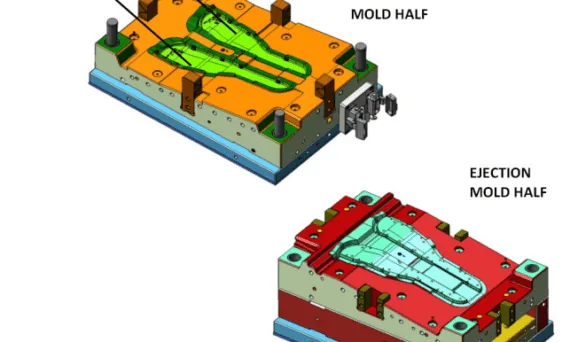
user 07/01/2025 Aluminium-J , automotive-J , Technical Data-J Applications , CAD , Die casting , Review , STEP , 自動車産業 , 金型 , 금형 , 자동차 , 자동차 산업 この紹介論文は、「[Strojniški vestnik – Journal of Mechanical Engineering]」によって発行された論文「[Neural Network-Based Model for Supporting the Expert Driven Project Estimation Process in Mold Manufacturing]」に基づいています。 1. 概要: 2. 抄録: 成功する金型製造業を運営するための重要な活動の1つは、プロジェクトの推定です。推定プロセスは、通常、高度に熟練した社内の専門家によって処理される初期のプロジェクト活動です。推定プロセスに影響を与える最も重要なパラメータの1つは、金型を製造するための製造時間(VMH)の量です。本稿では、人工ニューラルネットワーク(ANN)モデルのサポートを使用して製造時間量の推定問題に対処し、それを専門家主導のプロジェクト推定プロセスに組み込む方法を提案します。ANN推定のヒストグラムに基づいて、VMHの望ましくない過小評価の割合を推定し、導入された安全係数によって減少させることができます。開発されたモデルベースの推定により、専門家は容易に入手可能な入力データを使用してプロジェクト推定を改善することができます。 3. 緒言: 金型製作産業はプロジェクト主導であり、個々の生産プロセスの特性に対処する必要があります。プロジェクト管理における主要なリスク源の1つは、プロジェクトコスト、需要、およびその他の影響の不正確な予測です[1]。金型生産プロセスでは、初期のプロジェクト推定段階で不確実性を最小限に抑えることが重要です。この推定段階は、一般的に専門家の偏見に敏感な人間による専門家主導の活動です。この偏見は、推定者が過信している場合にはプロジェクトリソースの過小評価につながり、推定者がプロジェクトのすべての側面を適切にカバーできるという十分な自信がない場合にはプロジェクトリソースの過大評価につながる可能性があり、どちらのシナリオも将来のビジネスに悪影響を及ぼします。推定者の主要な能力は、プロジェクト推定を成功させるために、すべての重要な情報を適切に収集および評価することです。金型製作業界では、通常、すべてのオファーの10%未満しか注文につながらないため、推定活動に費やす時間を最小限に抑える必要があるという矛盾があります[2]-[4]。金型製造業における現在の推定は、依然として直感的な方法に大きく依存しており、これは主観的であり、信頼性と再現性の問題を起こしやすいです。 本稿では、支援された専門家主動のプロジェクト推定プロセスの開発により、これらの問題に対処します。製造時間量(VMH)は、プロジェクト推定における最も重要な情報の一つであり、最終的なプロジェクトコストの大部分を反映し、プロジェクトスケジュールを最も大きく左右します。研究目的は、金型生産におけるVMHの推定を改善するために、人工ニューラルネットワーク(ANN)でサポートされた専門家主動のプロジェクト推定プロセスを開発することです。さらに、本稿では、既存の専門家主動の推定プロセス内でのこの支援モデルの適切な位置付けの問題にも取り組みます。 4. 研究の概要: 研究テーマの背景: 金型製造におけるプロジェクト推定は、事業の成功に不可欠な初期段階の活動です。多くの場合、経験豊富な社内専門家によって実行されますが、時間的制約の下での精度要求と、直感的アプローチに固有の主観性という課題に直面しています。製造時間量(VMH)は、主要なコスト要因であり、スケジュール決定要因です。不正確なVMH推定は、経済的損失や競争力のない入札につながる可能性があります。 先行研究の状況: 直感的、類推的、パラメトリック、分析的など、様々な推定方法が存在し、それぞれ異なるプロジェクト段階とデータ可用性に適しています(Fig. 1)。既存の研究の多くは、製品の幾何学的特性と価格/コストを結びつけるモデルに焦点を当てており、市場の影響を見落としがちです[9]-[12]。一部のアプローチでは単一の推定モデルが使用されていますが、本稿ではハイブリッドアプローチを提案しています。文献(Table 1)はコスト推定に重点が置かれていることを示しており、ANNは金型の複雑さとコストについて検討されています。本研究は、専門家主導のフレームワーク内でANNモデルを支援ツールとして統合し、直感的アプローチとデータ駆動型アプローチの長所を組み合わせることを目的としています。 研究の目的: 本研究の主な目的は、金型生産における製造時間量(VMH)の推定を改善するために、ANNでサポートされた専門家主導のプロジェクト推定プロセスを開発することです。副次的な目的は、専門家主導の推定ワークフロー全体の中で、このような支援モデルの適切な配置と統合を決定することです。 中核研究: 本研究の中核は、VMH推定のためのANNベースモデルの開発と検証です。このモデルは、体系的で専門家主導のプロジェクト推定プロセス(Fig. 3)に統合され、意思決定支援ツールとして機能するように設計されています。このプロセスは、入力データ検索(IDR)、概念設計と製品製造可能性検証(CDPMV)、リソース推定フェーズ(REP)– ここでANNモデルがVMH推定を支援 – および経済計算フェーズ(ECP)で構成されます。VMHは、金型のすべての部品(P)および操作(OP)に対する総加工時間(t_m)、ローディング時間(t_l)、アンローディング時間(t_u)の合計として定義され、式(1)で表されます。VMH = Σ_P Σ_OP (t_m + t_l + t_u) (1)本研究では、ANNの入力変数選択、アーキテクチャ、トレーニング、検証、および推定の不確実性に対処するための提案された安全係数アプローチについて詳述しています。 5.
