減は、運用コストとCO2排出量の削減という2つの利点につながります。銅ケージの採用は、モーターの損失を低減するために成功していることが証明されています。しかし、これは始動トルクなどの他の性能指標に影響を与える可能性があります。本論文では、より一般的なアルミニウムケージと比較して、さまざまな動作条件下でのモーター性能を比較することにより、銅ケージの採用の利点と欠点を詳細に分析します。アルミニウムケージで最適化された一連の誘導機から始めて、直接的な材料ケージ置換の効果を電磁気的および熱的側面の両方で分析します。全体的な性能は、銅ケージに対して特別に最適化された機械と比較されます。提示された性能比較演習により、他の性能指標を悪化させることなく効率を改善することを目的とした一般的な設計ガイドラインが概説されています。 3. 導入: 最終的な世界の電力エネルギー消費量のほぼ50%が電気モーターの供給に使用されています[1]。電気モーターの大部分は定格出力が0.75kW未満ですが、図1(b)および(c)に示すように、電力エネルギー消費に最も大きな影響を与えるのは、市場全体の残りの小さな部分です。実際、0.75kWを超える定格出力を持つ電気モーターの10%が、総電力エネルギー消費量の91%を占めています[2]。図1(d)は、ヨーロッパにおける電力範囲別の電気モータータイプの分布を示しています[3]。明らかに、電力エネルギー消費量の点で最も影響力のあるモーターのトポロジーは、中高電力範囲で最も一般的なAC多相モーターです。グリッド接続された三相かご形誘導電動機(SCIM)は、市場で入手可能な幅広い種類のAC電気モーターの中で最大の市場シェアを占めています[4]。したがって、その効率を改善することは、CO2排出量の点で環境への影響を削減する上で最大の効果をもたらす可能性があります[5]。過去20年間で、ほぼすべての主要経済圏が、まずモーターの最小効率、そして最近ではドライブシステム全体の効率に関するいくつかの規制スキーム(最初は自主的なベースで、次に義務的に)を導入しました[6]。たとえば、ヨーロッパでは、委員会規則1781/2019 [7]は、インバーターと直接グリッド供給の両方の電気モーターの最小エネルギー効率要件に関する正確なタイムテーブルを設定しています。規制当局によって採用された電気モーターの効率クラスの定義と、効率を実験的に決定する方法論は、それぞれ国際規格IEC 60034-30-1/2およびIEC 60 034-2-1によって設定されています。 4. 研究の概要: 研究トピックの背景: かご形誘導電動機(SCIM)の効率改善は、規制圧力の増大とエネルギー消費量およびCO2排出量削減への世界的な焦点により、非常に重要です。銅ケージはモーター損失を低減することが示されていますが、始動トルクなどの他の性能指標への影響については、さらなる調査が必要です。 以前の研究の状況: 以前の研究では、コア軸方向の延長、より優れた磁性材料、銅ケージなどの方法を通じて、SCIMの効率改善を探求してきました。しかし、銅ケージの採用の包括的な効果、特に他の性能パラメータとのトレードオフに関する包括的な効果は、完全には理解されていません。既存の文献には、さまざまな回転子スロット設計と性能要件を考慮して、アルミニウムと銅ケージの体系的な比較が不足しています。 研究の目的: 本研究は、アルミニウムケージと比較して、SCIMで銅ケージを使用することの利点と欠点を分析することを目的としています。直接的な材料置換と最適化された銅ケージ設計が電磁気的および熱的性能に及ぼす影響を調査します。本研究は、始動トルクなどの他の重要な性能指標を損なうことなく効率を改善するための設計ガイドラインを提供しようとしています。 コアスタディ: コアスタディには、アルミニウムと銅ケージを使用したSCIMの設計ベースの比較が含まれています。アルミニウムケージ最適化設計から始めて、論文ではアルミニウムを銅に直接置換することの影響を分析します。さらに、これらの結果を銅ケージに対して特別に最適化されたSCIMと比較します。分析は、効率、始動トルク、電流比、および熱的挙動などのさまざまな性能指標を考慮して、電磁気的および熱的側面をカバーしています。本研究では、実験的テストによって検証された高速性能計算方法と、多目的最適化アルゴリズムを利用して、最適な回転子設計を導き出し、アルミニウムおよび銅ケージモーターの性能を比較します。 