By userAluminium-J, automotive-J, Technical Data-JAl-Si alloy, aluminum alloy, aluminum alloys, AUTOMOTIVE Parts, CAD, Die casting, High pressure die casting, Mechanical Property, Microstructure, 금형, 알루미늄 다이캐스팅, 자동차 산업
論文概要: この論文の概要は、la metallurgia italiana によって発行された「PROGRESS IN DUCTILE ALUMINIUM HIGH PRESSURE DIE CASTING ALLOYS FOR THE AUTOMOTIVE INDUSTRY」に基づいて作成されました。 1. 概要: 2. 抄録または序論 今日のダイカストプロセスは、エンジンクレードル、クロスメンバー、スペースフレーム構造のノードなど、高品質が要求される部品の鋳造に使用されています。これは、優れた機械的特性を備えた設計合金への挑戦を示しています。高い延性(伸び > 12 %)を必要とする衝突関連部品の場合、これらの特性を満たすための選択肢の1つは、低鉄Al-Si合金をT4またはT7調質に熱処理することです。しかし、熱処理は部品の歪みやブリスターにつながり、製造業者のコストが増加する可能性があります。2番目の選択肢は、アズキャスト状態でこれらの要件を満たすAl-Mg合金タイプですが、これらの合金は鋳造が容易ではありません。研究は、容易に鋳造できるAl-Si合金システムを使用して開始され、アズキャスト調質Fですでに高い伸び(> 12 %)と降伏強度(> 120 MPa)を目標とし、長期的な時効挙動を示さないことを目指しました。本論文では、1990年代初頭に始まり、最初のシリーズのスペースフレームアルミニウム車で重要性を増し、アズキャスト状態で適用された構造部品へと継続し、鋼鉄や熱処理されたアルミニウム設計に代わる軽量部品の増加する未来に近づいている技術的進歩について議論します。 3. 研究背景: 研究テーマの背景: 自動車産業は、新しいダイカスト合金の開発と生産の原動力となっています。技術的な観点から見ると、標準的なアルミニウム合金の適用分野は限られています。これらの合金は主に、単純な要求特性、通常は軽量と特定の降伏強度を持つ部品に使用されています。図1の定性的な評価に示すように、標準的な合金には限界があります。 既存研究の現状: 現在、Al Si9Cu3タイプ(226)合金は、延性や優れた耐食性に関する要求がない部品に主に使用されています。Al Si12合金は、永久金型に鋳造した場合にある程度の延性を提供しますが、顕著な降伏強度は持ちません。その中間には、他の妥協点が見つかる可能性があります。 研究の必要性: 高圧ダイカストに適しており、アズキャスト状態で優れた延性と降伏強度を発揮できるアルミニウム合金が強く求められています。これにより、特に複雑な自動車構造部品の場合、コストがかかり、変形を引き起こす可能性のある熱処理の必要性がなくなります。このような合金の開発は、特に安全性が重要で軽量化が求められる自動車産業におけるダイカストの応用を拡大するために不可欠です。 4. 研究目的と研究課題: 研究目的: 本論文の主な目的は、1990年代初頭から現在の応用例に至るまで、自動車産業用ダクタイルアルミニウム高圧ダイカスト合金の開発と応用の技術的進歩について議論することです。 主要な研究課題: 本論文で探求する主要な研究分野は、Silafont®-36、Magsimal®-59、Castasil®-37などの特定のダクタイルアルミニウム合金の開発と特性評価に焦点を当てています。これらの合金は、自動車構造部品における機械的性能、耐食性、および鋳造性の向上という高まる要求に対応するように設計されています。 研究仮説: この研究は暗黙のうちに、慎重な合金設計とプロセス最適化を通じて、アルミニウム合金は以下を達成するように調整できるという仮説に基づいて進められています。 5. 研究方法 研究デザイン: 本論文は、自動車分野における特定のダクタイルアルミニウムダイカスト合金の進化と実装を紹介する記述的かつ応用指向のアプローチを採用しています。この分野の進歩を示すために、事例研究と合金特性評価を提示します。 データ収集方法: 本論文は、議論された合金の機械的特性データ、化学組成、および微細構造分析の提示に依存しています。このデータは図と表を通じて提示され、実験的試験と産業応用から得られたものと推定されます。 分析方法: 分析は主に定性的および比較分析であり、以下の点に焦点を当てています。
Read More
By userAluminium-J, automotive-J, Technical Data-Jaluminum alloy, aluminum alloys, CAD, Die casting, Efficiency, FLOW-3D, High pressure die casting, High pressure die casting (HPDC), Microstructure, 금형
この論文の概要は、[‘Materials Science and Engineering A’]によって出版された[‘Improved tensile properties of a new aluminum alloy for high pressure die casting’]の論文に基づいて作成されました。 1. 概要: 2. 抄録または序論 抄録本論文では、最近開発された高延性鋳造アルミニウム合金 Al-5Mg-0.6Mn の引張特性および変形挙動に及ぼすひずみ速度および試験温度の影響を調査します。室温および最低ひずみ速度 (~1.67 × 10⁻⁴ s⁻¹) で試験されたまま鋳造された合金は、~212 MPa の最高の降伏強度、~357 MPa の極限引張強度、および伸び (~17.6%) を示します。ひずみ速度の増加は、まま鋳造された合金の極限引張強度と延性を低下させます。試験温度の上昇に伴い、まま鋳造された合金は引張強度が著しく低下し、伸びが向上する傾向を示します。合金の引張破壊は、主に共晶粒子の亀裂および剥離に起因します。ポーテバン・ル・シャトリエ効果は、室温で試験された合金で発生します。本研究におけるひずみ速度範囲は、合金の加工硬化挙動に大きな影響を与えません。試験温度の上昇は、加工硬化指数と係数を明らかに低下させます。室温で試験された合金の場合、すべての引張破壊は全体的な不安定性の前に発生し、局所的な損傷の存在を示しています。対照的に、高温で試験された合金の場合、全体的な不安定性は対数破断ひずみ以下のひずみで発生し、依然としてポストネッキング損傷が存在することを示唆しています。 3. 研究背景: 研究テーマの背景: ダイカストアルミニウム合金は、軽量化と性能向上を目的に、自動車、航空宇宙、その他の輸送産業でますます使用されています。高圧ダイカスト (HPDC) は、高い生産効率、複雑な形状や薄肉部品の製造能力、優れた寸法精度、表面仕上げ、機械的特性により、大量生産に適しています [5,6]。しかし、HPDC における高い充填速度と急速な冷却速度のため、キャビティからガスが逃げるのに十分な時間がありません。その結果、キャビティ内のこれらのガスは必然的に金属液体に巻き込まれ、気孔や酸化物介在物などの鋳造欠陥を引き起こします [7-10]。単調または繰返し荷重の間、これらの欠陥は引張または疲労亀裂の開始のための応力集中部位として機能し、鋳造品の機械的特性を低下させます [11-13]。高温環境では、気孔内のガスが膨張し、鋳造品の表面に気泡が発生します。この結果は、製品の外観品質に明らかに影響を与え、機械的特性を劣化させます。したがって、気孔を含むアルミニウム合金ダイカストは、一般的に熱処理を行うことができず、高温下でも動作しません。 