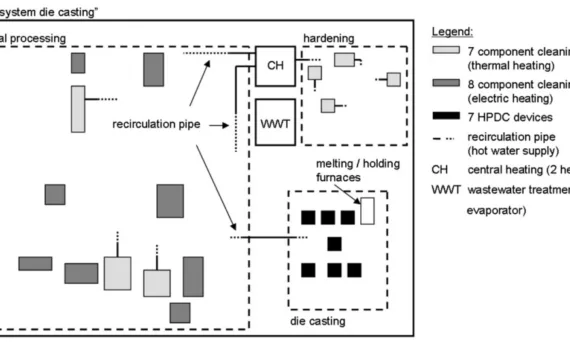
user 07/21/2025 Aluminium-J , Technical Data-J Aluminium die coating , aluminum alloy , aluminum alloys , Applications , CAD , Die casting , Efficiency , High pressure die casting , Quality Control , STEP , 금형 , 자동차 산업 このテクニカルブリーフは、Peter Enderle、Otto Nowak、Julia Kvasによって執筆され、Journal of Cleaner Production(2012年)に掲載された学術論文「Potential alternative for water and energy savings in the automotive industry: case study for an Austrian automotive supplier」に基づいています。HPDC専門家のために、CASTMANの専門家が要約・分析しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 競争の激しい自動車サプライチェーンにおいて、資源効率は環境目標であるだけでなく、経済的パフォーマンスにとって重要な要素です。ダイカストや部品洗浄などの生産分野は、エネルギーと水の主要な消費者です。何十年もの間、エンジニアは個々の機械を最適化するために取り組んできましたが、熱管理と水循環を別々の問題として扱うことがよくありました。この研究は、生産システム全体を包括的に見ることによってさらなる効率化をいかにして引き出すかという、業界共通の課題に取り組んでいます。炉からの廃熱を洗浄ラインに利用したり、ある段階の水を再利用して別の段階に供給したりするなど、プロセス間の相互作用から節約効果を見出すことで、個別の改善を超えたアプローチを提示しています。 アプローチ:方法論の解明 これを調査するため、研究者たちはシステムの境界を単なる「ダイカスト」ラインから機械加工および硬化処理を含む「拡張システムダイカスト」へと広げました(論文の図1参照)。これにより、異なる生産工程間の材料、エネルギー、水の複雑な交換を分析することが可能になりました。 その方法論は、複数のステップからなるプロセスを含んでいました: ブレークスルー:主要な発見とデータ この研究は、統合されたシステムアプローチの力を示す、明確で定量化可能な結果を生み出しました。 貴社のHPDC製品への実践的示唆 論文の結果と結論に厳密に基づき、これらの発見は実際の製造環境に直接応用できます。 論文詳細 自動車産業における水とエネルギー節約のための潜在的代替案:オーストリアの自動車部品サプライヤーのケーススタディ 1. 概要: 2. 要旨: 本稿は、自動車産業における水とエネルギーの効率を向上させるための代替的な最適化策を示す。ある自動車部品サプライヤーの技術システム最適化に関するポテンシャルスタディが、プロセス水の再利用と熱回収の分野を組み合わせて実施された。高圧ダイカストと部品洗浄に焦点を当てた既存プロセスの改良に関する可能な最適化策が策定された。さらに、既存のプロセスやシステムを改良する場合の、成功的かつ広範な実施のための制限要因が評価された。 3. 緒言: 自動車産業は、現代の自動車部品の約80%を生産するサプライヤーが不可欠な役割を果たす、オーストリアで最も重要な産業部門の一つである。全体として水とエネルギーを大量に消費する産業とは特定されていないが、ダイカスト、機械加工、塗装仕上げなどの特定の生産分野では、資源効率を向上させる高いポテンシャルがある。本研究は、自動車サプライチェーン内で一般的かつ影響の大きいプロセスである高圧ダイカスト(HPDC)と部品洗浄に焦点を当てている。 4. 研究の概要: 研究トピックの背景: 本研究は、資源効率を改善するという自動車産業に対する経済的および環境的圧力が高まる状況を背景としている。複雑な軽量アルミニウム部品を生産するための主要プロセスであるHPDCと、しばしば水、化学薬品、エネルギーを大量に消費する関連の洗浄工程に焦点を当てている。 先行研究の状況: 先行研究は、エコイノベーションや車両リサイクルなどの特定の問題に焦点を当ててきた。しかし、本稿は、生産施設を独立したプロセスの集合体ではなく、相互に関連したシステムとして捉え、熱回収とプロセス水の再利用を組み合わせる、より統合的で体系的なアプローチの必要性を指摘している。 研究の目的: 本研究の目的は、自動車部品サプライヤーの生産現場で水とエネルギーの効率を向上させるための可能な最適化策を特定し、評価することであった。目標は、熱回収と水の再利用を組み合わせることで既存のシステムを改良するための実用的なコンセプトを開発し、実施における制限要因を特定することであった。 中核研究: 研究の中核は、駆動系およびシャシー制御システムを生産するオーストリアの自動車部品サプライヤーにおける詳細なシステム分析であった。分析は、ダイカストライン、機械加工ライン、硬化処理ラインを含む「拡張システムダイカスト」に焦点を当てた。研究者たちは、エネルギーと水の流れを評価し、熱回収の可能性を計算し、余剰の離型剤廃水を処理して再利用するための限外ろ過のパイロットテストを実施した。
Read More
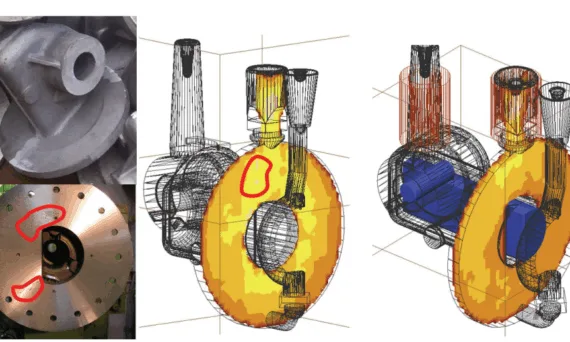
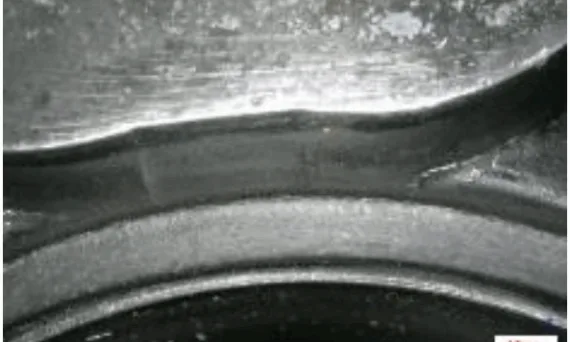
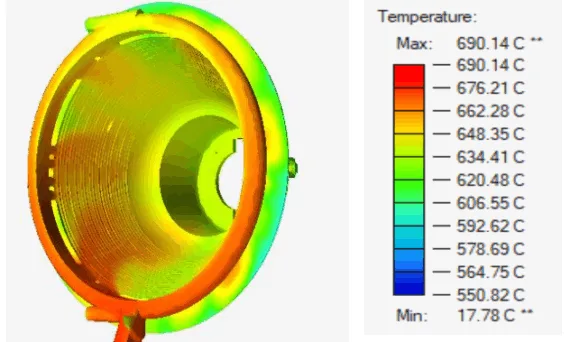