Read More
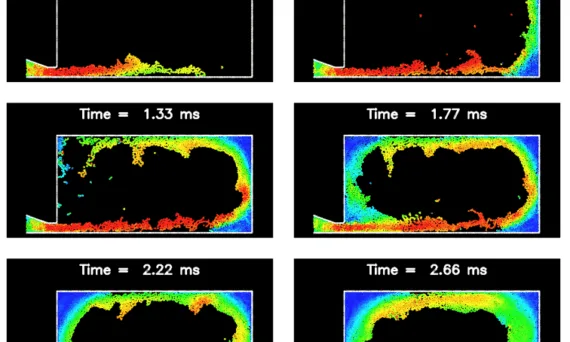
user 06/30/2025 Aluminium-J , Technical Data-J CAD , CFD , Die casting , Die Casting Congress , FLOW-3D , High pressure die casting , High pressure die casting (HPDC) , Review , 금형 , 자동차 산업 この紹介論文は、「CSIRO Mathematical and Information Sciences, Victoria, Australia.」によって発行された論文「Modelling the High Pressure Die Casting Process Using SPH」に基づいています。 1. 概要: 2. 抄録: 本論文では、このCAST資金提供プロジェクトの過去4年間にわたるHPDCのSPHモデリングの進捗状況をレビューします。2次元の単純な金型の充填の初期の例は、流れパターンの複雑さ、特に自由表面挙動と分裂の役割を示しています。これらの単純な金型の充填における熱伝達の組み込みの影響、特に金型内部の熱境界条件の影響と金型自体への結合伝導モデリングの重要性が示されています。SPH予測の精度を実証するために、水アナログ実験を用いた2つの検証例が示されています。3Dへのモデリングの拡張と、複雑な3次元金型形状を表現するために使用される方法論について説明します。現実的な工業部品の充填をモデル化するためのこのSPHシステムの使用が提示されます。金型充填順序の重要性、および角部や緩やかに湾曲した表面からの流れの剥離の役割が示されています。表面の断片化の程度、液滴形成、およびボイドの強い過渡的な性質も示されています。最後に、実際の自動車用ピストンヘッドのランナー、ゲート、および金型の充填が示され、このような大規模計算に固有の困難について議論されます。 3. 緒言: 高圧ダイカスト(HPDC)は、特に自動車産業におけるトランスミッションハウジング、ピストンヘッド、ギアボックス部品などの大量生産、低コスト部品の製造にとって重要なプロセスです。このプロセスでは、液体金属(一般的にはアルミニウム合金)が高速(約50~100 m/s)かつ非常に高い圧力で複雑なゲートおよびランナーシステムを通って金型に射出されます。金型の幾何学的複雑さは、著しい自由表面の断片化を伴う強力な三次元流体流動をもたらします。最小限の巻き込みボイドを持つ均質な鋳造部品を形成するためには、金型の様々な部分が充填される順序とガス出口の位置が重要です。これは、ゲーティングシステムの設計と金型の幾何形状によって決定されます。 製品品質とプロセス生産性の両方の改善は、改良された金型設計を通じて達成できます。これには、金型充填のより効果的な制御と金型熱性能の開発が含まれます。数値シミュレーションは、さまざまな金型設計と充填プロセスの有効性を研究するための強力かつ費用効果の高い方法を提供します。 4. 研究の概要: 研究トピックの背景: HPDCは、溶融金属を高速・高圧で複雑な金型に射出することを特徴とする重要な工業プロセスです。複雑な流動パターン、自由表面の断片化、およびボイド巻き込みの可能性は、高品質な鋳物の実現に大きな課題をもたらします。金型充填プロセスを理解し制御することは、欠陥を最小限に抑えるために不可欠です。 先行研究の状況: 界面流をモデル化するためのオイラー法として、マーカーアンドセル(MAC)法やVOF(Volume of Fluid)法が用いられてきました。これらの手法の基本的な背景は、HwangとStoehr(1988)によるASM Metals HandbookやKotheら(1998)によって提示されています。VOF法は、MAGMAsoftやFlow-3Dなどのいくつかの商用ソフトウェアパッケージで使用されており、依然として金型充填シミュレーションで最も一般的で広く使用されている方法です。しかし、これらの手法は、複雑な界面現象の断片化や合体、数値拡散に課題を抱えることがあります。SPH(Smoothed Particle Hydrodynamics)は、流体を表現するために粒子のみを使用する特殊な数値手法であり、HPDCで見られるような液滴形成、飛沫、複雑な自由表面運動を伴う流体流動に特に適しています。SPHは、複雑な自由表面や材料界面の挙動(断片化を含む)を容易かつ自然にモデル化でき、ラグランジュフレームワークは運動量支配の流れを非常によく処理し、多相、状態方程式、凝固などの複雑な物理現象を容易に実装できるという利点があります。Clearyら(2000)およびHaとCleary(2000)による最近の研究では、2次元における高圧ダイカストへのSPHの適用と、これらのSPH結果と水アナログ実験との良好な比較が報告されています。 研究の目的: 本稿では、SPHを用いた高圧ダイカストプロセスのモデリングにおいてなされた進捗をレビューし、実際のHPDC例における詳細な流体流動のシミュレーションに関する新しい結果を提示します。 核心研究: 本研究は、HPDCシミュレーションのためのSPH法の適用と開発に焦点を当てています。これには以下が含まれます。 5. 研究方法論 研究設計: 本研究では、流体流動をシミュレーションするための特殊な数値手法であるSPH(Smoothed Particle Hydrodynamics)を採用しています。SPHは、流体を表現するために粒子のみを使用し、これらは流体方程式が解かれる計算フレームワークです。SPHは複雑な流れを自動的に追跡し、HPDCで見られるような液滴形成、飛沫、複雑な自由表面運動を伴う流体流動に特に適しています。材料は固定グリッドやメッシュではなく、自由に動き回る粒子によって近似されます。支配的な偏微分方程式は、これらの粒子の運動方程式に変換されます。 データ収集および分析方法: SPHの定式化には以下が含まれます。 様々なシナリオでシミュレーションが実施され、結果は速度、温度、または粘性によって色分けされた粒子プロット、および3D流れの場合はレンダリングされた表面メッシュを通じて可視化されました。検証のため、SPHの結果は水アナログ実験の実験データと比較されました。 研究トピックと範囲: 本研究はHPDCモデリングのいくつかの側面をカバーしています。 6. 主な結果: 主な結果:
Read More
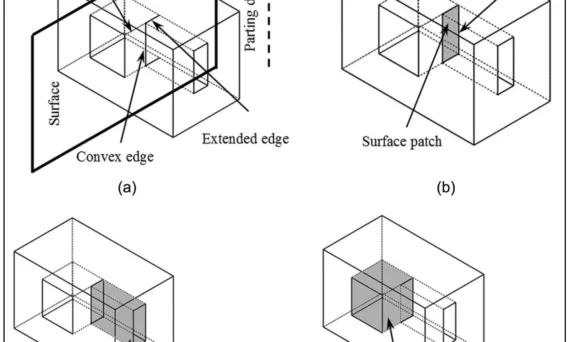
