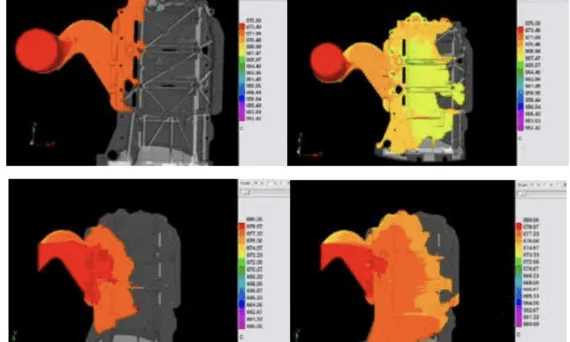
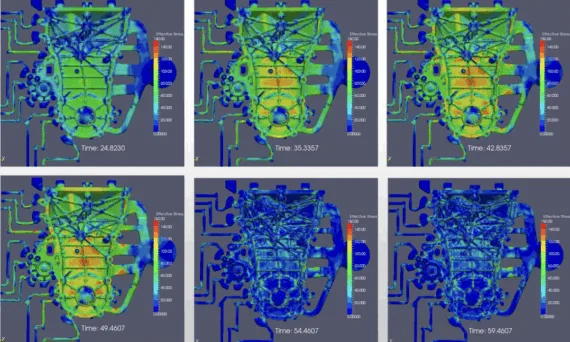
user 05/08/2025 Aluminium-J , Technical Data-J aluminum alloy , aluminum alloys , ANOVA , CAD , Die casting , High pressure die casting , High pressure die casting (HPDC) , Microstructure , temperature field , 금형 , 자동차 산업 本紹介論文は、「Mälardalen University Press Licentiate Theses」によって発行された論文「OPTIMIZATION PRODUCT PARTS IN HIGH PRESSURE DIE CASTING PROCESS」に基づいています。 1. 概要: 2. アブストラクト: 本論文は、統計ツールを用いた実験的観察と数値シミュレーションにより、A380合金の高圧ダイカスト(HPDC)における金型温度の最適化について述べるものです。本研究の目的は、これらの欠陥の発生を最小限に抑え、それによって欠陥のない部品の生産を最大化するための最適な金型温度を決定することです。 HPDCでは、溶融金属が高速(アルミニウム合金の場合40-60 m/s)で金型に射出されます。金型温度は、不良部品の発生率に重要な役割を果たします。したがって、非常に複雑な形状を持つ自動車部品(EF7モーターのラダーフレーム)のHPDCにおける溶融金属の流動パターンを検討し、最適な金型温度を決定しました。 生産プロセスにおける欠陥は、表面欠陥、内部欠陥、寸法欠陥の3つのカテゴリーに分類されます。実験で生産されたサンプルは、存在する欠陥に応じて分類されました。 鋳造欠陥に影響を与えるもう1つの重要なパラメータは冷却速度です。金型温度は、初期段階と最終充填位置で測定されました。実験は、150°Cから250°Cの範囲の金型温度で行われました。その結果、初期段階と最終充填位置の間の金型内の溶融金属の温度差は20〜25°Cでした。 回帰、関係、最大値、最小値、相関、ANOVA、T検定、主成分分析(PCA)、記述統計などの統計ツールを使用して、ダイカスト実験からのデータの解釈を容易にしました。 プロセスの挙動を研究し、影響パラメータに関するより良い知識を得て、必要なパラメータを測定するために、いくつかのケーススタディを実行します。収集されたデータは、次の目的で利用されます。 ProCastソフトウェアを使用して流体の流れと凝固ステップをシミュレーションし、その結果は実験測定によって検証されました。この合金の最適な金型温度は200°C以上であることがわかりました。 実験結果の統計分析により、ラダーフレームのHPDCにおいて、210°Cから215°Cの金型温度範囲内で欠陥が最小化され、良品部品が最大化されることがわかりました。 3. 緒言 (はじめに): 高圧ダイカスト(HPDC)プロセスは、アルミニウム、マグネシウム、銅、亜鉛から部品を製造するために広く使用されている製造方法であり、金型への正確な適合性、良好な機械的特性、低コスト、複雑な形状の部品を製造できる能力などの利点があります。このプロセスは、自動車産業や航空宇宙産業を含む様々な産業で不可欠です。しかし、HPDC部品の品質は、溶湯温度、射出圧力、金型温度、部品の複雑さ、射出速度など、多くのパラメータに影響されます。本研究は、製造された部品の欠陥に対する金型温度の影響を調査することに焦点を当てています。部品の複雑化と最適化の必要性の高まりに伴い、数値解析手法は製造プロセスに関連する物理的問題を解決するための不可欠なツールとなりつつあり、従来の試行錯誤によるアプローチと比較して時間とコストを大幅に削減できます。本論文は、特にダイカストアルミニウム合金とその自動車産業への応用を取り上げ、鋳造形状、製造パラメータ、ダイカストプロセス構成要素間の関係を理解し最適化することで、廃棄物を削減し欠陥を最小限に抑えることを目的としています。 4. 研究の概要: 研究テーマの背景: 高圧ダイカスト(HPDC)は、A380アルミニウムなどの合金を使用し、特に自動車分野で複雑な金属部品を製造するための重要な製造プロセスです。このプロセスでは、溶融金属を高速・高圧で金型に射出します。HPDCはネットシェイプに近い形状での製造や良好な機械的特性といった利点がありますが、最終的な部品品質はプロセスパラメータに非常に敏感です。最適でない条件では欠陥が発生し、コスト増や廃棄物の原因となります。これらのパラメータ、特に金型温度を最適化することは、健全な鋳物を保証するために不可欠です。これらのパラメータ間の複雑な相互作用を理解し最適化するために、数値シミュレーションツールがますます利用されています。 先行研究の状況: 本研究は、HPDCプロセスの物理、凝固理論、および欠陥形成メカニズムに関する既存の知識体系に基づいています。核生成理論(例:古典的ギブスモデル、非古典的モデル)および凝固微細構造の発達に関する確立された理論が、研究の科学的基盤を形成しています。ProCastのような計算ツールを鋳造プロセスにおける流体の流れ、熱伝達、および凝固のシミュレーションに使用することは、十分に開発された分野です。本研究は、これらの確立された原理とツールを適用して、新たに設計された複雑な自動車部品(EF7エンジン用ラダーフレーム)の金型温度を最適化し、欠陥を最小限に抑えるという特定の課題に取り組みます。 研究の目的: 本研究の主な目的は、A380アルミニウム合金の高圧ダイカスト(HPDC)において、欠陥の発生を最小限に抑え、それによって良品部品の生産を最大化するための最適な金型温度を決定することです。具体的な目的は次のとおりです。 核心的研究: 本研究の核心は、HPDCプロセスによって製造されるA380アルミニウム合金自動車部品(EF7モーターのラダーフレーム)の金型温度最適化に関する包括的な調査です。これは、実験的観察と数値シミュレーションの組み合わせによって達成されました。実験は、金型温度(150℃から250℃)と溶湯温度を体系的に変化させながら、欠陥形成を監視することによって行われました。その複雑な形状のために選択されたラダーフレームが試験部品として使用されました。ProCastソフトウェアを使用した数値シミュレーションにより、流体の流れと凝固段階をモデル化し、その結果は実験測定によって検証されました。回帰分析、ANOVA、PCAなどの統計ツールを使用して実験データを分析し、最適なプロセス条件を特定しました。 5. 研究方法: 研究計画: 本研究では、実験と数値シミュレーションを組み合わせたアプローチを採用しました。