この紹介論文は、「The 75th World Foundry Congress」によって発行された論文「Influence of Super Large Single Piece Die Casting Production to Automotive Industry」に基づいています。 1. 概要: 2. 抄録: 米国の新エネルギー車企業からのイノベーションアイデアの動機付け、およびいくつかの関係者の多大な尽力と協力の下で、新しいタイプのSuper Large Single Piece (超大型一体) ダイカスト生産が確立されました。これは生産コストを削減しただけでなく、生産速度を加速し、車体重量をさらに削減しました。新エネルギー車において、継続的な爆発的成長と省エネルギーおよび排出削減の要求に伴い、新エネルギー車の軽量化は避けられないトレンドとなり、Super Large Single Pieceダイカスト開発の加速も促進しました。従来、自動車のフロントアンダーボディ、リアアンダーボディ、バッテリートレイなどの大型アルミニウム合金ダイカスト部品は、最大70以上の小型部品で構成されていました。この新技術により、これらはワンショットでダイカスト生産できます。これは単にすべての装置を増幅すればできることではなく、多くの困難と課題が伴います。この記事はダイカストユニットの観点から始まり、各ステップの設計とプロセスの最適化を通じて、そして現場検証を通じて、ダイカスト製品の性能と生産効率を向上させることを目的としています。ダイカストユニットの生産プロセスには、金属の取鍋供給 (metal ladling)、射出 (injection)、金型冷却 (die cooling)、部品取り出し (parts removal)、スプレー (spraying)、部品冷却 (parts cooling)、トリミング (trimming)、マーキング (marking)、および搬出 (output) が含まれます。 3. 序論: 自動車産業は絶えず進化しており、技術の進歩が車両設計、製造効率、および全体的な性能の向上を推進しています。そのような画期的なイノベーションの1つが、super large single-piece (超大型一体) ダイカスト生産の導入です。この技術は、コスト、重量、強度、生産速度の面で数多くの利点を提供し、車両の製造方法を革命的に変える可能性を秘めています。従来の方法では、車両のアンダーボディは70〜100個の小さな部品を接合して[1]、アンダーボディ全体を形成していました。この方法には、数百台のロボットと組立ラインを構築するための広大なスペースが必要でした。所要時間は時間単位でした。super large die casting machine (超大型ダイカストマシン)
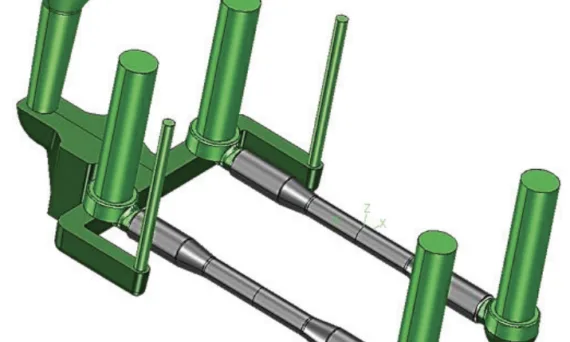
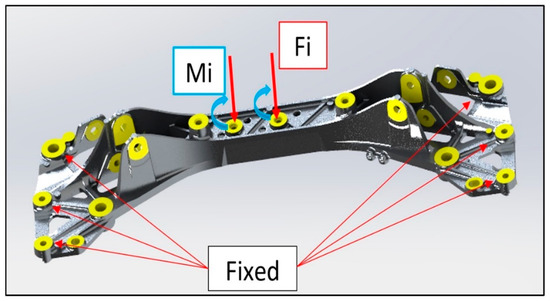
本紹介論文は、「Metals (MDPI)」により発行された論文「Experimental and Numerical Study of an Automotive Component Produced with Innovative Ceramic Core in High Pressure Die Casting (HPDC)」に基づいています。 1. 概要: 2. Abstract(要旨): 軽量化と材料置換は、自動車産業におけるトレンドとして増加しています。高圧ダイカスト(HPDC)は、軽合金の大量生産における従来の鋳造技術であり、近年、複雑で薄肉形状の自動車部品など、重要部品の製造に広く応用されています。しかし、この手頃な技術の主な制約は、中空断面やアンダーカットを持つ部品の設計・実現が困難であることです。HPDCの競争力をさらに高める革新的な方法は、HPDCで使用される高圧に耐えうる新しい消失中子(ロストコア)を使用して、複雑なアンダーカット形状の部品を成形することです。本稿では、HPDCによる乗用車用アルミニウムクロスビームの製造における、革新的なセラミック消失中子の使用について調査します。