ゲートでのせん断バンディング:高圧ダイカストの供給メカニズムを解明し、欠陥を削減する
この技術概要は、[Joseph Gleeson, Christopher M. Gourlay, Paul L. Schaffer, Hans I. Laukli]によって執筆され、[Proceedings of the 12th International Conference on Aluminium Alloys (The Japan Institute of Light Metals)]に[2010年]に掲載された学術論文「[Gate microstructure in an AlSi9MgMn High-Pressure Die Casting]」に基づいています。
キーワード
- 主要キーワード: 高圧ダイカスト (HPDC)
- 副次キーワード: ゲート微細構造, 半凝固せん断バンディング, 供給メカニズム, マクロ偏析, AlSi9MgMn, 加圧
エグゼクティブサマリー
- 課題: 高圧ダイカストの加圧段階において、薄いゲートを通してどのように材料がキャビティ内に供給され、凝固収縮を補い、欠陥を防止しているのか。
- 手法: 複数のゲートを持つ金型で鋳造されたAlSi9MgMn合金の薄肉U字形状鋳物のゲート微細構造を詳細に調査した。
- 主要なブレークスルー: 湯道からゲートを通り鋳物内部へと続く、半凝固せん断バンド(正のマクロ偏析帯)の存在を特定し、これが加圧段階における重要な供給メカニズムとして機能することを示した。
- 結論: ゲートを通過する半凝固せん断バンディングは、特定の合金や金型形状に依存しない、アルミニウム合金HPDCにおける普遍的な特徴である可能性が高く、プロセスの最適化に新たな知見を提供する。
課題:なぜこの研究がHPDC専門家にとって重要なのか
高圧ダイカスト(HPDC)は、自動車の構造部品などの製造において不可欠な技術となっています。しかし、高品質な製品を安定して製造するためには、充填段階での空気巻き込みを最小限に抑え、加圧(供給)段階でゲートを通して材料を効果的に供給することが極めて重要です。特に、HPDCのゲートは湯道や製品本体よりもはるかに薄く設計されているため、加圧段階ではすでに部分的に凝固が進んでいます。この半凝固状態の薄いゲートを通して、どのようにして凝固収縮や熱収縮を補うための材料が供給されるのか、そのメカニズムはこれまで十分に解明されていませんでした。この供給プロセスの有効性を理解することは、ポロシティなどの内部欠陥を削減し、製品の機械的特性を保証するための鍵となります。
アプローチ:研究手法の解明
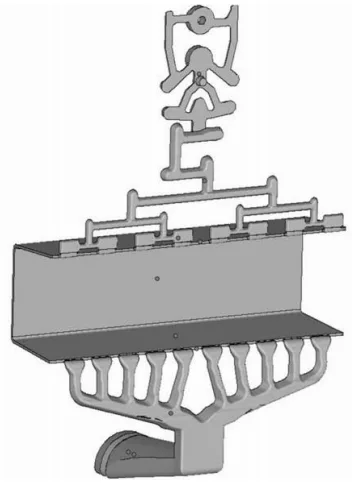
本研究では、HPDCで広く使用されるAlSi9MgMn合金が選ばれました。鋳造は、型締力4.1MNのBuhler製コールドチャンバー式HPDCマシンで行われました。使用された金型は、自動車の「B」ピラーやショックタワーなどの薄肉構造部品を模したもので、10個のゲート(厚さ1mm)を持ち、薄肉(2mm)のU字形状の製品を製造します(図1参照)。
