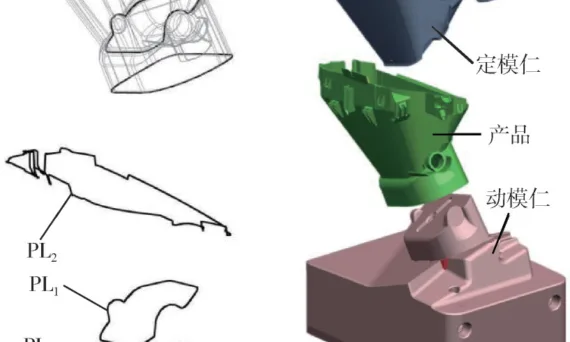
本紹介論文は、「[CHINA PLASTICS]」によって発行された論文「[Design of Two-stage Side Core-pulling Injection Mold for Special-shaped Parts with Four Sides and Six Undercuts]」に基づいています。 1. 概要: 2. 要旨 (Abstract): 金型設計における支持シェル部品の4面すべてに存在する広範囲なアンダーカットの難しさに対処するため、離型方向に従ってすべての側面領域を6つのスライダーS₁~S₆に分割して成形する方式を設計する。製品右側の2つのスライダーS₂およびS₃は、ストリッパー方向が一致せず、成形面積が大きいため、傾斜ガイドコラム+油圧シリンダーを用いた2段階順次コア抜き機構を設計した。製品左側はスライダーS₅によって成形され、局所的な円形穴は主スライダーS₅内に位置するトンネルスライダーS₆によって成形される。金型が開く際、スライダーS₅内のスライダーアングルピン穴の隙間によってコア抜きの遅延が生じる。スプリング駆動スライダーS₆によるコア抜き動作が完了した後、スライダーS₅が動き始める。スプリング+スライダーアングルピンの順次構造により、2次コア抜き機構が簡素化された。最後に、1金型2キャビティの縦配置、潜りゲート(latent gate)供給、および斜め突き出しを備えたシングルパーティングホットランナー射出成形金型を設計した。すべてのスライダーの横方向移動は、金型の1回の開き動作で完了する。この金型は、構造が単純で、動作の安定性が良好であり、自動化度が高い。 3. 序論 (Introduction): アンダーカットはプラスチック部品における一般的な構造的特徴である[1]。射出成形金型設計においては、通常、傾斜ガイドピン[2]、ベントピン[3]、傾斜スライダー[4]、リフター[5]、油圧システム[6]などの機構が、このような特徴部の側面離型を容易にするために用いられる。製品の同一側面に複数のアンダーカットが存在し、離型方向が一致しない場合、各離型方向に対して独立した動きを保証するために、複数のサイドコア抜き機構が必要となる。これらの動き間の干渉を防ぐためには、コア抜き動作の順序を精密に制御する必要がある[7-9]。従来の研究[10-13]では、順次コア抜きシステムが探求されており、しばしば油圧シリンダーと傾斜ガイドピンの組み合わせ、異なる駆動方法、固定金型突き出し戦略、または多段階の金型開き段階を利用して、必要な順序を達成している。 4. 研究概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): 対処された主な課題は、複雑な特殊形状の支持シェル部品用射出成形金型の設計である。この複雑さは、部品の4面すべてに顕著なアンダーカット特徴部が存在し、異なる方向からの複数のコア抜き動作(合計6つ)が必要となることから生じる。 従来の研究状況 (Status of previous research): 参考文献[7-14]に記載されている順次コア抜きのための既存のアプローチは、しばしば金型開きステップ数を増やすか、複雑な機構を設計することを含む。これらの方法は順序付け問題の解決には効果的であるが、金型の構造的複雑さと製造コストを増加させる可能性がある。 研究目的 (Purpose of the study): 研究の目的は、特定の支持シェル部品に対して効率的で信頼性の高い射出成形金型設計を開発することであった。この設計は、4面にわたる6つの異なるアンダーカットを管理することを目的とし、単一の金型開きサイクル内で順次コア抜き動作を実装し、全体的な金型構造を簡素化し、動作安定性と自動化を向上させるメカニズムを利用する。 中核研究 (Core
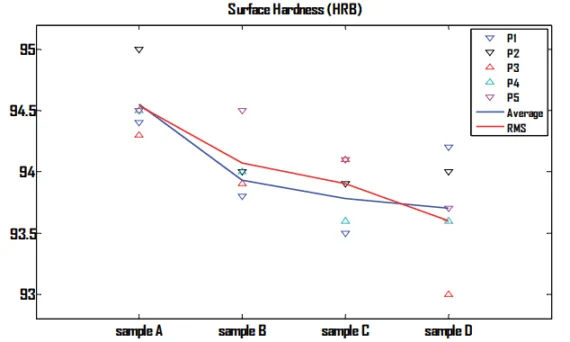
この技術概要は、Mohammed Yunus氏とMohammad S. Alsoufi氏によって執筆され、「IMPACT: International Journal of Research in Engineering & Technology (IMPACT: IJRET)」(2015年)に掲載された学術論文「A STATISTICAL ANALYSIS OF JOINT STRENGTH OF DISSIMILAR ALUMINIUM ALLOYS FORMED BY FRICTION STIR WELDING USING TAGUCHI DESIGN APPROACH, ANOVA FOR THE OPTIMIZATION OF PROCESS PARAMETERS」に基づいています。HPDCの専門家向けに、CASTMANの専門家が要約・分析したものです。