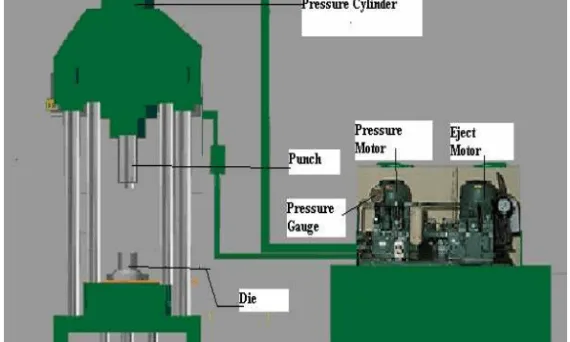
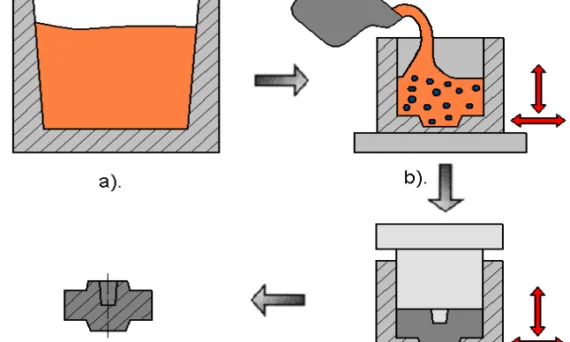
この技術概要は、CIOATĂ Vasile George氏が「ANNALS OF THE FACULTY OF ENGINEERING HUNEDOARA」(2005年、第III巻、第3号)で発表した学術論文「ASPECTS CONCERNING THE PROCESSING METHODS OF METALLIC ALLOYS IN THE SEMISOLID STATE」に基づいています。HPDC(高圧ダイカスト)の専門家向けに、CASTMANの専門家がGemini、ChatGPT、GrokなどのLLM AIの支援を受けて分析・要約しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 数十年にわたり、冶金業界は2つの主要な目標を追求してきました。それは、より優れた性能を持つ新材料を開発すること、そして高品質な部品を低コストで生産するための新しい加工法を見つけることです。1970年代にマサチューセッツ工科大学(MIT)での発見から生まれた半凝固金属加工は、長らく有望な解決策とされてきました。 従来の液相鋳造や固相鍛造と比較して、半凝固技術は大きな利点を提供します。材料の熱量が溶湯よりも低いため、工具の摩耗が少なく、加工速度を向上させることができます。半凝固スラリーの制御可能で高い粘性により、微細な結晶粒組織、低いマクロ・ミクロ偏析、そして優れた表面品質を持つ、複雑で薄肉の部品を製造することが可能です。このアプローチにより、従来の加工法と比較してエネルギー消費を約35~40%削減できると推定されています。しかし、これらの利点を実現するには、複雑でコストのかかる多段階のプロセスが必要となることが多く、本稿では、より効率的な手法の必要性に直接取り組んでいます。 アプローチ:研究手法の解説 本論文では、まず半凝固加工の2つの主要なルートを概説します。これらはチクソトロピーという原理に基づいています。チクソトロピーとは、材料が撹拌されると流動性を持ち、静置されるとゲル状に戻る性質のことです。これを実現するためには、合金のミクロ組織を剛直なデンドライト(樹枝状)組織から、球状の固相粒子が液相に浮遊する組織に変化させる必要があります(図1参照)。 本研究では、2つの従来のアプローチをレビューしています。 そして、本論文はその貢献の中核として、新しいレオキャスティングプロセス(NRC-p)を提案しています。図5に示すように、この方法は主要なステップを統合することで、ワークフロー全体を簡素化します。 ブレークスルー:主要な研究結果とデータ 本研究で提示された中心的なイノベーションは、冗長なステップを排除することで効率を最大化することを目的としたNRC-p法です。 HPDC製品への実用的な示唆 この研究は概念的なものではありますが、半凝固製造のより合理的でコスト効率の高い未来に向けた明確なビジョンを提供します。 論文詳細 ASPECTS CONCERNING THE PROCESSING METHODS OF METALLIC ALLOYS IN THE SEMISOLID STATE 1. 概要: 2. 抄録: 本稿は、金属材料の半凝固状態での型鍛造のいくつかの特徴を示し、このプロセスを用いて部品を製造する利点を指摘し、半凝固状態での新しい半凝固加工法を提示する。このレオキャスティング法の一種である新手法により、るつぼへの注入やインゴットの温度均質化のための再加熱といった、多くのエネルギーと時間を消費する作業が不要となる。 