実験は、工業用HPDC機(IDRA1600)を使用し、A380アルミニウム合金を用いて、EF7モーターの複雑な自動車部品である「ラダーフレーム」を製造する形で行われました。調査した主な変数は金型温度で、150℃から250℃の範囲とし、溶湯温度も監視・制御しました。ProCastソフトウェアを用いて、様々な条件下での金型充填および凝固プロセスをモデル化する数値シミュレーションを実施しました。その後、シミュレーション結果の精度と信頼性を確保するために、実験測定によって検証を行いました。 データ収集・分析方法: データ収集には、初期段階と最終充填位置での金型温度の測定、およびダイ入口(射出開始時)とダイ出口(射出終了時)での溶湯温度の測定が含まれました。信頼性を確保するために各条件で3回の繰り返し実験を行い、合計800回の実験を実施しました。欠陥部品を特定し、X線検査、三次元測定機(CMM)、金属組織検査、目視検査などの様々な分析手法を用いて欠陥の種類(表面、内部、寸法)を決定しました。データ分析は、回帰、関係、最大値、最小値、相関、ANOVA、T検定、主成分分析(PCA)、記述統計などの一連の統計ツールを使用して行われました。ProCastソフトウェアは、流体の流れと凝固のシミュレーションに使用され、温度分布、充填パターン、および潜在的な欠陥箇所に関する洞察を提供しました。 研究課題と範囲: 本論文の範囲は、高圧ダイカスト法を用いて、複雑な形状で欠陥を最小限に抑えたA380アルミニウム合金製部品の製造に焦点を当てています。中心的な研究課題は、鋳造欠陥を最小限に抑えるための金型温度の最適化です。本研究は、非常に複雑な形状を持つ特定の自動車部品(ラダーフレーム)の品質に対する金型温度の影響を調査します。本研究は、実験結果をモデル化し、シミュレーション結果を経験的に確認するために、エンジニアリングProCastソフトウェアを使用した数値シミュレーションと実験作業を組み合わせています。また、ランナーやオーバーフローの位置などの設計パラメータと、金型温度や溶湯温度などの製造パラメータとの関係も探求します。 6. 主要な結果: 主要な結果: 本研究は、複雑なラダーフレーム部品において欠陥を最小限に抑え、A380アルミニウム合金のHPDCによる良品部品の生産を最大化するための最適な金型温度範囲を特定することに成功しました。 図のリスト: 7. 結論:
Read More
user 05/08/2025 Aluminium-J , automotive-J , Technical Data-J Applications , AUTOMOTIVE Parts , CAD , Computer simulation , Die casting , Efficiency , Heat Sink , High pressure die casting , 금형 本紹介論文は、「[INTERNATIONAL JOURNAL OF INNOVATIONS IN ENGINEERING RESEARCH AND TECHNOLOGY [IJIERT] (NOVATEUR PUBLICATIONS)]」によって発行された論文「[DEVELOPMENT AND APPLICATION OF CASTING DISTORTION & COMPENSATION TECHNOLOGY BASED ON AUTOMATIC ITERATION METHOD]」に基づいています。 1. 概要: 2. 抄録: 鋳造のそりや変形は、ダイカスト生産においてしばしば遭遇する主要な欠陥の一つであり、解決が非常に困難です。従来の方法には、低効率、重労働、劣悪な作業環境といった問題がありました。本稿では、Cast-Designerが新たに開発した変形補正ソルバーDCS(Distortion Compensation Solver)を紹介します。これは、事前に鋳造の変形やそりを予測し、自動繰り返し最適化技術によって公差要件を満たす鋳造製品を見つけることができます。このようなツールと技術により、鋳造変形を効果的に低減し、直接的に機械加工要件を満たすことが可能になります。 3. 緒言: 先進的な製造技術として、ダイカストは高い寸法精度、良好な機械的特性、高い生産効率という利点を持っています。自動車用アルミニウムおよびアルミニウム-マグネシウム合金部品の生産において、強力な技術的・経済的優位性があります。しかし、様々な理由から、多くのダイカストアルミニウム部品では、初期設計段階で製造要因がほとんど考慮されていません。複雑な構造、大きな肉厚差、高い精度要求は、ダイカストの開発と生産において大きな課題となります。中でも、変形やそりの欠陥は、複雑な鋳造品において一般的で制御が難しい問題の一つです。鋳造変形欠陥は、不適切な鋳造品設計、突き出し時のアンバランス、金型温度の不均衡など、多くの原因によって引き起こされます。変形欠陥が鋳造品の品質に与える影響は主に以下の通りです:1) 鋳造品の寸法精度への影響;2) 後工程の機械加工への影響;3) 鋳造後に深い機械加工が必要な部品の場合、鋳造品表面の緻密層が除去されることで内部の巣欠陥(気孔や収縮など)が露出し、鋳造品の外観やシール性能(シール要件のある部品の場合)に影響を与える。 4. 研究の概要: 研究テーマの背景: 鋳造変形(そり)は、ダイカスト生産における重要かつ解決困難な欠陥です。これは、不適切な鋳造品設計、突き出し時の不均衡な力、不均一な金型温度など、様々な原因から生じます。この欠陥は、鋳造品の寸法精度を損ない、必要な後工程の機械加工を複雑にします。鋳造後に大幅な材料除去が必要な部品の場合、変形によって気孔や収縮といった内部欠陥が露呈する可能性があります。 従来の研究状況: 鋳造変形を管理するための従来の方法には以下が含まれます: 研究の目的: 本稿では、Cast-Designerが新たに開発したDistortion Compensation Solver (DCS)を紹介します。この研究は、事前に鋳造の変形やそりを予測し、自動繰り返し最適化を利用して公差要件を満たす鋳造製品を見つける技術を実証することを目的としています。目標は、鋳造変形を効果的に低減し、従来の方法の限界を克服して、直接的に機械加工要件を満たすことです。 中核研究: 研究の中核は、Cast-Designerソフトウェアスイート内で開発されたDistortion Compensation Solver (DCS)技術に焦点を当てています。この技術は自動繰り返し法を採用しています。まず、有限要素解析を用いて熱応力と機械的応力、およびそれによって生じる変形を計算する、鋳造プロセスの正確なシミュレーションから始まります。予測された変形に基づいて、DCSは予測された変形の反対方向に補正を適用することにより、金型キャビティ形状を繰り返し修正します。このプロセスは、凝固および冷却後の最終的な鋳造品が指定された寸法公差内に収まるようにすることを目的としています。 5.