本紹介資料の内容は、「Proc IMechE Part B: J Engineering Manufacture / Institution of Mechanical Engineers」によって発行された論文「Automated identification of complex undercut features for side-core design for die-casting parts」に基づいています。 1. 概要: 2. 要旨: 本稿では、ダイカスト部品の複雑なundercut featuresの自動識別、分類、分割、およびrelease directionの決定について説明します。提案システムは、ダイカスト部品のB-repモデルからundercut featuresを識別するために、visibilityとaccessibilityの概念を使用します。次に、undercut featuresはルールベースアルゴリズムを用いて分類されます。その後、識別された複雑なundercut featuresは単純なものに分割されます。最後に、各単純なundercut featureのrelease directionが決定され、共通のrelease directionを持つものがグループ化されます。提案システムは、ケーススタディのダイカスト部品に実装され、その結果が検証されています。本稿は、ダイカストプロセスにおける設計と製造の統合ギャップを埋めるのに役立つでしょう。 3. 序論: ダイカストは、溶融金属を永久金型(ダイとも呼ばれる)に圧力下で射出する製造プロセスです。ダイは一般的に、可動なコア(core)半型と固定されたキャビティ(cavity)半型の2つの部分で構成されます。金属の凝固後、コア半型が離れ、固体のダイカスト部品がダイから取り出されます。ダイカストプロセスで得られた製品は、二次加工がほとんどまたは全く不要で、すぐに使用できます¹。いくつかの重要なダイカスト用語を以下に簡単に説明し、Figure 1に図示します。 ダイ設計には、リードタイムとダイカスト部品の製造コストに影響を与えるいくつかの活動が含まれ、多くの時間を要することが報告されています⁶。重要な活動の1つであるundercut featuresの識別は、parting lineの決定とコア-キャビティ設計に影響を与えます。さらに、undercut featuresを成形するための特殊な工具であるside-coreは、undercut featuresが識別された後に設計されます。通常、undercut featuresの識別は、ダイ設計の専門家がコンピュータ支援設計(CAD)ソフトウェアを使用して手動で行います。したがって、undercut feature recognitionは、ダイカストプロセスの設計-製造統合におけるギャップであると言えます。本研究は、このギャップを埋めるための取り組みであり、複雑なundercut featuresの自動識別と、それらをside-core設計を容易にするために単純なundercut featuresに分割する方法論を提案します。 4. 研究の概要: 研究トピックの背景: ダイカスト金型の設計は、undercut featuresの識別が重要なステップとなる複雑なプロセスです。これらの形状は特殊な工具(side-cores)を必要とし、parting
Read More
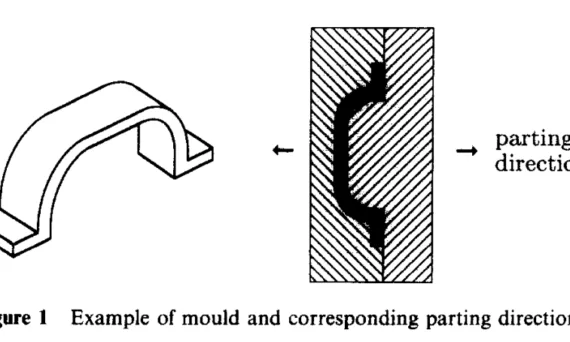
この技術概要は、Lin-Lin Chen、Shuo-Yan Chou、Tony C Wooによる学術論文「Parting directions for mould and die design」(Computer-Aided Design、1993年)に基づいています。HPDC(ハイプレッシャーダイカスト)の専門家のために、CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 何十年もの間、エンジニアはパーティング方向とパーティング面の選定が金型設計の基本的なステップであることを理解してきました。この選択が、アンダーカット(製品の金型からの取り外しを妨げる凹みや突起)を処理するために必要なコアの数と形状を決定します。コアを使用すると、工具コストが増加し、金型の操作が複雑になり、生産サイクルが遅くなる可能性があります。業界の一般的なルールは、コアの数を最小限に抑えるパーティング方向を選択することです。 しかし、この重要なステップの自動化は、これまでほとんど注目されてきませんでした。従来のアプローチは、パーティング方向を三つの主軸の一つに合わせるか、ランダムに生成された方向のセットから選択するなど、しばしば限定的でした。これらの手法の欠点は、真に最適なパーティング方向が果たして存在するのか、あるいは一つが他より優れているのかを知ることが不可能である点です。この論文は、最適なパーティング方向のペアを見つけるための決定論的な手法を開発することにより、まさにその問題に取り組んでいます。 アプローチ:手法の解明 この課題を解決するために、研究者たちは計算幾何学に基づいた新しいアプローチを開発しました。この手法の中核は、「離型性」の条件を正確に定義することです。 あるサーフェスが特定の方向に沿って離型可能であるとは、それが妨げられることなく金型から取り外せる場合を指します。この条件は、サーフェス全体がパーティング方向に沿って「完全に可視」である場合に満たされます。可視でないサーフェスやその一部はアンダーカットとなり、コアが必要になります。 この研究の方法論は次のように分類できます: この手法は、すべての可能なパーティング方向を体系的かつ網羅的に分析し、数学的に最適な解決策を見つける方法を提供します。 ブレークスルー:主要な発見とデータ この研究は、金型設計の重要な段階を最適化できる堅牢なアルゴリズムを生み出しました。その主要な発見は、新たなレベルの精度と効率を提供します。 貴社のHPDC製品への実践的な示唆 本論文の結果と結論に厳密に基づくと、これらの発見は現代の製造環境に直接的かつ実践的な示唆を与えます。 論文詳細 Parting directions for mould and die design 1. 概要: 2. 抄録: 離型性の条件に基づき、完全可視性と部分可視性という2つのレベルの可視性が定義される。サーフェスが完全に可視である視野方向は、単位球上の凸領域として表現でき、これをサーフェスの可視性マップと呼ぶ。与えられたオブジェクトをポケットに分割し、各ポケットの可視性と離型性を独立して決定し、可視性マップを構築し、コアの数を最小化する最適なパーティング方向のペアを選択するためのアルゴリズムが示される。一例がアルゴリズムを説明する。 3. 序論: ダイカストおよび射出成形において、基本的な金型は、一対の反対のパーティング方向に沿って分離する2つのプレートで構成される。製品の取り外しを妨げる製品上の突起や凹部はアンダーカットと呼ばれ、コアやインサートのような製造装置を必要とする。パーティング方向の選択は、これらのコアの数と形状を決定するため、極めて重要である。コアは工具コストとプロセスの複雑さを増大させるため、主な目標は必要なコアの数を最小化するパーティング方向を選択することである。このステップを自動化する過去の試みは限定的であり、最適な解決策を保証できなかった。 4. 研究の要約: 5. 研究方法論 6. 主要な結果: 7. 結論: すべてのコアが等しく望ましくないと仮定して、オブジェクトの最適なパーティング方向を決定するためのO(nm log m)時間のアルゴリズムが開発された。このアルゴリズムは、各ポケットにその幾何学的複雑さや製造コストに基づいて重みを割り当てるように変更でき、より微妙な最適化が可能である。著者らはまた、本論文では完全に見えないポケットにはコアが使用されると仮定しているが、将来の研究では「部分的な可視性」の概念を援用してポケットを細分化することを検討でき、それによって場合によってはコアを完全に排除できる可能性があると述べている。 8. 参考文献:
Read More
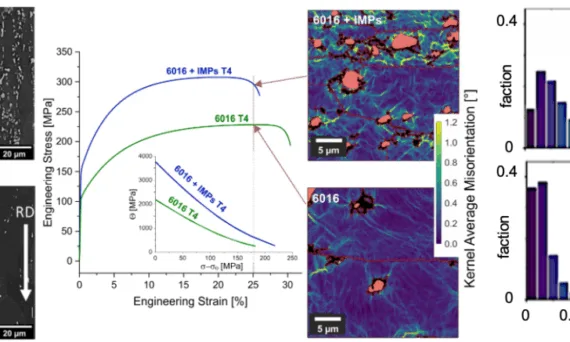