主なプロセスパラメータは以下の通りです。 - 金型温度: 約200°C - 溶湯過熱: 約80°C - 射出速度: 低速0.3 m/s、充填4 m/s - 加圧圧力: 60 MPa
鋳造後の定常状態に達した製品からサンプルを採取し、ゲート領域の縦断面および横断面を標準的な金属組織学的手法で分析しました。特に、マクロ偏析の特徴を調査するために、(60ml H₂O + 10g NaOH + 5g K₃Fe(CN)₆) の溶液でエッチング処理が行われました。
ブレークスルー:主要な発見とデータ
発見1:ゲート領域における正のマクロ偏析バンドの形成
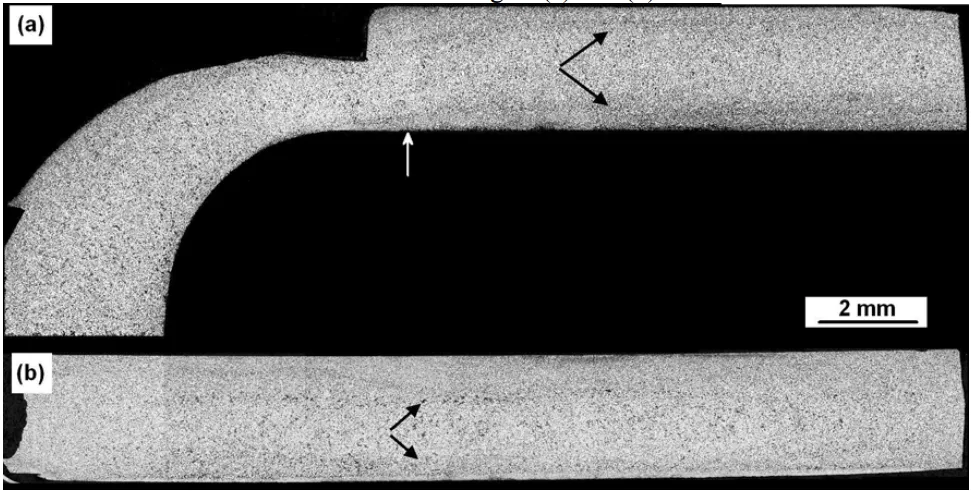
ゲート領域のマクロ組織を観察した結果、不均一な構造が明らかになりました(図3)。特に、湯道からゲートを通り鋳物内部に向かって、2本の暗いバンドが伸びていることが確認されました。このバンドは、鋳物の表面に平行に走行しています。図4の共晶率の分布測定結果は、この暗いバンドが周囲よりも著しく高い共晶率を持つ「正のマクロ偏析」領域であることを定量的に示しています。このバンドの位置では、共晶率が局所的にピークに達しており、特定の経路で溶質元素に富んだ液相が集中したことを示唆しています。
発見2:偏析バンドは半凝固せん断バンディングによる供給経路である
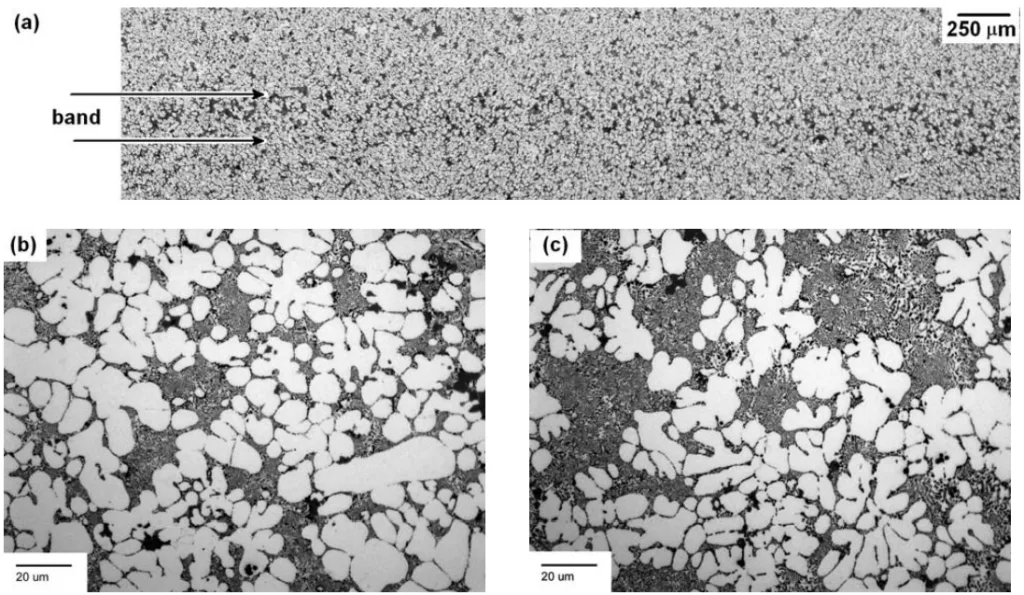
この暗いバンドの微細構造を詳細に分析したところ、周囲の組織(図5b)と比較して、バンド内(図5c)ではAl-Si共晶の割合が高いことが確認されました。この特徴は、過去のHPDC研究で報告されている欠陥バンドや、実験室でのレオロジー研究で創出された半凝固せん断バンドと一致します。重要なのは、これらのバンドが湯道から始まり、薄いゲートを貫通して鋳物内部まで連続している点です。本研究で使用された60 MPaという加圧圧力は、この金型に対して最適化された値であり、過去の研究[5]で十分な加圧力が加えられた場合にのみせん断バンドが発生したという事実と合わせると、このバンドが加圧段階で形成されたと結論付けられます。これは、せん断バンディングが弱いせん断帯を形成し、半凝固状態のゲートを通した材料供給を助けるメカニズムとして機能することを示唆しています。さらに、本研究は先行研究[5]とは大きく異なる金型形状(マルチゲート vs シングルゲート)と合金(AlSi9MgMn vs AlSi3MgMn)で行われたにもかかわらず同様の現象が観察されたことから、このメカニズムがAl合金HPDCにおける普遍的な現象である可能性が高いことを示しています。
研究開発および製造現場への実践的示唆
- プロセスエンジニア向け: この研究は、十分な加圧圧力をかけることが、ゲートを通じた効果的な供給を促進する「せん断バンディング」を引き起こす鍵であることを示唆しています。ポロシティ欠陥を削減するためには、加圧圧力の最適化が極めて重要です。
- 品質管理チーム向け: 顕微鏡写真で観察される暗いバンド(図3)は、必ずしも有害な欠陥ではなく、むしろ効果的な供給が行われた証拠である可能性があります。この知見は、微細構造の解釈基準を更新する上で役立ちます。