3. 序論: より良い特性と性能を持ち、より低コストな新材料の開発と実現、そして高い機械的特性を持つ部品を低価格で得られる新しい混合的または非従来的な加工法の発見は、冶金産業および材料加工の二つの主要な目的を構成している。これらの品質を実現する比較的新しい成形技術のクラスが、半凝固状態での材料加工技術である。70年代にマサチューセッツ工科大学(MIT)での学生による発見に基づき、これらの加工技術は最初にアメリカで使用された。今日、これらの開発と導入への努力は全世界で行われている。なぜなら、これらは従来の加工法(液相での鋳造、固相での鍛造、型鍛造、スタンピング)と比較して多くの利点を提供し、その利点は半凝固状態の材料の挙動と特性から生じるからである。熱量が溶湯よりも低いため、高い加工速度を適用でき、変形工具の摩耗が少ない。ダイ充填中の固相の存在と、液体金属よりも高い制御可能な粘性により、ブリスターキャビティが少なく、マクロ・ミクロ偏析が少なく、微細な結晶粒組織を持つ部品を得ることが可能である。ガスキャビテーションも少なく、部品は優れた表面品質を持つ。半液体状態の材料は、固体状態の材料よりも流動抵抗が低いため、複雑な形状や薄肉の部品を製造できる。エネルギー消費は、従来の加工法と比較して約35~40%削減される。
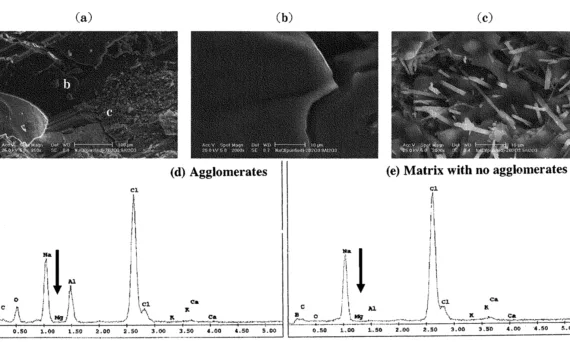
高感度ガスセンサーの未来を拓く、ナノスケール鋳造技術のブレークスルー この技術概要は、Chin-Guo Kuo氏らによって執筆され、2013年に「Electronic Materials Letters」で発表された学術論文「Fabrication of a Pb-Sn Nanowire Array Gas Sensor Using a Novel High Vacuum Die Casting Technique」に基づいています。本稿は、高圧ダイカスト(HPDC)の専門家のために、CASTMANのエキスパートが要約・分析したものです。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか ナノテクノロジーの分野では、特殊な構造と均一性を持つナノコンポーネントの製造が常に求められています。特に、陽極酸化アルミニウム(AAO)は、自己組織化能力により均一なサイズの細孔を高密度に形成できるため、ナノ構造材料のテンプレートとして広く利用されてきました[6-9]。 しかし、これらのナノ細孔に金属を充填する従来の方法、例えばガス注入法は、製造プロセスで高圧ガスを供給するためのコンプレッサーが必要でした。これにより、真空チャンバーが高圧下に置かれ、実験中の操作上の危険性が増大するという深刻な問題がありました。この安全上のリスクは、金属ナノワイヤの製造における大きな障壁となっていました。本研究は、この問題を解決するため、高真空ダイカスト技術という全く新しいアプローチを提案し、ナノ材料製造の安全性と効率性を向上させることを目指しています。 アプローチ:研究手法の解明 本研究では、ナノワイヤアレイを製造するために、多段階の精密なプロセスが採用されました。 ブレークスルー:主要な発見とデータ 本研究は、高真空ダイカスト技術がナノワイヤ製造に有効であることを示す、いくつかの重要な成果を明らかにしました。 HPDCオペレーションへの実践的な示唆 この学術研究は、直接的にはナノ材料製造に関するものですが、その根底にある原理は、鋳造技術者、特に高圧ダイカスト(HPDC)に関わる専門家にとって重要な示唆を与えます。 