既存研究の現状: 合理的な部品構造と完璧な設計金型に加えて、高圧ダイカストに選択される合金の選択は、優れたダイカスト製品を得るための最も重要な要素の1つです。鋳造アルミニウム部品の使用の増加は、これらの合金が高い引張強度、伸び、および疲労特性を持つ必要があることを要求しました。現在の市販のアルミニウム合金 (Al-Si-Mg、Al-Si-Cu-Mg、Al-Si-Cu など) は、構造用途に十分な延性 (δ< 5%) が不足しており、現代の自動車および航空宇宙産業の要件を満たすことができません [6]。熱処理は、鋳造アルミニウム合金の引張特性に影響を与える最も重要な要因の1つとして認識されています。これらの合金は、高い引張強度と延性を得るために熱処理を受ける傾向があります [14-18]。しかし、薄肉の大型ダイカスト部品の場合、これらの部品のサイズ変化を引き起こすことが多いため、熱処理後の溶体化および時効硬化条件を含む矯正作業が必要です。したがって、熱処理なしで新しいダイカストアルミニウム合金を開発し、ダイカストアルミニウム合金の実際の適用範囲を広げることがより興味深いでしょう。ダイカストアルミニウム合金の基本的な要件は、次のように要約できます
Read More
By userAluminium-J, automotive-J, Technical Data-Jaluminum alloy, aluminum alloys, AZ91D, CAD, Computer simulation, Die casting, Draft, High pressure die casting, High pressure die casting (HPDC), Microstructure, 금형, 자동차 산업
この論文の紹介は、[‘Magnesium Advances and Applications in North America Automotive Industry’]([‘Trans Tech Publications’]発行)に基づいて作成されました。 1. 概要: 2. 概要または序論 概要:マグネシウムは、自動車分野において、鋼、アルミニウム、ポリマー複合材に代わる魅力的な材料としてますます認識されています。これは主に、企業平均燃費(CAFÉ)基準を満たすための車両重量の削減ニーズと、車両性能要件を満たす能力によるものです。マグネシウムの応用は、材料のクリープ抵抗が重要な構造部品とパワートレイン部品の両方で大幅に拡大すると予測されています。 本論文では、ライトメタルキャスト、マグネシウムパワートレイン鋳造部品、構造用マグネシウム開発などの最近の自動車用マグネシウムの研究開発(R&D)プログラムの概要を示します。これらのプログラムは、米国自動車研究評議会(USCAR)と米国エネルギー省の支援を受けています。USCARは、ダイムラークライスラー、フォード・モーター・カンパニー、ゼネラルモーターズで構成される傘下の組織であり、協力的なプレコンペティティブ研究を通じて米国自動車産業の技術基盤を強化するために1992年に設立されました。 過去10年間でマグネシウム鋳造業界は成長しましたが、マグネシウムダイカストの材料費と製造プロセス費が自動車産業への大規模な導入を妨げてきました。その結果、フォード・モーター・カンパニーは、米国国立標準技術研究所の先端技術プログラムとの提携により、加熱ランナーを用いたコスト削減マグネシウムダイカスト(CORMAG)プログラムを開始しました。 本論文の後半では、CORMAGプログラムの目標、進捗状況、および影響について簡単に概説します。さらに、本論文では、2004年型フォードF-150ライトトラックのフロントエンドサポートアセンブリや2005年型フォードGTのインストルメントパネル構造など、具体的なマグネシウムの応用例を紹介します。 序論:マグネシウムは、多くの自動車部品において構造材料として使用されており、多くの自動車用途において許容可能なコストで自動車の重量を削減できることが証明されています[1,2]。マグネシウムの魅力が増しているのは、衝突エネルギー吸収要件を同時に満たし、部品重量を大幅に削減できる能力によるものであり、鋼、アルミニウム、ポリマー複合材の代替材料としての地位を確立しています。本論文では、マグネシウムの3つの主要な属性を強調しています。 a. 低密度: マグネシウム合金は密度が1.8 kg/Lであり、競合材料よりも大幅に軽量です。ポリマー複合材よりも20%軽量、アルミニウム合金よりも30%軽量、鋼および亜鉛合金よりも75%軽量です。 b. 優れた鋳造性: マグネシウムは優れた鋳造性を示し、薄肉(1.0〜1.5 mm)で最小限の抜き勾配(1〜2度、アルミニウムの約半分)の部品の製造を可能にします。マグネシウムの優れた流動性により、複雑な鋼製構造物の集合体を置き換える大型鋳物の製造が容易になります。例としては、2004年型フォードF-150のラジエーターサポート[2]、2005年型フォードGTのインストルメントパネル[3]、ステアリングホイールなどがあり、延性、エネルギー吸収性、耐衝撃性が重要です。たとえば、鋼製のクロスカービームインストルメントパネル(IP)は35個以上の部品で構成される場合がありますが、同等のダイカストマグネシウムIPはわずか5個の部品で済みます。 c. 優れた表面特性: ダイカストマグネシウムの表面「スキン」は、バルク材よりも優れた機械的特性を示します[4]。この特性により、より薄く、リブ付きで軽量なマグネシウムダイカストが可能になり、材料コストを削減しながら、単位面積あたりの高い強度を維持し、より重いアルミニウムおよびプラスチック部品と競争できるようになります。 これらの利点にもかかわらず、マグネシウムの自動車用途への広範な展開を妨げる大きな障壁が数多く存在します。21世紀の北米自動車産業では、軽量化の必要性は最も重要ですが、多くの場合、生産コストの管理の必要性に取って代わられます。マグネシウムダイカストのコスト競争力は依然として主要な障害であり、自動車産業が積極的に取り組んでいる複雑で動的な課題です。 本論文は2部構成です。第1部では、フォード・モーター・カンパニーが関与している2つの進行中のマグネシウムプログラムを紹介します。第2部では、フォード・モーター・カンパニーが開始し、近い将来に業界初の製造技術を実装することを目的としたマグネシウム研究プログラムに焦点を当てます。 3. 研究背景: 研究トピックの背景: 自動車産業は、企業平均燃費(CAFÉ)基準を満たし、燃費を向上させるために、車両重量を削減するという絶え間ないプレッシャーにさらされています。マグネシウム合金は、鋼、アルミニウム、ポリマー複合材と比較して大幅な軽量化の可能性を提供するため、自動車用途にとって魅力的です。しかし、マグネシウムダイカストの高コストが、その広範な採用に対する大きな障壁となっています。 既存研究の現状: 1993年の新世代自動車パートナーシップ(PNGV)[5]を含む以前の研究開発の取り組みは、車両の質量削減の重要性を強調してきました。マグネシウムの応用を促進するために、USCARとUSAMPの組織的リーダーシップの下、米国エネルギー省の支援を受けて、構造用マグネシウム開発(SCMD)やマグネシウムパワートレイン鋳造部品(MPCC)などの共同プログラム[6,7]が設立されました。これらのプログラムには、主要な自動車会社からのチームメンバーが参加しており、シャシー、内装、ボディ部品におけるマグネシウムの技術的および経済的実現可能性を評価することを目的としています。さらに、ヨーロッパの自動車メーカーであるBMWやVWも、マグネシウムパワートレイン部品に焦点を当てた研究および製造プログラムを開始しています[9]。 研究の必要性: マグネシウムの固有の利点にもかかわらず、代替材料と比較して製造コストが高いため、自動車産業におけるより広範な応用が制限されています。この障壁を克服するためには、マグネシウムダイカストプロセスのコスト削減に焦点を当てた研究が不可欠です。