user 03/06/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , Die casting , High pressure die casting , Microstructure , Quality Control , Segment , 알루미늄 다이캐스팅 , 자동차 산업 論文概要: この論文の紹介文は、[‘埼玉大学’が発行した [‘Effects of Casting Defects on Mechanical Properties of Aluminum Alloy Die-Casts’] という論文に基づいて作成されました。 1. 概要: 2. 抄録または序論 第1章では、ダイカスト合金の重要性と欠陥、音響顕微鏡技術の開発、非破壊評価、および本論文の目的を紹介しています。アルミニウム合金は、軽量特性により、自動車、航空宇宙、輸送産業で認められている金属です。高圧ダイカストは、最小限の機械加工で複雑な形状を製造する費用対効果の高い方法です。自動車産業は、自動車のトランスミッションハウジングやシリンダーヘッドなどの部品製造に、強力な地域アルミニウムダイカスト産業を活用しています。ダイカストは、高い初期設備投資にもかかわらず、厳しい公差と迅速な生産速度を提供する、大量精密鋳造に最も効率的なプロセスです。 自動車用アルミニウム合金鋳物の欠陥は、製品の品質と生産コストがますます重視されるようになるにつれて、冶金学者や生産技術者にとって依然として課題となっています。アルミニウム合金ダイカストは、自動車製品において繰り返し荷重と熱サイクルにさらされて使用されます。したがって、信頼性が重要であり、機械的特性に影響を与える要因を認識し、保証する必要があります。多孔性 [1.1-1.7]、引け巣 [1.8-1.9]、酸化物介在物 [1.10-1.12]、微細組織 [1.13-1.15]、その他の鋳造欠陥 [1.16-1.25] がダイカストの引張特性および疲労特性に及ぼす影響に関する研究が行われてきました。 鋳造欠陥の中でも、不規則な構造であるコールドフレーク [1.21-1.25] の影響に関心が集中しています。コールドフレークは、溶融金属を射出スリーブに注入し、プランジャーで押し出す際に、初期に凝固した溶融層が鋳造中に小さな破片に砕けて生成されます。これらの小さな破片はコールドフレークと呼ばれ、一般的に酸化物層で覆われています。酸化物層は、多くの場合、潤滑剤や気孔 [1.26] によって汚染され、母材との濡れ性を低下させます。したがって、ダイカスト合金の機械的特性と信頼性は、コールドフレークの量によって低下します [1.27]。コールドフレークを除去するための多くの研究が行われてきましたが、製造技術 [1.28] が進歩しても、ダイカスト製品からコールドフレークを完全に取り除くことは達成されていません。非破壊評価は、鋳造製品 [1.29] の欠陥を調査するためにも使用されています。 3. 研究背景: 研究テーマの背景: アルミニウム合金ダイカストは、軽量かつ複雑な形状の部品を費用対効果よく製造できるため、自動車部品に広く使用されています。しかし、鋳造欠陥、特にコールドフレークは、自動車用途で繰り返し荷重と熱サイクルを受けるこれらの部品の機械的特性と信頼性に大きな影響を与えます。 既存研究の現状: 既存の研究では、多孔性 [1.1-1.7]、引け巣 [1.8-1.9]、酸化物介在物 [1.10-1.12]、微細組織 [1.13-1.15]、その他の鋳造欠陥 [1.16-1.25] など、さまざまな鋳造欠陥と、それらがダイカストの引張特性および疲労特性に及ぼす影響に焦点が当てられてきました。これらの欠陥の中でも、コールドフレーク [1.21-1.25] は重大な欠陥として認識されています。非破壊評価法は、これらの欠陥を検出するために用いられていますが [1.29]、コールドフレークを完全に除去することは依然として課題です [1.28]。 研究の必要性: 鋳造欠陥に関する数多くの研究にもかかわらず、アルミニウムダイカストの機械的特性に及ぼすコールドフレークの影響、特に非破壊検出とサイズおよび位置の評価に関する影響については、さらなる調査が必要です。特にコールドフレークからの亀裂の発生と伝播に関して、ダイカスト部品の信頼性を確保するための効果的な評価方法が必要です。 4.