user 06/27/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Casting Technique , Die casting , Electric vehicles , Microstructure , Quality Control , Review , STEP , 금형 , 자동차 산업 この技術概要は、IOP Conference Series: Materials Science and Engineering(2024年)に掲載された、Stefan Pogatscher氏およびSebastian Samberger氏による学術論文「Overview on aluminium alloys as sinks for end-of-life vehicle scrap」に基づいています。HPDC(ハイプレッシャーダイカスト)の専門家であるCASTMANが、業界のプロフェッショナルのために要約・分析しました。 Keywords エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 長年にわたり、冶金学の原則は単純でした。それは、合金の純度が高ければ高いほど、その特性は良くなるというものです。[Abstract]。製造業がサーキュラーエコノミーへと移行するにつれ、特に使用済み自動車(ELV)スクラップからの再生アルミニウムへの依存が急速に高まっています。これは大きな障壁となっています。ELVスクラップは様々な展伸材と鋳造合金の複雑な混合物であり、再生材料中に鉄、シリコン、マグネシウムといった「トランプ元素」が蓄積する原因となります。[Introduction]。 アルミニウムにおいて、これらの不純物は非常に問題です。なぜなら、固溶度が低く、β-Al5FeSiのような脆い針状の金属間化合物(IMP)を形成する傾向があるためです。[2.1 Detrimental effects of tramp elements in today’s Al alloys]。Figure 2 に示されるように、これらの粒子は応力集中点として機能し、亀裂の起点となり、延性、破壊靭性、さらには表面仕上げさえも著しく低下させます。[2.1]。問題はさらに深刻化しています。電気自動車の台頭により、この低品位スクラップの主要な受け皿であった鋳造製エンジンブロックの需要が減少し、高性能用途には不向きな高不純物スクラップが余剰となることが予測されます。[Introduction]。この状況は、リサイクルの経済的および生態学的利益の両方を脅かし、持続不可能な高純度一次アルミニウムによる希釈か、この「汚れた」スクラップを利用する新しい方法を見つけるかという選択を迫っています。 アプローチ:研究手法の解明 この課題に取り組むため、研究者たちは問題を逆転させました。つまり、不純物と戦うのではなく、それを制御することにしたのです。本研究は、ヘテロ構造材料の創出を中心とした新しいアプローチを概説し、提案しています。その中心的な考え方は、望ましくないIMPを合金内の強化要素となるように操作することです。 この方法論は、2つの主要な加工技術の柱に基づいています。 これらの手法を組み合わせることで、研究者たちは混合自動車スクラップ合金を、高性能を目指して設計された独自の微細構造を持つ最終的なシート材に加工することができました。 ブレークスルー:主要な研究結果とデータ 本論文で示された結果は、アルミニウムのアップサイクルのための重要な一歩です。この研究は、IMPを制御することにより、混合スクラップから得られた合金が卓越した機械的特性を達成できることを実証しています。 貴社のHPDC製品への実践的意義 この論文の知見は単なる学術的なものではありません。高性能と持続可能性を目指すハイプレッシャーダイカスターにとって、直接的で実行可能な意味合いを持っています。 論文詳細 Overview on aluminium alloys as sinks for end-of-life vehicle scrap 1. 概要:
Read More
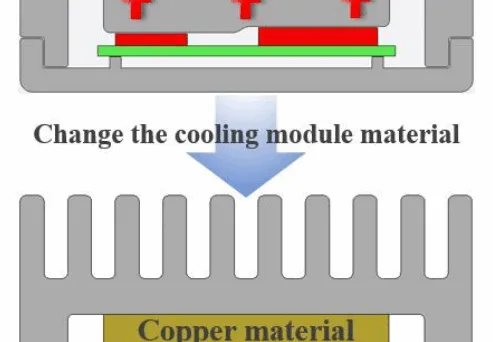
user 06/27/2025 Aluminium-J , automotive-J , heat sink-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , Aluminum Die casting , CAD , cold plate , cooling solutions , Die casting , Die casting Design , Heat Sink , Quality Control , 금형 , 알루미늄 다이캐스팅 本テクニカルブリーフは、Zhong, Yao-Nian氏が執筆し、International Journal of Advance in Applied Science Research (2024)に掲載された学術論文「Optimizing the Structural Design of Computing Units in Autonomous Driving Systems and Electric Vehicles to Enhance Overall Performance Stability」を基にしています。HPDCの専門家向けに、CASTMANのエキスパートが要約・分析しました。 エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 EVや自動運転システムの演算能力が飛躍的に向上するにつれて、発生する熱も増加しています。エンジニアは数十年にわたり、高圧ダイカスト(HPDC)技術を利用して、放熱フィンを一体化した軽量で複雑なアルミニウム合金製筐体を製造してきました。これは成功した戦略でした。しかし、演算密度の増加と、塵や湿気から部品を保護するための密閉型ファンレス設計の必要性が、従来のフィンのみの設計を熱的な限界点へと追い込んでいます。 過熱は、性能を低下させたりシステム障害を引き起こしたりすることで、車両の安全性と運用安定性を損なう可能性があります。業界は、先進的なダイカスト技術によって実現可能な、費用対効果の高い熱管理技術の進化を緊急に必要としています。本研究の序論で詳述されているように、この研究はまさにこの問題に取り組み、最適化された構造設計と材料設計を通じてコンピューティングユニット筐体の放熱効率を高める方法を探求しています。 アプローチ:研究方法論の解明 本研究は、熱管理に対する先進的かつ多層的なアプローチを概説しています。研究はまず、アルミニウム合金がその高い熱伝導率(90~130 W/m·K)、軽量性、そしてダイカストによる優れた加工性から、熱対策部品として理想的であることを再確認することから始まります。 調査の核心は、以下の2つの主要分野に焦点を当てています。 ブレークスルー:主要な研究結果とデータ この研究は、次世代の熱対策用HPDC設計に直接的な知見を提供する、いくつかの重要な発見をもたらしました。 💡 貴社のHPDCオペレーションへの実用的な示唆 この研究は、高性能な熱管理部品の設計と製造を改善するための、実行可能な洞察を提供します。 論文 詳細 自動運転システムおよび電気自動車におけるコンピューティングユニットの構造設計を最適化し、全体的な性能安定性を向上させる 1. 概要: 2. 要旨: 自動運転システムと電気自動車の急速な発展の中で、コンピューティングユニットの熱管理は、システムの性能と安定性に影響を与える重要な要素となっています。