特に、大型で薄肉の構造部品のダイカストに関連する課題に対処することは、マグネシウムの競争力を高め、自動車製造へのより広範な導入を可能にするために不可欠です。 4. 研究目的と研究課題: 研究目的: 本論文で概説する研究の主な目的は、自動車用途向けの費用対効果の高いマグネシウムダイカスト技術を調査および開発することです。この包括的な目標は、USCARプログラム(SCMDおよびMPCC)とフォードが開始したCORMAGプログラムという2つの主要なプログラムの検討を通じて対処されます。この研究は、構造部品とパワートレイン部品の両方におけるマグネシウムの実現可能性を実証し、その製造に関連するコスト障壁を克服することを目的としています。 主な研究: 本論文で探求されている主な研究分野は次のとおりです。 研究仮説: 明示的に仮説として述べられていませんが、この研究は、以下の暗黙の前提の下で実施されています。 5. 研究方法 研究デザイン: この研究では、共同R&Dイニシアチブに焦点を当てたプログラムベースのアプローチを採用しています。これには、アプリケーション主導のプログラム(USCARのSCMDおよびMPCC)と、技術に焦点を当てたプログラム(フォードのCORMAG)の両方が含まれます。USCARプログラムは、特定の自動車部品カテゴリにおけるマグネシウムの実現可能性を評価するように設計されており、CORMAGプログラムは、特定の製造技術を開発および検証するように設計されています。 データ収集方法: 本論文では、主にプログラムの目的、アプローチ、および期待される成果の概要を示しています。マグネシウムの応用例(フォードF-150フロントエンドサポート、フォードGTインストルメントパネル)やプログラム活動(CORMAG鋳造試験)の具体例を引用しています。引用されているプログラム内のデータ収集方法には、材料試験、部品性能評価、コスト分析、およびプロセス最適化研究が含まれている可能性があります。CORMAGプログラムでは、ホットランナー技術を検証するために、特に鋳造試験とコンピュータモデリングを利用しています。
Read More
By userAluminium-J, automotive-J, Technical Data-JCAD, Die casting, Efficiency, Review, 自動車産業, 金型, 금형, 자동차, 자동차 산업, 해석
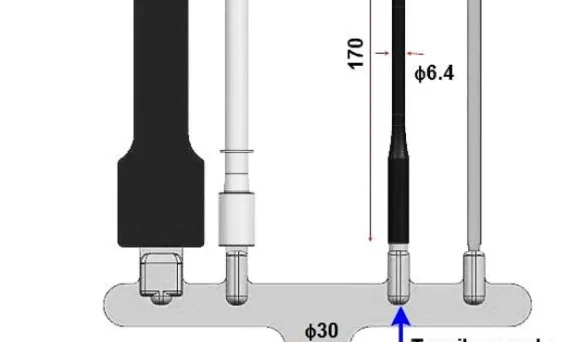
この論文概要は、[‘デザインサイエンス研究を用いた高圧ダイカスト射出サブセットのケースベース製品開発’]という論文に基づいており、[‘FME Transactions’]に発表されました。 1. 概要: 2. 研究背景: 研究テーマの背景: 自動車産業は、現代社会の経済構造において重要な役割を果たしており、生産システム技術開発の最前線に位置しています。組織は、イノベーションと製品改善のために研究開発活動への資源投入を絶えず増やしています。スペアパーツの消費は、生産システム内における経済的および人的資源の消費の主な要因です。持続可能な製造は、経済的、環境的、社会的側面を考慮して、実行可能な生産を創出するパラダイムであり戦略です。メンテナンスは、戦略的、運用、戦術レベルだけでなく、長期的な成果に対する活動管理に不可欠であり、生産量、コスト、生産システム可用性、効率に影響を与えます。ダイカストは、金属加工産業で広く使用されていますが、特に高温にさらされる部品や装置に深刻な摩耗を引き起こします。特に、高圧ダイカストの射出ノズル領域は、頻繁な交換と生産性の損失のため注意が必要です。 既存研究の現状: 既存の研究では、主要なスペアパーツの選択と根本原因の特性評価のためのデータ収集の重要性を強調し、パレート分析、FMEA、石川ダイアグラムなどのツールを活用しています。製品開発の複雑さが増すにつれて、データに基づいた意思決定の必要性が高まっています。製品データ管理メンテナンスシステムは、対立する要因をよりよく理解するのに適していると考えられています。イノベーションと最適な性能/コスト比は、効果的なリスク管理とともに製品開発の重要な要素です。産業4.0におけるメンテナンス技術と効果的な人的資源管理も、持続可能性を高めるための主要な研究分野です。以前の研究では、最適なスペアパーツ管理のためのモデルと、データ収集やメンテナンスコストの増加など、持続可能なメンテナンスへの障壁が特定されています。デザインサイエンス研究 (DSR) は、複雑で不明確な問題を解決し、既存の製品から新しい製品を開発するための有用な方法論として認識されています。 研究の必要性: ダイカストプロセスにおける射出ノズル領域とその金型接続部は、近年いくつかの変更があったにもかかわらず、依然として頻繁な交換、プロセス停止、生産性損失を経験しています。これは、特にこれらの重要な領域におけるプロセス効率を向上させるために、ノズルと接続領域に関する新しい概念の研究の緊急性を強調しています。現状は、高圧ダイカスト射出システム内でのスペアパーツ要求の削減、スペアパーツの寿命延長、取得コストの削減、および装置の是正メンテナンス時間の短縮の必要性を強調しています。 3. 研究目的と研究課題: 研究目的: 本論文の目的は、高圧ダイカスト射出システム内において、人的、機械/プロセス、またはサプライヤーレベルで発生する主要な問題の分析と緩和に資源を集中することにより、持続可能なメンテナンスをどのように達成できるかを示すことです。本研究は、デザインサイエンス研究 (DSR) を通じて新しい射出サブセットの概念を実装することによって得られる有益な結果を示すことを提案します。 主要な研究課題: 主要な研究課題は、デザインサイエンス研究 (DSR) 方法論を用いた高圧ダイカスト射出サブセットのケースベース製品開発です。これには、ザマック高圧ダイカスト射出機 (ZHPIM) 用の新しい射出サブセットの概念を開発および実装するための反復的なDSRプロセスが含まれます。 研究仮説: 新しい射出サブセットの概念の実装は、以下のような有益な結果をもたらすと仮説を立てています。 4. 研究方法論 研究デザイン: 本研究では、デザインサイエンス研究 (DSR) を反復的な研究方法論として採用し、特にデザイン思考と既存のDSR段階を組み合わせたSiedhoff [35] のDSRプロセスを使用しました。DSRサイクルの開始点は、ケースベースの推論アプローチに従って、研究対象製品の初期設計でした。DSRサイクルは、探索的研究、問題の明確化、ソリューションの確立、およびソリューションの推奨につながる規範的研究で構成されていました。 データ収集方法: データ収集には以下が含まれます。 分析方法: 使用された分析方法は次のとおりです。 研究対象と範囲: 研究対象は、鋼線ロープ端部にザマック5を射出するために使用されるザマック高圧ダイカスト射出機 (ZHPIM) でした。範囲は、ZHPIMの射出システム、特にザマック射出ノズル (ZIN) および関連部品を含む射出サブセットコンポーネントに焦点を当てました。本研究では、これらのコンポーネントのスペアパーツ消費量、故障モードを分析し、改善策を開発しました。 5. 主な研究結果: 主要な研究結果: データ解釈: パレート分析は、研究の焦点を最もコストのかかるスペアパーツに効果的に向けました。介入の分類により、射出システム、特にZINが改善の主要な領域であることが明らかになりました。DSR方法論は、反復的な設計とテストを通じて、ZINの早期摩耗の問題に首尾よく対処しました。モデル01からモデル07への進展は、DSRが高圧ダイカストシステムの持続可能性と運用効率を向上させる大幅に改善された射出サブセットの開発に効果的であることを示しています。最終モデル07は、故障モードが脆性破壊から塑性変形摩耗に移行し、より予測可能で管理可能な摩耗プロセスを示しています。 図のリスト: 6. Conclusion: 6.
