user 08/08/2025 Aluminium-J , automotive-J , Salt Core-J , Semiconductor-J , Technical Data-J aluminum alloy , aluminum alloys , Aluminum Casting , AUTOMOTIVE Parts , CAD , Die casting , Efficiency , Quality Control , Review , Segment , 금형 自動車から半導体製造装置へ:日本における構造用セラミックス市場の進化と最新動向 このテクニカルブリーフは、学術論文「Automotive and industrial applications of structural ceramics in Japan」(著者:Akira Okada氏、掲載誌:Journal of the European Ceramic Society、2008年)に基づいています。ダイカストおよび鋳造の専門家のために、CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:なぜこの研究が専門家にとって重要なのか 構造用セラミックス(アルミナ、窒化ケイ素、炭化ケイ素など)は、軽量性、高温での化学的・熱的安定性、優れた耐摩耗性といった、金属材料にはない多くの利点を持っています。しかし、その強力な化学結合は、脆性破壊を引き起こす原因ともなり、信頼性が要求される構造部品への応用を長年困難にしてきました。1980年代には、日本の「セラミックフィーバー」に後押しされ、自動車エンジン部品などへの応用が試みられましたが、多くの挑戦はコストや信頼性の壁に直面しました。現代のエンジニアや研究開発担当者にとっての課題は、「セラミックスの優れた特性を、どの分野で、どのようにすれば経済的に見合う形で最大限に活用できるのか?」という点にあります。この論文は、その問いに対する過去から現在までの日本の答えを明確に示しています。 アプローチ:研究の概要 本研究は、特定の実験を行うものではなく、1980年から2007年頃までの日本における構造用セラミックスの市場データ、技術開発の歴史、そして具体的な製品応用事例を網羅的に調査・分析したレビュー論文です。著者は、市場統計データ(論文中 Table 1, 2)を基に市場の変遷を定量的に示し、半導体製造、鉄鋼、アルミ鋳造、自動車といった主要産業分野ごとに、セラミックスがどのように採用され、どのような技術的進歩によってその応用が実現したかを、具体的な製品写真(論文中 Figure 1-10)と共に解説しています。このアプローチにより、技術開発の成功と失敗の要因、そして市場の需要がどこにシフトしていったのかを浮き彫りにしています。 発見:主要な研究結果とデータ 本稿では、日本における構造用セラミックスの応用に関するいくつかの重要なトレンドが明らかにされています。 実務への示唆:あなたのオペレーションへの応用 この研究結果は、セラミックスの導入を検討している現場の技術者や管理者に、実践的なヒントを提供します。 論文詳細 Automotive and industrial applications of structural ceramics in Japan 1. 概要: 2. アブストラクト: 本稿は、日本における構造用セラミックスの現状をレビューする。1980年頃まで、これらの材料の成功した応用は、耐摩耗部品や非常に低い応力下で動作する構造部品に限られていた。より高い応力下で使用される機械部品にセラミックスを適用するために長年にわたり多大な努力がなされ、ターボチャージャーロータやグロープラグなど、窒化ケイ素の自動車部品への応用に成功した。しかし、近年の窒化ケイ素製自動車部品の市場は期待されたほど大きくはない。触媒用のコーディエライトハニカムや炭化ケイ素製のディーゼルパティキュレートフィルタが、日本でより重要な応用となりつつある。日本の構造用セラミックス市場が1985年以来着実に成長していることは注目に値し、その主要な応用は自動車エンジンの排ガス浄化装置と半導体製造装置の部品である。本レビューで要約される日本の構造用セラミックスの最近の応用には、半導体・液晶デバイス製造用の真空プロセスチャンバー、製鋼用の耐摩耗セラミックス、光学レンズ成形や切削工具、アルミ合金鋳造用の耐火管、そして自動車関連の応用が含まれる。 3. 序論: アルミナ、窒化ケイ素、炭化ケイ素、ジルコニアなどの構造用セラミックスは、鋼と比較して、軽量、高温での化学的・熱的安定性、優れた耐摩耗性といった利点を持つ。