user 07/20/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Die casting , CAD , Die casting , Efficiency , High pressure die casting , Quality Control , STEP , 금형 , 알루미늄 다이캐스팅 この技術概要は、Ján Hašul氏およびJanette Brezinová氏によって執筆され、「INTERNATIONAL SCIENTIFIC JOURNAL “MACHINES. TECHNOLOGIES. MATERIALS”」(2022年)に掲載された学術論文「Possibilities of reducing the degradation of molds for high-pressure of Al alloys」に基づいています。HPDC(ハイプレッシャーダイカスト)専門家のために、CASTMANの専門家が要約・分析しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 要求の厳しいハイプレッシャーダイカスト(HPDC)の世界では、金型の運用寿命は重要な経済的要因です。金型は、高圧(最大100 MPa)、高温(約700°C)、そして急激な温度変化という過酷なサイクルにさらされます。これらの条件は、必然的に金型の寿命を制限する主要な故障メカニズム、すなわち腐食、焼付き、エロージョン摩耗、そして最も顕著な熱疲労を引き起こします。 金型表面の絶え間ない加熱と冷却から生じる熱疲労は、相互に連結した亀裂のネットワークを形成します。これらの亀裂は成長し、材料の損失、鋳造部品の寸法不正確さ、そして最終的には致命的な金型故障につながる可能性があります。これらの複雑な工具の交換や修理は生産コストの大部分を占めるため、エンジニアは何十年もの間この問題に取り組んできました。この研究は、金型を最初から保護するために設計された表面処理ソリューションを調査することで、この課題に直接取り組んでいます。 アプローチ:方法論の解明 解決策を見つけるため、研究者たちは2段階のアプローチを取りました。まず、故障の根本原因を理解するために、Uddeholm Dievar(一般的なH13タイプの熱間加工用工具鋼)で作られた摩耗した金型入れ子を分析しました。光学顕微鏡、走査型電子顕微鏡(SEM)、エネルギー分散型X線分光法(EDX)を使用して、金型の鋭い角に形成された亀裂を調査しました。 次に、予防的な解決策をテストしました。研究チームは、Uddeholm Dievarの母材に2種類の異なるデュプレックスPVD(物理蒸着)コーティングを施しました。 これらのコーティングされたサンプルは、その実用性を測定するために、密着性を評価するロックウェルC圧痕試験や、表面硬度の向上を定量化するビッカース微小硬度試験など、厳格なテストにかけられました。 ブレークスルー:主要な発見とデータ この研究は、PVDコーティングの有効性を示す明確で定量的な結果をもたらしました。 貴社のHPDC製品への実践的な示唆 論文の結果に厳密に基づくと、これらの発見は製造オペレーションに直接的かつ実践的な示唆を与えます。 論文詳細 Possibilities of reducing the degradation of molds for high-pressure of Al alloys 1. 概要: 2. 要旨: 本論文は、Alおよびその合金の高圧鋳造技術に使用される金型の劣化に焦点を当てています。アルミニウム製品の高圧鋳造法は、自動車や様々な機械部品の生産において、精密さと生産性の要求を同時に満たす広く使用されている生産方法の一つです。高圧鋳造プロセスでは、金型は様々な熱的および機械的負荷にさらされ、金型とその形状部品が劣化します。本論文は、Alおよびその合金の高圧鋳造用金型の形状部品の寿命を延ばすためのデュプレックスPVDコーティングの使用に焦点を当てた研究結果を提示します。 3. 緒言:
Read More
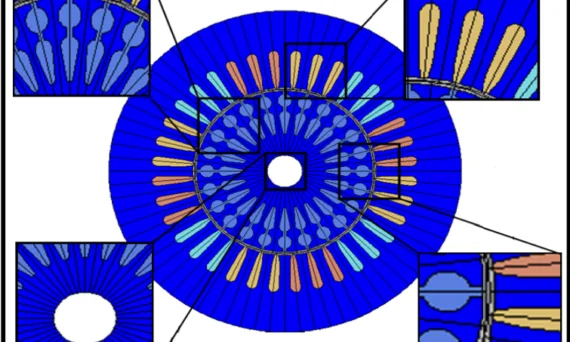
本論文概要は、[タイトル: 銅製回転子バー材を用いた損失調査のための0.5 HP回転機のモデリングとシミュレーション]と題された論文に基づき、[出版: Australian Journal of Basic and Applied Sciences]に掲載された論文を要約したものです。 1. 概要: 2. 抄録: 本論文では、0.5HP三相AC誘導電動機を調査・解析した。本プロジェクトを通じて、誘導電動機をAutoCADソフトウェアで設計し、FEMソフトウェアを用いてシミュレーションを行った。その後、従来使用されていた回転子バーと比較した。比較の最初の段階では、同じ0.5HPの固定子スロット設計と巻線構成において、アルミニウム製回転子バーと銅製回転子バーを持つ誘導電動機をモデリングし、FEMシミュレーションを行った。シミュレーション結果は、電力損失、磁束密度、磁界強度、渦電流密度、トルク対速度、トルク対スリップ、電力損失対速度、電力損失対スリップの観点から比較された。ソフトウェアシミュレーションの全体的な実験結果から、アルミニウム製と銅製の回転子バーの磁束密度(B)の解析において、電気伝導率が高いほど材料の抵抗率が低くなることが示された。これは、銅製の回転子バーがインピーダンスが低く、したがって損失が少ないことを意味する。全体の解析は、銅製材料の回転子バーの使用に対していくつかの良い利点を示している。 3. 序論: マレーシア企業の産業エネルギー使用量の分析に基づくと、電気モーターが最も多くのエネルギー(47%)を使用しており、次いでポンプ(14%)、エアコンプレッサー(9%)、空調システム(7%)、工作機械(6%)、照明(6%)、天井クレーン(3%)、換気(2%)、炉(1%)、コンベヤーシステム(1%)、ボイラー(1%)、冷凍システム(1%)、その他の機器(4%)となっていることがわかった (Saidur, R., 2009)。