Read More
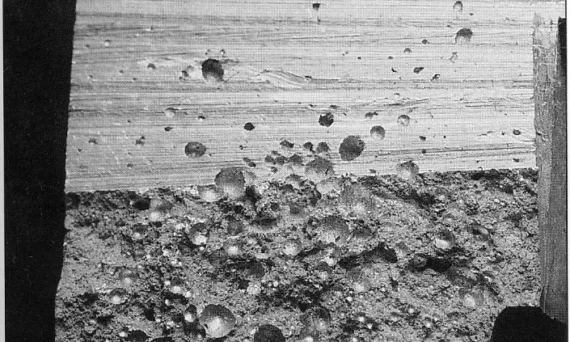
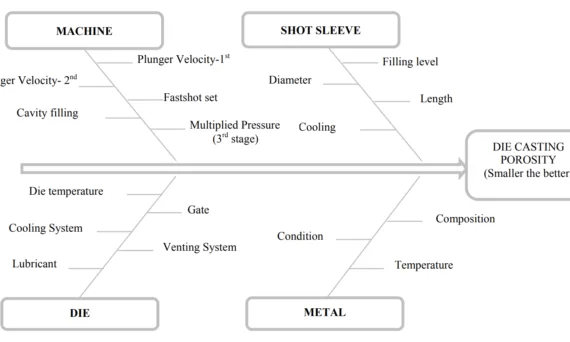
user 03/05/2025 Aluminium-J , automotive-J , Technical Data-J Al-Si alloy , ANOVA , Applications , CAD , Die casting , Die Casting Congress , Efficiency , Quality Control , STEP , Taguchi method , 금형 , 알루미늄 다이캐스팅 , 자동차 산업 この論文の要約は、[‘Taguchiアプローチに基づくダイカストプロセスの最適化’]に基づいて作成され、発行元は[‘Elsevier’]です。 1. 概要: 2. 抄録または序論 軽量かつ優れた成形性により、アルミニウムダイカストは、特に自動車産業において重要な役割を果たしています。アルミニウムダイカストにおいて、気孔率は最も頻繁に遭遇する欠陥の1つであり、高強度用途におけるダイカスト部品の使用を制限します。本研究では、Al-Si8Cu3Fe(EN AC-46500)アルミニウム合金ダイカストの品質と効率を向上させるために、気孔率の形成を低減するダイカストパラメータの最適設定を得るために、Taguchiアプローチの使用を概念化しました。選択されたパラメータが気孔率の形成に及ぼす影響、およびその後のTaguchiアプローチを使用してパラメータの最適設定を達成しました。最終結果は、最適化されたパラメータがAl-Si8Cu3Feアルミニウム合金ダイカストの気孔率の形成に大きな影響を与えることを示しています。 3. 研究背景: 研究テーマの背景: 今日の多くの産業、特に自動車産業では、軽量材料を求めることが求められています。したがって、アルミニウム合金の世界生産量が増加し、アルミニウム消費量は一次金属の既存の生産能力を超えています。アルミニウムは、航空宇宙、防衛、自動車用途などのエンジニアリング部品のダイカスト分野で依然として最も広く加工されている金属です[1-2]。ダイカスト(DC)は、他のプロセスでは得られない部品を製造するために使用される最も特殊な製造プロセスの一つです。このプロセスの利点には、金型適合性、良好な機械的特性、および低コストが含まれます。アルミニウムダイカストプロセスには、効果的に決定および調整されると、ダイカスト部品の品質を向上させる多数のパラメータが存在します。これらの鋳造品において、内部気孔は最も一般的な欠陥です。この欠陥の主な原因は、ダイカストプロセスの最初の2つの充填段階中に液体金属に閉じ込められた空気です[3-6]。圧力ダイカストの気孔率は常に問題であり、かなりの研究、設計、および開発にもかかわらず、業界で要求される鋳物の複雑さが増すにつれて、気孔率を完全に排除することは事実上不可能になっています。ただし、鋳造パラメータ最適化技術は、気孔率を重要でない領域に制限することができます。アルミニウム合金の気孔率形成は、鋳物の機械的特性を低下させるだけでなく、アルミニウム鋳物の被削性および表面特性にも悪影響を与えるため、非常に重要です。ダイカストプロセスにTaguchi手法を実装することで、気孔率形成を大幅に低減できます。 既存研究の状況: 圧力ダイカストにおける気孔率は、長年の問題でした。かなりの研究、設計、および開発努力にもかかわらず、業界で要求される鋳造設計の複雑さが増すにつれて、気孔率を完全に排除することは事実上不可能です。ただし、鋳造パラメータ最適化技術は、気孔率を重要でない領域に制限することができます。 研究の必要性: ダイカストパラメータを最適化するための従来の手法である試行錯誤法は、時間がかかり、費用がかかります。Taguchi手法は、気孔率形成を最小限に抑えるためにプロセスパラメータを体系的に最適化することにより、ダイカストにおける継続的かつ迅速な品質改善のためのより効率的なアプローチを提供します。