Read More
user 05/07/2025 Aluminium-J , automotive-J , Salt Core-J Applications , CAD , Casting Technique , Die casting , High pressure die casting , Microstructure , Review , Salt Core , Sand casting , 금형 , 자동차 산업 本稿は、「Journal of Sensor Science and Technology」に掲載された論文「Improving the Mechanical Properties of Salt Core through Reinforcing Fibers」に基づいています。 1. 概要: 2. アブストラクト: ソルトコアは、環境問題への解決策として電気自動車部品の鋳造プロセスへの応用が注目されています。しかし、ソルトコアは高圧ダイカストで使用するには機械的強度がまだ低いのが現状です。本研究では、強化材の使用によるKClベースソルトコアの曲げ強度の改善を調査しました。KClおよびNa2CO3粉末を母材とし、ガラス繊維および炭素繊維を強化材として使用しました。炭素繊維およびガラス繊維の含有量が曲げ強度特性に及ぼす影響を調査しました。ここでは、比較的少量のガラス繊維(0.3 wt%)を添加することにより、高圧ダイカスト用の曲げ強度が改善された新しい繊維強化ソルトコア組成物を得ました。強化されたソルトコアは、49.3 MPaの曲げ強度、1.5%の線形収縮率、蒸留水中での16.25 g/min.m²の水溶性、0.058%の吸湿率など、改善された特性を示します。 3. はじめに: アルミニウム高圧ダイカスト(HPDC)合金は、高強度、高剛性、良好な成形性、有利な重量比、優れた耐食性により、エレクトロニクスおよび自動車産業分野で広く利用されています。近年、複雑な内部形状と高品質要件を持つ部品を製造するために、従来の砂型鋳造の代わりにソルトコアを用いた鋳造プロセスが提案されています。このプロセスでは、金属凝固後に容易に溶解できる一時的なコアとしてソルト材料を使用し、複雑な内部形状を正確に作成し、より良い表面仕上げを提供します。ソルトコアは、高強度、寸法精度、鋳造除去性、耐湿性、リサイクル性といった利点があります。しかし、ソルトコア材料固有の低い強度、湿度への脆弱性、凝固中の変形、コア除去の難しさなど、量産には依然として限界があります。従来のソルトコアは無機塩(例:KCl、NaCl、CaCO3、Na2CO3、Na2SO4)で構成されており、これらは脆く、補強効果がなく、収縮や亀裂が発生しやすく、強度が低下します。したがって、ソルトコアの機械的強度を高めることが不可欠です。 4. 研究の概要: 研究テーマの背景: ソルトコアは、特に自動車用途において、鋳造部品の複雑な内部形状を作成するためのHPDCでますます重要になっています。しかし、その固有の低い機械的強度は、特にダイカストの高圧下での使用において大きな制限となっています。従来のソルト材料は脆く、亀裂が発生しやすいです。 従来の研究状況: ソルトコアの強度を改善するためのこれまでの取り組みには、充填密度と均一性を高めるための製造プロセスの最適化や、コアの特性を理解するためのシミュレーションの使用などがありました。ホウ酸アルミニウムウィスカー、アルミナ粉末、シリカ粉末などのさまざまな強化材が検討されてきましたが、これらは多くの場合、限定的な強度向上しかもたらさなかったり、溶融塩の流動性に悪影響を及ぼしたりしました。ガラス繊維などの強化繊維はセラミックマトリックス複合材料で有望な結果を示しており、KNO3ベースのソルトコアについて研究され、曲げ強度の向上と吸湿率の低減が実証されています。しかし、繊維含有量が多いと流動性が低下し、鋳造欠陥が発生する可能性があります。 研究の目的: 本研究は、安価なガラス繊維と炭素繊維を強化材として組み込むことにより、KClベースのソルトコアの機械的特性、特に曲げ強度を向上させることを目的としました。この研究では、さまざまな繊維含有量が曲げ強度、線形収縮率、水溶性、吸湿率に及ぼす影響を調査しました。さらに、この研究は、強化メカニズムを理解し、特に超低(0.3 wt%)ガラス繊維含有量で大幅な強度向上を達成するための最適組成を特定するために、走査型電子顕微鏡(SEM)を使用して強化ソルトコアの形態と亀裂微細構造を分析することを目的としました。 研究の核心: 本研究の核心は、さまざまな量のガラス繊維または炭素繊維(0.1 wt%~0.7 wt%)で強化されたKClベースのソルトコア(母材:KCl-60 mol%Na2CO3とMgCl2)の作製です。次に、これらの作製されたソルトコアの機械的および物理的特性を評価するために一連の試験を実施しました。具体的には、曲げ強度、線形収縮率、水溶性、吸湿率を測定しました。ソルトコア、特に未強化サンプルと0.3 wt%ガラス繊維強化サンプルの破断面の微細構造をSEMで分析し、繊維強化の効果を観察しました。 5. 研究方法論 研究デザイン: 本研究では実験的研究デザインを採用しました。強化繊維(ガラスおよび炭素)の組成を変えてソルトコアサンプルを系統的に作製し、その後、これらの強化材の効果を明らかにするために機械的および物理的特性を評価しました。 データ収集・分析方法: 研究テーマと範囲: 本研究は以下に焦点を当てました: 6. 主な結果: 主な結果: 図のタイトルリスト: 7. 結論: 本研究は、強化繊維を組み込むことにより、KClベースのソルトコアの機械的特性が大幅に改善されることを実証しました。ガラス繊維と炭素繊維の両方が、亀裂伝播を抑制することにより曲げ強度を向上させるのに有効でした。特に、非常に少量(0.3
Read More
user 05/07/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , CAD , Die casting , IGS , Mechanical Property , Microstructure , Salt Core , 금형 , 알루미늄 다이캐스팅 , 자동차 산업 本紹介論文は、「[The Japan Institute of Metals and Materials]」によって発行された論文「[High-Temperature Mechanical Properties of NaCl-Na2CO3 Salt-Mixture Removable Cores for Aluminum Die-Casting]」に基づいています。 1. 概要: 2. 抄録: NaCl-Na2CO3混合塩は、アルミニウムダイカストプロセス用の水溶性中子材料として提案されている。重力鋳造によって作製されたNaCl-Na2CO3試料の機械的特性と微細構造が調査された。混合塩は純粋な塩と比較して優れた特性を示した。共晶領域が層状構造から粒状構造に変化したため、高温での圧縮試験中に塑性変形が発生した。NaCl初晶相と共晶領域を持つ混合塩が最も適した中子材料であることが見出された。 3. 緒言: ダイカストアルミニウム部品は、高い生産性と優れた機械的特性により、自動車産業で広く使用されている。部品の性能を向上させ、コストを削減するためには、内部にキャビティを持つ複雑な形状の部品を鋳造する必要があり、これは中子の使用によって達成される。金属または砂中子がアルミニウムダイカストプロセスに一般的に使用されるが、水溶性塩中子は機械的クリーニングが不可能なキャビティから容易に除去できるため、中子材料としてより魅力的である。