- 設計エンジニア向け: この発見は、薄いゲート設計であっても、加圧段階を適切に管理することで効果的な供給が可能であることを裏付けています。これにより、高速充填を可能にするための狭いゲート設計の妥当性が支持され、設計の自由度が高まります。
論文詳細
[Gate microstructure in an AlSi9MgMn High-Pressure Die Casting]
1. 概要:
- Title: Gate microstructure in an AlSi9MgMn High-Pressure Die Casting
- Author: Joseph Gleeson¹, Christopher M. Gourlay¹, Paul L. Schaffer² and Hans I. Laukli²
- Year of publication: 2010
- Journal/academic society of publication: Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan (©2010 The Japan Institute of Light Metals)
- Keywords: macrosegregation, defect bands, intermetallics, gate, intensification pressure
2. 抄録:
延性Al合金の高圧ダイカストは、自動車の構造部品の製造に広く普及している。本稿では、ゲートの微細構造を調査し、加圧段階でどのように材料が金型キャビティに輸送されるかを検討する。半凝固せん断バンドの特徴を持つ正のマクロ偏析バンドが、湯道からゲートを通り鋳物内部に存在することが示される。この結果を、加圧圧力がゲート微細構造に与える影響に関する過去の研究と比較し、ゲートを通過する半凝固せん断バンディングがHPDCにおける供給メカニズムとして機能することを示す。本研究は、複数のゲートを持つ金型から作られたAlSi9MgMn薄肉U字形状鋳物に焦点を当てている。この合金と金型設計が過去の研究と著しく異なることから、加圧段階でのゲートを通過する半凝固せん断バンディングは、Al合金HPDCにおける一般的な特徴である可能性が最も高いことが示唆される。
3. 緒言:
近年、アルミニウム高圧ダイカスト(HPDC)は、ショックタワーや「A」「B」ピラーなどの自動車構造部品の製造にますます利用されるようになっている。これは、HPDCプロセスとHPDC専用アルミニウム合金の改良によって促進されてきた。HPDCの魅力は、大型で統合された部品を単一工程で大量生産できる能力にあり、これにより製造コストとエネルギー消費を削減しつつ、車両の質量を減少させる可能性がある。しかし、合金、金型設計、HPDCパラメータが最適化されていない場合、HPDCは高レベルの欠陥を生じやすい。適切な部品を製造する上で特に重要なのは、充填段階での空気巻き込みを最小限に抑え、供給段階でゲートを通して材料を金型キャビティに供給できるようにすることである。