本稿では、最適化された構造設計を通じてコンピューティングユニットの放熱効率を高め、それによって全体的な性能安定性を向上させる方法を探ります。第一に、アルミニウム合金ケーシングは、その優れた熱伝導性、軽量性、加工の柔軟性により、コンピューティングユニットにとって理想的な材料選択です。熱伝導のメカニズムを詳細に分析し、熱伝導率の公式に基づいて設計を検討します。放熱効率を向上させるために、放熱表面積を増やすフィン設計を採用し、空気対流を利用して放熱を促進します。また、成形プロセスの実現可能性と放熱効率のバランスをとることを目指し、フィンサイズと間隔の設計についても議論します。第二に、銅ブロックの材料特性とアルミニウム合金ケーシングの特性を統合することにより、放熱モジュールの構造最適化が行われます。私たちは、熱伝導効率を高めるために局所的な材料の使用を考慮した「分解」設計コンセプトを提案します。電子部品からの発熱量が多い領域では、銅ブロックの高い熱伝導率が熱を迅速にアルミニウム合金ケーシングに伝達し、冷却効果を達成します。さらに、前述の放熱方法がより高い冷却要求を満たすのに不十分な場合、液冷コールドプレート技術が効果的な冷却ソリューションとなる可能性があります。コンピューティングユニットの液冷システムを電気自動車のバッテリーパックの冷却システムと統合することにより、熱負荷のバランスを達成し、システムのエネルギー効率と安定性を向上させることができます。本研究は、フィン設計、冷却モジュールの最適化、および液冷コールドプレート技術の統合利用を通じて、将来の電子機器の熱管理のための効果的で経済的な管理戦略を提供し、幅広い応用の可能性があります。 3. はじめに: 自動運転システムの需要が高まるにつれ、車両に搭載されたさまざまなセンサー、レーダー、カメラ、その他の知覚デバイスは、自動運転の安全性と正確性をサポートするためにリアルタイムで処理する必要のある大量のデータを生成します。これには、強力な処理能力と安定した熱管理が必要です。計算密度の増加に伴い、発生する熱も大幅に増加し、放熱に新たな課題を提示しています。高温環境では、これらのデバイスは過熱しやすく、動作の安定性に影響を与え、さらには車両の安全性を損なう可能性があります。自動運転システムや電気自動車のコンピューティングユニットは、その優れた熱伝導性、軽量性、機械的強度のため、しばしばアルミニウム合金製の金属ケーシングを使用します。この研究では、放熱効率を高めるために、フィン設計、冷却モジュールの最適化、および液冷コールドプレート技術を探求します。 4. 研究の概要: 研究テーマの背景:
Read More
user 06/26/2025 Aluminium-J , automotive-J , Technical Data-J Air cooling , Al-Si alloy , Applications , CAD , Die casting , Heat Sink , Microstructure , STEP , 금형 , 자동차 (Al-7Si-0.3Mg合金の部分溶融および溶湯からの凝固時における微細組織変化:比較研究) 本紹介論文は、「world foundry congress (wfc06)」によって発行された論文「Microstructure Evolution in Al-7Si-0.3Mg Alloy During Partial Melting and Solidification from Melt: A Comparison」に基づいています。 1. 概要: 2. 抄録: 本研究では、Srで改良処理されたAl-7Si-0.3Mg合金を半凝固状態で等温保持し、(i)液相状態からの冷却、および(ii)固相状態から半凝固温度までの部分溶融の条件下での微細組織変化の比較研究を行った。半凝固合金の凝固中の微細組織に及ぼす冷却速度(0.01~100 K/s)の影響を調査した。合金の部分溶融は、同じ合金を液相状態から冷却する場合と比較して、より微細で球状に近い固相を形成する。Sr添加による共晶シリコンの化学的改良処理は、報告されている結果とは対照的に、溶湯を液相から冷却する場合および固相から部分溶融する場合の両方で同じままであることが見出された。固相中に捕捉された液相に対応する共晶シリコンの形態は、相互に連結した液相チャネル中のものと比較して微細である。 3. 緒言: 半凝固金属(SSM)加工では、合金は部分的に液相であり部分的に固相である温度範囲で処理される。このプロセスは、液相マトリックス中に分散した球状固相粒子(α粒子)を含む半凝固スラリーを利用する。所望の半凝固スラリーは、レオキャスティング/レオフォーミングの場合のように溶湯の制御された凝固によって、またはチクソキャスティング/チクソフォーミングの場合のように前処理された固体の部分溶融および等温保持によって得られる。アルミニウム-シリコン合金の半凝固金属加工は、鋳造のプロセス上の利点と鍛造加工の製品上の利点を有する[1-5]。 チクソキャスティング/チクソフォーミングプロセスでは、前処理された合金ビレットを半凝固温度まで加熱し、所望の固相率と微細組織を得るために等温保持した後、ダイカスト/鍛造される。したがって、成形前の部分溶融はSSM加工における重要なステップである。等温保持中、系は固相の形態をデンドライト状から球状に変化させることによって表面エネルギーを減少させる。半凝固合金の等温保持中の固相における形態変化の様々なメカニズムの概略図をFigure 1 [6]に示す。 Al-Si合金A356 (Al-7Si-0.3Mg)およびA357 (Al-7Si-0.6Mg)は、一般用途および自動車用途のSSM加工で広く使用されている[7-10]。Al-Si合金の粗大な針状の共晶シリコンは、亀裂の発生と伝播を促進し、それによって機械的特性を低下させる。これらの亜共晶Al-Si合金の特性は、共晶シリコンに構造的改良処理を施すことによって改善することができる。ナトリウム、ストロンチウム、アンチモン、希土類などの微量元素の添加は、共晶相における微細なシリコン形態をもたらす。ストロンチウム(Sr)は、その半永久的な改良効果、取り扱いの容易さ、および無毒性のため、亜共晶Al-Si合金の改良剤として広く使用されている。改良処理された合金を溶湯状態で保持すると、溶湯中に存在するSrのレベルが時間とともに低下する、すなわちフェーディングが生じる。初期値の半分にフェーディングするのに必要な時間は、通常数時間(10-14時間)のオーダーである[11]。Stuckyら[12]は、Srで改良処理されたA356合金の部分溶融および室温までの空冷が化学的改良処理の効果を無効にしたと報告している。しかし、同じ合金を完全に溶融して空冷した場合には、完全に改良処理された共晶微細組織が保持された。部分溶融した合金で改良処理効果がなかった理由は述べられていない。しかし、Srによる共晶シリコンの改良処理は、不純物誘起双晶に起因する化学現象である[13]。したがって、Siの形態は、溶湯からの凝固と部分再溶融条件の両方で同じであるべきである。 本研究では、Srで改良処理されたAl-7Si-0.3Mg合金を、(i)固相からの部分溶融、および(ii)液相状態から半凝固温度への冷却の条件下で半凝固状態で等温保持したときの微細組織変化の比較研究を行った。半凝固状態からの冷却中の微細組織に及ぼす冷却速度の影響を研究した。 4. 研究の概要: 研究背景: 本研究は、自動車および一般用途に一般的な材料であるAl-7Si-0.3Mg合金の半凝固金属(SSM)加工に焦点を当てている。