user 02/10/2025 Aluminium-J , automotive-J , Technical Data-J Applications , AUTOMOTIVE Parts , CAD , Die casting , Efficiency , Quality Control , Review , STEP , 金型 , 금형 , 해석 この文書は、研究論文「Defect reduction using Lean Six Sigma and DMAIC」を要約したもので、その方法論、調査結果、およびダイカスト業界への影響に関する詳細な概要を提供します。 1. 概要:概要 2. 研究背景:研究背景 3. 研究目的と研究課題:研究目的と研究課題 4. 研究方法論:研究方法論 5. 主要な研究結果:主要な研究結果 6. 結論と考察:結論と考察 7. 今後の研究:今後の研究 8. 参考文献:参考文献 9. 著作権:著作権 本資料は上記の論文に基づいて要約作成されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
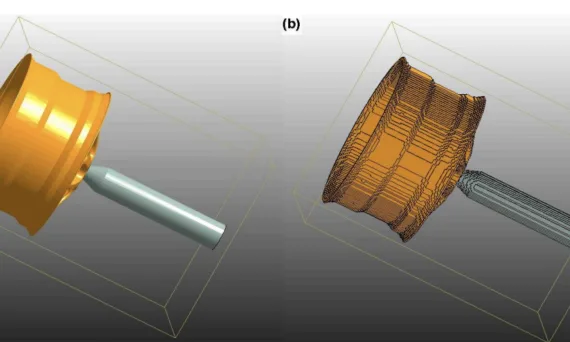
user 02/10/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Die casting , temperature field , 金型 , 금형 , 알루미늄 다이캐스팅 , 자동차 , 자동차 산업 , 해석 本ドキュメントは、研究論文「Compute-Aided Design of Low Pressure Die-Casting Process of A356 Aluminum Wheels」を、要約したものです。 1. 概要: 2. 研究背景: 3. 研究目的および研究質問: 4. 研究方法論: 5. 主要な研究結果: 6. 結論および考察: 7. 今後のフォローアップ研究: 8. 参考文献: [1] P. H. Huang, S. C. Hung, C. J. Lin, Optimal pouring system design for investment casting of cladding thin-plate heater using metallic mold flow analyses, Appl. Mech.
Read More
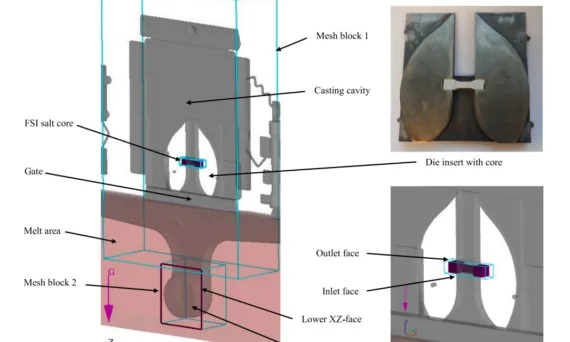
user 02/07/2025 Aluminium-J , Salt Core-J , Technical Data-J Aluminum Casting , CAD , Casting Technique , CFD , Die casting , FLOW-3D , High pressure die casting , High pressure die casting (HPDC) , Microstructure , Salt Core , 금형 1. 概要: 2. 研究背景: 3. 研究目的および研究質問: 4. 研究方法論 5. 主要研究結果: 6. 結論および考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: 本資料は上記の論文に基づいて要約作成されており、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
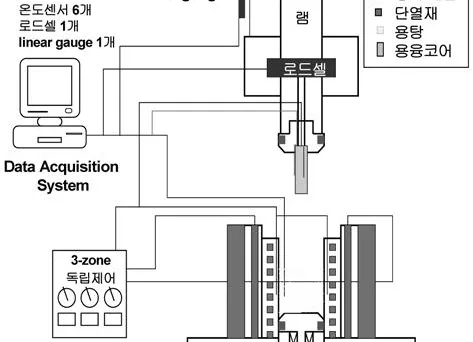
user 02/07/2025 Aluminium-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , Die casting , High pressure die casting , Microstructure , Salt Core , 金型 , 금형 , 해석 1. 概要: 2. 研究背景: 3. 研究目的および研究質問: 4. 研究方法論: 5. 主要研究結果: 6. 結論および考察: 7. 今後の後続研究: 8. 参考文献: 9. 著作権: *本資料は、[イ・ジュノ、ムン・ジュンファ、イ・ドクヨン]の論文:[溶湯鍛造時における低温塩コア適用時の加圧力の影響]に基づいて作成されました。*論文出典: 本資料は上記論文に基づいて要約作成されており、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