論文詳細 Fabrication of a Pb-Sn Nanowire Array Gas Sensor Using a Novel High Vacuum Die Casting Technique 1. 概要: 2. 抄録: 本研究では、純度99.7%のアルミニウム基板をシュウ酸電解液でエッチングすることにより、陽極酸化アルミニウム(AAO)ナノモールドを得た。エッチング後、直径80nmの細孔を持つナノモールドが作製された。このナノモールドを基材として使用した。真空鋳造法を用いて、Pb-Sn合金をナノモールドにダイカストし、その結果、直径80nm、長さ50μmのPb-Sn合金ナノワイヤに成形した。凝固後、Pb-Snナノワイヤアレイが得られた。本研究で製造されたPb-Snナノワイヤアレイは、ガスセンサーに応用可能である。AAOナノモールドとPb-Snナノワイヤアレイの微細構造解析は、SEMとXRDによって行われた。 3. 序論:
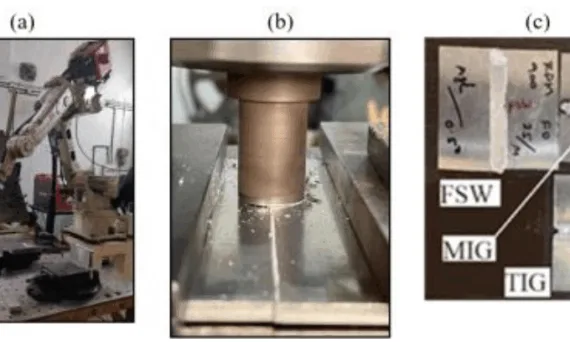
Al-6061プレート接合の最適解を探る:FSW、MIG、TIG溶接の強度と微細構造の徹底比較 本技術概要は、Aaluri Praveen Reddy氏およびSaurabh Dewangan氏によって執筆され、ACTA METALLURGICA SLOVACA(2023年)に掲載された学術論文「A COMPARATIVE ANALYSIS AMONG THE WELDED Al-6061 PLATES JOINED BY FSW, MIG AND TIG WELDING METHODS」に基づいています。HPDC専門家のために、CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDC専門家にとって重要なのか アルミニウム合金、特にAl-6061は、その軽量性、耐食性、加工性の良さから多くの産業で不可欠な材料です。しかし、その低い融点と高い熱伝導率のため、アーク溶接には特有の難しさが伴います。溶接部の品質、特に機械的強度の確保は、製品の信頼性に直結する最重要課題です。 従来、TIG溶接やMIG溶接が用いられてきましたが、近年では固相接合である摩擦攪拌接合(FSW)も注目されています。しかし、これらの3つの主要な溶接法を同一条件下で直接比較し、どの手法がAl-6061の接合に最適なのかを包括的に示した研究は多くありませんでした。本研究は、このギャップを埋め、エンジニアが用途に応じて最適な溶接法を選択するための、データに基づいた明確な指針を提供します。 アプローチ:研究手法の解明 本研究では、Al-6061合金プレート(寸法100×50×4 mm)の接合に、以下の3つの手法を用いました。 溶接後、各プレートからASTM-E8規格に準拠した引張試験片をワイヤ放電加工機(WEDM)で切り出しました。そして、引張試験、ロックウェル硬さ試験(Bスケール)、走査型電子顕微鏡(FESEM)による破面解析、そして微細構造観察を実施し、各溶接部の特性を詳細に評価しました。 発見:主要な結果とデータ 本研究から得られた主要な結果は、溶接法の選択がAl-6061接合部の性能に劇的な影響を与えることを示しています。 HPDCオペレーションへの実践的な示唆 この研究結果は、ダイカスト製品の二次加工やアセンブリにおける溶接プロセスの最適化に、直接的な知見を提供します。 論文詳細 A COMPARATIVE ANALYSIS AMONG THE WELDED Al-6061 PLATES JOINED BY FSW, MIG AND TIG WELDING METHODS 1. 概要: 2.