SSM加工の重要な側面は、液相マトリックス中に球状固相粒子を有する微細組織を達成することである。通常ストロンチウム(Sr)による共晶シリコンの改良処理は、機械的特性を向上させるために重要である。 先行研究の状況: これまでの研究では、Srによる改良処理は溶融金属中で時間とともに「フェーディング」する可能性があることが示されている。Stuckyら[12]は、Srで改良処理されたA356合金について、部分溶融後の空冷は改良効果を無効にしたが、完全溶融と凝固はそれを保持したと報告した。この発見は、半凝固状態への処理経路が、最終的な微細組織、特に共晶シリコンの形態に大きな影響を与える可能性があることを示唆した。 研究目的: 本研究の目的は、Srで改良処理されたAl-7Si-0.3Mg合金を半凝固状態で等温保持した際の微細組織変化の比較研究を行うことであった。2つの条件が比較された:(i)液相状態から半凝固温度への冷却、および(ii)固相状態から半凝固温度への部分溶融。さらに、本研究は、半凝固状態からの凝固中の冷却速度(0.01~100 K/s)が微細組織に及ぼす影響を調査することを目的とした。 研究の核心: 研究の核心は、Sr (0.02%)で改良処理されたAl-7Si-0.3Mg合金試料を調製し、それらを590°C(固相率37%)の半凝固温度に到達させるために2つの異なる熱経路に供することであった。これらの経路は以下の通りである: 5. 研究方法論 研究計画: 本研究では実験的研究計画を採用した。市販のA356合金にAl-10Srマスターアロイを溶湯添加することにより、Sr (0.02%)改良Al-7Si0.3Mg合金を調製した。合金の化学組成をTable 1に示す。直径10mm、高さ10mmの重力ダイカスト円筒形試料を実験に使用した。これらの試料は、乾燥後にシェルを形成するセラミックスラリー(東郷化学株式会社製アロンセラミック)でコーティングした。シェルは実験中の溶融金属の容器として機能する。試料にクロメル-アルメル熱電対を挿入した後、コンピュータに接続されたKeithleyデータ収集システムに接続した。次に試料を垂直勾配炉に入れ、590°Cの半凝固温度(固相率37%)まで加熱し、この温度で等温保持した後、急冷または異なる冷却速度で冷却した。試料は、2つの異なる方法で半凝固温度に到達させた: データ収集・分析方法: 研究対象と範囲: 6.
Read More
user 06/25/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , Die casting Design , Draft , Review , 금형 , 알루미늄 다이캐스팅 この紹介論文は、「 Journal of Emerging Technologies and Innovative Research (JETIR)」によって発行された論文「Review on Die Design for Die Casting」に基づいています。 Fig. 1. Hot Chamber Die Casting[2] / Fig. 2. Cold Chamber Die Casting[2] 1. 概要: 2. 抄録: 圧力ダイカストは、非鉄金属鋳物を製造する重要な方法の一つです。これは大規模な製造に広く用いられています。このプロセスでは、永久鋳型またはダイと呼ばれる金型を使用して部品を鋳造します。この文書は、圧力ダイカストに必要な金型設計に関する概要をまとめたものです。湯口システム、金型材料、保守に関する簡単な情報がこの論文で説明されています。 3. 緒言: ダイカストプロセスでは、溶融した非鉄金属をダイと呼ばれる金属製の金型に圧力をかけて押し込むことで部品が成形されます。金型キャビティは、所定の形状に機械加工された2つの硬化工具鋼ダイを使用して作られ、プロセス中、射出成形金型と同様に機能します。ほとんどのダイカスト鋳物は、亜鉛、銅、アルミニウム、マグネシウム、鉛、ピューター、錫ベースの合金などの非鉄金属から作られます。これらは良好な機械的特性を持ち、クリープがないことが要求されるためです。鋳造される金属の種類に応じて、ホットチャンバーまたはコールドチャンバーマシンが使用されます。ダイカストは、複雑なエンジニアリング部品の製造に広く使用されています。典型的な用途には、自動車アセンブリや電気モーター/ポンプのハウジング、電子機器の構造部品などがあります。ダイカスト用部品の設計は、良好な鋳物を得るために重要です。これには、適切な湯口システムの提供、均一な金属の流れ、均一な肉厚、ボス、サイドコアの回避、インサートの提供、十分な抜き勾配の提供、最小限の機械加工代の維持などの設計が含まれます。ダイカストは、Figure 1 および Figure 2 に示すように、ホットチャンバーとコールドチャンバーの2種類に分類されます。亜鉛、錫、鉛合金などの金属は、390°C未満の融点を持つホットチャンバーダイカストで鋳造されるのに対し、アルミニウム合金はコールドチャンバーダイカストマシンで鋳造されます。アルミニウムはダイチャンバー内の鉄部品を溶解するため、コールドチャンバーダイカストでの使用が好まれます。溶融金属との連続的な接触は、取鍋を使用して溶融金属を機械に直接導入することで回避されます。 4. 研究の概要: 研究トピックの背景: ダイカストは、溶融金属を再利用可能な金属金型(ダイ)に圧力をかけて射出する非鉄金属部品の重要な製造プロセスです。複雑なエンジニアリング部品の大量生産に広く使用されています。 従来の研究の状況: 本稿はダイカストにおける既存の知識に基づいており、金型設計原理、材料選択、湯口システム、および業界の一般的な慣行に関する先行研究を参照しています。材料特性(例:EN8、H13鋼)、湯口およびオーバーフロー設計の計算、欠陥分析などの側面について、既存の規格や文献を参照しています。 研究の目的: この文書は、圧力ダイカストに必要な金型設計に関する概要をまとめたものです。湯口システム、金型材料、保守に関する簡単な情報がこの論文で説明されています。 中核研究: 本研究の中核は、ダイカスト用金型設計の必須要素を中心に展開されます。これには、金型自体(Figure 3)、金型に使用される材料、コアの配置やエジェクタピン戦略などの金型設計上の考慮事項、オーバーフロー、ゲート、ランナー、ショットスリーブ/スプルーの特定の設計計算が含まれます。また、ワイヤーEDMなどの金型製造方法、金型試験、金型の一般的な欠陥、保守手順についても取り上げています。 5. 研究方法論 研究デザイン:
Read More