user 02/06/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , AZ91D , CAD , Die casting , High pressure die casting , Mechanical Property , Microstructure , Review , 금형 , 자동차 , 해석 1. 概要: 2. 研究背景: 3. 研究目的および研究課題: 4. 研究方法論 5. 主な研究成果: 6. 結論および考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権表示: 本資料は、Feng Qiuの論文「Thin-walled and large-sized magnesium alloy die castings for passenger car cockpit: Application, materials, and manufacture」に基づいて作成されました。論文出典: https://doi.org/10.1007/s41230-024-4100-z本資料は上記の論文に基づいて要約作成されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
user 02/03/2025 Aluminium-J , heat sink-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , Die casting , Die Casting Congress , Fillet , Heat Sink , High pressure die casting , High pressure die casting (HPDC) , 금형 , 자동차 1. 概要 2. 研究背景 電気自動車、通信、電子機器など様々な産業において、ヒートシンクの需要と性能要求が大幅に増加している。ヒートシンクの主要な要求事項は熱伝導率であるが、純アルミニウムは熱伝導率が高いものの、鋳造が難しく強度が低いという限界がある。一般的なダイカスト合金は100~130 W/mKの熱伝導率しか示さず、永久鋳型(PM)合金A356-T6は約150 W/mK、6000シリーズ押出材は160~200 W/mKである。シリコン含有量を低減すると熱伝導率は向上するが、高圧ダイカスト(HPDC)による薄肉で複雑な形状(冷却フィンなど)の鋳造能力が低下する。熱伝導率に加え、熱放散を最大化するには、冷却媒体への熱伝達のための最大限の表面積が必要である。そのため、設計者は、冷却媒体内の乱流を最大化し、ヒートシンク表面からの熱排出を促進するために、可能な限り長く薄いフィンを最大限に配置した構成を望んでいる。ダイカストは、単一の鋳造部品として薄肉で複雑な形状を経済的に製造できるため、このようなヒートシンク設計において、PM鋳造や押出よりも重要な利点をもたらす。 3. 研究目的と研究課題 4. 研究方法 5. 主要な研究結果 6. 結論と考察 本研究は、高真空レオキャスティング(Comptechプロセス)を用いて、熱伝導率と機械的特性が優れたヒートシンクを製造する方法を示した。最適化された合金組成(低Si、適切なMg含有量)と熱処理により、100℃で180 W/mKを超える熱伝導率と80 MPaを超える降伏強度を達成できることを確認した。これらのヒートシンクは、複雑な形状と薄いフィンを含めることができ、100%リサイクルアルミニウムで製造可能である。本研究は、ヒートシンクの設計と製造に関する重要な示唆を与え、特に高性能ヒートシンクが必要な様々な産業分野に適用できる。しかし、ゲートの位置などの鋳造プロセス変数と熱処理条件が熱伝導率と機械的特性に影響を与えるため、最適化された設計と製造プロセスを実現するには、設計者と鋳造専門家間の緊密な協力が必要である。 7. 今後の研究提案 本研究は特定の合金組成と製造プロセスに焦点を当てているため、様々な合金組成と製造プロセス変数に関する追加研究が必要である。また、長期使用環境におけるヒートシンクの耐久性と信頼性に関する研究が必要である。様々な冷却媒体(空気、液体)に対するヒートシンクの性能評価も今後の研究課題である。最後に、様々な用途に最適化されたヒートシンクの設計と製造プロセスに関する追加研究が必要である。 References: 著作権と参考文献 本要約は、M. Hartliebらの論文「真空レオキャスティングによる大幅に性能が向上したヒートシンク」に基づいて作成されました。本要約は上記論文に基づいて要約されており、著者の許可なく商業目的で使用することは禁じられています。Copyright © 2025 CASTMAN. All rights reserved. (DOIは元の文書に記載されていなかったため、記載していません。)
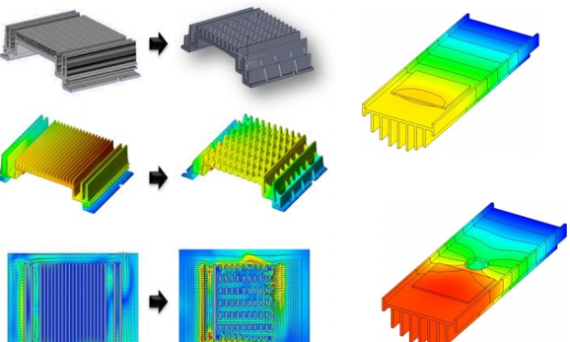