5. 研究方法論 研究デザイン: 本研究では、設計ベースの比較研究を採用しています。さまざまな性能要件(始動トルクと効率)に対してアルミニウムケージで最適化されたSCIMのベースライン設計から始まります。次に、研究では、これらのベースライン設計でケージをアルミニウムから銅に直接材料置換を実行します。最後に、銅ケージ用に特別にSCIM設計を最適化し、アルミニウムベースライン設計と直接銅置換の両方に対する性能を比較します。 データ収集と分析方法: 性能評価は、トルクと効率を迅速かつ正確に推定するために、混合分析-有限要素解析(FEA)法に依存しています。この方法は、市販のSCIMでの実験的テストを通じて検証されています。多目的最適化アルゴリズム(NSGA-II)は、さまざまな性能指標と制約条件を考慮して、アルミニウムと銅ケージの両方に対して最適な回転子形状を設計するために使用されます。熱-FEAは、後処理に使用され、固定子および回転子巻線の定常状態温度を評価します。分析された性能指標には、定格効率、始動トルク、電流比、力率、および熱特性が含まれます。 研究トピックと範囲: 本研究は、SCIMの回転子ケージ設計に焦点を当てており、特にケージ材料としてアルミニウムと銅を比較しています。範囲は以下を含みます。 6. 主な結果: 主な結果: 図リスト: 7. 結論: 本研究は、銅ケージがSCIMの効率を高めるための実行可能なソリューションを提供すると結論付けています。アルミニウムを銅に直接置換すると効率が向上しますが、始動電流が増加し、始動トルクに可変的に影響を与える可能性があります。最適化された銅ケージ設計は、アルミニウムケージモーターよりも高い効率を達成しながら、始動トルク能力を維持できます。設計ガイドラインは、電流比が制約されていない場合、直接的な銅置換が非常に効果的であることを強調しています。ただし、電流制限が課せられている場合は、始動性能を損なうことなく効率ゲインを最大化するために、最適化された銅回転子設計が必要です。直接置換と最適化された設計のどちらを選択するかは、特定のアプリケーション要件と設計の優先順位、特に始動電流制限と望ましい効率レベルによって異なります。 8.
Read More
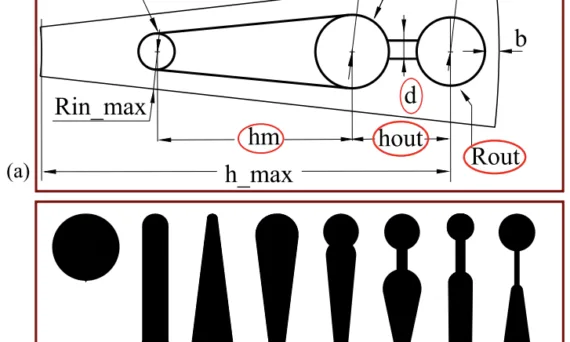
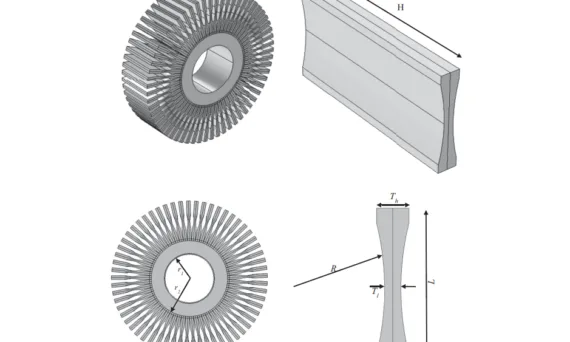
本稿は、「Electrica」誌に掲載された論文「New Optimal Heat Sink Design with Concave Fins for Cooling System in Light Emitting Diode Lamp」に基づいています。 1. 概要: 2. 要旨: ヒートシンクは、発光ダイオード(LED)ランプの設計および運用において最も重要な問題の1つと考えられています。技術カタログの製造業者は、LEDチップが許容できる最高温度を示しており、この温度範囲が満たされない場合、光出力の低下やランプ出力の色変化が生じます。冷却システムの選択と設計は、通常、ヒートシンクの製造に関連するコストに影響します。本稿では、LEDランプ冷却システム用に凹型フィンを組み込んだ新しいヒートシンクシステムを紹介しました。このヒートシンクの能力を調べるために、支配的な熱収支方程式を解くために数値的手法が適用されました。熱伝達と粒子群最適化(PSO)アルゴリズムの結合数値解に基づいて、異なるLEDランプ容量における最小電子チップ温度とヒートシンク重量を達成するための最適形状が決定されました。包括的なデータベースが作成され、異なるLEDランプ能力に対する2つの目的最適解に基づいて遺伝的計画ツールの入力として使用されました。遺伝的プログラミングの結果に基づいて、LED電力に関する最適な幾何学的パラメータを決定するための解析的関係が提示されました。したがって、数値的分解能や最適化なしに、所与の電力に対する最適形状を決定することが可能です。結果に基づくと、凹型フィンを備えた最適ヒートシンクでは、固定断面を持つヒートシンクと比較して、シンクの効率と体積が大幅に改善されます。 3. 緒言: 発光ダイオード(LED)ランプは、照明にダイオードを使用する固体ランプであり、適切な熱管理が行われないと性能に悪影響を及ぼす可能性のある熱を発生します。