これは、アルミニウムダイカストの機械的特性および表面特性を向上させるために不可欠です。 4. 研究目的と研究課題: 研究目的: 本研究の主な焦点は、鋳造品質を向上させるために、圧力ダイカストにおけるプロセスパラメータが気孔率形成に及ぼす影響を調査することです。 主要な研究課題: 本研究は、Taguchi法を使用して、Al-Si8Cu3Feアルミニウム合金ダイカストにおける気孔率形成を最小限に抑えるためのダイカストパラメータの最適設定を特定することを目的としています。 研究仮説: この論文では、研究仮説を明示的に述べていません。ただし、暗黙のうちに、本研究は、Taguchi法を適用してダイカストパラメータ(注湯温度、充填時間、金型温度、射出圧力)を最適化することにより、Al-Si8Cu3Feアルミニウム合金ダイカストの気孔率を大幅に低減できるという仮定の下で実施されています。 5. 研究方法 研究デザイン: 本研究では、統計的実験計画法であるTaguchi法を採用して、ダイカストプロセスパラメータを最適化しました。4つの選択されたパラメータそれぞれに対して3つのレベルを持つL9直交配列を利用して実験を実施し、これらのパラメータが気孔率に及ぼす影響を分析しました。目標とする品質特性は、「小さいほど良い」鋳造気孔率でした。 データ収集方法: 実験は、TechnocratsモデルTDC-120高圧ダイカストマシンで実施されました。試験サンプルは、サイズが100mm x 100mm x 20mmのAl-Si8Cu3Feアルミニウム合金の正方形プレートでした。L9直交配列によって定義された9つの試験条件それぞれについて、ランダム化手法を使用して3つの鋳造品を製造しました。鋳造密度は実験的密度装置を使用して測定し、気孔率は次の式(1)を使用して計算しました。 気孔率 (%) =(Po-Ps) × 100 (1) ここで、psは測定された鋳造密度であり、poは気孔率のない完全緻密鋳造の密度(2.79 g/cm³)です。 分析方法: シグナル対ノイズ比(S/N比)を使用して気孔率の変動を分析し、目標はそれを最小限に抑えること(「小さいほど良い」特性)でした。S/N比は、式(2)を使用して計算しました。 S/N比 (n) = − 10 log (∑(1/yᵢ²)/n) (2) 分散分析(ANOVA)を実施して、鋳造気孔率に対する各パラメータの統計的有意性と寄与率を決定しました。 研究対象と範囲: 本研究は、Al-Si8Cu3Fe(EN AC-46500)アルミニウム合金のダイカストプロセスの最適化に焦点を当てました。調査されたプロセスパラメータは次のとおりです。
Read More
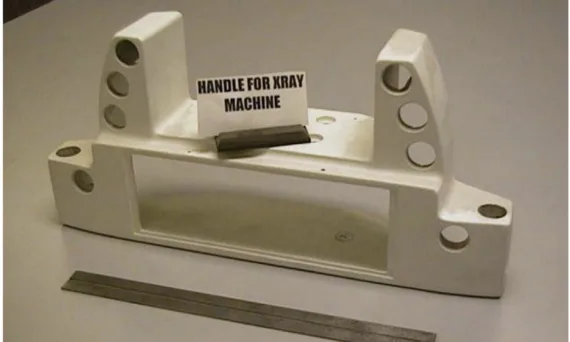
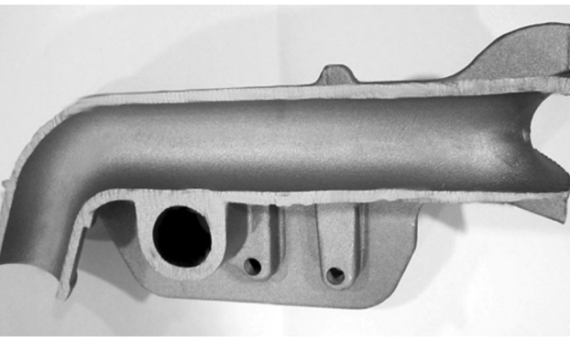
user 03/04/2025 Aluminium-J , Salt Core-J , Technical Data-J Aluminum Casting , Aluminum Die casting , CAD , Casting Technique , Die casting , Die Casting Congress , Draft , High pressure die casting , Microstructure , Salt Core , 금형 , 알루미늄 다이캐스팅 この論文概要は、[‘International Journal of Metalcasting’] によって発表された [‘EFFECTS OF COMPOSITION ON THE PHYSICAL PROPERTIES OF WATER-SOLUBLE SALT CORES’] に基づいて作成されました。 1. 概要: 2. 概要 (Abstract) 近年、重要な鋳造部品の製造需要と、優れた工学的性能に対する設計要求が増加しています。