Read More
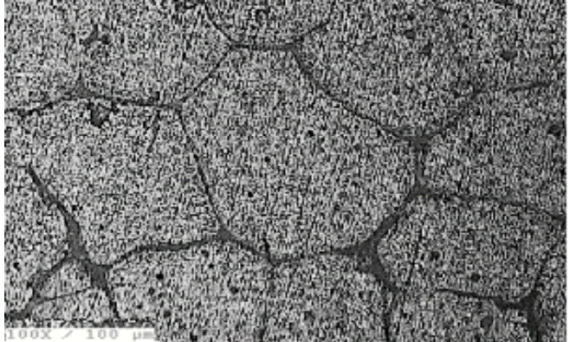
By userAluminium-J, automotive-J, Technical Data-JAl-Si alloy, aluminum alloy, aluminum alloys, Aluminum Casting, CAD, Die casting, Microstructure, Permanent mold casting, secondary dendrite arm spacing, temperature field, 금형
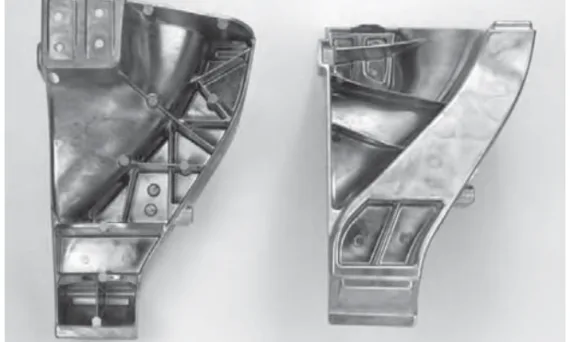
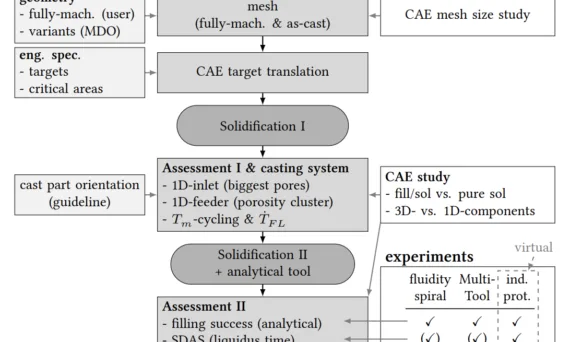
この論文の紹介は、[‘Rheinisch-Westfälischen Technischen Hochschule Aachen’] によって発行された [‘An Automatic CAE Tool for autonomous feasibility assessment of aluminum gravity die castings – development and calibration’] に基づいて作成されました。 1. 概要: 2. 抄録または序論 本論文では、次世代の開発プロセスにおける、学際的な設計最適化 (MDO) を可能にし、設計エンジニアが設計コンセプトの初期段階で鋳造部品の形状バリアントの実現可能性と品質を定量的かつ効率的に評価できるようにするために、完全に自動化された CAE ツールの必要性が高まっていることを述べています。主な研究課題は次のとおりです。 I) 最高の初期条件下で迅速かつ効率的な方法でシミュレーションをセットアップ、実行、評価し、定量的実現可能性評価のために鋳造専門家の手動によるユーザー介入を必要としない、完全に自動化された CAE ツールを開発することは可能か? II) 開発された自動 CAE ツールとその効率向上手法をキャリブレーションおよび検証するために、どのレベルの試験データ品質が必要か – CAE 手法全体が同様の部品に新たな課題で転用可能になるほど正確かつ信頼性が高いか? 本研究では、主要な実現可能性効果であるため、「充填成功 (filling success)、微細構造の品質指標としての二次デンドライトアーム間隔 (SDAS)、および引け巣気孔率 (shrinkage porosity)」を調査対象の指標としています。開発された CAE ツールは、「鋳造欠陥の低減に関して可能な限り最高の初期鋳造プロセス条件(上限) 」を前提としており、「トポロジー最適化と製品設計の間の初期設計段階」での適用を目的として設計されています。解決策は「ベストプラクティスルール(上限)」に基づいており、「最終的なプロセス設計、例えば、フィーダーとインレットの数/位置に関する推奨事項」を提供することを目的としています。ツールのキャリブレーションと検証、およびその「感度とケース非依存性」の研究が重要です。 3. 研究背景: 研究トピックの背景:
Read More
By userAluminium-J, Copper-J, Technical Data-JAl-Si alloy, Alloying elements, aluminum alloy, aluminum alloys, Applications, CAD, Die casting, Microstructure, 금형, 자동차
この論文要約は、[‘Indian Journal of Science and Technology’]に掲載された論文 [‘Effect of Cr Addition on Mechanical Properties and Wear Rate of Cast Al-Cu Alloy’] に基づいて作成されました。 1. 概要: 2. 概要または序論 本論文は、Al-4.5Cu合金A206の硬さ、引張特性、および耐摩耗挙動に対するクロム(Cr)添加の影響を調査したものです。方法論としては、ベース合金を溶解および攪拌し、所要量の微細なCr粉末を添加し、油焚きピット炉で永久鋳鉄鋳型に鋳造しました。鋳造された試験片は、540℃で4時間溶体化処理し、170℃で17時間および20時間時効処理しました。未鋳造および時効処理された試験片は、微細組織およびEDAX評価に供した後、硬さ、引張、および耐摩耗性試験を実施しました。その結果、微細組織分析およびEDAX分析により、Al-Cr-Mn-Fe-Si相の形成により、不規則に分布した多面体構造がブロック状に現れることが報告されました。硬さ、引張強さ、および降伏強度は、増加し、ピーク値に達した後、時効条件下でクロム添加量が増加すると減少することがわかりました。耐摩耗性は硬さの増加とともに減少し、摩擦係数は時間とともに一定のままでした。本研究の応用/改善点は、Al合金におけるCrが機械的強度および耐摩耗性に及ぼす影響を評価することです。 3. 研究背景: 研究テーマの背景: Al-Cu合金は、極低温貯蔵タンク、ステアリングナックル、エンジンピストン、ブレーキバルブ、ミサイルフィン、航空機構造物、オイルポンプなど、さまざまな用途に使用される高強度熱処理型合金です。これらの合金は、アルミニウム(Al)と銅(Cu)という2つの金属で構成されているため、優れた熱伝導率、熱拡散率、および電気伝導率を備えています。これらの合金は、溶体化処理(ソークとも呼ばれる)と人工時効を含む析出熱処理によく反応します。これらの合金は、圧力ダイカスト、スクイズキャスト、熱間等方圧プレスなどのプロセスによって、ガス、空気の形態の外部圧力を利用して形状を作るために使用され、加工硬化効果による残留塑性応力によって製品の高強度をもたらします。これらの残留応力は、凝集性準安定θ”析出物の核生成の駆動力として作用し、析出硬化を誘導することにより、熱処理を助けます。 既存研究の現状: Al-4.5Cu合金は、540℃で4時間均質化処理し、170℃で17時間時効処理すると、最大硬度に達し、17時間時効処理後に最大硬度70 HVが観察され、その後硬度が低下することが研究されています[1]。Al-Mg-Si合金における銅(Cu)とゲルマニウム(Ge)が固溶体クラスタリングに及ぼす影響に関する研究では、Cuは初期段階でクラスタリング速度を遅くするが、その後加速することが示されています[2]。Geと比較してより多くのマグネシウム(Mg)とシリコン(Si)は、溶質空孔相互作用とジャンプ頻度に応じてクラスタリング速度を加速します。彼は、Cuを添加しない場合と比較してCuを添加することにより、5 HVの硬度増加を観察しました。Al-Mg-Cu-Si合金の自然時効に対するMg/Si比の影響に関する研究では、人工時効後のさらなる自然時効は、時効時に合金を強化するβ”粒子の粗大化により、高いMg/Si比の場合に硬度をより大きく低下させると述べています[3]。Mg/Siが2の場合、2週間と1日後に最大14 HVの硬度低下が観察されました。Cu-Mg溶質粒子は、高いMg/Cu比を含むAl-Cu-Mg合金の高温時効の初期段階で研究されており、これは陽電子消滅分光法によって観察された空孔安定化によりピーク硬度を増加させます[4]。Mgは、Cu-Mg空孔複合体の形成により、凝集性溶質に対する核生成サイトを生成し、核生成の胚として作用することがわかりました[5]。