HPDCの金型設計では、キャビティ充填中の高い溶湯流速を確保するために、通常、湯道よりも著しく狭いゲートが含まれる。充填段階が完了すると、HPDC金型にはフィーダー/ライザーがほとんどないため、すべての供給材料は比較的薄いゲートを通って輸送されなければならない。ゲートは隣接する領域よりも薄いため、加圧段階の同じ時点において、湯道や鋳物よりも平均固相率が高くなる。したがって、HPDCの後期段階でゲートを通して材料を輸送する能力は、凝固収縮と熱収縮の供給、および巻き込まれた空気の圧縮の効果を決定する上で重要な役割を果たす。
4. 研究の概要:
研究トピックの背景:
HPDCにおける高品質な鋳物を製造するためには、凝固収縮を補うための後期段階での材料供給が不可欠である。特に薄いゲートを通して、どのように材料が供給されるかのメカニズム解明が重要である。
先行研究の状況:
加圧圧力を上げるとポロシティが減少することはよく知られているが、HPDCの後期段階でゲートを通じた材料輸送を制御するメカニズムに関する研究はほとんどなかった。最近の研究[5]では、特定の加圧圧力以上でゲートに半凝固せん断バンドが発生し、ポロシティが著しく減少することが示された。
研究の目的:
先行研究[5]で示された供給メカニズム(半凝固せん断バンディング)が、特定の合金や金型形状に限定されたものではなく、HPDCにおける一般的な現象であるかどうかを検証すること。そのために、先行研究とは大きく異なる合金(AlSi9MgMn)と金型形状(マルチゲート、ゲートと鋳物の厚さ比が小さい)を用いてゲート微細構造を調査する。
核心的な研究:
複数のゲートを持つ金型で鋳造されたAlSi9MgMn合金のゲート領域の微細構造とマクロ構造を詳細に分析した。特に、湯道からゲートを通り鋳物に至る領域における偏析バンドの存在と、その特徴を定量的に評価した。
5. 研究方法
研究デザイン:
本研究は、特定のHPDC条件下で製造された鋳物のゲート領域を実験的に分析するデザインである。先行研究[5]との比較を通じて、観察された現象の一般性を検証することを目的とする。
データ収集と分析方法:
鋳造品からゲート領域を含むサンプルを切り出し、縦断面および横断面を標準的な金属組織学的手法を用いて研磨した。光学顕微鏡および走査型電子顕微鏡(SEM)を用いて微細構造を観察した。マクロ偏析を可視化するために、特定のエッチング液を使用し、画像解析によって共晶率を測定した。
研究対象と範囲:
研究対象は、Buhler製4.1MN HPDCマシンで鋳造されたAlSi9MgMn合金の薄肉U字形状鋳物である。分析は、特に湯道-ゲート-鋳物接合部の微細構造とマクロ構造に焦点を当てた。
6. 主要な結果:
主要な結果:
- ゲートの一般的な微細構造は、鋳物本体と同様であり、キャビティ内で凝固した10-30µmのα-Al粒と、ショットチャンバーで形成されたより大きな外部凝固晶(ESC)の2種類のα-Al粒が存在した。
- α-Alは、670 ±25 nmの間隔を持つ微細なAl-Si共晶のマトリックスに囲まれていた。
- 湯道からゲートを通り鋳物内部にかけて、正のマクロ偏析(高い共晶率)を持つ暗いバンドが観察された(図3)。