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 現代の製造業では、材料接合プロセスが高速、高効率、そして環境に優しいことが極めて重要です。 特に自動車や航空宇宙産業では、強度を高めつつ重量を削減するために、AA7075やAA6061などの異種アルミニウム合金を接合する必要があります。 従来の融接法は、溶融関連の欠陥、低い継手強度、溶加材に起因する欠陥などの欠点がありました。 材料を溶かさずに固相状態で接合する摩擦攪拌接合(FSW)は、これらの問題に対する有望な代替手段として登場しました。 しかし、異種合金に対してFSWプロセスを最適化し、常に最高の機械的特性を達成することは依然として大きなハードルであり、本研究はこの課題を克服することを目指しました。 アプローチ:方法論の解明 この問題に取り組むため、研究者たちは統計的に頑健なタグチメソッドを採用しました。 研究で使用された母材は、厚さ3mmおよび4mmのAA7075およびAA6061アルミニウム合金板でした。 突合せ溶接は立フライス盤を使用して行われました。 実験計画にはL18直交表が用いられ、以下の5つの主要なプロセスパラメータが異なる水準でテストされました。 ブレークスルー:主要な発見とデータ この研究は、FSWプロセスの最適化に関して、明確で実行可能な洞察を提供しました。 HPDC製品への実践的な示唆
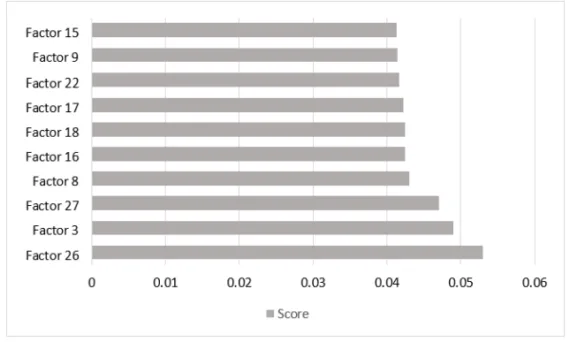
機械学習でポロシティ欠陥の根本原因を特定:決定木アルゴリズムが示す予測の可能性 この技術概要は、Pavee Siriruk氏およびTitiwetaya Yaikratok氏によって執筆され、「Proceedings of the International Conference on Industrial Engineering and Operations Management (2022)」で発表された学術論文「Factors Analysis and Prediction in Die-casting Process for Defects Reduction」に基づいています。ダイカスト製造の専門家のために、CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がダイカスト専門家にとって重要なのか ダイカスト業界、特にHDD部品のような精密部品を製造する現場では、品質の一貫性が競争力の源泉です。本研究が焦点を当てる「外面ポロシティ欠陥」は、製造サプライヤー(3次請け)の段階では検査技術の限界から100%検出することが困難な、非常に厄介な問題です。この見逃された欠陥部品が顧客(HDDメーカー)の製造ラインに渡ると、最終製品の品質問題や、最悪の場合、エンドユーザーのデータ損失につながるHDD故障を引き起こす可能性があります(Su and Huang 2018)。 この問題に対し、サプライヤー側で検査体制を強化する案も検討されましたが、莫大な設備投資が必要となり、製品価格の上昇は避けられません。顧客がそのコスト増を受け入れる準備ができていない現状では、この解決策は非現実的です。そこで、本研究では「検査の強化」ではなく、「欠陥発生の根本原因の制御」に焦点を当てました。機械パラメータと欠陥発生の相関関係をデータ分析によって解明し、欠陥の発生自体を抑制する、よりスマートなアプローチを提案しています。 アプローチ:研究手法の解明 本研究では、この課題を解決するために、機械学習を用いた予知保全のアプローチを採用しました。 研究チームは、HDDモーターベースプレートを製造するダイカストマシン1台をプロトタイプとして選定し、5ヶ月間にわたる実生産データを収集しました。このデータには、金型温度、各種速度、圧力、タイムスタンプなど、35項目に及ぶ機械パラメータが含まれています。製造された各製品はシリアル番号で管理され、機械データと紐づけられました。 その後、製品は最終検査工程(VMIステーション)を通過し、良品(OK)か不良品(NG)かが記録されます。収集された141,000件のデータセットから、重複や欠損データを除去するデータクレンジングを行い、最終的に92,000件のクリーンなデータセットをモデル構築に使用しました。 分析には、以下の3つの主要な機械学習分類アルゴリズムが適用されました。 さらに、どの機械パラメータが欠陥発生に最も寄与しているかを特定するために、特徴量の重要度(Feature Importance)分析も実施されました。 発見:主要な結果とデータ 分析の結果、ダイカストプロセスの品質改善に向けた、いくつかの重要な知見が得られました。 ダイカスト工程への実践的な示唆 本研究の結果は、実際の製造現場におけるプロセス改善に直接的なヒントを与えます。 論文詳細 Factors Analysis and Prediction in Die-casting Process for Defects Reduction 1.
