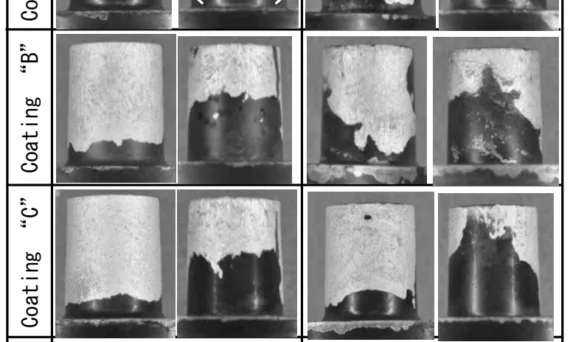
この記事では、[電気製鋼 (The Iron and Steel Institute of Japan)]が発行した論文「Evaluation of Soldering on Surface-Treated Specimens with both Actual Die Casting and Dipping Test into Molten Al Alloy」を紹介します。본 기사에서는 [電気製鋼 (The Iron and Steel Institute of Japan)]에서 발행한 논문 [ダイカストと溶湯浸漬による焼付きの評価]을 소개합니다. 1. 概要: 2. 概要またははじめに 本論文では、ダイカストと溶湯浸漬試験における表面被膜の焼付き挙動を調査しています。カーボナイト処理またはPVD処理を施したコアピンと丸棒試験片を評価しました。ダイカスト実験では、735℃の溶融Al合金を54 m/sの速度でコアピンに射出しました。離型剤には、水溶性エマルション型と油性型を使用しました。コアピン表面から1mm下の最高温度は475℃に達し、水溶性エマルション型離型剤は油性型よりも低い温度を示しました。18ショットのダイカスト後のコアピンの焼付きは、表面被膜や離型剤の種類に関わらずほぼ同じでした。焼付き部ではFe/Al化合物層は観察されませんでした。溶湯浸漬試験では、丸棒試験片を750℃の溶融Al合金に30秒間浸漬しました。塩浴窒化は、PVDよりも優れた耐焼付き性を示しました。結論として、ダイカストと溶湯浸漬試験における焼付き挙動は必ずしも一致しません。 論文の序論では、ダイカストにおける焼付き、すなわち金型へのアルミニウム合金(Al合金)の凝着が重要な課題であることが強調されています。ダイカスト製品の焼付きは、表面粗さや寸法精度の低下を引き起こし、重度の場合には製品の金型からの取り出しを不可能にします。したがって、焼付きの防止は、ダイカストの品質維持と安定操業に不可欠です。効果的な対策としては、(1)金型表面温度を下げること、(2)金型材とAl合金の直接接触を防ぐことの2点が挙げられます。(1)の方法には、水質管理による流量確保、高圧水噴射、および積層造形による複雑な冷却回路設計を含む内部冷却(内冷)の最適化が含まれます。(2)の方法には、離型剤被膜の適用や、酸化物または窒化物からなる硬質膜を形成するための表面処理が含まれます。溶融Al合金への浸漬試験(溶湯浸漬)は、付着したAl合金の量を視覚的に評価することにより、耐焼付き性を評価するために一般的に使用されています。この費用対効果の高い方法は、ダイカスト用途向けの表面処理を選定および開発する上で重要です。本論文では、ダイカスト試験と溶湯浸漬試験の両条件下で、さまざまな表面処理の耐焼付き性の順位を比較することを目的としています。さらに、ダイカストプロセスに固有の溶湯の流れ(湯流れ)と圧力の焼付き挙動への影響を解明することも目的としています。また、離型剤の種類が金型温度に及ぼす影響、およびその結果としての焼付き挙動への影響も調査します。 3. 研究背景: 研究トピックの背景: ダイカストにおける焼付きは、アルミニウム合金(Al合金)が金型に凝着する現象として定義されています。この凝着は、鋳造製品に表面の粗さや寸法精度の不良などの欠陥を引き起こします。重度の場合、広範囲な焼付きは鋳造品の金型からの取り出しを困難にする可能性があります。したがって、焼付きの防止は、ダイカスト製品の品質を維持し、安定したダイカスト操業を保証するために最も重要です。 既存研究の現状: 焼付きを軽減するための既存の戦略は、主に2つのアプローチに分類されます。(1)金型表面温度を下げること、(2)金型材と溶融Al合金の直接接触を防ぐことです。(1)のアプローチには、水質管理による適切な冷却材流量の確保、高圧水噴射の利用、および積層造形によって製造された複雑な冷却回路の利用などの技術を含む内部冷却(内冷)の最適化が含まれます。(2)のアプローチは、離型剤被膜の適用、および金型表面に酸化物または窒化物で構成される硬質膜を作成する表面処理に焦点を当てています。溶融Al合金への浸漬試験(溶湯浸漬)は、表面処理の耐焼付き性を評価するために広く用いられています。耐焼付き性の程度は、試験片に付着したAl合金の量を視覚的に検査することで容易に評価できます。溶湯浸漬試験は、ダイカスト用途向けの表面処理を選定するための効率的かつ費用対効果の高いスクリーニング方法として役立ちます。 研究の必要性: 溶湯浸漬試験は表面処理のスクリーニングに役立ちますが、溶湯浸漬試験で観察される焼付き挙動と実際のダイカストプロセスとの相関関係は完全には解明されていません。本研究は、ダイカスト試験条件と溶湯浸漬試験条件の両方で、さまざまな表面処理の耐焼付き性の順位を比較することにより、このギャップを埋めることを目的としています。さらに、本研究では、ダイカストプロセスに固有の溶融金属の流れ(湯流れ)と圧力の焼付き挙動への影響を調査します。また、さまざまな種類の離型剤が金型温度に及ぼす影響、およびその結果としての焼付きへの影響も調査します。 4. 研究目的と研究課題:
Read More
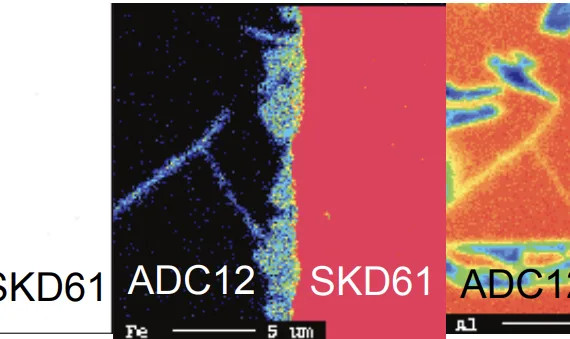
本記事では、[電気製鋼]が発行した論文「Prediction and Evaluation of Ejecting Stress Distribution at Die Surface of Die-Casting through Numerical Analyses」を紹介します。 1. 概要: 2. 概要またははじめに ダイカスト鋳造法は、アルミニウム合金などの溶融金属(以下、溶湯という)を金型のキャビティ内に短時間で圧入し急速凝固させることで、寸法精度の高い複雑形状品を高効率で製造する方法である。しかし、ダイカスト金型のキャビティ面は、600~700℃の溶湯との接触によって450~550℃に加熱されることがある。このような高温となる部位では、鋳造品取り出し時にアルミニウム合金が金型に溶着して残存する「焼付き」が発生しやすい。焼付き部では、鋳造品と金型の界面に Fe/Al 反応層が形成されている。 焼付きは製品の表面品質や寸法精度を害するため、金型に付着したアルミニウム合金は除去しなければならない。そのために鋳造の一時停止を余儀なくされ、生産性が大きく低下する。また、焼付きが顕著で除去し切れない場合は金型の交換が必要となり、型費の増加を招く。以上の理由から、焼付き回避がダイカストの重要課題となっている。鋳造方案の策定においては、焼付きやすい部位の把握と、焼付き回避策を講じておくことが求められる。 焼付きへの影響因子は、表面処理の種類、内冷回路の位置と水量、溶湯温度、射出条件など多岐にわたる。これらの要因を鋳造の試行錯誤で適正化する試みは非効率的であるうえ、最適解を得ることも容易ではない。そこで、焼付き回避策の検討には、諸条件を系統的かつ容易に変化させられる湯流れ解析を積極的に利用することが多い。 湯流れ解析による焼付き回避策の検討においては、工程設計の確度を高めるため、冶金現象(拡散による Fe/Al 反応層形成)に準じた指標が必要と考えられる。