NaCl粉末の高圧圧縮によって形成される塩中子は最も一般的に使用されるタイプであるが、強度が不足しているため、重力鋳造または低圧鋳造にしか使用できない。 したがって、高圧ダイカストで使用するための多くの高強度塩中子が提案されてきた。例えば、Yaokawaらは塩とセラミックスの複合材料を提案し、JelínekとAdámkováはアルカリシリケートを用いた高圧スクイーズによるNaClまたはKCl中子を提案した。我々の研究グループは以前、重力鋳造によって作製されたKCl–NaCl–K2CO3-Na2CO3系の高強度混合塩中子を発表した。ダイカストマシンで鋳造された開発された中子材料は、高い寸法精度、滑らかな表面、および重力鋳造のものよりも高い強度を示し、高圧ダイカストプロセスによってADC12合金クローズドデッキタイプシリンダーブロックを成功裏に鋳造した。我々はこの塩混合物をKBr-NaBr-K2CO3-Na2CO3系にさらに発展させ、水中での溶解度が高いため除去性が向上した。しかし、これらの塩混合物の機械的特性は室温でのみ試験された。塩混合物の高温機械的特性は、ダイカストプロセス中に塩中子が高速度のアルミニウム合金溶湯にさらされるため、鋳造設計上の考慮事項として有用な知識である。しかし、開発された塩中子の高温での高温機械的特性はまだ不明である。 単結晶および多結晶NaClの高温機械的特性は多くの研究者によって調査されてきた。単結晶NaClは室温でも塑性変形を示すが、多結晶NaClは融点の約半分以上に加熱されるまでは脆性であり、その後塑性挙動も示し始める。多結晶NaClの機械的強度は約200–350°Cで最大に達する。しかし、高温での塩混合物の機械的特性はまだ文書化されていない。本研究では、NaCl-Na2CO3系の鋳造混合塩中子の高温機械的特性を調査した。 4. 研究の概要: 研究テーマの背景: 本研究は、アルミニウムダイカスト、特に高圧プロセス用の堅牢な水溶性中子材料の必要性に取り組んでいる。既存のNaCl粉末中子は強度が不十分であり、溶湯との相互作用中に経験する高温での塩中子の性能は、塩混合物については十分に調査されていない重要な設計上の考慮事項である。 先行研究の状況: 高強度塩中子を開発するための先行研究には、塩-セラミック複合材料や加圧スクイーズ塩中子が含まれる。著者らのグループは、良好な室温特性を持つ多成分塩混合物を開発していた。しかし、ダイカスト中に経験する高温でのこれらの塩混合物の機械的挙動に関する知識のギャップが存在した。純粋なNaClに関する研究は高温での脆性-延性遷移を示したが、塩混合物に関するデータは不足していた。 研究の目的: 本研究の主な目的は、NaCl-Na2CO3系の鋳造混合塩中子の高温機械的特性を調査することであった。この調査は、これらのコアの設計およびアルミニウムダイカストプロセスへの応用、特に溶融金属への暴露を考慮した必須データを提供することを目的とした。 核心的研究内容: 研究の核心は、重力鋳造により様々な組成のNaCl-Na2CO3混合塩を作製することであった。これらの試料を次に、室温から250°Cまでの範囲の温度で圧縮試験に供し、最大応力や破断ひずみを含む機械的特性を評価した。室温での微小ビッカース硬さ測定が行われた。さらに、鋳放し状態および高温圧縮後の試料の微細構造を走査型電子顕微鏡(SEM)を用いて分析し、変形メカニズム、特に共晶構造内の変化に焦点を当てて理解を深めた。 5. 研究方法論 研究設計: 本研究は、NaCl-Na2CO3塩混合物の高温機械的性能を評価するように設計された。共晶および非共晶組成を含む様々な組成物を、予熱された鋼製鋳型に重力鋳造することによって調製した。次いで、円筒状試料を温度スペクトル全体にわたって圧縮試験に供した。観察された機械的挙動を構造的特徴および熱的・機械的負荷下でのそれらの変化と関連付けるために、微細構造解析が用いられた。 データ収集・分析方法: 研究対象と範囲: 6. 主要な結果: 主要な結果: 図の名称リスト: 7. 結論: 重力鋳造によって調製され、圧縮試験によって評価されたNaCl-Na2CO3塩混合物に関する研究から、以下の主な結論が得られた。(1) 塩混合物は、その純粋な構成塩と比較して著しく大きな最大応力と破断ひずみを示す。高温で観察される塑性変形は、共晶領域内の微細構造がラメラ構造から粒状構造へと変化することに起因する。(2) 初晶相と共晶領域を含む塩混合物は、純粋な共晶塩混合物よりも優れた高温機械的強度を示す。特に、初晶NaClを含む塩混合物は、初晶Na2CO3を含む混合物よりも低温で優れた延性を示すため、中子材料としてより適していると考えられる。 8. 参考文献: 9.
Read More
user 05/02/2025 Aluminium-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , High pressure die casting , Mechanical Property , Microstructure , Salt Core , 금형 この紹介資料は、「[韓国鋳造工学会誌]」に掲載された論文「[セラミック溶融コアの微세組織と機械的特性]」に基づいています。 1. 概要: 2. 抄録 (Abstract): 本研究は、セラミック粒子の添加による低融点溶融コアの開発に関するものである。高圧ダイカストまたはスクイズキャスティングプロセスにおいて、複雑な内部形状やアンダーカットを必要とする一体型鋳造部品を製造するために、新しい概念の塩コア(salt core)が導入された。セラミック粒子の添加は微細組織の生成を助け、溶融コアの機械的特性を向上させた。高い圧縮強度を有する新しい溶融コア材料の製造のための新技術が確立された。セラミック粒子の添加は溶融コア材料の機械的特性を向上させた。セラミック粒子の割合と機械的強度との間には、60%まで増加する関係が存在した。 3. 序論 (Introduction): ダイカスト法では、メタルコア、コーティングされたシェル(shell)、高融点コアなどが使用されている。これらの方法は、溶湯が浸透したり、コアの強度が弱くて破損したりする現象が起こり、鋳造後の抽出が非常に困難であるという欠点がある。新しい溶融コア(fusible core)は、従来のコアとは異なり、融点が270〜520°C程度の低融点化学塩(salt)を基本素材として使用し、セラミック粒子を添加して強度とコア物性を向上させる[1, 2]。これらのコアは、溶融金属が低速/高速で注入されてもコアが破壊されたり、溶融金属がコア内部に浸透したりしないという利点を持つ。これは、熱伝導率が金型材料である特殊鋼の約1/400程度と非常に低いため、コアが熱変形する前に溶融金属の表面凝固層を形成させることができるため、ダイカストを行っても溶融コアの破壊はなく、溶融コアの複雑な形状をそのまま実現できる。 本研究では、鋳造時に必要な溶融コアの特性を評価した。また、溶融コアの機械的特性を評価しようとした。ダイカスト[3-6]と高圧凝固に該当する溶湯鍛造法(Squeeze casting)は、金型に溶融金属を注入した後、油圧装置を利用して機械的な高圧力を溶湯に加え、定められた金型空間を充填させると同時に50〜200 MPaの加圧下で凝固完了させる鋳造プロセスである[7-13]。このように加圧力が作用する状態で、溶融コアが破壊や崩壊することなく強度を維持しなければならない。新たに開発された溶融コア(fusible core)は、従来のコアとは異なり、融点が270〜520℃程度の低融点化学塩(salt)を基本素材として使用する。熱伝達率が金型材料である特殊鋼の約1/400程度と非常に低いため、コアが熱変形する前に溶融金属の表面凝固層を形成させることができる。