user 01/23/2025 Aluminium-J , Technical Data-J Aluminium die coating , aluminum alloy , Aluminum Die casting , Casting Technique , Die casting , Draft , Efficiency , High pressure die casting , High pressure die casting (HPDC) , Mechanical Property , Microstructure , 금형 , 자동차 산업 研究の核心目的 ギガキャスティング技術の開発プロセスと現在の研究動向を包括的に分析し、自動車軽量化に向けた応用と今後の課題を示すこと。特に、超大型鋳造部品の開発のための包括的な技術ロードマップを提供すること。 **- 主要な方法論:**既存の研究文献の分析、実際の生産事例研究、ギガキャスティング技術に関する様々な要素(非熱処理アルミニウム合金材料、ダイカストマシンと金型、プロセス最適化、構造最適化、特性分析、自動車への応用事例など)についての包括的なレビュー。 **- 核心的な結果:**非熱処理アルミニウム合金材料、大型ダイカストマシンと金型の開発状況、ギガキャスティングプロセスの最適化と構造最適化技術、ギガキャスティング部品の特性分析結果、そして自動車産業への応用事例と今後の課題の提示。実際のOEM事例を通して、超大型鋳造部品開発のための包括的なロードマップを示す。 研究者情報 研究背景と目的 論文の主要な目標と研究内容 結果 著作権と参考文献 この資料は、Dongwei Shu, Bo Liu, Jian Yang, Tiegang Hu, Qin Yang著の論文「ギガキャスティング技術の進歩と自動車産業への応用に関する包括的な考察」 Vehicle giga-casting Al alloys technologies, applications, and beyond Author links open overlay panelJian Yang abc, Bo Liu ac, Dongwei Shu b, Qin Yang d, Tiegang Hu d https://doi.org/10.1016/j.jallcom.2025.178552Get rights and content Abstract The Giga-casting process, proposed by Tesla, has become a transformative technology with great potential for improving
Read More
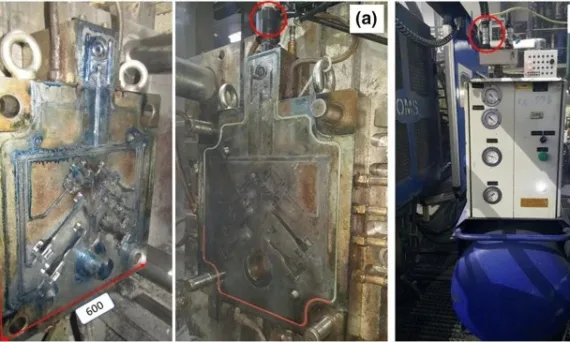
user 01/23/2025 Aluminium-J ADC12 , aluminum alloy , aluminum alloys , Aluminum Casting , AZ91D , Die casting , High pressure die casting , Microstructure , Review , 금형 , 알루미늄 다이캐스팅 , 자동차 산업 – 研究の核心目的: 高圧ダイカスト(HPDC)と真空補助ダイカスト(VPDC)プロセスで製造されたAlSi9Cu3(Fe)アルミニウム合金ダイカストの高サイクル疲労挙動を比較し、鋳造欠陥が疲労破壊に及ぼす影響を明らかにすること。 – 主要な方法論: 非破壊検査(NDT)法(静水圧秤量法、X線検査、コンピュータ断層撮影(CT))を用いて材料の気孔と収縮空隙の分布を特性評価。一定振幅の単軸疲労試験(応力非対称比R = -1およびR = 0.1)を実施して疲労寿命を評価。光学顕微鏡(LOM)と走査型電子顕微鏡(SEM)を用いて破壊面の分析を行う。 – 核心的な結果: VPDCプロセスは、HPDCに比べて気孔サイズと体積を低減し、酸化物フレークの発生を抑制することで、疲労寿命を向上させ、ばらつきを低減させた。疲労破壊は、与えられた負荷レベルにおいて、鋳造欠陥(気孔、収縮)によって開始されることが示された。 研究者情報 – 所属機関: ブダペスト工科経済大学 材料科学工学科、MTA-BME Lendület複合金属フォーム研究グループ – 著者: Péter Szalva, Imre Norbert Orbulov – 主要な研究分野: 材料科学工学、ダイカスト、疲労 研究背景と目的 – 当該研究が必要な産業的背景: 高圧ダイカスト(HPDC)は、自動車産業を始めとする様々な産業において、寸法精度が高く高品質な鋳造品の製造に広く用いられている近ネットシェイププロセスである。特に自動車産業においては、部品の設置場所によっては複雑な形状と高い強度が求められるようになっており、真空補助ダイカスト(VPDC)の適用が増加している。 – 具体的な技術的問題・課題: HPDCプロセスは、高速な金型充填、高冷却速度、高圧強化といった特徴を持つため、気孔、収縮、巻き込み酸化物皮膜といった鋳造欠陥が発生しやすい。これらの欠陥は、鋳造品の強度特性と疲労寿命に悪影響を与える。VPDCプロセスは、鋳造欠陥を大幅に低減できる可能性があるものの、その効果に関する研究は不十分である。 – 研究目標: HPDCとVPDCプロセスで製造されたAlSi9Cu3(Fe)アルミニウム合金ダイカストの高サイクル疲労挙動を比較分析し、鋳造欠陥の影響を明らかにすること。 論文の主要な目標と研究内容 – 論文の主要な目標と研究内容: HPDCとVPDCプロセスで製造されたAlSi9Cu3(Fe)アルミニウム合金ダイカストの高サイクル疲労特性を比較し、疲労寿命に影響を与える鋳造欠陥を特定すること。 – 問題点: HPDCプロセスでは、鋳造欠陥(気孔、収縮、酸化物フレーク)が疲労強度と疲労寿命を低下させる。 – 問題解決のための段階的アプローチ:1. HPDCとVPDCプロセスを用いてAlSi9Cu3(Fe)アルミニウム合金ダイカストの試験片を製造。2. 静水圧秤量法、X線検査、CTスキャンを用いて試験片の気孔と収縮空隙を定量的に評価。3. 単軸疲労試験(R=-1、R=0.1)を実施して高サイクル疲労寿命を測定。4. LOMとSEMを用いて破壊面を分析し、破壊機構を解明。5. Weibull解析を用いて疲労寿命データのばらつきを評価し、S-N曲線を決定。 – 主要な図表:- 図1:ダイ金型(真空バルブ接続部を含む)と真空装置の写真。- 図2:鋳造ブロックと疲労試験片の寸法図。- 図4:HPDC試験片の表面と内部のミクロ組織、収縮欠陥。- 図5:VPDC試験片の表面と内部のミクロ組織、気孔。- 図6:HPDC試験片のCT断面と破壊面の比較。- 図7:HPDCおよびVPDC試験片の気孔と収縮の形態。- 図8:HPDCとVPDC試験片の体積気孔率の比較。- 図9:気孔径別の気孔数分布。- 図10、図11:R=-1およびR=0.1の条件下におけるHPDCおよびVPDC試験片のS-N曲線(50%、10%、90%信頼度)。- 図12:破壊面のSEM像(酸化物フレーク、気孔、収縮、欠陥のない領域)。- 図13:破壊面のLOM像(開始領域、遷移領域、最終破壊領域)。
Read More
user 01/30/2024 Aluminium-J , Fixed Page-J aluminum alloy , Aluminum Die casting , Aluminum Diecasting , CFD , Contact us , Copper Die casting , Die casting , Heat Sink , Salt Core , アルミニウムダイキャスティング , 金型 , 금형 , 알루미늄 다이캐스팅 , 히트 싱크 キャストマンは先進的なダイカスティング活動を通じて優れたダイカスティング製品を紹介し、製造業への継続的な貢献をしています。ハイプレッシャーダイカスティングは多くの部品を迅速に製造するために最適化された非常に優れたプロセスであり、キャストマンは高度なエンジニアリング技術を有しています。 キャストマンのハイプレッシャーダイカスティングを使用すると、厳格に管理されたプロセスを通じてどんな複雑な形状の部品でも迅速に生産することができます。 Aluminium Diecasting Parts | CASTMANは主要市場で産業用部品向けのアルミニウムダイキャスティングサービスを提供しています。私たちは高品質な要件を満たす製品を提供できます。アルミニウムダイキャスティング分野のリーディングメーカーであるCASTMANは、以下のようなさまざまな製品を供給できます。 カスタム押出散熱板の製造 カスタム押出散熱板の製造をお手伝いいたします。必要な合金、表面仕上げ、および2次加工を取得できるさまざまな機能を提供しています。 通常、散熱板を作成するために使用される2つの材料があります。散熱板は通常、アルミニウムまたは銅で作られています。それぞれには独自の利点があります。 Heat Sink by High conductivity Aluminum Alloy Integrated Heat Sink with Cooling Capability アルミニウムヒートシンク アルミニウムはヒートシンクの最も一般的な材料です。特に、押出しアルミニウムヒートシンクはほとんどのプロジェクトに適しています。金属は軽く、比較的熱伝導率が優れています。 銅ヒートシンク 銅はアルミニウムよりも熱伝導率がはるかに優れています。ただし、欠点は重量とコストです。金属は時折、熱伝導率の重要性が軽量化よりも重要な場合に使用されます。 各ヒートシンク製造プロセスには独自の利点と欠点があります。ヒートシンクを作成する方法にはさまざまなものがあります。 1. 押出しヒートシンク ほとんどのヒートシンクは押出しアルミニウムで作られています。このプロセスはほとんどのアプリケーションに適しています。押出しヒートシンクは低コストで提供され、カスタム仕様を簡単に製造できます。Castmanの場合、押出しヒートシンクのパフォーマンスはCFD(熱流解析)を使用して最大限に向上させることができます。 2. スキッドヒートシンク この方法は通常、銅を使用して堅固な金型から生産されます。