従来のアルミニウム鋳造部品で使用される砂型コアは環境に有害であり、その適用を制限しています。アルミニウム鋳造業界における水溶性コアの利用は、塩コアのリサイクル可能性により、環境に優しいアプローチとして期待されています。本研究では、様々な量の塩化物塩および/または炭酸塩塩から水溶性塩コアを作製しました。塩を溶解し、鋼製金型に鋳造して塩コアを得ました。塩コアは、その機械的強度を決定するために三点曲げ試験に供し、融点は熱分析によって決定し、水溶解度は室温および50℃で測定しました。組成が75% KCl–25% K2CO3 および 25% Na2CO3-75% K2CO3 の試料で、それぞれ最大曲げ強度 17.19 MPa、最大融点 776℃、最大水溶解度 89 g salt/100 ml water が得られました。曲げ試験に使用した試料の破断面をマクロモードの静止カメラで撮影し、これらの破断面から走査型電子顕微鏡観察を実施しました。最適な特性を示す試料(28.3% Na2CO3 および 71.7% K2CO3)のX線回折パターンは、予想通り、構造中に K2CO3、NaKCO3 および KNaCO3 相が存在することも示しました。自動車部品のアルミニウムダイカストによる実際の鋳造プロセスも実施しました。ダイカストされたアルミニウム部品は、リークテストに供し、部品の多孔性を確認するためにX線画像を使用しました。 3. 研究背景: 研究トピックの背景: 現代の製造業において、高度な工学的性能を備えた複雑な鋳造部品への需要は非常に高まっています。従来の砂型コアは、アルミニウム鋳造で広く使用されていますが、環境への影響が懸念されており、その適用範囲を狭めています。水溶性塩コアは、そのリサイクル性から、環境に配慮した有望な代替技術として注目されています。本研究では、塩化物塩および炭酸塩塩をベースとした水溶性塩コアの製造と特性評価を行い、ダイカストへの応用可能性を探求します。 既存研究の現状: 無機塩コアの利用は20世紀に遡り、1970年代に鋳造業界で普及し始め、1990年代にはアルミニウムディーゼルエンジンピストンの製造に広く用いられるようになりました [1, 2]。重力ダイカスト、低圧および高圧鋳造技術の発展、そして乾燥圧粉塩の焼結技術の進歩
Read More
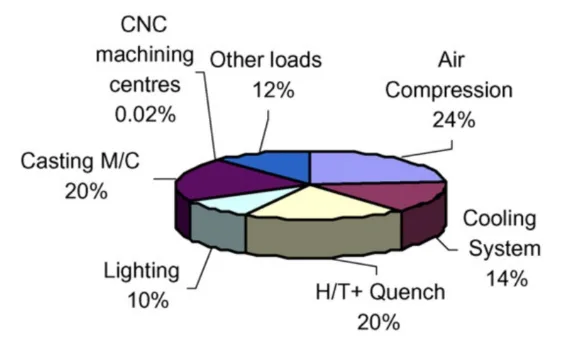
user 03/01/2025 Aluminium-J , automotive-J , Technical Data-J ADC12 , Aluminium die coating , Applications , CAD , Die casting , Efficiency , High pressure die casting , Review , 알루미늄 다이캐스팅 , 자동차 , 해석 1. 概要: 2. 研究背景: 3. 研究目的および研究質問: 4. 研究方法論: 5. 主要な研究結果: 6. 結論および考察: 7. 今後の後続研究: 8. 参考文献: 9. Copyright: 本資料は、A. Tharumarajahの論文: Benchmarking aluminium die casting operations を基に作成されました。論文出典: doi:10.1016/j.resconrec.2008.06.007本資料は上記論文に基づいて要約作成されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