したがって、ダイカストプロセスでも溶融コアの破壊はなく、溶融コアの複雑な形状をそのまま実現できるという利点がある。しかし、低融点コアの融点が低いため、製品製造時に複雑な内部が凝固前に溶融する現象が見られる可能性がある。本研究は、このような複雑な形状実現の利点を活かし、溶融コアが溶融する欠点を減らす方策をダイカストプロセスに適用し、適切な溶融コアの製造方法と機械的特性を調査しようとした。低融点化学塩にセラミック粒子の含有量を変化させて強度の変化を分析した。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): ダイカストおよびスクイズキャスティングプロセスでは、鋳造部品に複雑な内部形状やアンダーカットを作成するためにコアが必要となることが多い。従来のコア方式は、破損、溶湯浸透、除去困難などの課題に直面している。低融点塩ベースの溶融コアは潜在的な利点を提供するが、高い鋳造圧に耐える十分な機械的強度と、早期溶融を避けるための熱的安定性が必要である。 従来の研究状況 (Status of previous research): 本論文は、セラミック粒子で強化された新しい概念の塩コアを紹介する。一般的なコア技術が存在し[3-13]、溶融塩の特性が知られているが[1]、この研究は特に高圧ダイカストおよびスクイズキャスティング用途向けに機械的特性を改善するために、低融点塩とセラミック添加剤の新しい組み合わせに焦点を当てている。既存のコアの限界と基本的な低融点塩コアの潜在的な問題点から、強化された材料に関するこの調査が必要とされる。 研究の目的 (Purpose of the study): 本研究の目的は、低融点塩ベースにセラミック粒子を添加することにより、新規な溶融コア材料を開発し評価することである。この研究は、これらの新しい溶融コアの製造技術を確立し、高圧ダイカストおよびスクイズキャスティングへの適合性のために機械的特性(特に圧縮強度)を改善し、添加されたセラミック粒子の量と結果として得られるコア強度との関係を理解することを目的とする。 中核研究 (Core study): 研究の中核は、低融点化学塩ベースに様々な重量パーセント(20 wt.%、40 wt.%、50 wt.%、60 wt.%)のセラミック粒子を混合して溶融コアサンプルを製造することであった。これらの異なるコア組成物の機械的特性、特に室温圧縮強度を測定した。さらに、破断したコア表面の微細組織をSEMを用いて分析し、セラミック粒子の添加がコアの内部構造にどのように影響し、その機械的強度と関連しているかを理解した。 5. 研究方法論 (Research Methodology)
Read More
user 04/29/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , CAD , Die casting , Efficiency , Electric vehicles , STEP , 金型 , 금형 , 자동차 , 자동차 산업 この紹介論文は、「The 75th World Foundry Congress」によって発行された論文「Influence of Super Large Single Piece Die Casting Production to Automotive Industry」に基づいています。 1. 概要: 2. 抄録: 米国の新エネルギー車企業からのイノベーションアイデアの動機付け、およびいくつかの関係者の多大な尽力と協力の下で、新しいタイプのSuper Large Single Piece (超大型一体) ダイカスト生産が確立されました。これは生産コストを削減しただけでなく、生産速度を加速し、車体重量をさらに削減しました。新エネルギー車において、継続的な爆発的成長と省エネルギーおよび排出削減の要求に伴い、新エネルギー車の軽量化は避けられないトレンドとなり、Super Large Single Pieceダイカスト開発の加速も促進しました。従来、自動車のフロントアンダーボディ、リアアンダーボディ、バッテリートレイなどの大型アルミニウム合金ダイカスト部品は、最大70以上の小型部品で構成されていました。この新技術により、これらはワンショットでダイカスト生産できます。これは単にすべての装置を増幅すればできることではなく、多くの困難と課題が伴います。この記事はダイカストユニットの観点から始まり、各ステップの設計とプロセスの最適化を通じて、そして現場検証を通じて、ダイカスト製品の性能と生産効率を向上させることを目的としています。ダイカストユニットの生産プロセスには、金属の取鍋供給 (metal ladling)、射出 (injection)、金型冷却 (die cooling)、部品取り出し (parts removal)、スプレー (spraying)、部品冷却 (parts cooling)、トリミング (trimming)、マーキング (marking)、および搬出 (output) が含まれます。 3. 序論: 自動車産業は絶えず進化しており、技術の進歩が車両設計、製造効率、および全体的な性能の向上を推進しています。そのような画期的なイノベーションの1つが、super large single-piece (超大型一体) ダイカスト生産の導入です。この技術は、コスト、重量、強度、生産速度の面で数多くの利点を提供し、車両の製造方法を革命的に変える可能性を秘めています。従来の方法では、車両のアンダーボディは70〜100個の小さな部品を接合して[1]、アンダーボディ全体を形成していました。この方法には、数百台のロボットと組立ラインを構築するための広大なスペースが必要でした。所要時間は時間単位でした。super large die casting machine (超大型ダイカストマシン)
Read More
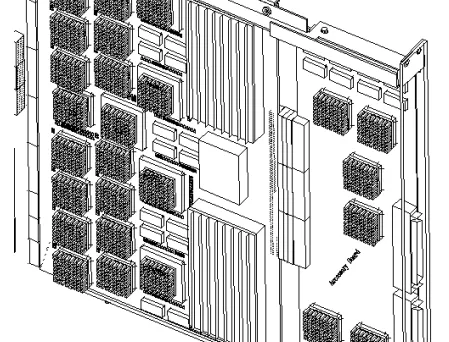
user 04/29/2025 Aluminium-J , heat sink-J , Technical Data-J Air cooling , aluminum alloy , aluminum alloys , Aluminum Die casting , Applications , CAD , Die casting , Efficiency , 금형 , 알루미늄 다이캐스팅 この紹介資料は、「[発行ジャーナル/学会名は論文に記載なし]」によって発行された論文「Efficiency and Cost Tradeoffs Between Aluminum and Zinc-Aluminum Die Cast Heatsinks」に基づいています。 1. 概要: 2. 抄録: 高純度アルミニウムは、常に電子部品からの熱を除去するための優れたヒートシンク材料でした。しかし、特殊な形状の非押出ベースのヒートシンクの製造は、多くの材料ベースの問題を引き起こします。高純度アルミニウムはダイカストが非常に困難であり、通常、ダイカストプロセスを助けるために不純物を添加する必要があります。これらの少量の不純物により、材料の熱伝導係数はほぼ半分に低下します。結果として得られる熱伝導率は、多くの亜鉛ダイカスト材料のそれに非常に近くなります。ダイカストコスト、単価、高電力密度と低電力密度間の効率低下を比較するコストおよび性能分析が、様々な市販の亜鉛、亜鉛-アルミニウム、およびアルミニウムダイカスト材料間で検討されます。この検討は、44個のカスタムチップ(ダイあたり5ワットから55ワット)を利用する世界最速のグラフィックコンピュータであるUNCのPixelFlowの冷却システムの設計に関連して行われました。