まず、クロスビームの設計を改善し、技術的特徴を確認するために、プロセスおよび構造シミュレーションを実施しました。その結果に基づき、プロセスパラメータを選定し、いくつかのプロトタイプを製造して最終的に特性評価を行いました。これらの分析により、セラミック中子を用いたHPDCによる中空部品製造の実現可能性が実証されました。 3. Introduction(はじめに): 自動車産業では、車両性能の向上、燃費削減、排出ガス低減のために、軽量部品の需要が高まっています。高圧ダイカスト(HPDC)は、大量生産、低コスト、ニアネットシェイプのアルミニウム部品に適した競争力のある技術です。しかし、HPDCでは従来、複雑な中空断面やアンダーカットを持つ部品の製造が困難でした。これらは通常、金属性の可動中子を必要とし、重力鋳造で使用される消失中子と比較して設計の自由度が制限されます。HPDCの高い圧力と流速に対応できる消失中子は、この制限を克服するために必要とされています。HPDC用の塩中子に関する研究は存在しますが、課題も残っています。本稿では、複雑形状と良好な公差を実現するために射出成形で作られ、HPDCの高圧(1000 bar超)に耐え、ガスを放出しない革新的なセラミック消失中子の使用を探求します。この研究は、これらのセラミック中子を用いたHPDCによる乗用車用アルミニウムクロスビームの再設計、製造、実現可能性の実証に焦点を当てており、従来の方法と比較して軽量化、ねじり剛性の向上、製造時間短縮などの利点を目指しています。 4. Summary of the study(研究概要): Background of the research topic(研究背景): 自動車分野における軽量化の推進は、アルミニウムなどの軽合金を有利にしています。HPDCは、その高い生産性と費用対効果から、これらの合金の主要な製造方法です。しかし、優れた重量比剛性を提供する複雑な中空部品の製造は、従来のHPDCでは困難です。これは、アンダーカットや内部キャビティを従来の方法(金属性中子)で組み込むことの難しさ、または従来の消失中子(砂、塩など)が高圧の射出圧力に対応できないためです。 Status of previous research(従来研究の状況): 従来の研究では、鋳造プロセス用に様々な消耗型中子(砂、塩、金属、有機材料)が検討されてきました。塩中子はHPDC用途で注目されており、その強度やプロセスパラメータに関する研究が行われています。シリンダーブロックなどのHPDC部品に可溶性中子を使用するための特許も存在します。しかし、要求される強度とプロセスの信頼性を達成することは依然として課題です。射出成形によって製造されるセラミック中子は、良好な寸法公差、低い表面粗さ、鋳造中のガス放出がないといった利点を提供し、より高い機械的特性につながる可能性があります。浸出や高圧ウォータージェットなどの脱芯方法が存在しますが、複雑な内部キャビティから抵抗力のある中子を除去することは考慮が必要です。 Purpose of the study(研究目的): 主な目的は、革新的なセラミック消失中子を用いたHPDCによる複雑な中空自動車部品(アルミニウム製乗用車クロスビーム)の製造の実現可能性を調査し、実証することでした。これには、部品の再設計、プロセスと構造性能のシミュレーション、プロトタイプの製造、そして中子と最終鋳造部品の両方の特性評価が含まれます。 Core study(研究核心): この研究では、既存のオープンプロファイルアルミニウムクロスビーム(EN AC-43500合金)を、セラミック中子(Al2O3 +