産業界のモーターの大部分は誘導電動機である。現場で既存の誘導電動機を試験したいという要望には、旧式または摩耗したモーターを新しいものと交換することを検討したり、巻き直し後の効率を確認したりするなど、さまざまな理由があるかもしれない。特に、モーターの出力は検出が難しい。したがって、確立された手順の1つは、損失を測定し、入力から差し引いて出力を求めることによって効率を計算することである (Chapman, S.J., 2005)。 誘導電動機は、広範な用途を持つ重要な電気機械の一種である。今日使用されている産業用モーターの85%以上が、実際には誘導電動機である。誘導電動機は、電気エネルギーを機械エネルギーに変換するために、ほとんどの産業用途で使用される複雑な電気機械装置である。三相誘導電動機は、構造が簡単で堅牢、低価格で保守が容易なため使用される。それらは、無負荷から全負荷までほぼ一定の速度で動作する (Theodore, W., 2006)。 一般に、機械の損失は計算または測定によって推定できるが、電気機械の性質上、損失を高精度で予測することはほとんど不可能である。AC誘導電動機の損失は、5つのカテゴリに分類できる。最初の5つの損失成分は、固定子銅損、回転子銅損、鉄損、漂遊負荷損、および無負荷試験と拘束回転子試験から得られる機械損である。銅損は、固定子抵抗、スリップ、および入力電力の測定に基づいて決定される。5番目の損失成分は漂遊損として知られている。実際、「漂遊損」という用語は、予測された損失と測定された損失の間の不一致のために生まれた。損失の正確な測定はそれ自体多くの困難を伴うが、測定された入力電力と出力電力の差、損失成分の分離測定、および損失の影響の測定といういくつかの方法でアプローチできる (Turner, D.R., 1991)。固定子および回転子銅損PRは、最大の割合を占める。どちらも高調波の存在によって影響を受ける。固定子巻線内で何が起こるかは直接測定可能であるが、回転子内で何が起こるかはそうではない。鉄損またはコア損は周波数に依存する。これは、無負荷運転試験中に測定されたデータから、標準試験手順(IEEE規格112 Bを参照)で決定される。これらの損失は効率に影響を与える可能性があり、高品質の材料を使用すること、および設計を最適化することによって低減できる。 本研究の目的は、銅とアルミニウムという異なる回転子バー材料を使用してAC誘導電動機の損失を調査し、両方の回転子材料における誘導電動機の効率と性能を得ることである。本研究の目的は、以下のように要約できる。 4. 研究の概要: 研究トピックの背景: 誘導電動機の効率は損失の割合に依存する。電気機械では、鉄損は全損失の20〜25%、銅損は15〜30%を占める。電気機械における損失のかなりの部分は鉄心での損失である。電気機械における鉄損の計算は、通常、機械で使用される鉄心材料の実験的特性に基づいている。誘導電動機の効率は近年非常に議論されている。世界中で異なる規格が使用されているため、実際の製造業者の数値を比較することは困難である。エネルギー効率の高い電気モーターは、世界中で費用対効果の高い電力節約のための最大の機会の1つを一般的に示している。誘導電動機の効率は、固定子銅損、回転子損、鉄損、機械損、漂遊負荷損などのモーター損失の量に依存する。これらの損失を減らすことができれば、モーターの効率を向上させ、エネルギー消費を削減できる。電気機械の効率の向上は、特に小型モーターの範囲において、誘導電動機の製造における主な問題である。 過去の研究の状況: 電気機械における鉄損の計算は、通常、機械で使用される鉄心材料の実験的特性に基づいている。世界中で異なる規格が使用されているため、製造業者の効率数値を実際に比較することは困難である。エネルギー効率の高い電気モーターは、世界中で費用対効果の高い電力節約のための最大の機会の1つを一般的に示している。 研究の目的: 本研究の目的は、銅とアルミニウムという異なる回転子バー材料を使用してAC誘導電動機の損失を調査し、両方の回転子材料における誘導電動機の効率と性能を得ることである。 主要な研究: 本研究では、AutoCADで0.5HP三相AC誘導電動機を設計し、FEMソフトウェアを用いてアルミニウム製と銅製の回転子バーの両方でその性能をシミュレーションした。シミュレーション結果は、電力損失、磁束密度、磁界強度、渦電流密度、トルク対速度、トルク対スリップ、電力損失対速度、電力損失対スリップの観点から比較された。 5. 研究方法 研究デザイン: 本研究では、シミュレーションに基づいた比較研究を採用している。0.5HP三相AC誘導電動機を設計し、FEMソフトウェアで2つの仮想モデルを作成した。これらのモデルは、回転子バーの材料(アルミニウムと銅)のみが異なる。両方のモデルに対して定常状態AC解析を実施した。 データ収集と分析方法: FEMソフトウェア(Opera 2Dバージョン12.0)を使用して、両方の回転子バー材料を持つ誘導電動機の電磁挙動をシミュレーションした。ソフトウェアは、磁気ポテンシャル線(POT)、渦電流密度(J²)、磁束密度(Bmod)、磁界強度(Hmod)、トルク、速度、スリップ、および電力損失に関するデータを計算して提供する。次に、シミュレーションデータをエクスポートして分析し、アルミニウム製と銅製の回転子バーを持つモーターの性能を比較する。 研究トピックと範囲: 本研究は、0.5 HP、415V、1.02Aの誘導電動機に焦点を当てており、力率は0.74、同期速度(n)は1500rpm、供給周波数は50Hz、極数は4である。固定子は36個のスロットを持ち、回転子は24個のスロットを持つ。本研究では、回転子バーの材料(アルミニウム対銅)が、さまざまな性能パラメータと損失に与える影響を調査する。 6.