この9kWの空冷システムは非常にコンパクトで、寸法は18インチ×42インチです。短く高速な信号経路長は、近接して配置されたチップとカード間の熱を除去するための革新的で費用効果の高い方法を必要とします。 3. 序論: コンピュータやその他の電子機器における電力密度の増加により、既製のヒートシンクの選択肢と使用能力は低下しています。低電力(最大3ワット)アプリケーションでは、単純なクリップオンヒートシンクが効果的ですが、プロセッサチップのようなより強力で熱に敏感なコンポーネントには、より高価な鋳造または押出フィンヒートシンクが必要です。最も高価で冷却が困難な電子機器には、液体、伝導、または浸漬冷却が必要ですが、これらは大規模な科学機関や政府以外ではコスト的に法外です。現代の電子パッケージンググループは、現在の安価な空冷システムの限界に達しており、商業的に禁止されている液体または伝導冷却方法の使用を必要とする傾向にあります。商業的に実行可能であり続けるためには、空冷システムの設計者は、システムの実際の空気の流れとヒートシンクの設計に注意を払う必要があります。既製の押出材は安価で、ほとんどの中〜高電力アプリケーションに効果的ですが、部品密度がかなり高い場合、押出材固有の欠点が明らかになります。表面積に対する熱伝導率はそれほど高くなく、多数を直列に配置するとかなりの背圧(back pressure)を引き起こす可能性があります(初期のPixelFlowボード設計における冷却問題を示すFigure 2参照)。既製のオプションが利用できないか不十分な場合、カスタム設計のヒートシンクが必要になります。この論文は特に、UNCのPixelFlowグラフィックコンピュータの冷却課題に対処しており、非効率的な既製設計(1個あたり$2.50)の代わりに、カスタムソリューション(Figure 3)を使用して1個あたりわずか$0.73の費用効果の高い解決策を必要としました。 4. 研究の概要: 研究テーマの背景: 電子部品の電力密度の増加傾向は、単純な既製のヒートシンクよりも高度な熱管理ソリューションを必要とします。コスト上の理由から空冷が好ましい方法ですが、高密度システムではその有効性が課題となります。カスタムヒートシンク設計が重要になります。 従来の研究状況: 標準的なソリューションには、既製のアルミニウム押出ヒートシンクが含まれます。これらは費用効果が高いですが、2Dジオメトリ、熱性能、および高密度構成での空気の流れの妨害(背圧)によって制限されます。液体または伝導冷却のようなより高価なオプションが存在しますが、主流製品には商業的に実行可能でないことがよくあります。カスタムオプションには、機械加工部品、鋳造/機械加工フィン、および完全鋳造ヒートシンクが含まれます。 研究の目的: カスタムヒートシンク用の様々なダイカスト材料(亜鉛、亜鉛-アルミニウム、アルミニウム)を比較するコストおよび性能分析を実施すること。この研究は、高電力、高密度システム(UNCのPixelFlow)の冷却ソリューションを設計する文脈で、熱効率(主に熱伝導率)とコスト(金型費、単価)の間のトレードオフを評価することを目的としています。 研究の核心: この研究は、特定の空気の流れ条件に最適化された複雑な3D形状のヒートシンクを作成するためのダイカストの適合性に焦点を当て、これをより単純な2D押出材と比較対照します。ヒートシンクの性能と製造に関連する材料特性を検討します: 5. 研究方法論 研究設計: この研究は比較分析方法論を採用し、様々なヒートシンク材料(主にダイカストオプション対アルミニウム押出ベンチマーク)を熱性能、製造特性、およびコストに基づいて評価します。UNC PixelFlowグラフィック スーパーコンピュータ プロジェクトの設計要件と経験に大きく依存するケーススタディ アプローチを使用します。 データ収集および分析方法: 様々な合金(Zamak 3、ZA-8、ZA-27、Aluminum 357、Aluminum 380、Brass 360)の材料特性(熱伝導率、熱膨張、密度、融点、引張強度)に関するデータが収集されました。コストデータ(金型費、材料費、5,000個生産時の単価)は、ダイカスターからの見積もりを通じて収集された可能性が高いです(表の注記から示唆される)。温度勾配分析(例:Figure 2 – Heatsink Temperature Gradient)を含む熱性能が評価され、これは熱シミュレーション(シャーシの空気流れ解析にFEAが言及されている、Figure 4)によって情報を得た可能性が高いです。主要な特性とコストを要約するために、「Heatsink Material Comparison Table」が作成されました。
Read More
本紹介資料は、「International Journal of Engineering Science and Technology (IJEST)」に掲載された論文「Improvement in Conventional Water Jacket Method in Mould Cooling Using Heat Pipe」に基づいています。 1. 概要: 2. 抄録: ダイカスト金型および射出成形金型は、従来のウォータージャケット方式で冷却されます。金型冷却は、部品の品質とサイクルタイムの目的で非常に重要です。使用される従来のウォータージャケット方式には多くの欠点があり、そのため金型冷却の効果は最適ではありません。したがって、すべての欠点を克服し、最適化できる技術が登場しました。本提案研究の主な目的は、ヒートパイプの適用により金型冷却における従来のウォータージャケット方式を改善することです。ヒートパイプはこのような状況で非常に重要な役割を果たし、効果的な結果を示し、それによって金型冷却における従来のウォータージャケット方式を改善します。これは純銅よりも何倍も速く熱を伝達します。 3. 緒言: プラスチックは、熱と圧力を加えると任意の所望の形状に成形できる合成有機材料です。プラスチックは、重量、コスト、耐湿性、強度、耐薬品性において多くの利点を提供する魅力的な材料であるため、現代の工学用途でますます受け入れられています。成形は、プラスチックの製造に使用される最も一般的な方法です。成形プロセスは、プラスチックを加熱すると、金型に押し込むことができる粘性液体に軟化し、そこで所望の形状に固化するという事実に基づいています。射出成形とダイカストは、プラスチックの製造における最も一般的な方法です。 4. 研究の概要: 研究テーマの背景: ダイカストは、溶融金属を圧力下で分割された金属ダイ(一般的な永久鋳型に似ている)に強制的に注入することにより、正確な寸法の部品を迅速に製造する技術です。一方、射出成形は、熱可塑性樹脂または熱硬化性樹脂を金型に射出するプロセスです。どちらのプロセスも、金型内で材料を固化させるために効果的な冷却システムを必要とします。従来の方法はウォータージャケットに依存しています。 従来の研究状況: しばしばバッフルやブレードと共に使用される従来のウォータージャケット方式は、ダイカストおよび射出成形における金型冷却の標準的な技術です。しかし、この方法にはいくつかの制限があります。 研究の目的: 本研究は、従来のウォータージャケット方式の枠組み内でヒートパイプを適用することにより、改善された金型冷却技術を提案することを目的としています。目標は、従来のウォータージャケットシステムの欠点を克服し、金型冷却プロセスを最適化することです。 中核研究: 中核となる提案は、金型冷却システムへのヒートパイプの統合です。ヒートパイプは、ウィックと作動流体を含む真空密閉された銅管として説明されます。