- このバンドは、半凝固せん断バンディングの特徴と一致し、加圧段階での供給メカニズムとして機能していることが示唆された。
- この現象は、先行研究[5]とは大きく異なる合金と金型ジオメトリで観察されたことから、Al合金HPDCにおける一般的な特徴である可能性が高い。
図の名称リスト:
- Fig. 1 The multi-gated die, producing a 'U' shaped profile used in this study. Thickness of U-profile: ~2 mm, Length: ~300 mm, Width:~90 mm, Height: ~75 mm. Total casting: ~1300 g
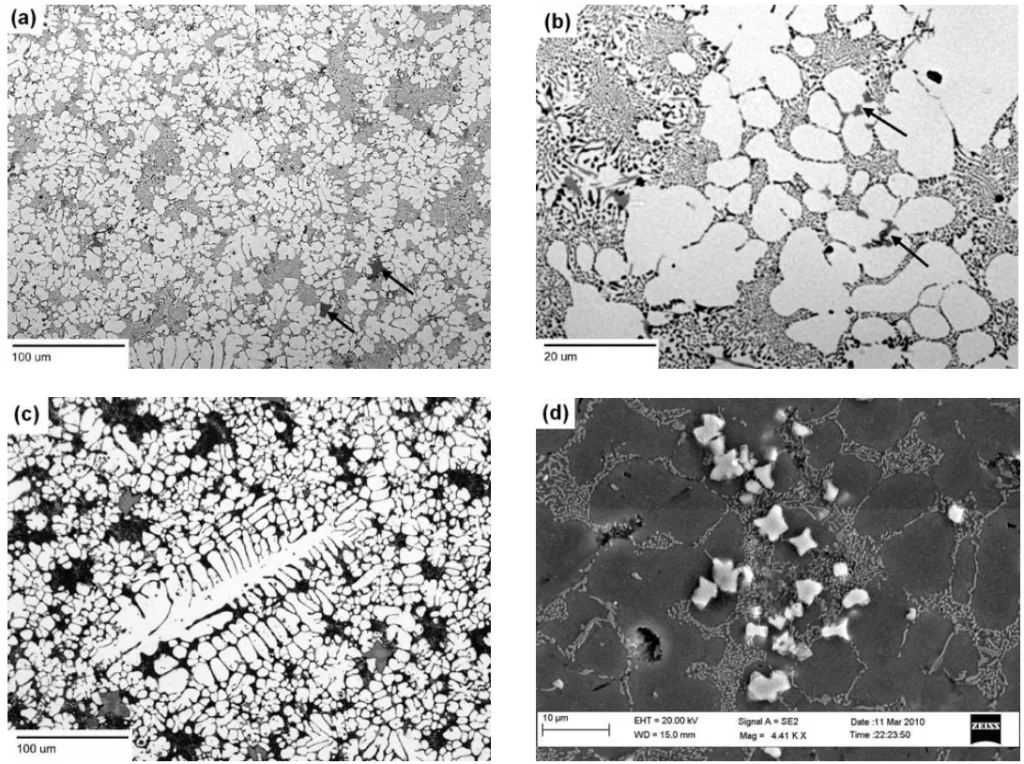
- Fig. 2. (a) Typical gate microstructure containing primary a-Al, Al+Si eutectic and intermetallics. (b) Higher magnification showing fine eutectic structure between primary a-Al. Arrows in (a) and (b) indicate intermetallics. (c) A large dendritic ESC after etching. (d) Secondary electron SEM image of a-type Alx(Mn,Fe)ySiz intermetallics (bright).
- Fig. 3 Gate macrostructures. (a) longitudinal section of the runner-gate-casting junction where filling was from left to right. (b) transverse section just ahead of the gate (marked by white line in (a)) where filling was into the page. Black arrows mark bands of positive macrosegregation.
- Fig. 4: Macrosegregation profile across the longitudinal section near to the gate. The locations of the dark bands in Fig. 3a are indicated. “Error bars" show the region of measurement.
- Fig. 5. Typical segregation band microstructure. (a) the band region from Fig. 3a at higher magnification. (b) away from the band; (c) in the band.