Mnは、Al-Cu-Mg-Ag A201合金の引張強度を低下させることが観察されました。これは、AlCuMn相の存在による合金の脆性破壊と微小亀裂につながるためです[6]。Al-Cu-Liでは、Zr欠乏によりAlZrが形成され、均質化時の強化準安定相とのZr相互作用が減少し、Zrの偏析と原子不適合による別個のZr粒子およびZr-Mn粒子形成につながります[7]。ECAP(等チャンネル角プレス)処理された半凝固鋳造がA356に及ぼす影響に関する研究が行われました[8]。ECAP処理後の半凝固鋳造は、硬度と耐摩耗性を向上させることが観察され、半凝固鋳造は85 HVの硬度を有するのに対し、従来の鋳造は75 HVの硬度しか有していませんでした。耐摩耗性は、20 Nの荷重および5 kmの摺動距離において、従来の鋳造合金の耐摩耗性22.6 mm³/mと比較して、半凝固鋳造合金の耐摩耗性が19.4 mm³/mと低くなりました。Al-12SiおよびAl-20Siの溶射成形が耐摩耗性に及ぼす影響に関する研究が行われました[9]。溶射成形合金は、チル鋳造合金と比較して優れた硬度とより良好な耐摩耗性を有していました。これらの耐摩耗性分析は、現在の研究結果と後で比較されます。クロム(Cr)添加がAl合金に及ぼす影響は、多くの著者によって研究されておらず、Al-Cu合金へのCr添加はまだ研究されていません。Alマトリックス中のCrおよびZr(ジルコニウム)を単独で、および0.4% Zrと0.8% Crを一緒に添加した場合の、時効シーケンスを変化させた場合の硬度に及ぼす影響に関する研究が行われました[10]。溶体化処理されたAl-0.8Crは最大硬度48 HVを示し、450℃で時効処理すると硬度が低下し続けましたが、上記の合金に0.4% Zrを追加で添加すると、400℃で24時間時効処理した場合に最大硬度58 HVが観察されました。Al二次鋳造合金の引張強度に対するCrの影響に関する研究が行われ、そこでは最大引張強度146 MPaがベース合金に0.1% Crを添加した場合に観察されました[11]。 研究の必要性: クロム(Cr)添加がアルミニウム(Al)合金、特にAl-Cu合金に及ぼす影響は、広範囲には研究されていません。既存の研究では、Crおよびジルコニウム(Zr)添加は、さまざまな時効シーケンスにおいてAlマトリックス合金の硬度に影響を与える可能性があることが示されています。たとえば、溶体化処理されたAl-0.8Cr合金は最大硬度48 HVを示し、450℃で時効処理すると硬度が低下しました。この合金に0.4% Zrを添加すると、400℃で24時間時効処理した場合に最大硬度が58 HVに増加しました。さらに、二次鋳造合金に関する研究では、ベース合金に0.1% Crを添加すると最大引張強度が146
Read More
By userAluminium-J, Technical Data-Jaluminum alloy, aluminum alloys, AZ91D, CAD, Computer simulation, Die casting, High pressure casting, High pressure die casting, High pressure die casting (HPDC), temperature field, 금형
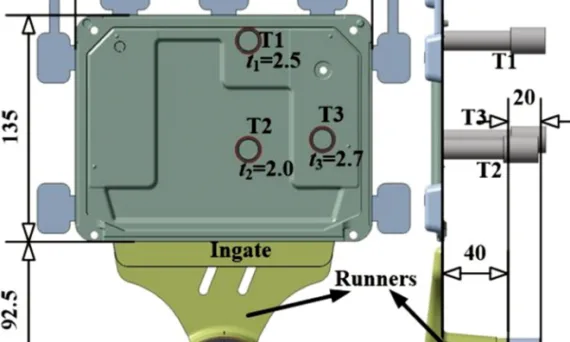
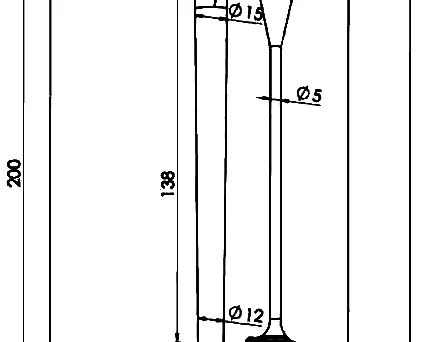
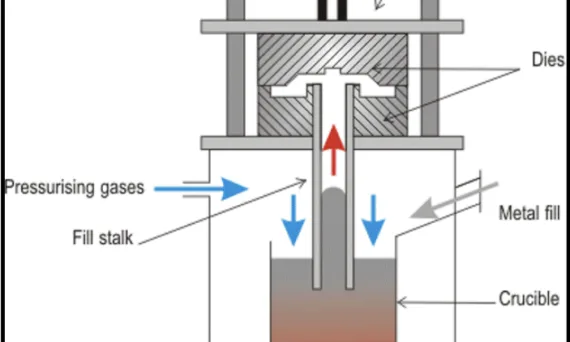
この論文概要は、[‘CHINA FOUNDRY’]が発行した論文「[‘高圧ダイカストプロセスにおける界面熱伝達係数の決定とその応用’]」に基づいて作成されました。 1. 概要: 2. 抄録または序論 本論文では、高圧ダイカスト(HPDC)における界面熱伝達の研究進捗をレビューします。界面熱伝達係数(IHTC)の決定、鋳造厚さの影響、プロセスパラメータ、および鋳造合金がIHTCに及ぼす影響に関する結果を要約し、考察します。熱境界条件モデルは、2つの相関関係、すなわち(a)IHTCと鋳造凝固率、(b)IHTCピーク値と初期金型表面温度に基づいて開発されました。次に、境界モデルをHPDCにおける温度場決定に適用し、優れた一致が確認されました。 3. 研究背景: 研究トピックの背景: 高圧ダイカスト(HPDC)は、薄肉部品を製造するためのネットシェイププロセスです。ダイカストの優れた特性により、ダイカスト製品は自動車、航空宇宙、医療、電子機器、およびその他の産業でますます使用されています。金型充填、凝固、および金型内部の温度分布を予測する数値シミュレーション技術は、鋳造技術および鋳造製品開発において非常に重要になっています。しかし、シミュレーションの有効性は、材料特性の精度と、金属-金型境界およびシミュレーションソフトウェアの初期条件に依存します。金属-金型界面での熱伝達挙動を特徴づける界面熱伝達係数(IHTC)は、コンピュータシミュレーションにおける凝固プロセス中の最も重要なパラメータの1つと考えられています。IHTCの決定と応用は、現在研究者にとって重要な課題となっています。 既存研究の現状: IHTCを決定するための既存の方法は、(1)純粋解析的アプローチ、(2)経験的相関関係に基づく半解析的アプローチ、(3)数値的アプローチに分類されます。純粋解析的および半解析的アプローチは、IHTCが一定であると仮定していますが、これは重大な制限です。数値的アプローチ、特に逆熱伝導問題(IHCP)は、界面を横切る熱流束履歴をより完全に探求する方法を提供します。過去の研究では、1970年代からHPDCにおけるIHTCが調査されてきましたが、温度測定は依然として困難な課題であり、不適切な熱電対の設置は不確実性につながる可能性があります。 研究の必要性: HPDCにおいてIHTCを正確に決定することは、鋳造プロセスと製品開発を最適化するために不可欠な数値シミュレーションの精度を向上させるために非常に重要です。HPDCにおける過渡的な熱伝達の性質と直接測定の困難さから、IHTCの決定とプロセスモデリングへの応用に関する堅牢な方法に関するさらなる研究が必要です。 4. 研究目的と研究課題: 研究目的: 本論文は、高圧ダイカスト(HPDC)における界面熱伝達係数(IHTC)の決定に関する研究進捗をレビューし、清華大学グループの実験的知見に基づいた熱境界条件モデルを提示することを目的としています。 主要な研究内容: 研究仮説: 明示的に仮説として述べられていませんが、本研究は以下の前提に基づいています。 5. 研究方法 研究デザイン: 本論文は、既存の文献と著者の独自の研究を要約したレビュー論文です。清華大学グループが実施したダイカスト実験からの実験的知見を組み込み、熱境界条件モデルの開発と検証を裏付けています。 データ収集方法: 本論文では、著者および他の研究者による過去の研究からの実験データをレビューします。清華大学グループの実験では、特別に設計された「ステップ形状」、「フィンガー形状」、「カバープレート形状」の鋳造品(図1)を利用しました。温度測定は、ダイカスト界面から1、3、6mm離れた位置で、特殊な温度センサーユニット(TSU)を使用して行われました。 分析方法: 本論文では、IHTC決定のためのさまざまな解析的、半解析的、および数値的方法について考察します。