そこで、本論文では、鋳造品を金型から取り出す際の「離型抵抗」に着目し、反応層形成との相関づけを試みた。本論文では、実験で求めた離型抵抗の予測式を湯流れ解析に組み込み、焼付き評価指標としての有効性を検証する。 3. 研究背景: 研究トピックの背景: ダイカストにおける焼付きは、製品の品質と寸法精度を損ない、金型からアルミニウムを除去するために生産を停止する必要があり、場合によっては高価な金型交換が必要になるため、重大な問題です。したがって、焼付きを回避することは、ダイカスト作業における重要な目標です。焼付きが発生しやすい領域を特定し、効果的な対策を実施することは、堅牢なプロセス設計に不可欠です。 既存研究の状況: 従来の焼付き軽減アプローチは、多くの場合、非効率的な試行錯誤による鋳造パラメータの調整に頼っていました。湯流れ解析は焼付き対策を検討するためにますます利用されていますが、これらの手法は、焼付きの冶金学的メカニズムに基づいた定量的に堅牢な指標を欠いていることがよくあります。鋳造試験による最適化は非効率的であり、最適な解決策が得られない可能性があります。湯流れ解析は、焼付き対策を検討するために、条件を系統的かつ容易に変更するために積極的に使用されています。 研究の必要性: 焼付き対策のための湯流れ解析を用いたプロセス設計の精度を向上させるためには、冶金現象、特に Fe/Al 反応層の形成に合致する指標が必要です。ダイカスト界面での基礎となる冶金学的反応に基づいて、焼付きの程度を反映する信頼性の高い指標が必要です。 4. 研究目的と研究課題: 研究目的: 本研究の目的は、焼付きの根本原因である Fe/Al 反応層の形成に基づいて、ダイカストにおける金型表面の離型抵抗分布を予測および評価する方法を開発することです。実験的に導き出された離型抵抗の式を湯流れ解析ソフトウェアに組み込むことで、離型抵抗を焼付きポテンシャルを評価するための効果的な指標として検証することを目的としています。 主な研究課題: 主な研究課題は、離型抵抗をダイカストにおける焼付きリスクを評価するための定量的な指標として確立することです。これには以下が含まれます。 5. 研究方法 研究デザイン: 本研究では、MAGMASOFT ソフトウェアを用いた数値解析アプローチを採用し、ダイカスト中の溶湯の流れと温度分布をシミュレーションしました。Fe/Al 化合物層の形成に基づいた導出された離型抵抗式をソフトウェアに統合し、金型表面の離型抵抗分布を予測しました。 データ収集方法: 離型抵抗を定量化するために、東芝機械株式会社製 DC-135JT 135トン
Read More
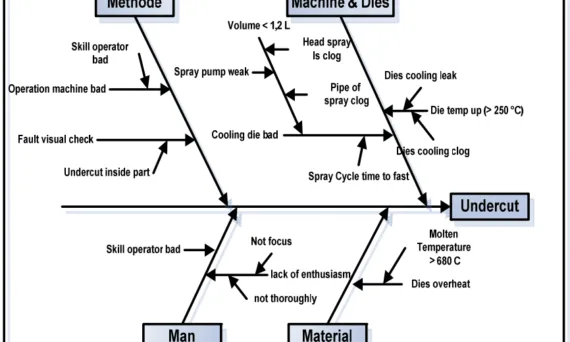
この記事では、[ARPN Journal of Engineering and Applied Sciences]が発行した論文「Corrective and preventive actions of motor cycle cylinder component leak problem on casting process」を紹介します。 1. 概要: 2. 概要またははじめに 不良品は、製造プロセスにおける望ましくない品質逸脱です。オートバイのシリンダー部品の鋳造プロセスにおいて、不良品問題は主要な問題の一つであり、その発生率は4.47%です。本研究は、目標値を3.6%に設定し、この問題を低減することを目的としています。問題分析と是正処置の開発には、品質補助ツールとしてのセブンツールを用いたPlan Do Check Action (PDCA)手法を使用しました。分析の結果、問題の原因はシリンダー部品のアンダーカットとポーラスであることが示されました。材料、機械、検査に関連する是正処置が実施されました。是正処置の結果、不良品率は3.17%に低下しました。予防処置は、将来の再発を防ぐために、不適合製品の潜在的な原因を減少させるために実施されました。 3. 研究背景: 研究トピックの背景: 今日、オートバイ産業は巨大な産業となり、製品品質に高い基準を適用しています。ファイゲンバウム(Feigenbaum, 1991)によれば、品質とは、マーケティング、エンジニアリング、製造、そして製品とサービスが顧客の期待を満たすために使用されるメンテナンスに至るまでの、製品とサービス全体の特性の組み合わせです。一方、ANSI/ASQC規格(1978)の定義に基づくと、品質とは、与えられた満足の必要性を保証できる製品またはサービスのすべての特徴と特性です。クロスビーは、トータルクオリティマネジメント(TQM)は、顧客満足度を高め、すべての管理者と従業員の関与を優先し、定量的な方法を使用する経営システムの戦略と統合であると主張しました(Bhat dan Cozzolino, 1993)。ISO 9001: 2008に基づき、品質マネジメントシステムの採用は、組織の戦略的意思決定として望ましいものです。組織における品質マネジメントシステムの設計と実施は、組織環境、さまざまな必要性、主な目的、利用可能な製品、適用されるプロセス、組織の規模と構造によって影響を受けます。 既存研究の状況: 組織は、品質方針、品質目標、監査結果、データ分析、是正処置および予防処置、および経営上の考慮事項を用いることによって、品質マネジメントシステムの有効性を継続的に改善する必要があります。組織は、再発を防止するために、不適合の原因を減少させるための是正処置を行う必要があります。予防処置は、起こりうる問題の予防に正確でなければなりません。PDCAサイクルは、継続的な改善を生み出すために使用される手法であり、作業プロセスまたはプログラムの実行に効果的に使用されます。PDCAサイクルは、一時的および永続的な改善という2種類の改善を行う可能性があります。セブンツール(7つの品質補助ツール)は日本発の用語であり、QCサークルおよび継続的改善と切り離すことはできません。セブンツールは、パレート図、特性要因図、チェックシート、ヒストグラム、散布図、フローチャート、管理図です。 研究の必要性: 不良品は、製造プロセスにおける望ましくない品質逸脱であり、産業における主要な問題の一つです。オートバイのシリンダー部品の鋳造プロセスでは、不良品問題が4.47%の割合で発生しており、これは企業の目標値である3.6%を上回っています。したがって、不良品率を目標値以下に低減するためには、是正処置と予防処置が必要です。 4. 研究目的と研究課題: 研究目的: 本研究の主な目的は、ダイカストプロセスにおけるシリンダー部品の不良品率を低減し、企業目標である3.6%を達成することです。 主な研究: 本研究は、ダイカストで製造されたオートバイのシリンダー部品のリーク問題の原因を分析し、PDCA手法とセブンツールを用いて是正処置と予防処置を実施し、不良品率を低減することに焦点を当てています。 研究仮説: 本論文では、研究仮説は明示的に述べられていません。しかし、PDCAとセブンツールを適用し、欠陥の根本原因(アンダーカットとポーラス)を特定し、是正処置と予防処置を実施することで、不良品率を4.47%から目標値の3.6%未満に低減できると暗黙のうちに仮説を立てています。 5. 研究方法 研究デザイン: 本研究では、PDCA手法とセブンツールを用いて、オートバイのシリンダー部品の鋳造プロセスにおけるリーク問題という不良問題を分析します。研究方法のステップは、問題の明確化、研究目的の決定、文献レビュー、研究範囲の確立、データ収集と計算、データ分析、是正処置の開発、予防処置の開発、研究結果の結論です。