これらのヒートシンクは高い設計の柔軟性を提供し、高いフィン密度を実現できます。銅ヒートシンクはより多くの表面積と熱放散の機会を作り出し、高い性能を提供しますが、通常は重量が欠点です。 3. CNC加工ヒートシンク CNC加工ヒートシンクは高い熱伝導率を提供し、最も複雑な形状を得ることができます。ただし、コストがかかり、各部品の生産時間のために大量生産には適していない場合があります。 顧客の製品仕様に適したヒートシンクのタイプを製作 ヒートシンクは電子デバイスで発生した熱を吸収し放散するのに役立ちます。設計要件とボリューム要件に応じて適切なタイプを選択する必要があります。 材料に関して、アルミニウムは重量とコストを節約しますが、銅は最高水準の熱伝導率を提供します。押出しやジョイントから鍛造や加工までさまざまな製造オプションが利用可能です。それぞれの利点と欠点があります。 また、さまざまな仕上げオプションを提供しています。ヒートシンクの最も一般的な表面仕上げの一つは陽極酸化処理です。この電気化学プロセスは表面放射率、耐食性、耐摩耗性、および電気絶縁性を向上させます。ペイントやパウダーなどのコーティングは絶縁体の役割を果たすため、お勧めされません。 Castmanで生産することで、高品質の製品を保ちながらかなりのコスト削減が可能です。 いつでも製品生産に関するお問い合わせをお寄せください。お手伝いできることがあります。 Contact UsTel : +82-31-351-5022Fax: +82-31-351-5033E-mail : sales@admincastman.mycafe24.comjapan@admincastman.mycafe24.com(Japan Sales)
user 01/30/2024 Fixed Page-J Aluminum Die casting , Battery Parts , Certificate , Computer simulation , Cu & Brass Die Casting : Rotor , Die casting , Heat Sink , ISO 14001 , ISO 14001 Certificates , ISO 9001 , ISO/TS 16949 , Safety Belt Parts , Salt Core , Salt Core Casting (for Al Die Casting) , Segment , 金型 , 금형 ㈱CASTMANは、多年にわたり蓄積されたダイキャスティングエンジニアリングの専門知識と技術経験を備えた高品質なダイキャスティング専門企業です。 当社では、金型設計および製作からコンピュータシミュレーション、ダイキャスティング、後加工まで、ダイキャスティングに関するすべてのプロセスを実施しています。CASTMANはエンジニアリングの専門性を基に、銅、アルミニウム、亜鉛合金をダイキャスティングし、さまざまな製品を開発・量産しています。 私たちは顧客なしには成長できないと信じています。これを念頭に置き、CASTMANは常に顧客満足を最大化し、企業と顧客がWin-Winの状態になるよう努力しています。 当社のウェブサイトを訪れていただき、ありがとうございます。 会社名: 株式会社 キャストマン代表取締役: ホン・キウォン (Ki Won, Hong) 本社/工場: 郵便番号 18544(道路名)京畿花城市マド面マドロ 421-24(地番)京畿花城市マド面クムダンリ 214-25 ソウル支社:ソウル特別市金浦区カサンデジタル1ロ168 ウリムライオンズバリー B棟 302号Phone : 02-2026-0440 Connection & Development Networks
![Fig. 3: Application of Mg alloys center console frame in automobile: (a) Porsche [6]; (b) Volvo; (c) Hongqi](https://castman.co.kr/wp-content/uploads/Fig.-3-Application-of-Mg-alloys-center-console-frame-in-automobile-570x342.webp)
![Figure 1. Fin designs on heat sinks: left with all parallel fins, right with angled fins increasing turbulence in the air (cooling medium) and increasing air exchange between the fins to maximize cooling [2].](https://castman.co.kr/wp-content/uploads/image-114-570x287.webp)