清華大学グループは、逆解析法を用いて熱伝達係数を評価しました。相関分析および回帰分析法を使用して、IHTC、プロセスパラメータ、鋳造凝固率、および金型表面温度間の関係を確立しました。 研究対象と範囲: 本研究は、高圧ダイカスト(HPDC)における界面熱伝達に焦点を当てています。範囲は以下を含みます。 6. 主な研究結果: 主要な研究結果: 提示されたデータの分析: 図リスト: 7. 결론: 7. 結論: 主な調査結果の要約: 本論文では、高圧ダイカスト(HPDC)における界面熱伝達係数(IHTC)の決定に関する研究進捗をレビューしました。IHTC決定のための3つの主要なアプローチを要約し、HPDCにおける正確な温度測定の課題を強調しました。清華大学グループの研究進捗を提示し、IHTC、鋳造凝固率、および初期金型表面温度間の相関関係に基づく熱境界条件モデルを開発しました。モデルはシミュレーションを通じて検証され、実験データと優れた一致を示しました。 研究の学術的意義: 本レビューは、HPDCにおけるIHTC研究の包括的な概要を提供し、決定方法と影響要因に関する知識を統合します。開発された熱境界条件モデルは、HPDCシミュレーションにおける金属-金型界面での熱伝達をより正確に表現することに貢献し、鋳造プロセスモデリングの分野を前進させます。 実用的な意義: 検証された熱境界条件モデルは、HPDCプロセスシミュレーションに実際に適用して、温度場と凝固挙動の予測を改善できます。これは、金型設計、プロセスパラメータ、そして最終的には産業用HPDCアプリケーションにおける鋳造品質と効率を最適化するのに役立ちます。 研究の限界と今後の研究分野: 本論文は、主にアルミニウム合金と特定の鋳造形状に焦点を当てています。今後の研究では、以下が必要です。 8. 参考文献: 9. 著作権: この資料は上記の論文を要約したものであり、商業目的での無断使用は禁止されています。Copyright ©
Read More
この論文概要は、[‘Design of Three Cavity Diecasting Die for Rotors’]という論文に基づいて作成され、発行元は[‘International Journal of Engineering Research & Technology (IJERT)’]です。 1. 概要: 2. 抄録または序論 抄録 「ダイカスト部品は、現代世界のあらゆる側面で重要な役割を果たしています。その影響は、家庭用品から自動車部品まで多岐にわたります。今日の世界の要求は、生産、精度、互換性であり、競争に対応するのに役立ちます。これらの課題に対応するために、ダイカストプロセスは生産において重要な役割を果たします。大量生産は、ユニットコストを削減し、容易な組み立てを促進するために、高い生産性を目指しています。ダイカスト部品の場合、追加の機械加工は不要で、良好な表面仕上げの部品が得られます。設計および生産リードタイムを短縮するのに役立つコンピュータ支援設計。本論文は、ローター用ダイカスト金型の設計に対する工学的アプローチを示し、CATIA V5ソフトウェアを使用して3キャビティダイカスト金型の設計を扱います。本研究では、コンピュータ支援3キャビティダイカスト金型設計が、既存のローター用2キャビティダイカスト金型設計に取って代わります。本論文では、hcherブロックのキャビティおよびコアの印象をhchcrインサートに置き換えます。キーワード- 設計、ダイカスト、CATIA、ローター」 I. 序論 「ダイカストは、金属加工業界で製造される最も大量生産される品目であり、何千もの消費者向け、商業用、および工業用製品に見られます。ダイカスト部品は、自動車からおもちゃまで、製品の重要な構成要素です。部品は、シンクの蛇口のように単純なものから、コネクタハウジングのように複雑なものまであります。重力圧鋳とは対照的に、圧力射出によるダイカストの最も初期の例は、1800年代半ばに発生しました。1849年に、Sturgesに印刷活字鋳造用の最初の手動式機械の特許が与えられました。このプロセスは、その後20年間はプリンターの活字に限定されていましたが、世紀末に向けて他の形状の開発が増加し始めました。1892年までに、商業用途には蓄音機や金銭登録機の部品が含まれ、1900年代初頭には多くの種類の部品の大量生産が始まりました。最初のダイカスト合金は、さまざまな組成の錫と鉛でしたが、1914年に亜鉛とアルミニウム合金が導入されると、その使用は減少しました。マグネシウムと銅合金がすぐに続き、1930年代までに、多くの現代合金が存在するようになり、利用可能になりました。ダイカストプロセスは、元の低圧射出法から、平方インチあたり4500ポンドを超える力での高圧鋳造、スクイズ鋳造、および半凝固ダイカストを含む技術へと進化しました。これらの現代的なプロセスは、優れた表面仕上げを備えた高品位でニアネットシェイプの鋳造品を製造できます。ダイカストに使用される合金とプロセス自体の両方で改良が続けられており、ダイカストの応用分野はほぼすべての既知の市場に拡大しています。かつては単純な鉛活字に限定されていた今日のダイカスターは、さまざまなサイズ、形状、肉厚の鋳造品を製造でき、これらは丈夫で耐久性があり、寸法精度が高いです。」 3. 研究背景: 研究トピックの背景: 本論文は、現代の製造業におけるダイカストの重要な役割を強調し、家庭用品から自動車部品に至るまでの幅広い適用可能性を強調しています。現代産業の要求は、高い生産量、寸法精度、および部品の互換性です。ダイカストは、生産性の向上、ユニットコストの最小化、および容易な組み立てを保証することにより、大量生産のシナリオでこれらの要求に効果的に対応します。さらに、ダイカスト部品は、金型から直接望ましい表面仕上げを実現し、広範囲な後加工の必要性をなくすことがよくあります。コンピュータ支援設計(CAD)の統合は、設計と生産の両方の段階を合理化し、リードタイムを短縮し、全体的な効率を向上させる上で重要な要素として強調されています。 既存研究の現状: 本研究以前は、ローター生産のための一般的な金型設計は、2キャビティ構成を使用していました。この従来のアプローチは機能的でしたが、増大する産業需要を満たすために必要なより高い生産速度を達成するには限界がありました。 研究の必要性: 本研究の動機は、ローターダイカストの生産性を向上させる必要性から生じています。本研究は、従来の2キャビティ金型から、より効率的な3キャビティ金型設計への移行を提案することにより、これに対処します。さらに、本論文は、ボルスターブロックの一体型キャビティおよびコアの印象を、硬化および焼戻しされたクロム熱間金型鋼(HCHCr)インサートに置き換えることにより、金型寿命を最適化し、製造コストを削減することを目的としています。このモジュール式アプローチは、摩耗の激しい部品のメンテナンスと交換を容易にし、金型の動作寿命を延ばし、全体的なツーリングコストを削減します。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は、CATIA V5ソフトウェアの設計およびシミュレーション機能を活用して、ローター用の3キャビティダイカスト金型を設計することです。この設計は、既存の2キャビティ金型のパラダイムに取って代わり、強化された生産効率を提供することを目的としています。二次的でありながら重要な目的は、キャビティおよびコア領域にHCHCrインサートを組み込むことです。