Read More
この記事では、[Technical paper for the 54th Indian Foundry Congress, Pune, 2006]によって発行された論文「Co-operative Virtual Foundry for Cost-Effective Casting Simulation」を紹介します。 1. 概要: 2. 概要またははじめに バーチャル鋳造トライアルは、コンピュータ支援モデリング、パターン設計、メソディング、シミュレーション、最適化を活用し、常に初回から正しい鋳物を最短時間で製造するために不可欠です。鋳造シミュレーション技術は、複雑な鋳物であっても信頼性の高い結果を提供し、主要な鋳造金属とプロセスすべてにおいて実績があります。しかし、中小企業 (SME) の鋳造工場の大半にとっては、費用が高く、アクセスが困難です。本稿では、インターネット経由でアクセス可能なバーチャル鋳造工場を構築するための国家的な共同イニシアチブを提案します。このプラットフォームにより、ツーリング、メソディング、プロセスパラメータを最適化するためのバーチャル鋳造トライアルが可能になり、実際のトライアルよりも少ないリソースで、目標品質を達成するためのより深い洞察が得られます。熟練した鋳造技術者チームがサポートするバーチャル鋳造工場は、ユーザーへのガイダンスと必要な技術サポートを提供し、そのアーキテクチャ、機能、メカニズムは、遠隔地にある小規模な鋳造工場でも容易に利用して技術の恩恵を受けられるように設計されています。 3. 研究背景: 研究トピックの背景: コンピュータ支援鋳造開発は、主に3つの主要な段階で構成されています。形状設計と最適化、ツーリング開発とメソディング最適化、そして鋳造プロセス計画です。鋳造トライアル、通常生産、設計改善におけるコスト削減、付加価値によるメリット、長期的な利点など、コンピュータ支援鋳造開発技術の証明された利点にもかかわらず、特に鋳造シミュレーションプログラムの導入は、特にSME鋳造工場において依然として限定的です。 既存研究の現状: インド全土の100以上の鋳造工場を対象とした調査によると、インターネットベースのアプリケーションとCAD/CAMソフトウェアの導入は増加しているものの、鋳造シミュレーションプログラムの普及率は低いままです(サンプルグループで約15%、全体で3%未満)。鋳造シミュレーションが開発の迅速化、不良率の低減、歩留まりの向上、コスト削減、顧客満足度の向上に役立つことは認められているものの、鋳造工場は、初期費用が高いこと、十分な資格のある人材を確保することが困難であること、ソフトウェアベンダーからの長期的な技術サポートが不十分であることの3つの主要な問題のために、シミュレーションソフトウェアの導入に消極的です。これらの課題は、遠隔地にあるSME鋳造工場にとってはさらに深刻です。 研究の必要性: 特にSME鋳造工場における鋳造シミュレーションの普及を妨げている障壁を克服するためには、これらの技術に関連する高コストと複雑さに対処する必要があります。論文では、より広範な受け入れのためには、バーチャル鋳造トライアルが実際のトライアルよりも大幅に大きなメリットを示す必要があり、そのコストと難易度が実際のトライアルよりも大幅に低くなければならないと指摘しています。最初の条件は、現在のほとんどの鋳造シミュレーションプログラムによって概ね満たされていますが、2番目の条件は、特にSME鋳造工場にとって依然として大きな障害となっています。 4. 研究目的と研究課題: 研究目的: 主な研究目的は、「協調型バーチャル鋳造工場」システムのアーキテクチャ、機能、実装を提案し、記述することです。このシステムは、SME鋳造工場に費用対効果が高く、アクセスしやすい鋳造シミュレーション機能を提供し、それによって競争力を強化することを目的としています。バーチャル鋳造工場は、コスト、専門知識、サポートの問題に対処することにより、従来の鋳造シミュレーションソフトウェアの導入における制約に対するソリューションとして構想されています。 主な研究内容: 主な研究は、バーチャル鋳造工場に必要な2つの重要な技術の開発に焦点を当てています。 研究仮説: 論文では、研究仮説は明示的に述べられていません。しかし、暗黙の仮説は、自動メソディング、鋳造シミュレーション、およびWebベースの技術を活用した協調型バーチャル鋳造工場が、SME鋳造工場が鋳造シミュレーションを導入する際のコストとアクセシビリティの障壁を効果的に解消し、鋳造生産における効率と品質の向上につながる可能性があるということです。 5. 研究方法 研究デザイン: 本研究では、システム設計および開発アプローチを採用しています。バーチャル鋳造工場システムの概念設計とアーキテクチャの概要を示しています。これには、自動メソディングおよび鋳造シミュレーション(AutoCAST)の既存技術と、新しく開発されたWebベースのプロジェクト管理ツール(WebICEおよびCastML)の統合が含まれます。この設計は、特にSME鋳造工場を対象として、費用対効果が高く、アクセスしやすく、ユーザーフレンドリーな鋳造シミュレーションプラットフォームを作成する必要性によって推進されています。 データ収集方法: 論文では、鋳造シミュレーションの導入に関する業界の課題とニーズを理解するために、100以上の鋳造工場を対象とした調査を参照しています。「AutoCAST」システムの検証については、100以上の工業用鋳物のトラブルシューティングと最適化、および40以上の鋳造工場での実装を通じて行われたと述べています。WebICEシステムのテストユーザーからのフィードバックも、システム開発のための貴重なインプットとして言及されています。技術の応用と利点を実証するために、工業用鋳物のケーススタディが提示されています。 分析方法: 分析は主に、システムの記述、アーキテクチャ図、および工業用ケーススタディを通じて、提案されたバーチャル鋳造工場システムの実現可能性と潜在的な利点を実証することを含みます。基盤となる技術(AutoCASTおよびWebICE)の有効性は、以前の産業応用とユーザーフィードバックを通じて検証されています。論文では、記述的分析を用いて、システムの機能と動作メカニズムを説明しています。 研究対象と範囲: 本研究は、インドの鋳造業界、特にSME鋳造工場を対象としたバーチャル鋳造工場システムの開発に焦点を当てています。範囲には、システムアーキテクチャの設計、主要技術(自動メソディング、鋳造シミュレーション、Webベースのプロジェクト管理)の開発、および工業用ケーススタディを通じたその潜在力の実証が含まれます。システムは、鋳造業界に関連するさまざまな鋳造プロセスと材料をサポートするように設計されています。 6. 主な研究成果: 主な研究成果: 提示されたデータの分析: 図の名前リスト: 7.