これは、高温端(蒸発器)で作動流体を蒸発させ、蒸気を低温端(凝縮器)に輸送し、そこで凝縮して潜熱を放出することによって機能します。凝縮した液体は、ウィックを通る毛細管作用によって蒸発器セクションに戻ります。このサイクルにより、ヒートパイプは純銅よりも大幅に速く熱を伝達できます。研究では、ヒートパイプの性能は向きなどの要因に依存し、一般に水平方向が金型冷却に最適な熱性能を提供することが指摘されています。ヒートパイプは、射出成形金型(+5°C〜+200°C)およびダイカスト金型(+5°C〜+350°C)に適したさまざまな温度範囲で利用可能です。動作温度範囲に応じて、さまざまな作動流体を使用できます(Table 3.1参照)。典型的な用途には、ボールペン、バレル、使い捨て注射器などの小さなコアの冷却、コアの薄肉部分、水冷が錆や不純物により詰まった古い金型、または金型に発生した亀裂による水循環が不可能な場合、および一部の製品(ラゲッジバッグなど)でコア側からのゲートが必要な場合(リバースモールドとして知られる)が含まれます。強調されている利点には、より速い冷却、サイクルタイムの短縮、部品品質の向上(ホットスポット、シンクマークの排除)、金型設計の簡素化、製造コストの削減、メンテナンスの削減(スケーリングと詰まりの問題の排除)、および既存の金型のアップグレード能力が含まれます。 5. 研究方法論 研究設計: 本論文は、従来のウォータージャケット方式の限界と比較して、ヒートパイプ技術の既知の原理と利点に基づいて金型冷却を改善するための提案を提示します。この文脈におけるヒートパイプの概念、操作、および適用について概説します。 データ収集と分析方法: 本研究は、確立された知識に基づいて、従来のウォータージャケット冷却方式の限界を分析します。ヒートパイプの動作特性を説明し、従来の方法と比較してその熱伝達能力を定性的に比較します。向きの影響は、異なる設定を示す図を参照して議論されます。適切な作動流体とその動作範囲に関する情報が提示されます(Table 3.1)。分析は、金型冷却における既知の問題を解決するためにヒートパイプの特性を適用することから得られる潜在的な利点に焦点を当てています。 研究トピックと範囲: 本研究は、ダイカストおよび射出成形金型における従来のウォータージャケット冷却システムへの強化策としてのヒートパイプの適用に焦点を当てています。範囲には以下が含まれます。 6. 主な結果: 主な結果: 本研究は、従来のウォータージャケット方式と組み合わせてヒートパイプを適用することで、従来の金型冷却に関連する欠点を効果的に排除できると結論付けています。強調された主な結果は次のとおりです。 図のリスト: 7. 結論: 金型冷却における従来のウォータージャケット方式へのヒートパイプの適用により、従来のアプローチに関連するさまざまな欠点が効果的に解消されることがわかりました。この統合により、冷却関連の問題が排除され、成形部品の品質が向上します。さらに、非常に高い生産率が達成されます。したがって、ヒートパイプは、金型冷却において最も効率的で有益なツールであることが証明されました。
Read More
この紹介論文は、「DIE CASTING ENGINEER」によって発行された論文「Understanding Residual Stress Effects and Corrective Action for Die Casting Tools – Part 2」に基づいています。 1. 概要: 2. 抄録: 本論文(パート2)は、ダイカスト金型における残留応力管理に関する議論を継続し、高度なショットピーニング技術とプロセス制御に焦点を当てています。デュアルピーニングおよびインテンシティピーニング、見通し線制限を克服する方法、メディア、インテンシティ、カバレッジ(PEENSCAN®を使用して検証)に関する重要な制御を含む、独自のMetallife®プロセスについて詳述します。また、より深い圧縮層を提供する次世代技術としてレーザーピーニングを紹介し、残留応力モデリングについても議論します。ケーススタディを通じて、制御されたショットピーニングによって達成可能な大幅な金型寿命延長とコスト削減効果を示します。 3. 序論: 機械的に誘起された圧縮応力の基礎を扱ったパート1に続き、本論文では、主にショットピーニングに焦点を当て、ダイカスト金型の応力除去のための特殊な制御と技術についてさらに深く掘り下げます。NADCAの「ダイカスト金型の応力除去に関するユーザーガイド」では、熱処理による応力除去(heat stress tempering)が一つの方法として言及されていますが、適切なショットピーニング技術はしばしば十分に理解されていません。このパートでは、Metallife®圧縮応力および表面改質プロセスの利点を最大化するために使用される特殊な制御、レーザーピーニングのような新技術、そしてこれらの是正処置の有効性を検証するケーススタディについて議論します。 4. 研究の概要: 研究トピックの背景: 残留応力と製造上の影響は、ダイカスト金型の寿命と性能を著しく短縮させます。熱処理による応力除去やショットピーニングのような是正処置は、これらの問題を軽減することを目的としています。しかし、最適なショットピーニングに必要な詳細と制御は、業界で広く知られているわけでも、効果的に実践されているわけでもありません。 先行研究の状況: このシリーズのパート1では、機械的に誘起された圧縮応力の歴史、定義、応力曲線、深さに関する考察、および有害な製造上の影響を含む基礎を確立しました。NADCAは応力除去方法を網羅したガイドラインを発行しています。熱処理による応力除去は文書化されていますが、高度な制御ショットピーニング技術に関する詳細な理解と適用には、さらなる説明が必要です。 研究の目的: 本論文の目的は、ショットピーニング(特にMetallife®プロセス)の利点を最大化するために必要な特殊なプロセス制御を詳述し、デュアル/インテンシティピーニングや内部ピーニングのような高度な技術を紹介し、プロセス検証方法(例:PEENSCAN®)を議論し、次世代技術としてレーザーピーニングを紹介し、これらの方法が金型寿命延長とコスト削減に及ぼす効果に関するケーススタディの証拠を提供することです。 中核研究: この研究の中核は、ダイカスト金型のための高度なショットピーニングプロセスの実用的な適用と制御に焦点を当てています。カバーされる主要な領域は以下の通りです: 5. 研究方法論 研究デザイン: 本論文は、広範な業界経験(Badger Metal Tech Inc.)、独自のプロセス知識(Metallife®、PEENSCAN®、PeenstressSM)、および共同研究結果(例:レーザーピーニングに関するCase Western Universityとの協力)に基づいた記述的および説明的アプローチを採用しています。単一の制御実験を提示するのではなく、特定の技術、制御方法論、技術的進歩、および実際の結果を概説します。 データ収集および分析方法: 本論文は、以下から得られた情報を統合します: 研究トピックと範囲: この研究は、高度なショットピーニングおよび新興のレーザーピーニング技術を使用したダイカスト金型の残留応力に対する是正処置に具体的に焦点を当てています。範囲は以下の通りです: 6. 主要な結果: 主要な結果: 図のリスト: 7. 結論:
Read More
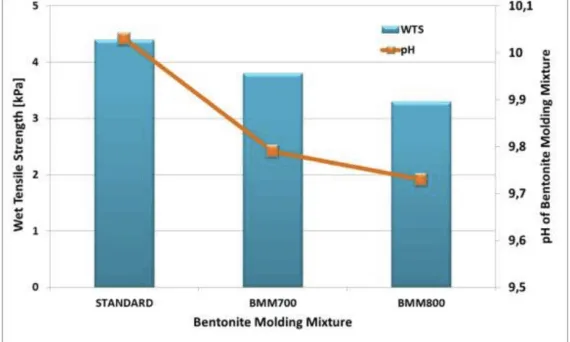
