計算連続体力学を用いた高圧ダイカストにおけるロストコアの実現可能性の決定について
1. 概要: 2. 研究背景: 3. 研究目的および研究課題: 4. 研究方法論 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: 本資料は上記の論文に基づいて要約作成されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.

1. 概要: 2. 研究背景: 3. 研究目的および研究課題: 4. 研究方法論 5. 主な研究結果: 6. 結論と考察: 7. 今後のフォローアップ研究: 8. 参考文献: 9. 著作権: 本資料は上記の論文に基づいて要約作成されたものであり、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
1. 概要: 2. 研究背景: 3. 研究目的および研究質問: 4. 研究方法論: 5. 主要研究結果: 6. 結論および考察: 7. 今後の後続研究: 8. 参考文献: 9. 著作権: *本資料は、[イ・ジュノ、ムン・ジュンファ、イ・ドクヨン]の論文:[溶湯鍛造時における低温塩コア適用時の加圧力の影響]に基づいて作成されました。*論文出典: 本資料は上記論文に基づいて要約作成されており、商業目的での無断使用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.
研究の核心目的: 本研究は、自動車産業などで広く求められる複雑な形状の鋳造品の製造において、従来の砂型コア(sand core)の欠点を克服し、環境に優しく効率的な塩コア(salt core)を用いた鋳造プロセスを開発することを目的とする。砂型コア使用時に発生するコアガス、騒音、粉塵、環境汚染といった問題点を解決することを目指す。 主要な方法論: ポンプ本体部品を対象として、塩コア製造のための単一チャンバー射出金型を設計・製作した。溶融塩を射出成形して塩コアを製造し、従来の傾斜鋳造法を用いて鋳造を行った。Faro Edge Scan Arm HDを用いて塩コアの寸法精度を測定し、3Dデータモデルと比較・分析した。また、冷却システムを改良して均一な冷却を促し、亀裂発生を最小限に抑えた。鋳造後、塩コアを水に溶解させて除去し、表面粗さや内部欠陥を分析した。砂型コアを用いた鋳造プロセスとの比較分析も行った。 主要な結果: 塩コアを用いた鋳造プロセスは、砂型コアを用いたプロセスと比較して以下の利点が見られた。(1) 樹脂燃焼によるコアガスの発生がなく、鋳造品の欠陥を減少させた。(2) 塩コアは水に溶解して残渣なく除去できるため、砂型コア除去工程で発生する騒音、粉塵、環境汚染の問題が解決された。(3) 砂型コアよりも鋳造品の表面粗さが良好であった。(4) 鋳造プロセス時間は砂型コアを用いたプロセスとほぼ同等であった。ただし、塩コアの収縮率予測や凝固時間が砂型コアよりも長いことが課題として挙げられた。 研究者情報: 研究背景と目的: 論文の主要な目標と研究内容: 結果と成果: 著作権と参考文献: 本要約は、Tülay Hançerlioğluの論文 “Development of Salt Core Use as an Alternative in Aluminum Alloy Castings”に基づいて作成されました。 論文出典: DOI: 10.18466/cbayarfbe.1033177
タイトル: 金属鋳造におけるコアとバインダーの応用 – 研究の主要目的: 本論文は、金属鋳造プロセスで使用されるコアとバインダーの基本原理と最近の技術動向を包括的にレビューすることを目的とする。特に、近年関心が高まっている無機バインダーについて詳細な調査を行い、塩コアと砂コアの基本的な技術的特性、ならびに有機および無機バインダーシステムを説明する。鋳造業界で使用されている市販ソリューションの歴史と現状を提示し、ますます複雑化する部品設計要件と厳格化する環境規制を満たすための新しい開発方向を示すことを目指している。 – 主要な方法論: 本論文は、文献レビューに基づいた研究手法を採用している。金属鋳造で使用されるコアとバインダー技術に関する公開された研究論文や技術情報を分析し、様々なコアの種類(塩コア、砂コア)とバインダーシステム(有機バインダー、無機バインダー)の特性を比較検討し、それぞれの利点と欠点を明らかにしている。