この戦略的な材料選択と設計変更は、金型の耐久性を向上させ、メンテナンスを簡素化し、金型の摩耗と交換に関連する長期的な運用コストを削減することを目的としています。 主要な研究: 本研究は、3キャビティダイカスト金型の設計と分析に焦点を当てています。主な研究分野は次のとおりです。 研究仮説: 正式な仮説として明示されていませんが、本研究は次の予想される結果に基づいています。 5. 研究方法論 研究デザイン: 本研究では、コンピュータ支援設計(CAD)主導のアプローチを採用しています。個々の部品と多キャビティ構成を含む金型アセンブリ全体は、CATIA V5ソフトウェアを使用して設計および仮想的に組み立てられます。この方法論により、物理的な製造前に、正確な寸法管理、干渉チェック、および金型構造全体の視覚化が可能になります。 データ収集方法: 本研究の主要なデータは、設計プロセス自体を通じて生成されます。これには以下が含まれます。 分析方法: 本研究の分析は、主にエンジニアリング計算とCADソフトウェアの機能に基づいています。 研究対象と範囲: 本研究の対象は、ローター用のダイカスト金型の設計です。範囲は以下に限定されます。 6.
Read More
By userAluminium-J, Technical Data-JApplications, CAD, CFD, Computational fluid dynamics (CFD), conformal cooling, Die casting, Efficiency, Heat Sink, 金型, 금형
本要約は、[‘Scientia Iranica’ に掲載された論文 ‘Design of Conformal Cooling Channels Using Numerical Methods in a Metal Mold and Calculating Exergy Destruction in Channels’ に基づいて作成されました。] 1. 概要: 2. 概要または序論 金属金型において、より速い冷却はサイクルタイムの短縮、製品品質の向上、製品ロス低減を可能にします。しかし、従来の製造方法では、金型冷却チャネルは線形方向と限定された形状でのみ製作可能であり、金型冷却性能を制限していました。近年開発された積層造形技術は、複雑な形状とモノブロック3D製品の製造を可能にします。この技術により、様々な形状のコンフォーマル冷却チャネルを備えた金属金型を製作し、優れた冷却性能を確保できます。本研究では、モノブロック永久金型において最適な冷却性能を達成するために、コンフォーマル冷却チャネルを設計しました。本研究では、設計されたコンフォーマル冷却チャネルと従来の冷却チャネル金型について、定常状態条件下でCFD(数値流体力学)解析を実施しました。チャネル内の流速変化に応じた圧力損失、冷却チャネル出口温度、エクセルギー損失を計算しました。数値解析の結果、コンフォーマル冷却チャネルは従来の冷却チャネルよりも約5%高い冷却性能を達成できることが示されました。しかし、コンフォーマル冷却チャネルの圧力損失は従来の冷却チャネルよりも高く観察されました。また、コンフォーマル冷却チャネルのエクセルギー損失は従来の冷却チャネルよりも約12%大きくなりました。 3. 研究背景: 研究テーマの背景: 金属金型における冷却プロセスは、液体金属の凝固における重要な要素の一つであり、鋳造製品の品質に影響を与えます。冷却が均一でない場合、ホットスポット欠陥や歪みなどの成形不良が発生します。逆に、適切かつ迅速な冷却は製品品質にプラスの影響を与えます。従来の製造方法では、金型冷却チャネルは線形方向と円形断面でのみ製作可能です。これは金型冷却性能を制限します [1]。積層造形法で製作されたコンフォーマル冷却チャネルを備えた熱間押出ダイスの冷却性能に関する研究があります [2]。コンフォーマル冷却チャネル金型を使用した場合、標準冷却チャネル金型と比較して生産速度が最大300%向上することが観察されました。成形におけるサイクルタイムは、製品コストと品質に影響を与えます。サイクルタイムが短いほど、温度分布がより均一になり、部品の変形が少ないことが観察されました。したがって、コンフォーマル冷却チャネルを備えた射出成形金型では、より良い製品品質が得られました [3-9]。積層造形法で製作された金属金型の製造コストが高いという事実は、所望の性能を備えたコンフォーマル冷却チャネル設計を製造する必要性を生じさせます。有限要素法を用いて、金型冷却チャネルの冷却性能と液体金属の凝固プロセスをシミュレーションできます。数値研究の結果、コンフォーマル冷却チャネルを通じて凝固時間を短縮することで冷却性能を向上させることができることが示唆されました [10-12]。プラスチック射出成形金型用のコンフォーマル冷却チャネルが設計されました [1]。当該研究は、数値的および実験的に実施されました。 既存研究の現状: 数値および実験的研究の結果、コンフォーマル冷却チャネルを使用した場合、サイクルタイムが12.8%短縮されることが明らかになりました。また、Park and Dang [9] は、プラスチック射出成形金型用のコンフォーマル冷却チャネルを開発しました。研究結果は、コンフォーマル冷却チャネルを使用した場合、サイクルタイムが30%短縮されることを示しました。 摩擦損失、温度差による熱伝達、急激な膨張と圧縮は、システムにおけるエクセルギー損失を引き起こします [13-15]。溶融金属の熱は冷却チャネルを介して伝達されます。溶融金属と冷却チャネル間の熱伝達は、熱交換器の作動原理と類似しています。熱交換器におけるエクセルギー損失に関する多くの研究が文献に存在します。しかし、金属金型冷却チャネルにおけるエクセルギー損失に関する研究は、文献において非常に少ないです。熱交換器または熱力学的サイクルの最適作動条件を決定し、エクセルギー損失を低減するために、流体速度、圧力損失、温度分布などのパラメータが研究者によって調査されました。彼らは、エクセルギー損失はこれらのパラメータを改善することによって減少することを強調しました [16-19]。 近年開発された積層造形技術により、複雑な形状とコンパクトな構造で製品を製造できます。本研究では、従来の製造方法では製造できない様々な形状の金属金型内の冷却チャネルを設計しました。2種類の異なるコンフォーマル冷却チャネル金型を設計し、定常状態条件下で標準冷却チャネル金型と数値的に比較しました。各チャネルについて、様々な流量における熱伝達率、エクセルギー損失、圧力損失を計算しました。 研究の必要性: 積層造形法で製造された金属金型の高い製造コストのため、所望の性能を備えたコンフォーマル冷却チャネル設計を製造する必要性があります。コンフォーマル冷却チャネルは冷却性能を向上させることができますが、圧力損失およびエクセルギー損失の観点から従来の冷却チャネルとの比較分析が必要です。最適な冷却チャネル設計のためには、熱伝達性能だけでなく、エネルギー効率を考慮したエクセルギー分析が不可欠です。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は、金属金型において最適な冷却性能を達成するためにコンフォーマル冷却チャネルを設計し、数値的に解析して従来の冷却チャネル設計と比較することです。本研究は、熱伝達、圧力損失、エクセルギー損失の観点から性能差を評価することを目的としています。 主要な研究課題: 研究仮説: 5.