Read More
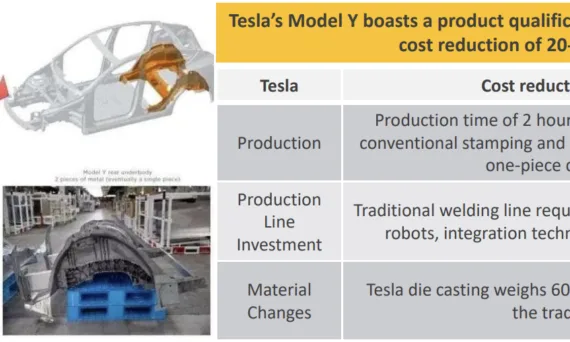
user 03/12/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Certificate , Die casting , Efficiency , Segment , STP , 金型 , 금형 , 자동차 , 자동차 산업 自動車ダイカスト:中国自動車産業の革命 本稿はHorizon Insights Inc.のレポート「中国自動車メーカーは自動車製造を革命的に変えつつある」に基づいて作成されました。このレポートでは、自動車ダイカスト投資のテーマとその新エネルギー車市場への影響について解説しています。 投資テーマ:自動車ダイカスト製造 このレポートは、特に新エネルギー車(NEV)セクターにおいて、中国の自動車産業における新たな統合型ワンピースダイカスト技術の採用拡大を中心に、説得力のある投資テーマを提示しています。主なポイントは以下のとおりです。 耐熱統合型ダイカストの隆盛 テスラのインパクトと技術成熟度 機器 以前のクランプ力 現在の最大クランプ力 L.K. Technology 6000トン 12,000トン イズミ 3500トン 7000トン 海天金属 4000トン 8800トン 無熱処理材料 会社 無熱処理材料の状況 リジョン グループ 2020年、リジョン グループは国内発明特許証を取得しました。伸び率は従来のダイカスト材料よりも5倍以上高く、価格は類似の外国材料よりも15〜20%安くなる可能性があります。 広東 Hongjin 2009年3月に設立された華金アルミニウムの完全所有子会社 市場需要と主要プレーヤー 統合ダイカスト産業チェーンの概要 製造 ダイカスト機械 材料サプライヤー 金型工場 ダイカスト工場 自動車メーカー 主な機能 超大型ダイカスト機械の設計と製造 耐熱アルミニウム合金材料の開発と供給 6000トン以上の超大型金型生産 ダイカスト機械で対応する構造部品の生産 車体構造組み立て 会社 国内: L.K. Technology, Haitian Metal, Yizumi; Buhler, Fulai, Iterperez
Read More
この記事では、[ベオグラード機械工学部]が発行した論文「Case-Based Product Development of a High-Pressure Die Casting Injection Subset Using Design Science Research」を紹介します。 1. 概要: 2. 概要または序論 本論文では、金属加工業界で広く使用されている高圧ダイカストにおける、高温部品に直接連結される部品の摩耗という課題に取り組んでいます。持続可能なメンテナンスのアプローチを提案し、人的、機械/プロセス、またはサプライヤーレベルでの重大な問題分析と軽減に資源を集中します。デザインサイエンス研究(DSR)手法を用いて、新しい射出サブセットのコンセプトを開発しました。このコンセプトの実装により、消費量、取得コスト、廃棄物、メンテナンス中の介入時間、および装置稼働時間の削減など、有益な成果が得られました。本研究では、自動車産業における持続可能な製造業の重要性と、経済、環境、社会の持続可能性を達成するためのメンテナンスの役割を強調しています。また、ダイカストにおける製品開発へのDSR手法の適用、特に射出ノズルのような重要部品の効率と寿命の向上に焦点を当てています。 3. 研究背景: 研究トピックの背景: 自動車産業は、現代社会の経済構造においてますます重要な役割を果たしており、生産システム技術開発の最前線に常に位置しています。[1-3] スペア部品の消費は、組織の生産システムにおける経済的および人的資源の消費の主要な要因です。持続可能な製造は、経済的、環境的、社会的コミットメントに沿った実行可能な生産を生み出すためのパラダイムおよび戦略です。[4] メンテナンスは、戦略的、運用的、戦術的レベルでの活動管理、および長期的な成果を保証します。[5] ダイカスト、特に高圧ダイカストは広く使用されていますが、射出ノズルのように高温にさらされる部品に深刻な摩耗を引き起こします。[23] 既存研究の状況: 既存の研究では、重要なスペア部品の選択と根本原因分析のためのデータ収集の重要性が強調されています。[15] 製品開発の複雑さには、データに基づいた意思決定が不可欠です。[16] 効果的なメンテナンス管理システムは、製品ライフサイクルにおける相反する要因を理解するために重要です。[17] イノベーションと製品開発は企業の成功の鍵であり、最適な性能/コスト比、リスク管理、およびシステム欠陥に対する非寛容性を確保することが非常に重要です。[18-21] デザインサイエンス研究(DSR)は、既存の製品から新しい製品を開発するための一般的な手法であり[26-27]、その技術的背景と複雑な問題解決への焦点から、便利な方法論として参照されています。[28] VaishnaviとKuechler [30] やPeffersら [32] のような反復的なDSRプロセスは、設計と開発のための構造化されたフレームワークを提供します。Siedhoff [35] は、デザイン思考と既存のDSR段階を統合することにより、DSRをさらに発展させました。 研究の必要性: ダイカストプロセスの射出ノズル領域は、絶え間ない交換、プロセス停止、および生産性の損失に悩まされています。[25] これらの重要な領域でプロセス効率を高めるために、ノズルと接続ゾーンの新しいコンセプトを研究することが急務となっています。DSRは確立されていますが、特定のダイカスト部品の改良、特に射出サブセットの持続可能なメンテナンスと摩耗低減に焦点を当てた適用には、さらなる調査が必要です。本研究は、DSRを適用して、高圧ダイカスト射出サブセットのケースベース製品開発を行うことにより、このギャップに対処します。 4. 研究目的と研究課題: 研究目的: 主な目的は、デザインサイエンス研究(DSR)を適用して、高圧ダイカストにおける持続可能なメンテナンスをどのように達成できるかを実証することです。これは、人的、機械/プロセス、またはサプライヤーレベルで発生する重大な問題の分析と軽減に資源配分を最適化し、最終的に機器の寿命を延ばし、廃棄物を削減することを目的としています。 主要な研究: 主要な研究は以下に焦点を当てています。 研究仮説: 明示的に仮説として述べられていませんが、研究は暗黙の前提の下で運営されています。 5. 研究方法 研究デザイン: 本研究では、デザインサイエンス研究(DSR)手法、特にSiedhoff [35]