また、市販のコアおよびバインダー技術の歴史的発展と現在の市場状況についても評価している。 – 主要な結果: 高圧ダイカストプロセスでは、コアの高い強度と容易な取り外しが重要な要素となる。塩コアは、複雑な形状の鋳物の生産に有利であるが、溶解性と強度において限界がある。新しい塩コアの開発は、複雑な形状の実現と高強度化を目指している。砂コアの強度向上のため、有機バインダーに代わる無機バインダーの研究が盛んに行われており、環境規制への適合を目指した環境に優しいバインダーの開発が重要な課題となっている。市販のバインダーの種類と特徴を分析し、各バインダーの長所・短所と適用分野を示している。コアコーティング技術も、コアの強度向上、溶湯の浸透防止、コアの容易な取り外しを促進する手段として議論されている。 研究者情報 研究の背景と目的 論文の主要な目標と研究内容 結果と成果 著作権と参考文献 この要約は、F. Czerwinski、M. Mir、W. Kasprzakによる論文「Application of cores and binders in metalcasting」に基づいて作成されました。 論文出典: DOI 10.1179/1743133614Y.0000000140 Copyright © 2025 CASTMAN. All rights reserved.この要約は上記の論文に基づいて作成されており、商業目的での無断使用は禁じられています。

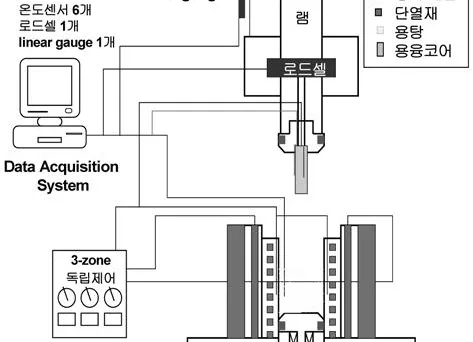
タイトル: ダイカスト用可溶性コア技術の進歩 – 研究の主要目的: 高圧ダイカスト工程において、従来の金属コアに代わる新しい可溶性コア、特に塩コアの製造技術を開発し、その特性を分析すること。塩コアの強度、気孔率、溶解性などに及ぼす様々な要因(塩の種類、バインダーの使用、圧縮および射出方法など)の影響を明らかにし、最適な製造プロセスを確立することを目指す。また、循環洗浄水の塩分管理方法を研究し、効率的な洗浄システムを構築することを目的とする。 – 主要な方法論: 塩コアを高圧圧縮および射出方法で製造し、バインダー(アルカリシリケート)を使用してコアの強度を高める実験を実施。様々な種類の食塩を使用してコアの特性を比較分析し、コアの強度、気孔率、溶解性などを測定。循環洗浄水の塩分濃度は電気伝導度を測定してモニタリング。塩コアの接合技術開発に関する実験も実施。 – 主要な結果: 高圧圧縮法で製造されたKClコアは、NaClコアよりも高温でも高い強度を示す。アルミナ(Al₂O₃)などの添加剤を添加することで、塩コアの強度を高めることができる。高圧射出法で製造されたコアは、圧縮法に比べて気孔率が高いが、アルカリシリケートバインダーを使用することで強度を高めることができる。循環洗浄水の塩分濃度は電気伝導度を測定して管理することができ、塩濃度が高いほどコアの溶解速度が低下する。様々な接着剤を使用して塩コアを接合する実験を行い、接合強度を評価した。 研究者情報 研究の背景と目的 論文の主要な目標と研究内容 結果と成果 著作権と参考文献 この要約は、P. Jelínek、E. Adámková、F. Mikšovský、J. Beňoによる論文「Advances in Technology of Soluble Cores for Die Castings」に基づいて作成されました。 論文出典: (DOI情報は提供されていないため記載できません。PDFファイルを提供いただければDOIを追加できます。) Copyright © 2025 CASTMAN. All rights reserved.この要約は上記の論文に基づいて作成されており、商業目的での無断使用は禁じられています。