user 06/25/2025 Aluminium-J , Technical Data-J Al-Si alloy , aluminum alloy , aluminum alloys , ANOVA , CAD , Casting Technique , Die casting , Microstructure , Review , Taguchi method , 금형 本紹介論文は、「Journal of Manufacturing Technology Research」から出版された論文「OPTIMIZATION AND EFFECT OF SQUEEZE CASTING PROCESS PARAMETERS ON TENSILE STRENGTH OF HYBRID METAL MATRIX COMPOSITE」に基づいています。 1. 概要: 2. 抄録: スクイズキャスティングプロセスは、金属基複合材料を鋳造するための主要な液相法です。これは、強化材と母材の界面ゾーンにおいて、機械的エネルギーを界面エネルギーに経済的に変換することによって達成されます。本実験研究は、ハイブリッド金属基複合材料(LM24-SiCp-ココナッツシェル灰)の加工に焦点を当て、強化材の割合、注入温度、スクイズ圧力、金型温度といったスクイズキャスティングプロセスパラメータが複合材料の引張強度に及ぼす影響を最適化し、分析するものです。実験はL27(34)直交配列表に基づいて実施されました。結果から、スクイズ圧力と強化材の割合が引張強度に最も影響を与えるプロセスパラメータであることが明らかになりました。非線形回帰分析を用いて引張強度予測のための数学モデルが開発され、確認実験を通じて検証されました。タグチメソッドと遺伝的アルゴリズムツールを用いて最適なパラメータ条件が得られ、これにより従来の合金と比較して複合材料の引張強度を25%向上させることができました。 3. 緒言: 金属基複合材料(MMC)は、高い強度特性を達成するために設計されており、特に粒子強化型アルミニウムMMCは、航空宇宙や自動車などの産業で大きな関心を集めています。炭化ケイ素(SiC)などのセラミック粒子をアルミニウム合金に添加すると、一般に降伏応力と引張強度が向上しますが、延性や破壊靭性が低下する可能性があります。これらの複合材料の特性は、母材合金、時効条件、粒子状強化材の体積分率やサイズなどの微細構造変数に影響されます。スクイズキャスティングは、重力鋳造と加圧鋳造の側面を組み合わせた先進的な製造方法であり、高圧ダイカストに伴う多くの欠陥を効果的に排除します。このプロセスでは、凝固中に高圧を適用することで、完全な金型充填を促進し、収縮や気孔を低減し、鋳造材料の結晶粒構造を微細化します。これまでの研究では、さまざまなアルミニウム合金に対するスクイズキャスティングの利点が示され、機械的特性の改善が報告されています。近年、ココナッツシェル灰(CSA)などの農業・産業廃棄物をアルミニウムMMCの二次強化要素として使用する傾向が高まっています。これらの材料は、低コスト、広範な入手可能性、従来のセラミック強化材と比較して低い密度といった利点を提供します。農業廃棄物灰はしばしば二酸化ケイ素(SiO2)を豊富に含み、これが複合材料の特性に寄与する可能性があります。SiCは強度向上でよく知られている一般的な強化材ですが、CSAも経済的な代替材料として有望です。本研究では、スクイズキャスティング技術を用いて、SiC粒子(SiCp)とCSAの両方で強化されたハイブリッドLM24アルミニウム合金複合材料の加工を調査します。目的は、これらのハイブリッド複合材料の引張強度を向上させるためにプロセスパラメータを最適化することです。 4. 研究の概要: 研究トピックの背景: 高強度・軽量材料への需要が、金属基複合材料(MMC)の研究を推進してきました。スクイズキャスティングは、凝固中に高圧を印加することで材料特性を向上させる、MMCの有望な製造ルートです。SiCpのような従来のセラミックとココナッツシェル灰(CSA)のような経済的な農業廃棄物材料を組み合わせたハイブリッド強化材の使用は、カスタマイズされた特性を持つ費用対効果の高い複合材料を開発することを目的とした新しい分野です。 従来の研究状況: 多くの研究が、様々なアルミニウム合金に対するスクイズキャスティングパラメータの影響を調査し、一般的に機械的特性の向上を報告しています。MMCに関する研究では、強度を増加させるが延性を低下させる可能性のあるSiCpを含む、さまざまな強化材タイプも調査されてきました。強化材としての農業廃棄物灰に関する研究は、コストと入手可能性からその潜在力を強調しており、機械的特性への影響に関するいくつかの調査が行われています。しかし、特に引張強度に焦点を当てた、SiCpとCSAの両方を含むハイブリッド複合材料のスクイズキャスティングパラメータの最適化については、さらなる詳細な調査が必要です。 研究の目的: 本研究の主な目的は、ハイブリッドLM24-SiCp-ココナッツシェル灰複合材料の引張強度を最大化するために、スクイズキャスティングプロセスパラメータ、具体的には強化材の割合(CSAとSiCpの比率)、注入温度、スクイズ圧力、および金型温度を最適化することでした。副次的な目的は、これらのパラメータに基づいて引張強度を予測するための数学モデルを開発することでした。 研究の核心: 研究の核心は、SiCpとココナッツシェル灰の様々な割合で強化されたLM24アルミニウム合金のスクイズキャスティングを実験的に調査することでした。L27(34)直交配列表を使用して実験を設計し、それぞれ3つのレベルで4つの主要なプロセスパラメータを変化させました。製造された複合材料の引張強度を測定しました。タグチメソッドや分散分析(ANOVA)などの統計ツールを使用して、最適なパラメータ設定を特定し、各パラメータの重要性を決定しました。数学的回帰モデルが開発され、さらなる最適化のために遺伝的アルゴリズム(GA)が採用されました。調査結果を検証するために確認実験が行われました。 5. 研究方法論 研究計画: 本研究では、LM24-SiCp-CSAハイブリッド複合材料の引張強度に対する、それぞれ3水準の4つのスクイズキャスティングプロセスパラメータの影響を調査するために、タグチのL27(34)直交配列表に基づく実験計画を採用しました。調査したパラメータは次のとおりです:強化材(A:2.5-7.5% CSAと7.5-2.5% SiCpの様々な比率、総強化材10%を維持)、注入温度(B:675°C、700°C、725°C)、スクイズ圧力(C:50 MPa、100 MPa、150 MPa)、金型温度(D:200°C、250°C、300°C)。最適化は、S/N比分析(引張強度に対する「望大特性」基準)および遺伝的アルゴリズム(GA)を用いて行われました。 データ収集および分析方法: LM24アルミニウムインゴットを溶解し、所定のSiCpとCSAの組み合わせで強化しました。これらをL27実験計画に従ってスクイズキャスティング装置(Figure 1に詳述)を用いて処理しました。鋳造サンプル(Figure 2)をASTM-E8M-04規格に従って引張試験片(Figure 3)に機械加工しました。万能試験機を用いて引張試験を実施しました。実験的な引張強度値(Table 3)をMinitab 17ソフトウェアを用いて分析しました。引張強度を予測するための数学的回帰モデル(Equation 1)を開発しました。各パラメータの寄与率を決定するためにANOVAを実施しました。GA最適化は、回帰モデルを目的関数(Equation
Read More