Read More
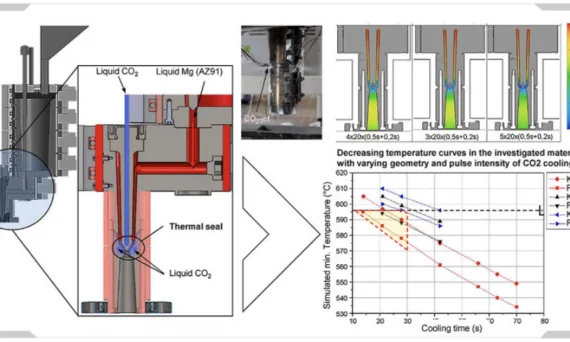
user 03/12/2025 Aluminium-J , Technical Data-J Applications , AZ91D , CAD , Die casting , Efficiency , Magnesium alloys , Microstructure , 金型 , 금형 , 자동차 , 해석 この記事では、Elsevierによって出版された論文「Efficiency and agility of a liquid CO2 cooling system for molten metal systems」を紹介します。 1. 概要: 2. 概要または序論 本研究では、マグネシウムホットランナーチャンネルにサーマルシールを形成するために、キャピラリーチューブによって液体CO2を供給されるエキスパンションボアを使用する液体CO2冷却システムの効率と俊敏性に関する調査をテストリグで実施しました。温度測定を介して、さまざまな冷却パラメータセットの性能をテストし、さまざまなノズル形状に依存する冷却速度を特定しました。測定値を検証するために、テストは熱シミュレーション研究でモデル化されました。液体CO2冷却の適用可能性は、エンジニアリング目的で実証されました。適切なプロセス時間は、アニュラーギャップとして直径16mmを使用しながら達成でき、これは最大4.8°C/秒の冷却速度をもたらします。テストはシミュレーションモデルによって検証されました。シミュレーションは、テストリグの内部プロセスを示しており、冷却プロセスの温度曲線比較は良好な相関関係を示しています。 3. 研究背景: 研究トピックの背景: マグネシウムのような金属軽量材料を使用した軽量設計の利用が絶えず推進されています。マグネシウム合金は、コスト効率の高いプロセスで加工されれば、アルミニウムや鋼鉄のような構造材料を置き換える大きな可能性を提供します。自動車構造部品の製造では、コールドチャンバーダイカストが重要な技術であり、広く使用されています。しかし、従来のダイカストプロセスでは、大量の内部サイクル材料が生成され、エネルギー集約的な再溶解が必要になります。鋳造ランナーシステムを最小限に抑えることは、リサイクル材料とCO2排出量を削減するために重要です。プラスチック射出成形で既に確立されているホットランナー技術は、溶融金属を鋳造チャンバーからゲートまで液体の状態で導き、マグネシウムダイカスト部品の内部サイクル材料を潜在的に削減する方法を提供します。 既存研究の状況: ダイカストにおける従来の冷却技術は、熱伝達媒体として水または油を使用し、最大2500 W/m²KのCTEを達成します。脈動熱伝達媒体バリアントは、わずかに高いCTEを提供しますが、サーマルクロージャーシステムの要件に対しては依然として緩慢です。蒸発による二相熱伝達に基づく新しい技術(例えば、水蒸発を利用したニアコンタースプレー冷却)が有望です。CuやAl2O3のようなハイブリッドナノ粒子を含むナノ流体は、熱伝導率をさらに高めることができます。CO2は急速冷却に使用される冷媒として認識されており、ジュール=トムソン効果を利用して集中的な冷却を達成します。しかし、マグネシウムホットランナーシステムでサーマルシールを形成するための液体溶融マグネシウム合金への応用は、まだ探求されていない新しい分野です。 研究の必要性: 液体マグネシウムの反応性により、水性冷媒は不適切です。CO2冷却とジュール=トムソン効果は知られていますが、マグネシウムホットランナーシステムでサーマルシールを形成するための応用は未開拓です。特に内部サイクル材料を削減し、マグネシウム合金のダイカストプロセスを改善する上で、液体CO2冷却の効率と俊敏性を調査する必要があります。本研究は、マグネシウムホットランナーアプリケーション向けの液体CO2冷却システムをテストおよび検証することにより、このギャップに対処することを目的としています。 4. 研究目的と研究課題: 研究目的: 本研究の目的は、ダイカスト用のマグネシウムホットランナーシステムにおいて、サーマルシールを形成するための液体CO2冷却システムの効率と俊敏性を評価することです。本研究は、さまざまな冷却パラメータとノズル形状でのシステム性能をテストし、産業鋳造アプリケーションのエンジニアリング目的への適用可能性を検証することに焦点を当てています。 主要な研究課題: 研究仮説: 5. 研究方法 研究デザイン: 本研究では、マグネシウムホットランナーシステムをシミュレーションするように設計されたテストリグを使用する実験的アプローチを採用しています。テストリグは重力駆動式であり、ホットランナー部品の実際の形状に基づいています。温度測定は、さまざまな条件下でのCO2冷却システムの性能を評価するために行われます。実験結果を検証し、テストリグの内部プロセスを分析するために、シミュレーションモデルが開発されています。 データ収集方法: 温度測定は、データロガーと、ノズルのアニュラーギャップおよびピンチップ内の特徴的な位置に配置されたNiCr-Ni熱電対を使用して継続的に記録されます。パルス数、パルス持続時間、パルス間隔などの冷却パラメータの変動を、さまざまなノズル形状(内径8mm、12mm、16mmのコーン)についてテストします。溶融金属温度は640°Cに制御し、AZ91Dマグネシウム合金を使用します。 分析方法: 収集された温度データを分析して、さまざまな冷却パラメータとノズル形状で達成された冷却速度と最低温度を決定します。実験データを熱シミュレーションモデルの結果と比較して、モデルの精度を検証し、シミュレーションされた温度曲線と測定された温度曲線間の相関関係を評価します。また、冷却パラメータ、ノズル形状、冷却速度、サーマルシール形成の関係についても調査します。 研究対象と範囲: 本研究は、AZ91Dマグネシウム合金を使用したマグネシウムホットランナーシステムをシミュレーションするテストリグに焦点を当てています。範囲には、サーマルシール形成と冷却効率に対するさまざまなCO2冷却パラメータとノズル形状の影響の調査が含まれます。本研究は、この特定のテストリグ設定および材料で実施された実験テストとシミュレーションに限定されます。 