ヒートシンクシステムは、一般的にLED電子チップの温度を標準範囲内に維持するために使用されます。LEDランプにおけるヒートシンクに影響を与える問題は、使用される材料の価格と製造コストです。したがって、LEDランプの冷却システムの設計と最適化に関する多くの研究が行われてきました。本稿では、LEDランプの冷却効率を改善し、材料使用量を削減するために設計された凹型フィンを備えた新しいヒートシンクシステムを紹介します。 4. 研究の概要: 研究テーマの背景: LEDランプは熱を発生し、不適切な熱管理は、光出力の低下や色の変化などの性能低下、および寿命の短縮につながる可能性があります。ヒートシンクは、この熱を管理するために不可欠です。材料(多くはアルミニウム)のコストと製造により、性能を維持しながら経済的実行可能性を確保するためには、ヒートシンク設計の最適化が重要です。本研究は、最小体積で熱伝達のための最大外部表面積を実現する凹型フィンを備えた新しいヒートシンク設計に焦点を当てています。 先行研究の状況: これまでの研究では、様々なLED冷却戦略が検討されてきました。Lioら[1]は、ジェット冷却構成を検討しました。Jangら[2]は、LEDヘッドランプ用の空気循環冷却装置を分析しました。Luら[3]は、高出力LEDパッケージ用のループヒートパイプを調査しました。Wangら[4]は、熱電冷却を用いたLEDパッケージの熱損失をモデル化しました。Dengら[5]は、高出力LED用の液体金属冷却を提案しました。Anithambigaiら[6]は、デュアルインターフェース法を研究しました。Kimら[7]は、ハイブリッドピンフィンを含むスマートヒートシンクを検討しました。Costaら[11]は、スパイラルヒートシンクを数値的に分析しました。Parkら[14, 19]は、中空シリンダーや煙突を備えた設計を含むスパイラルヒートシンクを提案し、改良しました。Sökmenら[17]は、LED自動車ヘッドランプ用の円筒形フィンの計算熱分析を行いました。これらの研究は、熱性能の向上、コスト削減、LED冷却システムの最適化に向けた継続的な取り組みを浮き彫りにしています。 研究の目的: 本研究の主な目的は、最小の電子チップ温度と最小のヒートシンク重量を達成する凹型フィンを備えたヒートシンクシステムを開発することでした。さらに、本研究は、最適化結果から導出された解析的関係を提供し、LEDランプの電力に基づいてヒートシンクの最適な幾何学的パラメータを決定することを目指しました。これにより、さらなる数値的分解能や最適化を必要とせずに、所与の電力に対する最適形状を見つけることが可能になります。 研究の核心: 本研究の核心は以下の通りです。 5. 研究方法論 研究デザイン: 本研究では、数値的および計算論的アプローチを採用しました。提案された凹型フィン付きヒートシンクの熱解析は、モデリングおよび熱伝達方程式の解法のためにCOMSOLソフトウェアを使用して実施されました。その後、ヒートシンクの幾何学的寸法は、COMSOLと連携するMATLABで実装された多目的粒子群最適化(MOPSO)アルゴリズムを使用して最適化されました。最適化は、電子チップ温度とヒートシンク体積の両方を最小化することを目的としました。最後に、最適化されたデータベースから解析的方程式を導出し、最適な幾何学的パラメータとLEDランプ電力との相関関係を明らかにするために遺伝的プログラミングが使用されました。 データ収集および分析方法: 本研究は、定常状態の熱収支方程式の解法に基づいています。ρCpu.∇T –∇.(k∇T)=0 (1)ここで、速度(u)はゼロです。LEDランプによって生成された熱(P)は、内面からヒートシンクに入ります。-n.q = P (2)外面からの放熱は自由対流によって起こり、対流熱伝達係数(h)はヌセルト数(Nu)に関する実験的相関関係[22]を使用して決定されます。Nu = [(0.09112El0.6823)-3.5 + (0.5170El0.2813)-3.5]-3.5/3.5 (3)ここで、Elはエレンバス数です。El = gβ(T-Tamb)Prwc4 / Lv2
Read More
![Figure 1.1: Schematic of an open-close die [5]](https://castman.co.kr/wp-content/uploads/image-2491-570x342.webp)