Read More
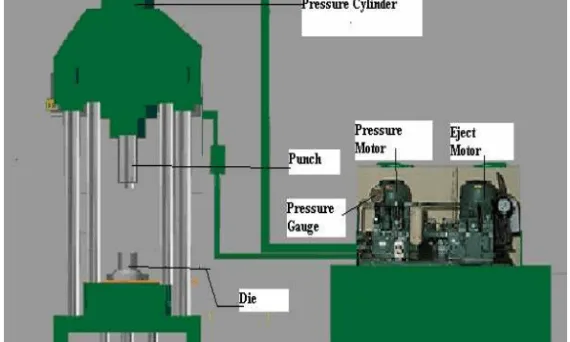
この技術概要は、Trio Yonathan Teja Kusuma、Gunawan Budi Susilo、M Zulhan Iswandaによる学術論文「Pengendalian Kualitas Produk Downlight dengan Implementasi Simulasi Die Casting」(REKAYASA, Journal of Science and Technology、2023年)に基づいています。HPDC専門家のために、CASTMANの専門家が要約・分析しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 高圧ダイカストにおいて無欠陥生産を達成することは、絶え間ない挑戦です。湯じわ、ひけ巣、ブローホール、割れといった欠陥は、重大な経済的損失につながり、製品の信頼性を損なう一般的な障害です。これらの問題は、多くの場合、不適切なプロセスパラメータや金型設計に起因します。 本研究は、ADC12アルミニウム製のダウンライト部品(モデルNN511)を生産する製造業者が直面していた、喫緊の現実的な問題に取り組んでいます。この工程は高い不良率に悩まされており、特に湯じわが全欠陥の52%を占める最大の原因でした。これは、安定したプロセスウィンドウを見つけるために、貴重な時間と材料を消費する高コストな試行錯誤アプローチであり、業界の多くの人々にとって馴染み深いシナリオです。この研究は、より科学的でコスト効率の高い前進の道筋を示しています。 アプローチ:方法論の解明 この課題に取り組むため、研究者たちはプロセスシミュレーションに注目しました。この研究は、強力なシミュレーションソフトウェアであるInspire Castを用いて、ダイカストプロセスを分析・最適化することに焦点を当てています。 その方法論は、以下の主要なステップで構成されています。 この「シミュレーション第一」のアプローチにより、研究者たちは新しいプロセスパラメータを仮想的に検証し、性能の低い元の設定と直接比較することができました。 ブレークスルー:主要な発見とデータ シミュレーション結果は、欠陥の原因と提案された解決策の有効性について、明確で実行可能な洞察を提供しました。 貴社のHPDC製品への実践的示唆 本研究の知見は、実際の製造オペレーションを強化するために直接適用できる貴重な教訓を提供します。 論文詳細 Pengendalian Kualitas Produk Downlight dengan Implementasi Simulasi Die Casting 1. 概要: 2. 抄録: ダイカストは、空圧/油圧エネルギーで駆動されるピストンを用いて溶湯を金型に射出・充填する鋳造プロセスです。構成が正しくない場合、欠陥が発生し、結果として得られる製品が望ましい設計と一致しないことがあります。ダイカストプロセスでは、湯じわ、ひけ巣、ブローホール、反り、アンダーカットなど、いくつかの欠陥が一般的に発生します。コンピュータの助けを借りて、これらの問題が軽減されることが期待されます。Inspire Castを使用して射出プロセスを可視化することで、ダイカストプロセスの分析が容易になります。このソフトウェアの助けを借りて、より良い構成を作成し、機械に実装することができます。しかし、結果は異なります。ソフトウェアでのシミュレーションでは、異なるゲートからの溶湯流が再結晶温度である665°Cを上回っているため、2つの溶湯流が合流する際により良く硬化・融合するはずであるとされています。しかし、新しい構成を機械に実装した後、プロセスの欠陥率は、既存の構成の6%と比較して、構成1で23%、構成2で13%と依然として高いままでした。しかし、このソフトウェアを導入することで、新しい材料のための新しい構成を見つけるための試行錯誤プロセスのコストを削減することができます。 3. 緒言: 本稿は、ダイカストを多様な金属製品を生産するための主要な製造プロセスとして位置づけることから始まります。業界における主要な課題は、湯じわ、ひけ巣、ブローホール、ポロシティといった欠陥が頻繁に発生することであると強調しています。これらの欠陥は、しばしば不適切な金型設計や不正確な射出プロセス構成によって引き起こされます。緒言では、高圧ダイカストの複雑な流体力学を可視化・分析するための現代的な解決策としてコンピュータシミュレーションを提示し、それによってエンジニアがこれらの一般的な問題を軽減できるようにするための研究の舞台を設定しています。 4.
Read More
user 07/16/2025 Aluminium-J , automotive-J , Technical Data-J CAD , CFD , Computational fluid dynamics (CFD) , Die casting , Die casting Design , Heat Sink , High pressure die casting , STEP , 金型 , 금형 本紹介は、『International Journal of Engineering Research & Technology (IJERT)』に掲載された論文「Optimization of Runner Design in Pressure Die Casting」を基に作成されています。 1. 概要 2. 要旨 高圧ダイカストで高品質な部品を製造するため、コンピュータ支援シミュレーションが金型設計の最適化に用いられてきました。有限差分法、有限体積法、有限要素法が充填プロセスシミュレーションで使用され、一般的な問題に対して大きな進展が見られました。しかし、特定の課題に対処するための金型設計の最適化については、さらなる研究が望まれています。ダイカストでは、金型が同一または異なる部品を製造するための複数のキャビティを持つことがよくあります。複数のキャビティには、主ランナーに接続する分岐ランナーの適用が必要です。複数のキャビティが同時に充填を開始し、同じ充填時間を確保することが設計者にとって重要であるため、ランナーシステムの設計は常にダイカストの重要課題でした。設計における重要な要素は、キャビティの体積に応じて各分岐ランナーの断面積を調整することですが、これだけではキャビティを同時に充填するには不十分な場合があります。分岐ランナーと主ランナーの間の角度が充填圧力、充填時間、残留応力に影響を与えることが観察されていますが、これらの観察は実用的な鋳造品ではなく、非常に単純な実験室レベルの金型設計に限定されていました。 3. 緒言 ダイカストは、ダイカストマシンの射出システムからの油圧エネルギーを溶湯に加えて運動エネルギーを伝え、金型キャビティを高速で充填するプロセスです。本論文は、コールドチャンバー高圧ダイカストのランナーにおける問題、特に不正確に設計された湯口システムが製品にジェットマークを引き起こす問題を取り扱います。溶湯のジェッティングはランナー壁の溶損につながり、長期間の生産稼働後には、この摩耗が局部的な窪みを形成し、さらに湯の流れ方向を変化させます。この問題には、ランナー側壁の摩耗を最小限に抑えるため、ランナー側壁でのジェッティングがほとんど、あるいはまったくない溶湯の流れを作り出すようにランナーを設計する解決策が必要です。本論文では、ダイカスト設計プロセスにおける重要なツールであるP-Q²線図を利用して、プロセスパラメータの操作ウィンドウを決定します。 4. 研究の概要 研究テーマの背景 高圧ダイカストにおける高品質な部品は、最適な金型設計に大きく依存します。複数のキャビティを持つ金型の場合、すべてのキャビティが同時に均一に充填されるように、ランナーシステムが非常に重要です。