6. 主要な研究結果: 主要な研究結果: 提示されたデータの分析: 図のリスト: 7. 結論: 主要な調査結果の要約: 本研究では、マグネシウムホットランナーシステムでサーマルシールを作成するための液体CO2冷却システムの効率と俊敏性を実証することに成功しました。直径16mmのノズルが最高の性能を示し、最大4.8°C/秒の冷却速度と適切なプロセス時間を達成しました。シミュレーションモデルは実験結果を検証し、良好な相関関係を示し、局所的なサーマルクロージャーを必要とするホットランナーアプリケーションに対する直径16mmのノズルの適合性を確認しました。また、本研究では、冷却効率とサーマルシール形成に対するノズル形状と冷却パラメータの影響を強調しました。 研究の学術的意義: 本研究は、ダイカスト、特にマグネシウム合金およびホットランナーシステムにおける液体CO2冷却の基本的な理解に貢献します。CO2冷却プロセスを分析および最適化するための貴重な実験データと検証済みのシミュレーションモデルを提供します。本研究は、ダイカストにおける熱管理の知識を進歩させ、冷却パラメータ、ノズル形状、冷却性能の関係に関する洞察を提供します。 実用的な意味合い:
Read More
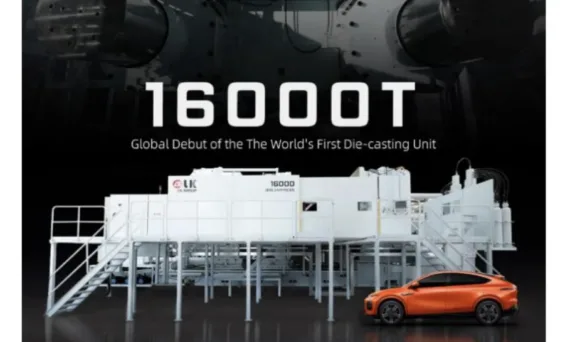
本資料は、[‘自動車一体型ダイカスト産業レポート、2024年’]という論文を[‘ResearchInChina’]が発行したものを紹介するものです。 1. 概要: 2. 抄録または序論 ResearchInChinaが発表した「自動車一体型ダイカスト産業レポート、2024年」は、一体型ダイカスト産業に関する包括的な分析を提供しています。本レポートは、一体型ダイカスト部門の現状を要約および調査し、OEMおよびサプライヤーの産業チェーン製品レイアウト戦略を検討し、急速に進化するこの産業内の将来の開発動向を予測しています。 3. 研究背景: 研究テーマの背景: 本レポートは、自動車産業内での一体型ダイカストの普及率の増加を強調し、約20社のOEMで採用されており、この高度な製造技術の人気が急上昇していることを示しています。この傾向は、自動車製造における一体型ダイカストの変革の可能性を強調しています。 既存研究の現状: 調査結果によると、一体型ダイカストのアップストリームサプライチェーンにおいて、著しい進歩が見られます。これらの画期的な進歩は、ダイカストマシン、金型、非熱処理材料の開発などの重要な分野を網羅しています。特に、レポートは超大型ダイカストマシンの進化を指摘しており、トン数容量が6000Tから16000Tに増加しました。さらに、ダイカストマシンサプライヤーは、さらに大型の20000Tダイカストマシンの開発に積極的に取り組んでいます。 研究の必要性: 一体型ダイカストの現状、複雑な産業チェーンの力学、および予想される将来の軌跡を理解することは、自動車部門全体の利害関係者にとって非常に重要です。この知識は、戦略的計画、投資決定、および進化する自動車製造技術の状況をナビゲートするために不可欠です。 4. 研究目的および研究課題: 研究目的: 本レポートの主な目的は、一体型ダイカスト産業に関する詳細な要約と分析を提供することです。これには、現在の産業環境の評価、OEMおよびサプライヤーを含む産業チェーン全体の製品配置戦略の調査、および一体型ダイカスト産業を形成する将来の動向の予測が含まれます。 主要研究: 本レポートの主要な研究分野は、以下の点に焦点を当てています。 研究仮説: 明示的に正式な仮説として述べられてはいませんが、レポートは、一体型ダイカストが自動車産業内で成長と採用の増加傾向を経験しているという暗黙の前提の下で運営されています。分析は、現在の採用率、技術進歩、および将来予測を調査することにより、この傾向を探求し、検証するように構成されています。 5. 研究方法論 研究デザイン: 本レポートは、自動車一体型ダイカスト産業の現状と動向を要約し、研究することに焦点を当てた産業分析デザインを採用しています。包括的な概要を提供するために、産業レポートとして構成されています。 データ収集方法: 方法論は明示的に詳細に説明されていませんが、産業データ、企業発表、および市場観察の収集と統合を含む二次調査に基づいていると推測されます。 分析方法: 分析的アプローチには、産業情報の要約、新たなパターンを特定するためのトレンド分析、および一体型ダイカストエコシステムのさまざまな主体間の関係を理解するための産業チェーン分析が含まれます。 研究対象と範囲: 研究範囲は自動車一体型ダイカスト産業を包含し、OEM、サプライヤー、およびダイカストマシン、金型、材料などの主要な技術コンポーネントに焦点を当てています。本レポートは、中国市場に特定の焦点を当てたグローバルな視点を提供します。 6. 主な研究結果: 主な研究結果: レポートは、いくつかの主要な調査結果を強調しています。 提示されたデータの分析: レポートに提示されたデータは主に質的であり、産業動向、技術進歩、および採用パターンで構成されています。分析は記述的であり、産業観察および企業発表に基づいて、一体型ダイカストの現状と将来の方向性を説明しています。レポートは、自動車部門内での機械容量、金型サイズ、材料開発、および応用範囲の急速な進歩を強調しています。 図リスト: 7. 結論: 主な調査結果の要約: 「自動車一体型ダイカスト産業レポート、2024年」は、一体型ダイカストが著しい成長と技術進歩を経験していると結論付けています。主な調査結果には、超大型ダイカストマシン、金型、および非熱処理材料の画期的な進歩が含まれます。 OEMの採用は、さまざまな車種や車体部品に拡大しており、将来の動向はさらに広範な応用を示唆しています。 研究の学術的意義: 本レポートは、ダイカストおよび自動車製造分野の専門家や研究者にとって、貴重なハンドブックレベルのリソースとして役立ちます。一体型ダイカスト技術、産業動向、主要企業の現状に関する体系的かつ詳細な概要を提供し、この進化する分野へのより深い理解を促進します。 実用的な意味合い: 本研究の実用的な意味合いは、産業界の利害関係者にとって重要です。本レポートは、OEM、サプライヤー、およびダイカスト装置メーカーの戦略的意思決定に重要な洞察を提供します。レポートに概説されている動向と技術進歩を理解することで、自動車一体型ダイカスト産業内での投資戦略、R&D優先順位、および市場ポジショニングに情報を提供できます。 研究の限界と今後の研究分野: 産業レポートとして、本研究は2024年4月現在の市場のスナップショットを提供します。今後の研究では、非熱処理材料の詳細な性能分析、一体型ダイカストと従来の方法との包括的な費用対効果分析、環境影響評価など、一体型ダイカストの特定の技術的側面をより深く掘り下げることができます。一体型ダイカスト車体部品の長期的な信頼性と耐久性に関する追加調査も有益でしょう。 8. 参考文献: 9. 著作権: 本資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁止されています。Copyright