user 02/28/2025 Aluminium-J , automotive-J , Technical Data-J Aluminum Die casting , AZ91D , CAD , Die casting , Efficiency , High pressure die casting , Magnesium alloys , Microstructure , 금형 , 알루미늄 다이캐스팅 , 자동차 , 해석 1. 概要: 2. 研究背景: 3. 研究目的および研究質問: 4. 研究方法論: 5. 主要研究結果: 6. 結論および考察: 7. 今後の後続研究: 8. 参考文献: [1] Brown, Z., Szymanowski, B., Musser, M., Saha, D. and Seaver, S. “Manufacturing of Thin Wall Structural Automotive Components Through High Vacuum Die Casting Technology”, Casting Congress, St Louis, 2007.[2] Brown, Z., Musser, M., Luo, A.A, Sadayappan, K., Zindel,
Read More
user 02/27/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , Die casting , High pressure die casting , Mechanical Property , Microstructure , Permanent mold casting , 알루미늄 다이캐스팅 , 자동차 산업 本論文概要は、学術誌「CHINA FOUNDRY」に掲載された論文「超大型アルミニウム形状鋳造:機会と課題」に基づいて作成されました。 1. 概要: 2. 研究背景: 研究テーマの背景: 特に電気自動車における自動車の軽量化の要求の高まりにより、軽量アルミニウム形状鋳造の使用が急増しています。これらの鋳造品は、車両重量を削減し、内燃機関の燃料効率を向上させ、電気自動車のバッテリーエネルギー使用量を改善するために不可欠です。アルミニウム形状鋳造は、ニアネットシェイプ能力、高い強度対重量比、設計の柔軟性、および費用対効果の組み合わせを提供し、自動車用途にとって魅力的です。 既存研究の現状: 歴史的に、アルミニウム形状鋳造は、エンジンブロックやトランスミッションハウジングなどのパワートレイン部品に主に利用されており、二次合金である319やA380などの合金を使用していました。しかし、その用途は、車両のボディおよびシャーシ部品、特に高い延性のために一次アルミニウム合金が好まれるバッテリー式電気自動車(BEV)にまで拡大しています。超大型アルミニウム形状鋳造の製造には、高圧ダイカスト(HPDC)と低圧砂型鋳造(LPSC)の両方が採用されています。アルミニウム形状鋳造の最近の進歩は、参考文献[1, 3-4]に文書化されています。Al-Si-Mg合金およびその変形合金は、鋳造性、耐食性、および強度対重量比のために広く使用されています。 研究の必要性: 超大型シングルピース鋳造、別名メガキャストまたはギガキャストを使用した、よりシンプルな車両ボディ設計へのトレンドは、新たな課題を提示しています。これらの大型鋳造品は、部品点数と組立の複雑さを軽減する一方で、品質管理と性能予測に複雑さを加えています。変化する肉厚、増加した「ホットスポット」、より長い金属流動距離、および収縮空孔、巻き込み空気、酸化物、コールドシャット、およびミスランなどの潜在的な欠陥に関連する要因により、超大型アルミニウム鋳造の品質、微細組織、および材料特性に影響を与える要因をより深く理解する必要があります。 3. 研究目的と研究課題: 研究目的: 本論文は、超大型アルミニウム形状鋳造の品質、微細組織、および材料特性に影響を与える主要な要因を批判的に検討することを目的としています。また、鋳造品質と性能を向上させるための高度な技術を紹介し、仮想鋳造ツールを使用して高完全性鋳造の堅牢な設計と開発を実証することを目的としています。 主要な研究課題: 研究仮説: 本論文は、研究仮説を明示的に述べていませんが、以下を暗示しています。 4. 研究方法 研究デザイン: 本論文はレビュー論文であり、超大型アルミニウム形状鋳造における既存の知識と最近の開発動向をまとめることに焦点を当てています。