不適切に設計されたランナーは、欠陥、生産コストの増加、金型の摩耗を引き起こす可能性があります。 先行研究の状況 コンピュータ支援シミュレーションは、金型設計を最適化するために広く使用されてきました。先行研究では、分岐ランナーと主ランナーの間の角度のような要因が充填圧力と時間に影響を与えることが示されています。しかし、これらの観察は、しばしば単純な実験室レベルの設計に限定されていました。本研究は、実用的で多キャビティの工業部品に数値流体力学(CFD)法を適用することにより、既存の知識を基に構築されています。また、ゲーティングシステムに関するHermanの設計手法や、Ref.で述べられているようなプロセスパラメータ最適化のためのP-Q²線図の使用など、確立された設計手法を参照しています。 研究の目的 本研究の主な目的は、高圧ダイカスト金型のランナー設計を最適化し、ジェットマークなどの製品欠陥をなくすことでした。この研究は、ランナー側壁でのジェッティングを最小限に抑え、溶損を防ぎ、金型キャビティの完全な充填を保証し、最終的に鋳造部品の不良率を低減するランナーを設計することを目的としました。 研究の核心 研究の核心は、欠陥部品を生産していた既存のクラッチレバー用金型を分析するためにCFDシミュレーションを使用したことです。この分析により、不均一な充填が凝固欠陥やジェットマークを引き起こす充填パターンの問題が特定されました。この分析に基づき、ランナー設計はファンタイプからタンジェンシャルタイプに変更されました。その後、この新しい設計をシミュレーションおよび分析し、スムーズな充填の実現、ポロシティの低減、欠陥の除去における有効性を検証しました。 5. 研究方法 研究設計 本研究は比較分析手法に従いました。まず、4キャビティのクラッチレバー用の既存の金型設計を分析し、その欠陥を理解しました。続いて、修正されたランナー設計が開発され、シミュレーションが行われました。そして、修正された設計の性能を、主要な鋳造パラメータを評価することによって元々の設計と比較し、改善点を検証しました。 データ収集・分析方法 本研究では、主に数値流体力学(CFD)シミュレーションを用いて鋳造プロセスを分析しました。充填時間、凝固、インゲート速度、金型溶損、エア巻き込み、コールドシャットなどのパラメータが考慮されました。分析では、ファンタイプやタンジェンシャルタイプを含むさまざまなランナーの繰り返し計算結果を解析ソフトウェアを使用して比較し、最も適した設計を決定しました。 研究の対象と範囲 本研究は、クラッチレバーを生産する4キャビティの高圧ダイカスト(HPDC)金型のランナーシステムの最適化に焦点を当てています。研究範囲には、キャビティのスムーズな充填を実現し、製品欠陥を減らし、全体的な鋳造品質を向上させるためのランナーの軌道と方向変化の分析が含まれます。 6. 主な結果 主な結果 CFD解析により、ランナーをファンタイプからタンジェンシャルタイプに変更することで、溶湯の流れが金型と製品に与える悪影響をうまく低減できることが実証されました。この変更により、鋳造品のジェットマークが大幅に減少しました。その結果、溶湯が早期に凝固することなく金型を完全に充填するため、不良率が低下しました。また、解析により、新しい設計では前の繰り返し計算と比較してポロシティが減少したことも確認されました。ジェットマークがなくなったため、研磨などの後処理作業の必要性もなくなりました。 図のリスト 7. 結論 CFD解析により、ランナーをファンランナーからタンジェンシャルランナーに変更することで、金型と製品への流れの影響が低減されることがわかりました。金型と製品にジェットマークが発生する可能性が低くなりました。溶湯が金型を完全に充填するようになり、不良率が減少しました。また、最初の繰り返し計算と比較してポロシティも減少しました。ジェットマークが減少したため、研磨のような製品の後処理は不要となりました。 8. 参考文献 9. 著作権 論文要約 研究に関する主な質疑応答
Read More
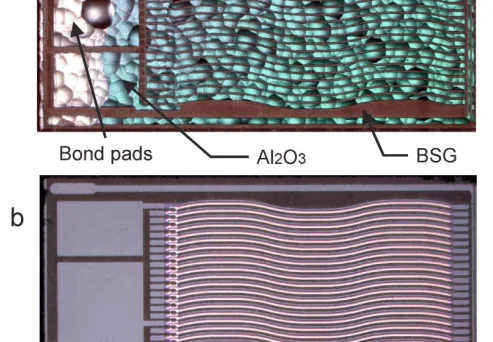
user 07/15/2025 Aluminium-J , automotive-J , Semiconductor-J , Technical Data-J aluminum alloy , Aluminum Casting , Applications , CAD , CFD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Quality Control , Review , STEP , 금형 鋳造プロセス中に半導体デバイスを直接統合する技術:歩留まり28%を達成した画期的なアプローチ この技術概要は、A. Ibragimov氏らによって執筆され、「1st Joint International Symposium on System-Integrated Intelligence 2012: New Challenges for Product and Production Engineering」で発表された学術論文「Micromachined Thermogenerator Directly Integrated into Metal Parts: Technological Aspects of the Embedding Process」(2012年)に基づいています。ハイプレッシャーダイカスト(HPDC)の専門家のために、CASTMANの専門家が要約・分析したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか 金属部品にセンサーや電子部品などの機能要素を直接統合することは、製品のインテリジェント化や高機能化に向けた重要な技術です。これにより、センサーは測定対象と直接接触して感度が向上し、電子部品は堅牢な金属ケーシングによって外部環境から保護されます。しかし、特にアルミニウムのような高融点金属の鋳造プロセスは700°C以上にも達するため、繊細な半導体デバイスをその過酷な環境下で生き残らせることは極めて困難な課題でした。 これまでの試みとして、厚い保護層で覆ったRFIDチップの埋め込み(Ref. [1-2])や、鋼製基板上に形成した薄膜ひずみセンサー(Ref. [3-4])などがありましたが、前者はセンサーとしての感度が低く、後者は一般的な半導体技術との互換性がないという制約がありました。本研究は、これらのギャップを埋め、一般的な半導体デバイスを溶融金属から成形される部品に直接埋め込む可能性を実証することを目的としています。 アプローチ:研究方法の解明 この課題を克服するため、研究者らはSeebeck効果を利用した熱電発電機(TG)を実証デバイスとして選択しました(Figure 1)。このTGは、主にホウケイ酸ガラス(BSG)の基板とその表面に形成されたSi-金属熱電対で構成されています。BSG基板の非晶質構造と熱電対の波状形状が、鋳造プロセスに伴う熱機械的ストレスを緩和する役割を果たします。 研究は段階的に進められました。 ブレークスルー:主要な発見とデータ この綿密なアプローチにより、研究者らはいくつかの重要な発見をしました。 HPDCオペレーションへの実践的な示唆 この研究成果は、実際の製造現場における「スマート鋳造」の実現に向けた貴重な知見を提供します。 論文詳細 Micromachined Thermogenerator Directly Integrated into Metal Parts: Technological Aspects of
Read More