user 04/23/2025 Aluminium-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , Die Casting Congress , Magnesium alloys , Salt Core , 金型 , 금형 本紹介資料は、「METAL 2013」に掲載された論文「UTILIZATION OF ECOLOGICAL FRIENDLY CORES FOR MAGNESIUM ALLOYS CASTINGS」に基づいています。 1. 概要: 2. 抄録: 本研究の目的は、Mg合金の重力鋳造技術において、環境に悪影響を与えない無機材料ベースのコアの利用可能性を判断することです。この寄稿には、これらのコアの準備と処理の分析、および鋳造品の表面欠陥に関する鋳造サンプルの品質、構造、特性への影響が含まれています。本研究で得られた実験データは、他のMg合金鋳造技術にも活用できます。 3. 序論: 現在、穴やキャビティの事前鋳造には、有機樹脂ベースのコア混合物(例:PUR COLD-BOX)が標準として使用されており、迅速な準備、良好な射出性、高い初期強度、良好な崩壊性などの特徴があります。しかし、熱分解時に有機化合物が放出され、鋳造生産の衛生および環境条件を悪化させる問題があります。このため、無機バインダーが再び注目されており、これは生活および作業環境に悪影響を与えずに、有機バインダーと同等の技術的パラメータを提供します。 先進的な技術の一つは、無機塩ベースのコアを使用するもので、特にAl合金などの非鉄合金のキャビティおよび穴の事前鋳造に活用されます。塩コアの使用は1970年代に遡り、1990年代には重力および低圧鋳造法によるディーゼルエンジンピストンの大量生産に結晶性塩コアが広く使用され始めました。製造方法には、結晶性塩の高圧圧縮、塩溶融物の鋳型への注入または高圧射出、あるいは無機(有機)バインダーと共に塩マトリックスを射出する「古典的な」鋳造技術の活用などがあります。2003年以降は、塩溶液または固体結晶状態のNaClの高圧圧縮を活用する方向にコア製造が進み、BEACH BOX、HYDROBONDなどの新技術も登場しています。 塩コアの主な利点は、一般的なコア混合物(PUR CB)に匹敵する高い初期強度、寸法精度および鋳物表面の平滑性、機械的に清掃が困難な穴の事前鋳造の可能性、湿潤なしでの良好な保管寿命などです。また、鋳物キャビティから除去(溶出)された塩を溶液(塩水)から結晶化させ、次のコア製造に再利用する閉鎖的な生態学的サイクルが可能です。重要な点は、鋳造、冷却、凝固の過程で塩がVOCs(揮発性有機化合物)を排出しないことです。コア特性は、準備条件(圧縮圧力の高さ、射出温度など)と基本マトリックス構成(塩の種類、添加剤)を変更することで最適化できます。Al合金鋳造(重力および低圧鋳造)に広く適用可能であり、高圧鋳造技術への適用に関する研究も活発に行われています。 マグネシウム合金は、すべての構造材料の中で最も低い密度、高い比強度、良好な鋳造性などを持ちますが、高温での急激な強度低下、低いクリープ抵抗性、低い弾性係数、高い凝固収縮率、一部の用途での低い耐食性などの欠点もあります。特にマグネシウムの高い酸素親和性のため、溶湯の流れを酸化から保護するために特殊な添加剤(抑制剤)の使用が不可欠です。最も一般的に使用される抑制剤には、硫黄またはその化合物、ホウ酸、尿素ベースの添加剤などがあります。これらの抑制剤は、鋳型雰囲気の酸素ポテンシャルを低下させ、鋳物表面に保護雰囲気を形成してさらなる酸化を防止します。 しかし、硫黄ベースの抑制剤は、保護雰囲気を形成すると同時に、鋳造中に溶湯を介して浸透し、レードル底部に沈殿して精錬剤としても機能します。これらの抑制剤の化学的性質上、マグネシウム合金鋳造は、溶湯-抑制剤システムと酸化雰囲気との相互作用中に放出される化合物(SO₂、NH₃など)により、作業および生活環境の質を低下させる可能性があります。 マグネシウム合金鋳造の主な技術は金型鋳造(圧鋳、低圧鋳造、一部重力鋳造)です。最近では、より高い内部品質を得るための方法が適用されており、半溶融状態での材料処理(Thixocasting)が主流です。それほど複雑でない穴の事前鋳造には、金属コアを活用できます。単一部品生産には、消耗性鋳型(鋳物砂混合物)やセラミックまたは石膏鋳型鋳造が最も頻繁に使用されるでしょう。マグネシウム合金鋳造用の鋳型またはコア混合物としては、様々なバインダーシステムとベントナイト鋳物砂を使用できます。マグネシウム合金の高い反応性と混合物中の水分の存在により、鋳物砂混合物自体にも抑制剤を添加する必要があります。鋳造、冷却、凝固中に鋳型内で複雑な物理化学的プロセスが進行し、様々な酸化状態の化合物(例:硫黄)が形成され、これによりベントナイトバインダーの不活性化が予想され、これは特に水分凝縮領域での引張強度の低下およびその他の混合物パラメータ(例:pH)の変化を引き起こす可能性があります。 4. 研究の要約: 研究テーマの背景: 環境に優しい鋳造プロセスへの要求は、コア用有機バインダーの代替品への関心を高めています。無機塩コアは生態学的利点を提供し、アルミニウム合金に対して確立されています。マグネシウム合金鋳造は、酸素との高い反応性により独特の課題を抱えており、これは抑制剤の使用を必要としますが、抑制剤はベントナイトのような伝統的な鋳型材料と負に相互作用する可能性があります。 従来の研究状況: 塩コア技術は1970年代から開発されており、高圧圧縮や溶融注入/射出などの確立された方法が主にアルミニウム合金に使用されてきました。研究結果は、高い強度、良好な表面仕上げ、リサイクル可能性を示しました。酸化や抑制剤が鋳型特性(特に硫黄ベース抑制剤によるベントナイトバインダーの不活性化)に及ぼす影響を含む、マグネシウム合金鋳造の課題は知られていました。 研究の目的: 本研究は、ベントナイト結合鋳物砂混合物中でマグネシウム合金(特にAZ91)の重力鋳造に無機塩コアを使用することの実現可能性を調査することを目的としました。研究は、塩コアの技術的特性(機械的強度、寸法精度、溶解性、結果として生じる鋳物表面品質)を評価し、硫黄ベース抑制剤がベントナイト鋳物砂混合物の特性に及ぼす影響を評価することに焦点を当てました。 コア研究: 研究の核心は、純粋な化学KCl(N)および2つの異なる添加剤(A、B)を含むKClベースの塩コアを、2つの異なる力(100 kNおよび200 kN)を使用する高圧圧縮法で準備することでした。これらのコアは、硫黄ベース抑制剤を含むベントナイト鋳型にAZ91マグネシウム合金を重力鋳造する際に使用されました。鋳造は2つの温度(700°Cおよび800°C)で行われました。研究では、塩コアの曲げ強度と溶解性、生成された鋳物の表面粗さ(Ra)、および鋳造前後のベントナイト鋳物砂混合物の機械的特性(圧縮強度、割裂強度、湿態引張強度)とpHを測定し、熱分解と抑制剤の効果を評価しました。 5. 研究方法論 研究設計: 本研究は、異なる塩コア配合(純粋なKCl対添加剤AまたはBを含むKCl)を異なる圧縮圧力(100 kN対200 kN)下で準備し比較する実験計画を採用しました。これらのコアは、硫黄ベース抑制剤を含む標準的なベントナイト鋳物砂混合物にAZ91マグネシウム合金を重力鋳造する実際の応用分野でテストされました。効果は、コア特性、鋳造品質、および2つの異なる鋳造温度での熱暴露後の鋳型特性の変化を測定することによって評価されました。 データ収集および分析方法: 研究テーマと範囲: 本研究は、AZ91マグネシウム合金の重力鋳造における高圧圧縮されたKClベースの塩コアの適用に具体的に焦点を当てました。範囲は次のとおりです。 6. 主要な結果: 主要な結果: 그림 및 표 목록: 図表リスト:
Read More