機会と課題を説明するために、既存の文献および業界慣行からの応用事例、冶金学的分析、および機械的特性評価を使用しています。 データ収集方法: 本論文は主に文献レビュー、業界レポート、および事例研究に依存しています。データは、アルミニウム鋳造、特に自動車用途における超大型鋳造に関連する公開された論文、特許、会議議事録、および業界出版物から収集されます。 分析方法: 分析は記述的かつ定性的であり、超大型アルミニウム形状鋳造に関連する主要な要因、課題、および機会を特定し、考察することに焦点を当てています。さまざまな情報源からの情報を要約および統合して、トピックに関する包括的な概要を提供します。また、引張特性の変化や気孔率の観察例を用いて、その主張を裏付けています。 研究対象と範囲: 本論文の範囲は、自動車用途、特に電気自動車の構造部品に使用される超大型アルミニウム形状鋳造に焦点を当てています。本論文では、合金選択や鋳造プロセスから設計上の考慮事項や持続可能性まで、さまざまな側面について考察しています。 5. 主な研究結果: 主要な研究結果: データ解釈: 図のリスト: 6. 結論: 超大型アルミニウム形状鋳造は、自動車産業における軽量化と製造コスト削減に大きく貢献する可能性がありますが、品質、寸法安定性、持続可能性、修理の容易さという点でいくつかの課題が存在します。本研究で提示された解決策により、これらの課題に対処し、超大型アルミニウム形状鋳造の成功的な適用のための基盤を築くことができると期待されます。今後の研究では、より高度なシミュレーション手法を用い、実際の鋳造実験を通して研究結果を検証することが必要です。 7. References: 9. Copyright:著作権と参考文献 本資料は、Qi-gui Wang、Andy Wang、およびJason Coryell著の論文「Ultra-large aluminum shape casting: Opportunities and challenges」に基づいて作成されました。 論文出典: https://doi.org/10.1007/s41230-024-4111-9 本資料は上記の論文に基づいて要約・作成されたものであり、商業目的での無断使用は禁じられています。Copyright ©
Read More
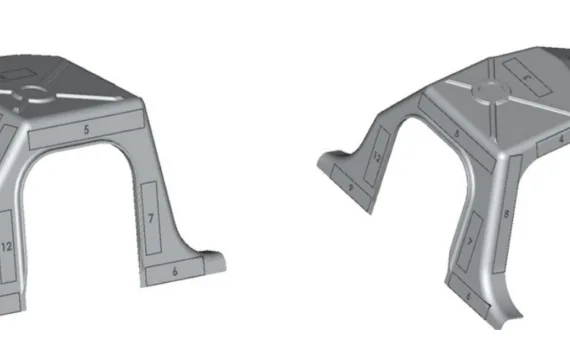
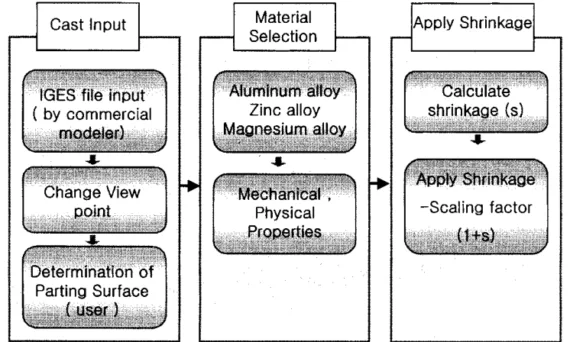
user 02/19/2025 Aluminium-J , Technical Data-J aluminum alloy , Aluminum Diecasting , CAD , Die casting , Efficiency , STEP , 金型 , 금형 , 알루미늄 다이캐스팅 , 자동차 この論文概要は、[The International Journal of Advanced Manufacturing Technology]で発表された論文「[A Study on Development of a Die Design System for Diecasting]」に基づいています。 1. 概要: 2. 研究背景: ダイカストは、高い射出圧力で鋳造合金を注入することにより、短いリードタイムと良好な表面品質で多数の製品を製造する成形方法の一つです。自動車、航空宇宙、エレクトロニクスなどの産業において、ダイカスト部品の利用は増加の一途を辿っています。ダイカストは、複雑な形状や薄肉の製品を高生産性、滑らかな表面、優れた寸法精度で製造できるという利点を持つ一方で、少量生産にはコスト高となるため不向きです。しかし、ダイカスト金型の設計は、実際には試行錯誤法によって行われており、経済的損失と時間的ロスを引き起こしています。既存のCAD/CAMシステムは、射出成形などの分野では普及していますが、ダイカスト金型設計への応用は限られています。