user 07/15/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Computer simulation , Die casting , Heat Sink , Sand casting , 금형 , 히트 싱크 この紹介記事は、「[学会誌/学会名]」によって発行された論文「[Examples of Practical Solutions for Aluminium Castings using Quiescent Running Systems and Computer Modelling]」に基づいています。 1. 概要: 2. 要旨: 英国、バーミンガム大学の鋳造センターは、過去5年間にわたり、実践的な規則とコンピュータシミュレーションを組み合わせて、産業界に湯口システムソリューションを提供してきました。この実践的な規則は、John Campbell教授が指揮する鋳造研究グループが、実際の充填システムを観察するためにリアルタイムX線技術を用いて行った研究の成果を蒸留したものです。コンピュータシミュレーションは、選ばれた市販のソフトウェアパッケージを使用し、砂型、金型(永久鋳型)、および低圧ダイカストについて実施されました。採用されたアプローチの有効性を実証するために、自動車および非自動車の両方の用途をカバーするいくつかの例が示されます。 3. 序論: 溶融金属が鋳型キャビティに供給され、分配される方法は、おそらく鋳物の品質と特性に影響を与える最も重要な単一の要因です。したがって、鋳造業界とその顧客の多くが、これを鋳物および関連する製造プロセスの設計において最後に考慮すべきことだと考えているのは驚くべきことです。バーミンガム大学の鋳造研究グループおよび鋳造センターが産業界と協力して行った研究は、流体力学の細部に注意を払うことで、鋳物品質にかなりの改善がもたらされることを示しています。鋳物の充填が正しく対処されれば、多くの言葉が書かれ、すべての鋳造技術者が意見を持つ鋳物の供給(フィーディング)は二次的な問題となります。本稿では、理論的な規則、シミュレーション、そしてその両方の実践的な応用を用いて、商業的に実行可能な解決策を生み出す3つのケーススタディを紹介します。 4. 研究の概要: 研究テーマの背景: 本研究は、高品質な金属鋳物を生産するという産業上の課題を背景としています。鋳造部品の品質は、溶融金属がどのように鋳型に導入されるかと根本的に関連しています。乱流充填プロセスは、スクラップや信頼性の低い最終製品につながる欠陥の主な原因です。 先行研究の状況: この研究の基盤は、バーミンガム大学の鋳造研究グループがJohn Campbell教授の指導のもとで行った研究にあります。このグループは、鋳造プロセスのリアルタイムX線撮像による観察に基づき、充填システム設計のための一連の実践的な規則を開発しました。本論文は、これらの規則を市販のコンピュータシミュレーションソフトウェアと統合することにより、これをさらに発展させています。 研究の目的: 本研究の目的は、実践的な設計規則とコンピュータシミュレーションを組み合わせたアプローチが、産業鋳造オペレーションのためのソリューションを設計する上で有効であることを実証することです。この方法論が、自動車および非自動車部品の複雑な充填および凝固問題をどのように解決できるかを示します。 研究の核心: 研究の核心は、3つの詳細な産業ケーススタディから構成されています。 5. 研究方法論 研究設計: 研究方法論は、理論的原則と計算解析を組み合わせています。鋳造研究グループ(CRG)によって開発された設計ルールを使用して、初期の充填システムを作成します。この設計は、コンピュータシミュレーションを用いて実装・テストされ、鋳型の充填および凝固プロセスを予測・可視化することで、生産前の反復的な改良を可能にします。 データ収集・分析方法: 本研究では、市販のシミュレーションソフトウェアパッケージを利用して、流体の流れと凝固をモデル化します。金属速度、温度分布(Figure 17参照)、ポロシティ予測(Figure 9およびFigure 12参照)などのシミュレーション結果の分析が、潜在的な欠陥を特定するための主要な方法です。これらの予測は、Figure 2で示されるように、実際の鋳造試験の結果と比較することによって検証されます。 研究テーマと範囲: 本研究は、金型鋳造(永久鋳型)、砂型鋳造、低圧ダイカストなど、一般的な鋳造プロセスの範囲をカバーしています。応用分野は、非自動車(ATM筐体)から自動車(ヒートシンク、ホイール)部品にまで及び、この手法の広範な適用可能性を示しています。 6. 主な結果: 主な結果: 本稿では、静穏湯流システムとコンピュータモデリングの成功した適用を示す3つのケーススタディを提示しています。 図の名称リスト: 7. 結論: 本稿の結論として、設計規則は乱流のない充填システムを設計するための重要な出発点を提供するものの、あらゆる鋳造シナリオに対する決定的な「ルールブック」ではないと述べています。高度な鋳造シミュレーションツールの使用は非常に価値があり、高価な物理的な金型で鋳造現場で行う代わりに、コンピュータ上で試行錯誤を行うことを可能にします。このアプローチは、湯口システムを改良するのに役立つだけでなく、許容可能な品質を確保するために、正しく最も実行可能な製造ルートを決定する上で不可欠であることが証明されています。ケーススタディは、適切で静穏な充填設計によって乱流関連の欠陥が排除されれば、それらは凝固中に再発せず、最終製品において検出不可能な「癌」となるのを防ぐことを示しています。 8.
Read More
user 07/11/2025 Aluminium-J , automotive-J , Technical Data-J Applications , CAD , CFD , Computational fluid dynamics (CFD) , conformal cooling , cooling solutions , Efficiency , Quality Control , Review , STEP , 금형 射出成形のサイクルタイムを最大70%削減!アディティブマニュファクチャリングが拓くコンフォーマル冷却の最前線 この技術概要は、Soroush Masoudi氏らによる学術論文「Recent Advancement in Conformal cooling channels: A review on Design, simulation, and future trends」に基づいています。射出成形および金型設計に携わるプロフェッショナルの皆様のために、STI C&Dのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究が射出成形のプロフェッショナルにとって重要なのか 射出成形プロセスにおいて、冷却工程は製品の品質と生産性を決定づける最も重要な段階です。しかし、ドリル加工による直線的な冷却チャネルに依存する従来のアプローチには、長年にわたり根本的な課題が存在しました。 製品の形状が複雑になるほど、直線的なチャネルでは金型キャビティ表面から冷却チャネルまでの距離が不均一になります(Figure 3 (a))。この距離のばらつきは、製品内に温度勾配を生み出し、不均一な冷却を引き起こします。その結果、反り(Warpage)やヒケ(Sink Mark)といった寸法不良や外観不良が発生しやすくなります(Figure 4)。 さらに、この非効率な冷却プロセスは、射出成形全体のサイクルタイムの大部分(50~80%)を占める主要因となっており[12]、生産性の向上を阻む大きなボトルネックでした。これらの課題を克服し、高品質な製品をより短時間で生産するためには、冷却技術そのものの革新が求められていました。 