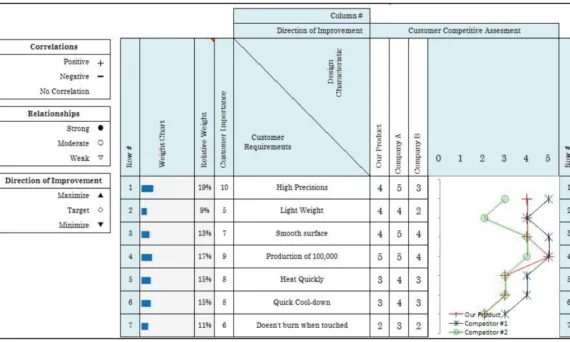
生産性向上の鍵は現場にあり:リーン生産方式によるダイカスト工程の課題解決アプローチ この技術概要は、Ng Tan Ching氏らによる学術論文「Case study of lean manufacturing application in a die casting manufacturing company」(AIP Conference Proceedings, 2015)に基づいています。ダイカスト業界の専門家のために、CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究がダイカスト専門家にとって重要なのか 多くの製造現場では、日々の業務に追われ、潜在的な非効率性を見過ごしがちです。本研究の対象となったABC社も例外ではありませんでした。論文の「BACKGROUND OF CASE STUDY」セクションで指摘されているように、同社は以下のような深刻な問題に直面していました。 これらの問題は、多くのダイカスト製造企業が共感できる、生産性、品質、コストに直結する普遍的な課題です。本研究は、これらの課題に「リーン生産方式」という体系的なアプローチでいかに立ち向かうかを示しています。 アプローチ:方法論の解明 研究者たちは、ABC社の課題を解決するために、リーン生産方式の複数のツールを組み合わせた実践的なアプローチを取りました。 ブレークスルー:主要な発見とデータ 本研究は、データに基づいた分析を通じて、ABC社が抱える問題の根本原因を特定し、具体的な改善の方向性を示しました。 ダイカスト事業への実践的な示唆 この研究結果は、リーン生産方式が単なる理論ではなく、現場の生産性や品質を向上させるための強力なツールであることを示しています。 論文詳細 Case study of lean manufacturing application in a die casting manufacturing company 1. 概要: 2. 論文要旨: 本ケーススタディは、マレーシアのペナン島にあるダイカスト製造会社におけるリーン生産方式の適用を研究することを目的としています。この研究では、主にリーン生産方式の重要な概念と応用について記述しており、これらが企業の現在の製造プロセスと企業文化を研究・分析することによって、徐々に利益を増加させるのに役立つ可能性があります。本プロジェクトでは、5Sハウスキーピング、カイゼン、タクトタイムなど、多くのリーン生産方式のアプローチが研究されています。さらに、言及されたリーンツールに加えて、品質機能展開のような品質ツールが、製品品質を継続的に改善するための分析ツールとして使用されています。要するに、企業における既存のリーン文化を研究・分析し、本稿の最後に提言を記述しています。 3. 序論: トヨタの役員であった大野耐一氏がリーン生産方式を導入し、その起源は40年以上前のトヨタ生産方式(TPS)に基づいています。本研究の対象であるABC社は、2005年にペナンで設立されたダイカスト製造会社で、精密機械加工、金属プレス部品、金型鋳造などのソリューションを提供しています。同社は「SMART」(Speed, Measurable, Accuracy,
![Table 3-1 Solid solubility of elements in aluminum [2]](https://castman.co.kr/wp-content/uploads/Table-3-1-Solid-solubility-of-elements-in-aluminum-2-570x342.webp)