また、現在の現場での実務は、溶融金属の流れや金型内の熱伝達を解析する能力が不足しているため、経験に頼る部分が多く、特にランナー・ゲートシステムにおいては、試作鋳造と修正を繰り返すことが多く、加工時間とコストの増加につながっています。ランナー、ゲート、ビスケット、オーバーフロー、エアベントなど、ダイカスト金型設計は複雑な要素を考慮する必要があり、熟練した設計者の経験が不可欠です。設計の欠陥が後工程で発見された場合、金型の修正に多大な時間と労力が浪費される可能性があります。 3. 研究目的と研究課題: 本研究は、従来のダイカスト金型設計の限界を克服するために、コンピュータ支援設計(CAD)システムの開発を目的としています。主な研究目的は、特にランナー・ゲートシステムに焦点を当て、金型設計プロセスを自動化することです。本研究では、以下の主要な研究課題に取り組みます。 研究仮説は、確立されたダイカストの原則とアルゴリズムを組み込んだルールベースのCADシステムが、金型設計の効率と精度を大幅に向上させ、試行錯誤による反復作業に関連する開発時間とコストを削減できるというものです。 4. 研究方法: 本研究では、ダイカスト金型設計用のCADシステム構築に焦点を当てたシステム開発アプローチを採用しています。研究デザインは、AutoCAD環境でAutoLISP言語を用いてアルゴリズム開発とシステム実装を中心に行いました。特にランナー・ゲートシステムにおける金型設計の自動化プロセスを示すフローチャートベースの方法論を提示しています。 データ収集は、ランナーおよびゲート設計に関連する既存のダイカスト知識、経験則、および確立された方程式の収集を含みます。この知識ベースがルールベースシステムの基盤となります。分析方法は、鋳造設計、金型レイアウト設計、および金型生成のためのアルゴリズムの開発と実装を含みます。システムの機能は、キャップ形状製品(モータープーリー)とモータープーリー製品への適用事例を通して実証され、設計プロセスを自動化する能力を示しています。研究範囲は、アルミニウム合金ダイカストの金型設計に限定され、ランナー・ゲートシステムを主な重点としています。 5. 主な研究成果: 本研究の主要な成果は、ダイカスト金型設計用の機能的なCADシステムの開発です。主な研究成果は以下の通りです。 図表名リスト: 6. 結論と考察: 本研究では、特にランナー・ゲートシステムの自動化に重点を置いて、ダイカスト金型設計に特化した自動化CADシステムを開発しました。本研究は、CAD環境に統合されたルールベースのアプローチを用いて、金型設計プロセスを合理化し、強化する可能性を示しています。 学術的意義: 本研究は、アクセスしやすく効果的な金型設計システムを作成するためのアルゴリズムを提供します。金型設計の実践的な知識と経験的な側面を、構造化された手順の枠組みに形式化し、定量化します。これは、金型設計を経験に基づいた芸術から、より体系的でエンジニアリング主導のプロセスへと移行させる上で重要です。 実用的意義: 開発されたシステムは、ダイカスト業界に大きな実用的意義をもたらします。特にランナー・ゲートシステムなどの金型設計の主要な側面を自動化することにより、ダイカストの専門知識が限られているエンジニアであっても、金型設計タスクをより効率的に実行できるようになります。これにより、設計サイクル時間の短縮、開発コストの削減、および最適化されたランナーおよびゲート構成による金型性能の向上が期待できます。システムの試行錯誤を最小限に抑える能力は、材料の無駄と生産の遅延を削減します。 研究の限界: 著者らは、現在のシステムには限界があることを認めています。アンダーカットのある製品の金型設計にはまだ対応していません。さらに、パーティング面の決定は依然としてユーザーの入力に依存しており、システムの適用可能性は主に単一印象金型で実証されています。 7. 今後のフォローアップ研究: 開発されたCADシステムの機能と範囲を拡張するために、今後の研究方向が提案されています。 8. 参考文献: 9. 著作権: この資料は、「[ J. C. Choi, T.