この紹介論文は、「Proceedings of the 52nd Indian Foundry Congress, Hyderabad, February 2004」によって発行された論文「Metal Casting: Back to Future」に基づいています。 1. 概要: 2. 抄録: 鋳造品の将来の要件 – 薄肉で複雑な形状、最小限の機械加工、小ロット注文 – は、実績のあるロストワックス鋳造プロセスに回帰することで満たすことができます。このプロセスはインドで何世紀にもわたって完成されてきましたが、過去数十年間で、西洋で開発された大量生産向けの他のプロセス(その多くは許容できない環境影響を伴う)のために無視され始めました。本稿では、インベストメント鋳造の古代技術、その現在の最先端技術、およびワックスパターン開発に関連するいくつかの新しいコンピュータ支援技術を包括的に考察します。過去から受け継がれた能力、現在利用可能なリソース、そして未来から借用した適切な技術という3つの強みを組み合わせたハイブリッド方法論を提案し、実生活の実験によって検証します。これにより、インドの鋳造所が自社の能力を批判的に評価し、金属、プロセス、形状、および用途の新しい組み合わせを探求して、世界市場でニッチを確立する動機付けとなることを期待しています。 3. 緒言: 鋳造要件は、技術プッシュ(主にCAD/CAE/CAMおよび小型化)ならびに市場プル要因(より良い外観と競争力のあるコストなど)により、ここ数年で著しく変化したことはよく認識されています。将来の鋳造品は、より小さく、自由曲面と薄肉を備えたより複雑なものとなり、ネットシェイプ(ゼロまたは仕上げ加工のみ)で要求されるようになります。注文サイズは、製品ライフサイクルの短縮、継続的な設計改善、在庫要件の低減、マスカスタマイゼーションによりさらに減少し、オンデマンド単一鋳造システムにつながります。砂型鋳造(薄肉を製造できず、環境問題がある)やダイカスト(非鉄金属および大量注文にのみ適しており、複数の複雑なアンダーカットがある場合にコストが増大する)を含む、現在最も広く使用されているプロセスでは、上記の要件を完全には満たせません。これらの新しい鋳造プロセスの多くは西洋で開発されましたが、現在では開発途上国から調達されることが多くなっています。インドは金属鋳造の長い伝統を持ち、世界最大の技術者プールを有し、主要金属の豊富な鉱床に恵まれ、大きな国内市場自体を持ち、情報技術で大きな進歩を遂げていますが(特に他国へのITサービス提供において)、これらのリソースを融合して製造業の優位性を確立するには至っていません。インドの鋳造所は世界の鋳造品生産高のわずか4%しか生産しておらず、輸出市場でのシェアはさらに低くなっています。興味深いことに、古代から実績のあるプロセスの1つであるロストワックス法またはシアーペルデュ(cire=ワックス、perdue=失われた)鋳造法は、上記の要件を満たすことができます。このプロセスは1940年代に西洋で再発明され、インベストメント鋳造と改名されました。当初は宝飾品や歯科作業者によって使用されていましたが、航空機や兵器部品などの工業用鋳造品に適用されると急速に普及しました。現代のインベストメント鋳造プロセスは、他の鋳造プロセス(加圧ダイカストを除く)と比較して、最高の寸法公差(mmあたり1ミクロン)、最高の表面仕上げ(1〜2ミクロン)、および最も薄い断面(約1.5mm)を実現できます。さらに、アンダーカットはコアを使用せずに製造でき、抜き勾配は通常不要で、バリもありません。鋳造する金属の種類に制限はなく、このプロセスは特に20kg未満の小型部品に適していますが、最大100kgの大型部品も定期的に製造されています。このように、インベストメント鋳造は、前述の新たな要件を満たす上で、他のプロセスと比較して際立っています。もう1つの強い理由があります。インドは、特に「チョーラブロンズ」や「ドーカアイアン」の美術鋳造品(今日でも全国に広がる何千もの職人によって製造されている)を通じて、インベストメント鋳造の技術で世界的に有名です。したがって、このプロセスは鋳造業界から新たな注目を集めるに値します。おそらく、古代のインベストメント鋳造から派生し、適切で経済的かつ自然に優しい技術を通じて工業的要件に適合させたハイブリッド方法論が、インドに適しているかもしれません。この前提をさらに探求するために、まず古代の方法論、現在の最先端技術、およびインベストメント鋳造に関連するいくつかの将来技術を簡単に検討しましょう。 4. 研究の概要: 研究テーマの背景: 鋳造業界における進化する要求は、複雑で薄肉のネットシェイプ鋳物を少量生産できるプロセスを必要としています。砂型鋳造やダイカストのような伝統的な方法は、これらの現代的な要件を満たす上で限界があります。 先行研究の状況: 本稿では、インベストメント鋳造の3つの段階をレビューしています。 研究の目的: 古代の技術、現在の産業慣行、および新しいコンピュータ支援技術の強みを組み合わせた金属鋳造のためのハイブリッド方法論を提案し、検証すること。このアプローチは、特に複雑な形状、最小限の機械加工、および少量注文といった鋳造品の将来の要件を満たし、インドの鋳造所が世界市場でニッチを確立する動機付けとなることを目指しています。 中核研究: 本研究の中核は、インベストメント鋳造へのハイブリッドアプローチの開発と実証です。このアプローチには以下が含まれます。 5. 研究方法論 研究設計: 本研究設計は、インベストメント鋳造における歴史的、現在、および新しい技術の包括的なレビューを含みます。このレビューに基づいて、ハイブリッド方法論が概念化されます。この方法論は、提案されたハイブリッドステップを使用して複雑なガネーシャ像を作成する実践的なケーススタディを通じて検証されます。 データ収集および分析方法: データは以下から収集されました。 研究トピックと範囲: 本研究は以下を対象としています。 6. 主な結果: 主な結果: 本研究は、古代の着想、現代の3Dモデリング技術、ラピッドプロトタイピング、および現在のインベストメント鋳造の実践を組み合わせることにより、金属鋳造へのハイブリッドアプローチを成功裏に実証しました。 図のリスト (Figure Name List): 7. 結論: インドは古代の金属鋳造技術と最新の情報技術の両方で実証済みの能力を持っていますが、競争の激しい世界の製造業で躍進するためには、これらの能力を組み合わせる必要があります。本稿で示したように、鋳造品の新たな要件(複雑、ニアネット、オンデマンド鋳造)は、過去、現在、未来から借用した適切な技術を賢明に組み合わせることで満たすことができます。提案されている経路の1つは、パターン開発のためのコンピュータ支援設計およびラピッドプロトタイピング技術に続き、インベストメント鋳造のための粘土鋳型(古代)またはセラミックシェル(現在)法を用いるものです。ハイブリッドルートは、現在、防衛などの重要機器の交換部品や、事故、癌、奇形の犠牲者のための頭蓋顔面、股関節、大腿骨、膝関節などの医療用補綴物など、緊急に必要とされる一点ものの複雑な鋳造品に対してのみ経済的に正当化できるかもしれません。しかし、関連システムのコスト削減とプロセスの効率向上に伴い、このアプローチの適用範囲は徐々に拡大していくと強く感じています。鋳造所がこのような新しいルートを試し、用途、形状、材料、プロセスの最良の組み合わせを特定し、その組み合わせに特化して世界市場でニッチを確立することが重要です。
Read More
![Figure 1: Mechanisms of morphology change in the solid phase during isothermal holding of semi-solid alloy. [6] a) Coarsening mechanisms (b) Coalescence mechanisms](https://castman.co.kr/wp-content/uploads/image-2374-570x342.webp)
![Fig. 3. Exploded View of Die[5]](https://castman.co.kr/wp-content/uploads/image-2425-570x342.webp)