この紹介資料は、「ARCHIVES of FOUNDRY ENGINEERING」に掲載された論文「Anodization of cast aluminium alloys produced by different casting methods」に基づいています。 1. 概要: 2. アブストラクト (Abstract): 本稿では、AlSi12およびAlSi9Cu3アルミニウム鋳造合金のアノード酸化に対する、砂型鋳造と高圧鋳造という2つの鋳造法の有用性を調査した。電解液組成、温度、電流タイプ、電流値などの定義されたアノード酸化パラメータを用いて、陽極酸化アルミナ表面層を生成した。選択したアルミニウム鋳造合金のアノード酸化後の陽極酸化層の品質、寸法、特性を調査した。アルミナ層は光学顕微鏡を用いて観察し、機械的特性も測定し、摩耗試験はABR-8251装置を用いて行った。研究には、アルミニウム鋳物に得られた陽極酸化層の化学組成、形状、粗さの影響分析が含まれた。実施された調査は、今後の研究分野、特にアルミニウム鋳造合金のアノード酸化プロセスの最適化の方向性を示している。例えば、建築構造物、電子部品、航空および自動車産業の構造部品などの過酷な環境での用途を増やすために、元素の耐食性を向上させ、適切な陽極表面層を得る範囲などである。 3. 導入 (Introduction): 環境条件下では、アルミニウム部品の表面は自然に薄いアルミナAl2O3層で覆われる。この層の厚さは、材料、環境、暴露時間に応じて数十ナノメートル程度である。適切なアノード酸化技術を選択することにより、層の厚さを数マイクロメートルの値まで増加させることができる。この方法を用いると、表面は塩水、酸性溶液、外部からの機械的影響などの環境要因に対してより高い耐性を持つようになる。アノード酸化はアルミニウム合金部品の腐食保護に一般的に使用されており、そのため陽極表面層の特性と品質を決定するためのISO 7599やDIN 17611などの国際規格が存在する。材料工学の進歩により、構造材料と工具材料の両方に関して、金属材料の強度に関する問題を満足に解決することが可能になった。近年、様々な産業分野でのアルミニウム合金の使用が継続的に増加しており、アルミニウムおよびその合金、アルミニウムマトリックス複合材料の製造技術の開発が多くの科学機関で観察されている[6-9]。陽極酸化層は、アルミニウム電子部品、家庭用品、器具部品、庭園家具、観光およびスポーツ用品、自動車付属品、アルミニウム建具の要素に適用され、保護的および装飾的な機能を持つ。酸化物層はコンデンサの電極用アルミニウム箔にも生成される。硬質陽極酸化層は航空および自動車産業に適用できる[10-12]。しかし、陰極部位として作用する銅の金属間化合物の存在は、銅含有アルミニウム合金を腐食攻撃に対してより脆弱にする。高い銅含有量は、アルミニウム合金をアノード酸化するのが最も困難な合金の一つにする。厚い陽極酸化皮膜の生成は硬質アノード酸化条件下でのみ可能であるが、この合金は局所的な焼損(バーニング)を起こしやすい。厚い多孔質酸化物が生成される際、Al-Cu合金のアノード酸化プロセス中に酸素発生による皮膜割れも観察される。この合金の特有の特徴は、合金/皮膜界面に比較的狭い銅濃化領域が形成された後、アノード酸化中に銅の酸化が起こることである。これは皮膜形成中の電流効率の低下をもたらす。この低下は、銅リッチ領域上での酸素発生にも起因しており、確立された銅腐食抑制剤が電流効率を改善するために使用されてきた[13-16]。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): アノード酸化はアルミニウム合金の重要な表面処理であり、耐食性と耐摩耗性を向上させる。結果として得られる陽極酸化層の特性は、合金組成、その製造プロセス(鋳造法)、およびアノード酸化パラメータに依存する。合金中の銅含有量はアノード酸化プロセスを複雑にする可能性がある。 従来の研究状況 (Status of previous research): アノード酸化は、既存の国際規格と既知の用途を持つ、確立されたプロセスである。これまでの研究では、合金の種類、アノード酸化パラメータ(電解液、電流、温度)の影響、および特定の合金組成(例:高銅含有量)に関連する課題が、結果として得られる陽極酸化層の特性と形成メカニズムに及ぼす影響が調査されてきた[1-16]。 研究の目的 (Purpose of the study): AlSi12およびAlSi9Cu3アルミニウム鋳造合金のアノード酸化に対して、砂型鋳造と高圧ダイカストという2つの異なる鋳造法の有用性を調査すること。本研究は、形成されたアルミナ層の構造と厚さを調べ、鋳造法が結果として得られる陽極酸化層に及ぼす影響を比較することを目的とした。 中核となる研究 (Core study): 2つのアルミニウム合金、EN AC-AlSi12(b)およびEN