7. 結論:
AlSi9MgMn HPDC鋳物のゲート微細構造を特性評価し、主要な微細構造的特徴を定量化し、ゲートを通過する半凝固せん断バンディングが発生したかどうかを調査した。ゲートの一般的な微細構造は、鋳物本体と同様であった。特に、キャビティ内で凝固した粒(10-30µm)とショットチャンバー由来の外部凝固晶(~>50µm)の2種類のα-Al粒が存在した。α-Alは、675 ±25 nmの間隔を持つ微細なAl-Si共晶のマトリックスに囲まれていた。不純物Feと添加されたMnにより、分散したα-type Alx(Mn,Fe)ySiz金属間化合物が存在した。 膨張性せん断バンドの特性を持つ正のマクロ偏析バンドが、湯道からゲートを通り鋳物内部に存在し、ゲートを通過する半凝固せん断バンディングが発生したことを示唆している。この観察は、AlSi3MgMnを使用して著しく異なる金型で行われた先行研究と同様である。これは、加圧段階でのゲートを通過する半凝固せん断バンディングが、Al合金HPDCにおける最も可能性の高い一般的な特徴であることを示唆している。
8. 参考文献:
- [List the references exactly as cited in the paper, Do not translate, Do not omit parts of sentences.] 1 K. Greven and D. Dragulin, 2nd International Light Metals Technology Conference (H. Kaufmann), Page, City (year). 2 V. D. Tsoukalas, S. Mavrommatis, N. G. Orfanoudakis and A. K. Baldoukas, Proc. Inst. Mech. Eng. Part B-J. Eng. Manuf. 218, 77-86 (2004). 3 M. S. Dargusch, G. Dour, N. Schauer, C. M. Dinnis and G. Savage, Journal of Materials Processing Technology 180, 37-43 (2006). 4 S. G. Lee, A. M. Gokhale, G. R. Patel and M. Evans, Materials Science and Engineering A 427, 99-111 (2006). 5 S. Otarawanna, H. I. Laukli, C. M. Gourlay and A. K. Dahle, Metallurgical and Materials Transactions A in-press). 6 C. M. Gourlay, H. I. Laukli and A. K. Dahle, Metallurgical and Materials Transactions A 38, 1833-1844 (2007). 7 H. I. Laukli, C. M. Gourlay, A. K. Dahle and O. Lohne, Materials Science and Engineering A 413-414, 92-97 (2005). 8 H. Cao and M. Wessén, International Journal of Cast Metals Research 18, 377-384 (2005). 9 C. Dorum, H. I. Laukli, O. Hopperstad and M. Langseth, European Journal of Mechanics. A, Solids 28, 1-13 (2009). 10 S. Otarawanna, C. M. Gourlay, H. I. Laukli and A. K. Dahle, Metallurgical and Materials Transactions A 40A, 1645-1659 (2009). 11 H. Gjestland, S. Sannes, J. Svalestuen and H. Westengen, SAE Transactions: Journal of Materials & Manufacturing 114, 67-73 (2006). 12 L. Wang, T. Nguyen, T. Savage and C. J. Davidson, International Journal of Cast Metals Research 16, 409-417 (2003). 13 H. I. Laukli, O. Lohne, S. Sannes, H. Gjestland and L. Arnberg, International Journal of Cast Metals Research 16, 515-521 (2003). 14 C. M. Gourlay and A. K. Dahle, Nature 445, 70-73 (2007). 15 G. Chadha, J. E. Allison and J. Wayne Jones, Magnesium Technology 2004 (A. A. Luo), Page, TMS, Warrendale, PA, USA, City (year).