Read More
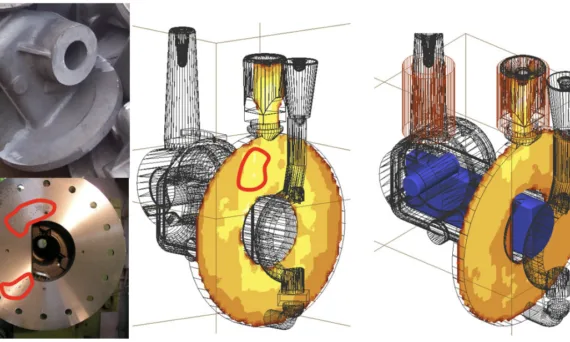
user 03/11/2025 Aluminium-J , automotive-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Casting Technique , Die casting , Efficiency , 金型 , 금형 , 자동차 산업 本論文概要は、[‘International Journal Science and Technology’]によって発行された[‘内燃機関車両用成形品のダイカストプロセスと構造の分析’]論文に基づいて作成されました。 1. 概要: 2. 抄録または序論 抄録:ダイカストは、金属製品、特に車両の内燃機関を製造するための製造プロセスの一部です。成形は、冶金プロセスまたはポリマープロセスから製品を作成するための構成要素です。基本的に、成形プロセスのすべての部分は、3つのプロセス条件を使用します。最初はプロセス生産用の固体原料、2番目は成形を使用して製品を作成するための原料の溶融プロセス、3番目はプロセス成形プロセス後の最終製品部品用の固体です。本研究では、SUV容量2.7Lの内燃機関車両用エンジンの成形プロセスと構造を分析します。金型鋳造は、基本原料としてシリカ砂、樹脂、ベントナイト、および海炭を使用して仕様を使用します。結果は、機械から成形までの最適圧力が109675.8 Nであることを示しています。スポットテストチェックの結果、ダイカストプロセス後、車両エンジン10個の試験片で亀裂が発見されなかったことを示しています。キーワード:ダイカスト (Die Casting)、成形 (Molding)、内燃機関 (Internal Combustion Engine)。 序論:内燃機関(ICE)は、車両の構成要素の一部です。エンジンの開発プロセスの一つがダイカストです。ダイカストは、自動車産業の開発における製造プロセスです。基本的に、エンジンの耐久性は、設計、構造、および開発時の製造プロセスによって影響を受けます。[1]。アルミニウム合金ギアボックスシェルのダイカスト金型設計とプロセス最適化の結果、ベンチおよびロードテスト後のギアボックスシェルの漏れ問題の解決を目的として、数値シミュレーションと産業用CT分析を通じて原因が特定され、漏れの対応する位置に高圧点冷却を追加することで問題が解決され、最適化の正確性が検証されました[2]。自動車部品用圧力ダイカスト金型の設計と分析の結果、すべての機械加工を削減し、少量生産に最適なプロセスにできることが示されています[3]。ロストフォーム鋳造におけるA356合金鋳物の気孔率に対する耐火性骨材形状の影響の結果、鋳物の特定の位置で欠陥が分析され、光学顕微鏡を通じて統計的にカウントされたことが示されています。結論として、膨張黒鉛とボーキサイトクリンカーの組み合わせは、A356 LFCで最高の品質の鋳物を生成します。[4]。A356合金の微細構造および機械的特性を改善するためのロストフォーム鋳造技術への直接水冷プロセスの適用、結果は、約195±3.5 MPaの極限引張強度、4.45±0.78%の伸び、および84±1.77 HBの硬度で、最高に得られた機械的値が見つかりました。 3. 研究背景: 研究テーマの背景: 本論文は、自動車産業、特に内燃機関(ICE)部品の製造におけるダイカストの応用に取り組んでいます。ダイカストは、金属部品の生産効率の高さから、エンジン開発における重要な製造プロセスとして強調されています。エンジンの耐久性は、本質的にその設計、構造的完全性、および開発中に採用された製造プロセスに関連しています。 既存研究の現状: 序論では、現在の研究の文脈を設定するために、以前の研究を参照しています。 研究の必要性: 本研究は、ICEのような重要な自動車部品の製造プロセスを最適化する必要性が継続的に提起されているために必要です。ダイカストプロセスとエンジン成形品の構造を分析することは、これらの部品の品質と信頼性を確保するために非常に重要です。本研究は、最適な圧力設定を達成し、ダイカストエンジンブロックの構造的完全性を検証することに焦点を当て、エンジン製造のためのダイカストの基本的な側面に取り組んでいます。 4. 研究目的と研究課題: 研究目的: 主な研究目的は、内燃機関車両用の成形品のダイカストプロセスと構造を分析することです。具体的には、本研究は2.7L SUV容量エンジンの金型を開発し、指定された材料を使用してダイカストプロセスに対する最適な圧力を決定することを目的としています。 主要な研究課題: 主要な研究課題は、次の点に焦点を当てています。 研究仮説: 仮説として明示的に述べられていませんが、本研究は、最適化された圧力条件下で、HSN 7061アルミニウム合金とシリカ砂、ベントナイト、海炭、および樹脂で作られた金型を使用して、ダイカストによって2.7L ICE用の欠陥のないエンジンブロックを製造する可能性を暗黙的にテストします。予想される結果は、ダイカストプロセスパラメータ、特に圧力を制御し、適切な材料を使用することにより、亀裂や構造的欠陥のないエンジンブロックを製造できることを実証することです。 5. 研究方法: 研究デザイン: 本研究では、エンジンブロックをダイカストし、その後その構造的完全性を評価することに焦点を当てた実験的デザインを採用しています。このプロセスには、材料準備、金型作成、油圧プレスを使用したダイカスト、冷却、仕上げ、および非破壊検査が含まれます。 データ収集方法: データ収集方法は次のとおりです。 分析方法: 使用された分析方法は次のとおりです。 研究対象と範囲: 6. 主な研究結果: 主な研究結果: 提示されたデータの分析: 図リスト: 7.