Read More
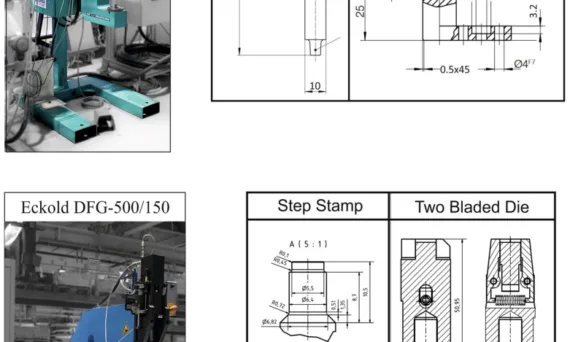
user 02/18/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Efficiency , Quality Control , 自動車産業 , 알루미늄 다이캐스팅 , 자동차 산업 Paper Summary:この論文の要約は、”[Clinching of inductively heated aluminum die casting]”と題された論文を、”[Production Engineering]”にて発表された論文に基づいています。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: *この資料は Sinan Yarcu 氏の論文:「誘導加熱アルミニウムダイカストのクリンチング (Clinching of inductively heated aluminum die casting)」に基づいています。*論文ソース: https://doi.org/10.1007/s11740-022-01116-z この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
user 02/18/2025 Aluminium-J , Technical Data-J Al-Si alloy , Alloying elements , aluminum alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , Casting Technique , Die casting , Efficiency , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Review , Sand casting , secondary dendrite arm spacing , 금형 , 알루미늄 다이캐스팅 , 자동차 산업 この論文概要は、DOI: 10.5772/intechopen.109869 ウェブサイトに掲載された記事「Low- and High-Pressure Casting Aluminum Alloys: A Review」に基づいています。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法 5. 主な研究成果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: (オンライン記事には参考文献が明示的にリストされていません。正式な論文では、このセクションには引用されたすべてのソースが含まれます。この要約では、ダイカスト技術の一般的な知識ベースを認めます。) 9. 著作権: *この資料は、CASTMANの論文:「アルミニウム合金の低圧および高圧鋳造:レビュー」に基づいています。 この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved. Full Text Low- and High-Pressure Casting Aluminum Alloys: A Review WRITTEN BY Helder Nunes, Omid Emadinia, Manuel F.
Read More
user 02/17/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Draft , Efficiency , Permanent mold casting , Review , Sand casting , 금형 , 알루미늄 다이캐스팅 この論文の要約は、Materials Today: Proceedings で発表された論文「Studies on performance and process improvement of implementing novel vacuum process for new age castings」に基づいています。 1. 概要: 2. 研究背景: 3. 研究目的と研究課題: 4. 研究方法: 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
![Fig. 3: Six mega aluminum shape castings forming the entire lower body structure for Cadillac Celestiq vehicles [13]](https://castman.co.kr/wp-content/uploads/Six-mega-aluminum-shape-castings-forming-the-entire-lower-body-structure-for-Cadillac-Celestiq-vehicles-570x342.png)
![Figure 6. Fluid velocity vector of the cylindrical riser tube (left) and the cone-shaped tube (right) [33]](https://castman.co.kr/wp-content/uploads/Figure-6.-Fluid-velocity-vector-of-the-cylindrical-riser-tube-left-and-the-cone-shaped-tube-right-33-570x260.png)