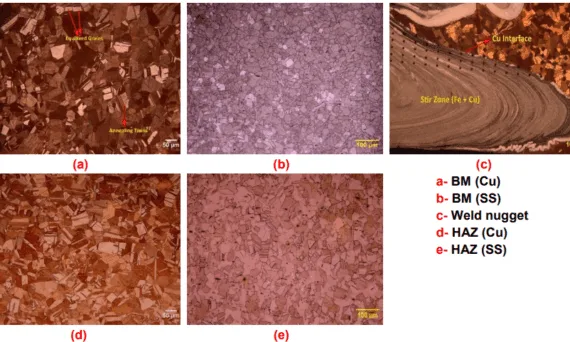
異材接合の壁を越える:摩擦攪拌接合(FSW)における銅とステンレス鋼の接合界面で何が起きているのか? この技術概要は、S. Ramachandran氏らによる学術論文「A combined full-field imaging and metallography approach to assess the local properties of friction stir welded (FSW) copper-stainless steel joints」に基づいています。ハイプレッシャーダイカスト(HPDC)の専門家のために、株式会社CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がHPDCの専門家にとって重要なのか エンジニアリングの世界では、異なる特性を持つ材料を組み合わせる「異材接合」のニーズが絶えず高まっています。しかし、例えば銅とステンレス鋼のように、物理的特性(融点:Cu-1085°C vs SS-1400-1500°C、熱伝導率:Cu-401 W/m-K vs SS-17-19 W/m-K)が大きく異なる材料を接合しようとすると、大きな壁に直面します。 論文のIntroductionで指摘されているように、従来の溶融溶接では、一方の材料が他方よりずっと早く溶けてしまい、金属間化合物や気孔、高温割れといった欠陥が発生しやすくなります[1]。これは製品の機械的特性を低下させ、早期破壊の原因となり得ます。この問題は、インサート成形などで異材を扱う機会のあるHPDCの現場においても、決して他人事ではありません。材料の健全性をいかに保つかは、あらゆる先進的な製造プロセスの共通課題です。 アプローチ:研究手法の解明 この課題を克服するため、研究者らは摩擦攪拌接合(FSW)というプロセスを採用しました。FSWは、回転するツールを材料に押し込み、摩擦熱と塑性流動によって材料を溶かすことなく接合する「固相接合」技術です。これにより、溶融溶接に伴う多くの問題が回避されます[2]。 本研究では、FSWで接合された銅とステンレス鋼の継手に対し、以下の複合的な分析手法が用いられました。 発見:主要な研究結果とデータ 本研究は、FSWによって銅とステンレス鋼の間に形成される複雑な接合部の特性を明らかにしました。 HPDCオペレーションへの実践的な示唆 この研究はFSWに関するものですが、その発見はHPDCの専門家にとっても重要な示唆を与えてくれます。 論文詳細 A combined full-field imaging and metallography approach to assess the local properties of friction

![Fig. 6: Double-logarithmic plot of strain rate vs. applied stress for various Mo-9Si-8B alloys. Data for a single-crystalline Nickelbase superalloy CMSX-4 are shown for comparison [14].](https://castman.co.kr/wp-content/uploads/image-2454-570x342.webp)