アプローチ:研究方法の解明 本論文は、この課題に対する解決策として注目されるコンフォーマル冷却チャネル(CCC)に関する最新の研究動向を、網羅的にレビューしたものです。SCOPUSデータベースを用いた調査では、CCCに関する研究論文が過去10年間で急増していることが示されており(Figure 5)、本技術への関心の高さがうかがえます。 研究のアプローチとして、以下の点が体系的に整理・分析されています。 この包括的なアプローチにより、研究者や技術者はCCCに関する最新の知見を体系的に理解し、自身の課題解決に応用するための指針を得ることができます。 ブレークスルー:主要な研究成果とデータ 本レビュー論文で明らかにされた主要な研究成果は、コンフォーマル冷却が射出成形にもたらす劇的な効果です。 実務への応用のヒント 本研究の成果は、射出成形の現場に多くの実践的な示唆を与えます。 論文詳細 Recent Advancement in Conformal cooling channels: A review on Design, simulation, and future trends 1. 概要: 2. 要旨:
Read More
user 07/07/2025 Aluminium-J , automotive-J , Technical Data-J Aluminum Casting , Applications , CAD , CFD , Quality Control , Review , Sand casting , STEP , 금형 , 제품 개발 数週間から数日へ:シミュレーション、RP、Web連携による鋳造開発の革新的アプローチ この技術概要は、B. Ravi氏、Dinesh Kumar Pal氏、Nagahanumaiah氏によって執筆され、Rapid Manufacturing Seminar, TEAMTECH 2006で発表された学術論文「Rapid Casting Development」に基づいています。鋳造・ダイカストの専門家のために、株式会社STI C&Dのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究が鋳造・ダイカスト専門家にとって重要なのか 近年の製品開発サイクルは急速に短縮しており、自動車のような製品では12〜15ヶ月で新型が開発されます。これに伴い、鋳造部品の開発リードタイムも従来の8〜12週間から数日レベルへと大幅な短縮が求められています。しかし、リードタイム短縮の要求は、品質保証やコスト削減といった相反する要求と同時に満たさなければなりません。 従来の開発プロセスでは、工具(金型や木型)の製作と、実際の鋳造トライアルに全体の70%以上の時間が費やされていました(Ref. [1])。現場でのトライ&エラーに依存する方法では、これらの厳しい要求を同時に達成することは不可能です。この研究は、CAD、シミュレーション、ラピッドプロトタイピング(RP)といった新しい技術と、DFM(製造性を考慮した設計)やコラボレーティブエンジニアリングといった新しい方法論を導入することで、この根本的な課題をいかに解決できるかを示しています。 アプローチ:研究方法の解明 本研究では、鋳造開発のボトルネックを解消し、リードタイムを短縮するために、以下の3つの主要分野における技術開発と応用を統合的に進めました。 これらの技術を統合することで、Figure 1に示すようなコンピュータ支援による迅速な鋳造開発ワークフローを構築し、その有効性を実証しました。 ブレークスルー:主要な研究結果とデータ 本研究は、3つの技術を統合することで、鋳造開発プロセスを大幅に改善できることを実証しました。 実務への応用:あなたの鋳造・ダイカスト業務への示唆 本研究の成果は、机上の空論ではなく、現場のプロセスに直接的な利益をもたらす可能性を秘めています。 論文詳細 Rapid Casting Development 1. 概要: 2. 概要(Abstract): 今日の急速な製品革新サイクルは、新しい鋳造品を数ヶ月ではなく数日で開発することを要求しています。これは新しい技術と方法論を採用することによってのみ可能です。本稿では、鋳造開発の迅速化に貢献する我々の研究の3つの分野、すなわちプロセスシミュレーション、ラピッドツーリング、コラボレーティブエンジニアリングについて述べます。鋳造プロセスシミュレーションは、現場での試行錯誤なしに方案とプロセスパラメータを最適化することを可能にします。鋳造パターン製作用には、現在いくつかのラピッドプロトタイピングベースのルートが利用可能であり、最も広く使用されているルートについて、製作時間、開発コスト、寸法精度、表面品質への影響がベンチマークされています。製品、工具、鋳造の各技術者間で鋳造プロジェクト情報を交換するためのWebベースのフレームワークは、潜在的な問題の早期特定と、より適合性の高い製品・プロセス設計による問題の防止を可能にします。これら3つの技術すべての使用は、鋳造品開発のリードタイムを大幅に短縮します。このアプローチ全体を工業用鋳造品の例を通して示し、より予測可能で一貫した品質の鋳造品を達成する上でも従来のアプローチより優れていることを示します。 3. はじめに(Introduction): 古代では、インベストメント鋳造法で青銅像を製作するのに3〜4ヶ月かかりました。しかし、大量生産が行われた前世紀においても、典型的な鋳造品の開発リードタイムは約8〜12週間と大差ありませんでした。これは主に、工具開発と生産トライアルに数週間(全リードタイムの70%以上)を要したためです。現代の急速に短縮される製品開発期間(例えば新型自動車で12〜15ヶ月)において、このようなリードタイムはもはや受け入れられません。OEMは今や、新しい鋳造品が数週間や数ヶ月ではなく、数日で開発されることを期待しています。しかし、リードタイム短縮の要求は品質保証とコスト削減の必要性も伴うため、これは言うは易く行うは難しです。CADやシミュレーションのような新しい技術と、DFM(製造性を考慮した設計)やコラボレーティブエンジニアリングのような方法論を採用しない限り、これらすべてを同時に達成することはできません。 4. 研究の要約: 研究トピックの背景: 新しい鋳造品の開発は、一般に製品設計、工具開発、鋳造生産の3つの段階からなります。これらの段階間のフィードバックは、製造性を考慮した製品・工具設計を改善するために不可欠です。例えば、アンダーカット形状をなくせば追加のコアが不要になり、薄肉部を厚くすれば湯回り不良や引け巣欠陥を防げます。このフィードバックプロセスを効率化し、開発リードタイムを短縮することが本研究の背景にあります。 従来の研究の状況: 従来、鋳造開発は各部門(OEM、工具メーカー、鋳造工場)が独立して作業を進め、問題が発生するたびに手戻りが発生していました。鋳造シミュレーションソフトは存在するものの、高価で専門知識が必要なため、中小の鋳造工場ではほとんど使用されていませんでした。また、ラピッドプロトタイピング技術は存在していましたが、鋳造用途での各手法の技術的・経済的な比較検討は十分ではありませんでした。 研究の目的: 本研究の目的は、(1) 中小企業でも利用しやすい半自動の鋳造方案設計・シミュレーションソフトウェアを開発すること、(2) 鋳造用パターン製作における主要なラピッドプロトタイピング手法をベンチマーク評価すること、(3) 開発関係者間のコラボレーションを促進するWebベースのフレームワークを構築すること、の3点です。これらを統合することで、鋳造開発のリードタイムを大幅に短縮し、品質とコストを改善することを目指します。 研究の中核: 研究の中核は、プロセスシミュレーション、ラピッドツーリング、コラボレーティブエンジニアリングという3つの技術を統合したアプローチです。 5. 研究方法 研究デザイン: 本研究は、3つの柱からなる統合的なアプローチを採用しています。まず、鋳造シミュレーションソフトウェア「AutoCAST」を開発し、その有効性を工業用鋳造品の事例研究で検証しました。次に、単一のインペラ形状を対象に、複数のRP技術を用いてパターンを製作し、時間、コスト、品質の観点から比較分析を行いました。最後に、鋳造プロジェクトの情報を体系的に管理・共有するためのWebベースのコラボレーションシステムを設計・開発しました。