Read More
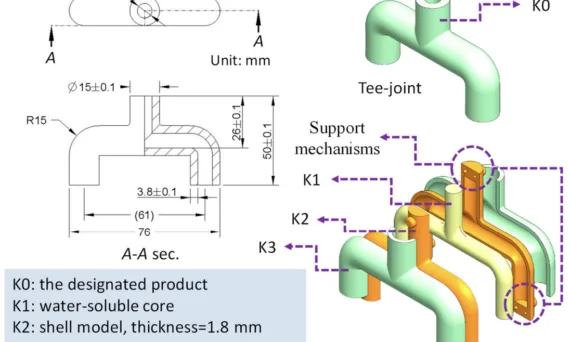
user 03/11/2025 Aluminium-J , Salt Core-J , Technical Data-J ANOVA , Applications , CAD , CFD , Die casting , Salt Core , STEP , Taguchi method , 金型 この論文の紹介は、MDPIによって発表された「A Water-Soluble Core for Manufacturing Hollow Injection-Molded Products」に基づいて作成されました。 1. 概要: 2. 概要または序論 概要:複雑な中空製品を組立て工程なしに製造することは、例えばプラスチック製インテークマニホールドの場合、従来の射出成形法では困難である。可溶コア技術は、犠牲コアとして低融点合金を用いるもので、この問題を解決するために開発された。しかし、樹脂タイプの選択肢が限られていることと、巨額の設備投資が必要なことから、この技術の普及は遅れている。本研究では、樹脂タイプの制限がなく、より低エネルギー消費プロセスで同様の製品を製造できる新しい方法を確立する。シェルと組み合わされた水溶性コアによって定義されるエンベロープドコアの概念を提案する。これは、射出成形プロセス中の圧力に耐えるための剛性と靭性の両方を提供する。エンベロープドコアの形状は、指定された製品の内部輪郭と等しい。インサート成形プロセスを導入して、エンベロープドコアをスキン層で覆った。エンベロープドコアの端を切り取り、水浴に浸す。シェル内部の水溶性コアが溶解すると、特殊な内部輪郭を持つ製品が完成する。提案された方法をどのように利用できるかを実証するために、T字ジョイントを提示する。コアの最適成分と加工パラメータは、Taguchi法によって決定される。その結果、提案された製品は、コアの圧縮強度が2MPaより大きい場合に成形に成功することが示された。さらに、最適サンプルの内部輪郭の偏心率測定値は56%の改善を示し、コア除去に必要な時間は154秒未満である。 3. 研究背景: 研究トピックの背景: プラスチック製インテークマニホールドのような複雑な中空製品を、従来の射出成形法を用いて製造することは、非常に困難です。従来の方法では、製品を複数のサブコンポーネントに分割し、機械的締結や接着剤による接合などの組立工程を行う必要がありました。これらの組立工程は、製造コストを増加させ、寸法誤差を累積させ [5,6]、最終製品に脆弱な箇所を作り出し、高圧または重荷重下での破損につながる可能性があります。さらに、接合工程で使用される化学溶剤は、「環境を汚染する」可能性があります。 既存研究の現状: 中空製品を製造するための既存技術には、金属排気マニホールド鋳造用の砂型や [7]、樹脂トランスファー成形(RTM)用のポリオキシメチレン(POM)やポリスチレン(PS)フォームなどのポリマーコアなどの「除去可能または崩壊可能なコア技術」が含まれます。塩コアは、「水への良好な溶解性」[7-11] からも利用されています。しかし、「RTMプロセスによって誘起される圧力は、プラスチック射出成形プロセスにおける圧力よりもはるかに低い」ため、脆い塩コアは射出成形中の亀裂やコアのずれを起こしやすくなります。低融点合金を犠牲コアとして使用する「可溶コア技術」[12] は、これらの方法を改良したものですが、「樹脂タイプの選択肢が限られていることと、巨額の設備投資」という制約があります。「水溶性ポリビニルアルコール(PVOH)パターン」[13] を使用する別の方法も存在しますが、金型キャビティ内の支持機構が可溶コア技術とは異なります。 研究の必要性: 中空製品製造のための既存の方法にもかかわらず、特に射出成形において「特殊な中空製品」を製造するための改善の余地があります。可溶コア技術のような現在の方法は、樹脂の適合性とコストに制約があり、塩コアは脆さのために射出成形に直接使用することが困難です。したがって、これらの制約を克服し、射出成形による複雑な中空部品の効率的かつ汎用性の高い製造を可能にする新しい方法が必要です。 4. 研究目的と研究課題: 研究目的: 本研究は、既存技術の限界に対処し、射出成形を用いて複雑な中空製品を製造するための新しい方法を確立することを目的としています。提案された方法は、「樹脂タイプの制限がなく、より低エネルギー消費プロセス」で製品を製造することを目的として、「シェルと組み合わされた水溶性コアによって定義されるエンベロープドコア」に焦点を当てています。この方法は、「射出成形プロセス中の圧力に耐えるための剛性と靭性の両方」を備えたコアを提供することを意図しています。 主要な研究課題: 主な研究課題は以下の通りです。 研究仮説: 本研究では、以下の仮説を立てています。 5. 研究方法 研究デザイン: 本研究では、Taguchi法に基づく実験計画法を用いて、水溶性コアの配合と加工パラメータを最適化しました。この研究では、組成や加工条件を変えて水溶性コアを作製し、機械的試験と得られた成形品の評価を行いました。提案された方法の実証には、T字ジョイント製品を選択しました。 データ収集方法: データは、以下の方法で収集されました。 分析方法: 収集されたデータは、以下を用いて分析されました。 研究対象と範囲: 研究の焦点は以下の通りです。 6. 主な研究成果: 主な研究成果: 提示されたデータの分析: 図のリスト: 7. 結論: 主な知見の要約: 本研究では、エンベロープド水溶性コアを用いた中空射出成形品を製造する新しい方法を実証することに成功しました。主な知見は以下の通りです。(1) 水溶性コアとシェルを組み合わせたエンベロープドコアの概念により、複雑な中空部品の射出成形が可能になります。(2) Taguchi法を用いた最適化により、コア作製の最適パラメータが特定され、圧縮強度が向上しました。(3)
Read More