専門家Q&A:トップの質問に答える
Q1: なぜこの研究では、先行研究と異なるマルチゲートの金型が使用されたのですか? A1: この研究の目的は、先行研究[5]で特定された「半凝固せん断バンディング」という供給メカニズムが、特定の条件下でのみ発生する特殊な現象なのか、それともHPDCにおける一般的な現象なのかを検証することでした。先行研究ではシングルゲートでゲート厚さが鋳物厚さの約1/4と非常に狭い金型が使われましたが、本研究ではマルチゲートでゲート厚さが鋳物厚さの約1/2という、大きく異なるジオメトリを採用しました。異なる条件下でも同様の現象が確認されたことで、このメカニズムの普遍性が強く示唆されました。
Q2: 図3で観察された暗いバンドは、ポロシティなどの欠陥とはどう違うのですか? A2: 論文によると、この暗いバンドは「著しいポロシティを含んでいない」と述べられています。これはMg合金HPDCで一般的に見られるポロシティバンドとは異なります。図4と図5が示すように、このバンドは周囲よりも共晶(最後に凝固する液相)の割合が高い「正のマクロ偏析」領域です。これは、加圧によって溶質に富んだ液相がこの領域に押し込まれた結果であり、欠陥ではなく、むしろ材料が供給された経路を示しています。
Q3: この研究で示された「せん断バンディング」は、具体的にどのようにして材料供給を助けるのですか? A3: 論文では、このせん断バンディングが「弱いせん断帯を形成する」ことで供給を助けると示唆しています。加圧段階ではゲートはすでに部分的に凝固しており、固体粒子がネットワークを形成して流動抵抗が高まっています。しかし、十分な加圧力がかかると、特定の領域に応力が集中し、固体粒子のネットワークが破壊されて局所的な流動(せん断)が発生します。この「せん断バンド」が、抵抗の少ない材料の通り道となり、半凝固状態のゲートを越えてキャビティ内へ材料を輸送することを可能にします。
Q4: この研究で使用された加圧圧力60 MPaは、どのように決定されたのですか? A4: 論文には、この60 MPaという値が「この金型に対して最適化された」値であったと記載されています。これは、この圧力レベルが、ポロシティを効果的に低減し、健全な鋳物を製造するのに適していることが経験的に知られていることを意味します。先行研究[5]では、ある臨界値以上の加圧力をかけないとせん断バンディングが発生しなかったことが示されており、本研究でも効果的な供給メカニズムを活性化させるのに十分な圧力が適用されたと考えられます。
Q5: 外部凝固晶(ESC)の存在は、ゲートでの材料供給にどのような影響を与えますか? A5: 論文ではESCの供給への直接的な影響については詳しく論じていませんが、その存在は重要です。ESCはショットチャンバー内で比較的ゆっくりと成長した大きな初晶であり、キャビティ内で急冷されて形成される微細な結晶とは異なります。これらの大きな固体粒子が存在すると、半凝固スラリーの粘度が高まり、流動性が低下する可能性があります。したがって、せん断バンディングのようなメカニズムは、これらの固体粒子を含むスラリーをゲートを通して輸送するために、さらに重要になると考えられます。
結論:より高い品質と生産性への道を開く
本研究は、高圧ダイカスト(HPDC)における長年の課題、すなわち「加圧段階で薄いゲートを通してどのように材料が供給されるのか」という問いに対して、明確な答えを提示しました。その鍵は「半凝固せん断バンディング」にあります。このメカニズムは、加圧によってゲート内に形成される微細な供給経路であり、凝固収縮を補い、ポロシティなどの内部欠陥を効果的に抑制します。重要なのは、この現象が特定の合金や金型設計に限定されず、Al合金HPDCにおける普遍的な特徴である可能性が高いという点です。
この知見は、プロセスパラメータ、特に加圧圧力の最適化が、単に空隙を押しつぶすだけでなく、能動的な供給メカニズムを引き出すためにいかに重要であるかを改めて示しています。
「CASTMANでは、最新の業界研究を応用し、お客様の生産性と品質の向上を支援することに尽力しています。本稿で議論された課題がお客様の事業目標と一致する場合、これらの原理をいかにお客様の部品に実装できるか、ぜひ当社のエンジニアリングチームにご相談ください。」
著作権情報
- このコンテンツは、"[Joseph Gleeson, Christopher M. Gourlay, Paul L. Schaffer, Hans I. Laukli]"による論文"[Gate microstructure in an AlSi9MgMn High-Pressure Die Casting]"に基づいた要約および分析です。
- 出典: Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan, pp. 751-756
この資料は情報提供のみを目的としています。無断での商業利用は禁じられています。 Copyright © 2025 CASTMAN. All rights reserved.