Read More
本紹介論文は、「[International Journal of Engineering Research & Technology (IJERT)]」により発行された論文[Optimisation of Casting parameters of Squeeze cast LM-24 Al-Si Alloy]に基づいています。 1. 概要: 2. 抄録: 従来のダイカスト法では、高いゲート速度での溶湯流動が非層流を引き起こし、鋳造品の品質に影響を与えます。従来のダイカスト部品に一般的に見られる潜在的な欠陥は、凝固収縮およびガス巻き込みに起因する気孔です。スクイズ鋳造や半凝固鋳造(チクソキャスティングやレオキャスティング[1]など)のような高健全性ダイカストプロセスが開発されてきました。しかし、スクイズ鋳造は半凝固プロセスよりも単純で経済的です。スクイズ鋳造プロセスは、比較的遅い溶湯の金型への供給速度と凝固中の高圧印加を利用します。調査によると、遅い射出速度は乱流を低減し、空気の巻き込みを少なくし、凝固中に印加される圧力は収縮孔やガス気孔を除去し、熱抵抗を減少させ、凝固を促進し、鋳造材料の微細構造と機械的特性の改善に効果があります。このプロセスの軽量非鉄金属合金への適合性は、自動車および航空宇宙産業向けのこの新興プロセスに対する需要を増大させています。本研究では、9%のSiを含むアルミニウム-シリコン合金LM-24について、直接スクイズ鋳造プロセスの研究が行われました。LM-24は、薄肉鋳造に適した優れた鋳造特性を持つ、広く使用されている圧力ダイカスト用アルミニウム合金です。実験計画とパラメータは、圧力、湯流れ温度、金型温度の変動を伴って編成されました。結果は、スクイズ鋳造材料の密度の増加が、気孔のほぼ完全な除去、表面仕上げの改善、微細構造の改善、硬度および引張強度の増加を示しています。乱流を避けるために、供給速度はより低い値に制御されます。LM-24アルミニウム合金の場合、700°Cの湯流れ温度、200°Cの金型温度、および100 MPaの圧力が、より良い機械的特性を得るための最適な組み合わせであることがわかりました。 3. 緒言: 鋳造による金属成形技術は紀元前4000年まで遡ります。圧力ダイカストは、鋳造品の大量生産の需要拡大に応えて1820年代初頭に登場しました。金属ダイへの圧力下での金属射出は、最初は手動クランクを使用した純粋に機械的なものでした。その後、用途の拡大に伴い、空気圧および油圧システムが使用されるようになりました。しかし、進歩は1920年代のコールドチャンバープロセスの開発まで限定的でした。スクイズ鋳造のアイデアは、凝固中の溶融金属に蒸気圧をかけるというもので、早くも1878年にChernovによって考案されました。最初の科学的なスクイズ鋳造実験は、1931年にドイツでG. WelterによってAl-Si合金に対して行われ、1937年にはV. M. Plyatskiiが加わりました。西洋での研究の大部分は、アルミニウム合金、銅合金、マグネシウム合金に焦点が当てられてきました。 スクイズ鋳造プロセスは、比較的遅い溶湯の金型への供給速度と凝固中の高圧印加を利用します。主なバリエーションは次のとおりです。 4. 研究の要約: 研究トピックの背景: 高いゲート速度と非層流を特徴とする従来のダイカストプロセスは、しばしば凝固収縮やガス巻き込みによる気孔などの欠陥を引き起こします。これらの限界を克服するために、スクイズ鋳造や半凝固鋳造(例:チクソキャスティング、レオキャスティング [1])のような高健全性ダイカストプロセスが開発されました。スクイズ鋳造は、特に自動車および航空宇宙産業向けの高品質な軽量非鉄合金部品を製造するための、よりシンプルで経済的な代替手段として提示されています。 従来研究の状況: スクイズ鋳造の概念は1878年から知られており、1930年代から体系的な科学的調査が開始されました。これまでの研究は、主にアルミニウム、銅、マグネシウム合金に集中しています。溶湯の低速供給と凝固中の高圧印加を含むこのプロセスは、乱流、空気の巻き込み、気孔を低減し、それによって鋳造部品の微細構造と機械的特性を向上させることが確立されています。 研究目的: 本研究の主な目的は、アルミニウム-シリコン合金LM-24(9% Si含有)の直接スクイズ鋳造プロセスのパラメータを調査し、最適化することでした。この研究は、鋳造されたLM-24合金の機械的特性を向上させるための、印加圧力、湯流れ温度、および金型温度の最適な組み合わせを決定することを目的としました。 核心的研究: 研究の核心は、LM-24アルミニウム合金の直接スクイズ鋳造に関する実験的調査でした。実験計画は、主要なプロセスパラメータである印加圧力(0、40、60、80、100 MPa)、湯流れ温度(660°C、700°C、750°C)、および金型温度(200°C、250°C)を体系的に変化させることに焦点を当てました。これらの変動が、鋳造合金の得られた表面仕上げ、機械的特性(極限引張強さ、耐力、伸び、硬度を含む)、および微細構造に及ぼす影響を徹底的に評価し、最適な処理条件を特定しました。 5. 研究方法論 研究デザイン: 本研究では直接スクイズ鋳造プロセスを用いました。調査材料は、9%のSiを含むアルミニウム-シリコン合金LM-24(BS1490:1988)であり、その詳細な組成はTable-1に示されています。合金の溶解は、電気抵抗加熱式のるつぼ炉(最高温度1200℃)で行われ、酸化を防ぐために工業用アルゴンガスを注入して不活性雰囲気としました。Figure-2に概略図が示されている、金型加熱、凝固中の加圧、鋳造品突き出しの関連設備を備えた総合的な直接スクイズ鋳造機(容量50T、突き出しシリンダー容量25T)が使用されました。Figure-3に示すダイとパンチは、硬化鋼EN24から製造され、二硫化モリブデン(MoS2)でコーティングされました。200℃または250℃への金型予熱は、デジタル温度コントローラーを備えた携帯型電気ヒーターを使用して行われました。 データ収集・分析方法: あらかじめ計量された量の溶融LM-24合金を下型キャビティに注入しました。注入前に、溶湯表面の自然酸化を防ぐためにホウ酸と硫黄の混合物を溶湯表面に散布し、酸化物や不純物を除去するために溶湯をスキミングしました。 研究トピックと範囲: 本研究は、LM-24 Al-Si合金の直接スクイズ鋳造における鋳造パラメータの最適化に焦点を当てました。研究の範囲は以下の通りです。 6. 主要な結果: 主要な結果:
Read More

![Fig. 1 (a) Injection moulding process and machine, (b), a complex mould structure, (c), some main parts of automobile fabricated by injection moulding process [9].](https://castman.co.kr/wp-content/uploads/image-2601-570x342.webp)