Read More
By userAluminium-J, automotive-J, Technical Data-JApplications, CAD, Die casting, Draft, Efficiency, 金型, 금형, 자동차, 해석
この論文概要は、[‘INTERNATIONAL JOURNAL OF RESEARCH IN ADVANCED ENGINEERING TECHNOLOGIES’]によって発行された、[‘DESIGN AND WEIGHT OPTIMIZATION OF OIL PAN BY FE ANALYSIS’]論文に基づいて作成されました。 1. 概要: 2. 抄録または序論 抄録 – 往復動型内燃機関において、オイルパンはクランクシャフトのハウジングです。この密閉構造はエンジン内で最大の空洞を形成し、マルチシリンダーエンジンでは通常、1つまたは複数のシリンダーブロックに統合されてシリンダーの下に配置されます。オイルパンはエンジンの下部に位置し、エンジンオイルを貯蔵するために使用されます。必要なときにオイルパンからエンジンにオイルがポンプで送られます。 本プロジェクトでは、潜水艦エンジンで使用されるオイルパンのモデリングを行います。本プロジェクトの目的は、CADソフトウェアを使用してオイルパンをモデル化し、適切な鋳造製造プロセスを選択して鋳造金型を設計し、CAMソフトウェアを使用してCNCプログラムを生成し、鋳造金型の不要な領域で重量を削減することです。 初期段階では、金型設計と解析条件に関するデータを収集します。次の段階では、さらなる研究のためにPro-Engineerを使用してモデルを生成します。金型アセンブリをモデル化するために金型設計計算を行います。金型準備後、オイルパンに適した材料を選択して金型構造を最適化し、重量を削減するために構造解析を行います。モデリング、金型設計、製造(CNC)はPro/Engineerソフトウェアを使用して行われます。 序論 – オイルパンについて オイルパンは、一般的に自動車やその他の類似の用途における4ストローク内燃機関の底部をシールする部品です。米国ではオイルパンとして知られていますが、世界の他の地域ではオイルサンプと呼ばれることもあります。主な目的は、クランクケースの最下部を形成し、エンジンオイルがエンジン内を循環する前後にオイルを保持することです。オイルパンを取り外すと、通常、クランクシャフト、オイルピックアップ、およびディップスティックの下端部が現れます。 通常のエンジン運転中、オイルポンプはパンからオイルを吸い上げ、エンジン内を循環させます。オイルはそこで様々な部品を潤滑するために使用されます。オイルがエンジンを通過した後、オイルパンに戻されます。このようなウェットサンプシステムでは、エンジンが保持できるオイルの量は、オイルパンのサイズに直接関係しています。エンジンは、クランクシャフトが水没するとオイルがエアレーションを起こし、オイルポンプがエンジン内を循環させることが困難または不可能になるため、パンに収まる量以上のオイルを保持することはできません。 エンジンオイルを交換するために使用されるドレンプラグは、通常、オイルパンのどこかに配置されています。オイルドレンプラグを簡単に見つける方法は、パンを見つけてから最も低い点を探すことです。パンは傾斜していたり、片方の端が膨らんでいたり、エンジンの位置によってわずかに角度が付いている場合があります。この低い点が通常、ドレンプラグが配置され、パン内のオイルをほぼすべて排出できる場所です。 レースや高性能車などの特定のエンジンは、ドライサンプシステムとして知られるものを使用する場合があります。クランクケースにすべてのオイルを貯蔵する代わりに、これらのエンジンにはポンプで送り込まれる分離されたリザーバーがあります。これらのエンジンのオイルパンは、オイルが潤滑に使用された後にリザーバーに戻されるため、通常、ウェットサンプシステムのオイルパンよりもはるかに小さくなります。 3. 研究背景: 研究テーマの背景: 往復動型内燃機関において、オイルパンはクランクシャフトハウジングとして機能します。この密閉構造はエンジン内で最大の空洞を形成し、シリンダーの下に位置しています。オイルパンはエンジンの下部に配置され、エンジンオイルを貯蔵するために使用されます。 既存研究の現状: このセクションでは明示的に言及されていません。 研究の必要性: 本プロジェクトでは、潜水艦エンジンで使用されるオイルパンのモデリングを行います。本プロジェクトの目的は、CADソフトウェアを使用してオイルパンをモデル化し、適切な鋳造製造プロセスを選択して鋳造金型を設計し、CAMソフトウェアを使用してCNCプログラムを生成し、鋳造金型の不要な領域で重量を削減することです。初期段階では、金型設計と解析条件に関するデータを収集します。次の段階では、さらなる研究のためにPro-Engineerを使用してモデルを生成します。金型アセンブリをモデル化するために金型設計計算を行います。金型準備後、オイルパンに適した材料を選択して金型構造を最適化し、重量を削減するために構造解析を行います。モデリング、金型設計、製造(CNC)はPro/Engineerソフトウェアを使用して行われます。 4. 研究目的と研究課題: 研究目的: 本プロジェクトの目的は、CADソフトウェアを使用してオイルパンをモデル化し、適切な鋳造製造プロセスを選択して鋳造金型を設計し、CAMソフトウェアを使用してCNCプログラムを生成し、鋳造金型の不要な領域で重量を削減することです。また、オイルパンに適した材料を選択して金型構造を最適化し、重量を削減することです。 主要な研究: 研究仮説: このセクションでは明示的に言及されていません。本研究は、仮説駆動型というよりも、探索的かつ設計に焦点を当てています。 5. 研究方法: 研究デザイン: 研究デザインには、ソフトウェアツールを使用したモデリング、設計、解析、最適化が含まれます。初期段階では、金型設計と解析条件に関するデータを収集します。次の段階では、さらなる研究のためにPro-Engineerを使用してモデルを生成します。金型アセンブリをモデル化するために金型設計計算を行います。金型準備後、オイルパンに適した材料を選択して金型構造を最適化し、重量を削減するために構造解析を行います。モデリング、金型設計、製造(CNC)はPro/Engineerソフトウェアを使用して行われます。 データ収集方法: 初期段階では、金型設計と解析条件に関するデータを収集します。 分析方法:
Read More