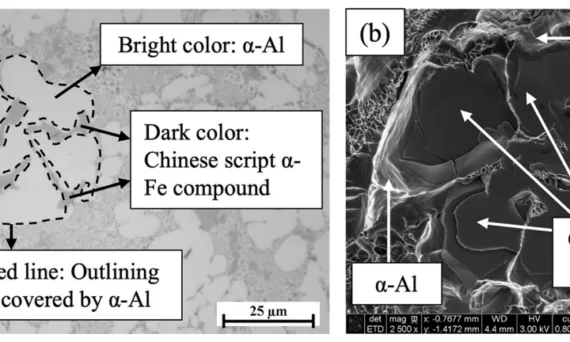
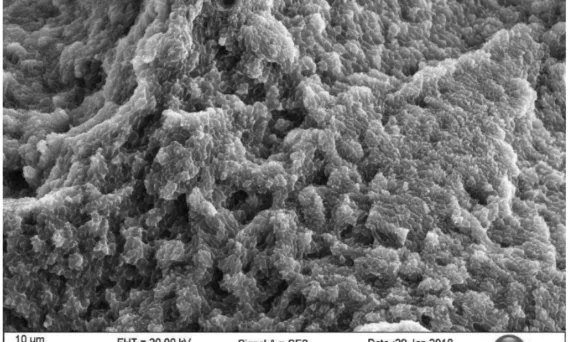
本紹介資料は、「[Journal/academic society of publication]」に掲載された論文「Inhomogeneous Skin Formation and Its Effect on the Tensile Behavior of a High Pressure Die Cast Recycled Secondary AlSi10MnMg(Fe) Alloy」を基に作成されています。 1. 概要: 2. 抄録: 本研究では、高圧ダイカスト(HPDC)で製造された新規再生二次合金のミクロ組織変化、機械的特性、および破壊挙動を調査した。鋳造ままのミクロ組織は、(i)初晶α-Al、(ii)α-Al15(FeMn)3Si2金属間化合物、および(iii)Al-Si共晶から構成されていた。HPDC鋳造品の表面から深さ方向へのミクロ組織は、(i)表面の微細粒スキン層、(ii)中間位置でのAl-Si共晶の増加、および(iii)中心部の粗大なα-Alデンドライトから成っていた。これに応じて、硬度はスキン層から中間部にかけて増加し、その後鋳造品中心に向かって減少した。スキン層の形成は非常に不連続であり、これはダイキャビティ内の複雑な溶湯流動パターンに起因すると考えられた。スキン層はHPDC合金の強度をわずかに向上させることを示したが、材料の延性を大きなばらつきとともに制限した。このような延性挙動は、不均一なスキン層が隣接するマトリックスとの結合不良のために引き起こす破壊メカニズムに起因するものであった。この二次合金は、このような材料の破壊の駆動要因として知られている鋳造欠陥やα-Al15(FeMn)3Si2金属間化合物を含んでいたにもかかわらず、本研究では不均一なスキン層からの影響が支配的であることが判明した。 3. 緒言: 高圧ダイカスト(HPDC)は、高い生産性を有するプロセスであり、自動車産業においてシャシーやボディインホワイト(BIW)構造のような、幾何学的に精密で薄肉の部品を製造するために広く利用されている。従来のHPDC合金は、しばしばAl-Si-Mg系をベースとしている。これらの合金は通常、不純物としてFe(0.8-1.1 wt pct)を含んでおり、これは金型への焼き付き(die sticking)を防止するのに役立つが、有害な針状のβ-Al5FeSi化合物を形成し、機械的特性、特に延性を著しく損なう。これを軽減するために、Fe含有量を制限し(



![Figure 6. Images showing interior applications of HPDC magnesium alloys: (a) AZ91D automotive audio amplifier cast by Twin City die casting company [44]; (b) AM60 display bracket on 2021 ford explorer; (c) AM60 steering column cast by Meridian lightweight technologies; (d) AM50 center console on Audi A8 and (e) AM60 center stack on JLR defender [45] (courtesy of GF casting solutions).](https://castman.co.kr/wp-content/uploads/Figure_6._Images_showing_interior_applications_of_HPDC_magnesium_alloys_a_AZ91D_automotive_audio_a-570x342.webp)