アルミ高圧ダイカストにおけるアンダーカット形状製品へのソルトコア技術の適用 アルミ高圧ダイカストは、その高い生産効率と精度で広く利用されている製造プロセスです。しかし、アンダーカット形状(金型の開閉方向と干渉する形状)を持つ部品を製造する際には、大きな課題があります。従来の解決策としては、スライドコアや分割金型を使用する方法がありますが、これらは製造プロセスを複雑化させ、コストを増加させるだけでなく、設計の自由度を制限します。 ソルトコア技術によるアンダーカット形状の解決 ソルトコア技術は、アルミダイカストにおけるアンダーカット形状の課題を解決する革新的な方法です。このプロセスでは、溶解可能な塩を素材として使用し、アンダーカット形状や複雑な内部構造を形成します。 技術的なプロセス ソルトコア技術の利点 結論 ソルトコア技術は、アンダーカット形状を持つアルミダイカスト部品の製造における課題を解決する革新的なソリューションです。この技術は設計の自由度、生産効率、精密性を同時に向上させ、自動車、航空宇宙、その他の業界で重要な役割を果たしています。 ソルトコア技術の主な応用分野 Automotive Components 1. ターボチャージャーハウジング内部構造 従来のアルミニウム高圧ダイカスト法: ソルトコア工法適用の特徴: 2. 排気マニホールド(エキゾーストマニホールド) 従来のアルミニウム高圧ダイカスト法: ソルトコア工法適用の特徴: 3. エンジンブロック内部のオイルチャンネル 従来のアルミニウム高圧ダイカスト法: ソルトコア工法適用の特徴: 4. トランスミッションハウジング 従来のアルミニウム高圧ダイカスト法: ソルトコア工法適用の特徴: 5. 冷却システム部品 従来のアルミニウム高圧ダイカスト法: ソルトコア工法適用の特徴: 6. サスペンション部品 従来のアルミニウム高圧ダイカスト法: ソルトコア工法適用の特徴: 7. ブレーキキャリパー 従来のアルミニウム高圧ダイカスト法: ソルトコア工法適用の特徴: 8. 燃料噴射器ハウジング 従来のアルミニウム高圧ダイカスト法: ソルトコア工法適用の特徴: 9. ディファレンシャルハウジング 従来のアルミニウム高圧ダイカスト法: ソルトコア工法適用の特徴: 10. 電気自動車バッテリーモジュールケース 従来のアルミニウム高圧ダイカスト法: ソルトコア工法適用の特徴: まとめ: ソルトコア工法は、アンダーカット形状を持つ部品の製造において、従来のダイカスト法の限界を克服し、軽量化、信頼性向上、製造効率の向上を可能にする画期的な技
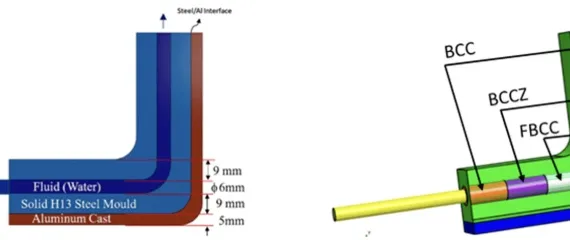
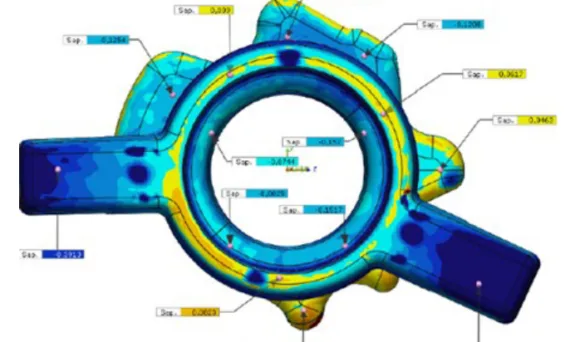
Lattice Structure for Improving Cooling Uniformity in HPDC Mould Corners 研究チーム情報 研究背景および目的(Introductionセクションに基づく) 論文の主要目標および研究内容 結果および成果 著作権および参考資料 Copyright © 2025 CASTMAN. All rights reserved.本資料は上記論文を基に要約作成されており、無断での商業利用は禁止されています。

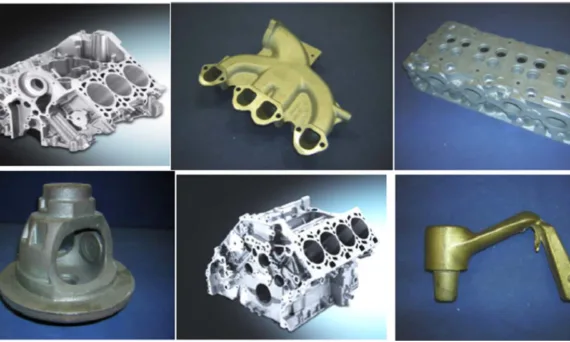
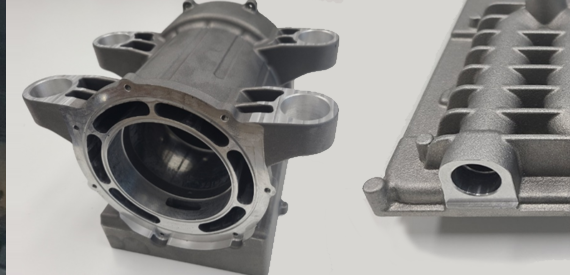
キャストマンは、ダイキャスティング業界で先導的な活動を通じて優れたダイキャスティング製品を紹介し、製造産業に持続的に貢献しています。高圧ダイキャスティングは、多くの部品を迅速に製造するために最適化された非常に優れたプロセスであり、キャストマンは高度なエンジニアリング技術を有しています。 CASTMANの高圧ダイキャスティングを使用すると、厳格に管理されたプロセスを通じて複雑な形状の部品でも迅速に生産することができます。 ソルトコア | Salt Core 一般的に、砂型鋳造や半永久型金型鋳造はダイキャスティングよりも複雑であり、設計機能は水平方向でダイの開閉と互換性がなければなりません。CASTMANのソルトコアを使用する場合、そのような必要はありません。コアはダイキャスティングで作られ、このダイキャスティング用のソルトコアは他のダイキャスティング機械で製造され、製品のダイキャスティングに使用されます。その結果、ダイキャスティング用のソルトコアは洗浄されて消える利点があり、競合他社は使用済み製品の金型をリバースエンジニアリングできなくなります。ソルトコアは高圧ダイキャスティングで金属部品を鋳造するために使用されます。 ソルトコア技術が適用できる主要な製品 Main products produced by the Salt Core method