しかし、セラミックスの強力な化学結合は、脆性破壊の原因となる信頼性の低い機械的特性にもつながり、構造部品への応用を制限してきた。1980年代には、破壊力学の応用や製造プロセスの改善により、窒化ケイ素がターボチャージャーロータなどの自動車部品に成功裏に適用された。しかし、1990年代には自動車エンジンへの応用は減少し、代わりに高純度アルミナが半導体や液晶ディスプレイの製造装置部品へと応用を拡大した。本稿は、日本における構造用セラミックスの応用の最近の進歩をレビューする。 4. 研究の要約: 研究の背景: 構造用セラミックスは、その優れた特性にもかかわらず、脆性という根本的な課題により、応用範囲が限定されてきた。1980年代の日本では「セラミックフィーバー」と呼ばれるほどの強い関心を集め、特に自動車エンジンなどの高応力部品への応用が期待されたが、その後の市場は期待とは異なる形で発展した。 従来の研究の状況: 従来の研究開発は、セラミックスの破壊靭性の向上、欠陥生成の抑制、部品設計による応力低減、欠陥検出技術の進歩に焦点を当ててきた。これらの技術的進歩が、窒化ケイ素の自動車部品への応用を可能にした。
Read More
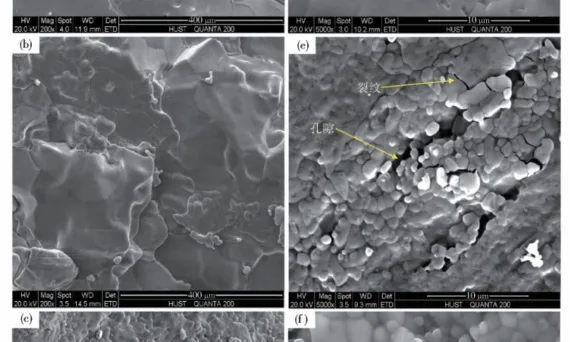
user 07/23/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , CAD , Casting Technique , Die casting , Efficiency , High pressure casting , Microstructure , Quality Control , Salt Core , 금형 この技術概要は、TU Suo、FAN Zi-tian、LIU Fu-chu、GONG Xiao-longによって執筆され、『Chinese Journal of Engineering』(2017年)に掲載された学術論文「Preparation and properties of a binary composite water-soluble salt core for zinc alloy by die casting」に基づいています。HPDC(高圧ダイカスト)の専門家のために、CASTMANのエキスパートが要約・分析しました。 キーワード エグゼクティブサマリー 課題:この研究がHPDC専門家にとって重要な理由 数十年にわたり、技術者たちは精巧な内部形状を持つ亜鉛合金ダイカストの製造に苦労してきました。亜鉛合金は優れた鋳造性と機械的特性を提供しますが、長くて細い通路や複雑なアンダーカットのような形状を作り出すことは問題でした。従来の砂やセラミックのコアは、強度は高いものの、特に薄肉の鋳物から完成後にきれいに取り除くことが非常に困難です。 代替案である水溶性ソルトコアは、残留物なしで簡単に除去できるという利点があります。しかし、既存の単一成分ソルトコアは、亜鉛合金HPDCに必要な機械的強度に欠けています。亜鉛はアルミニウムやマグネシウムに比べて密度が高いため、溶融金属が射出中により大きな力をコアに加えます。これにより、しばしばコアの破損、亀裂、そして最終部品の寸法不正確さにつながります。この研究は、亜鉛HPDCの厳しいプロセスに耐える強度を持ち、かつ容易に除去できるソルトコアに対する業界の重要なニーズに直接応えるものです。 アプローチ:研究方法の解明 強度問題を解決するため、研究者たちは高融点の塩化カリウム(KCl)と低融点の硝酸カリウム(KNO₃)の混合物からなる二元複合ソルトコアを作成しました。[ABSTRACT]。研究された特定の組成は、20% KClと80% KNO₃(モル比)でした。 研究方法は以下の通りです: ブレークスルー:主要な研究結果とデータ 結果は、20% KCl-80% KNO₃の二元複合コアが、単一成分のコアに比べて優れた性能を持つことを明確に示しています。 貴社のHPDC製品への実践的な示唆 この論文の知見は、亜鉛合金部品設計の限界を押し広げようとする製造業者にとって、直接的で実行可能な示唆を持っています。 論文詳細 亜鉛合金ダイカスト用二元複合水溶性ソルトコアの作製と特性 1. 概要: 2. 抄録: 圧力ダイカストによる亜鉛合金鋳物の複雑な内部空洞形状を実現するためには、水溶性ソルトコアの溶解性の低さと高い強度要件の問題を解決する必要があります。高融点の塩化カリウム塩と低融点の硝酸カリウム塩をコア材料として使用しました。溶融および重力注入のプロセスにより、高強度の二元複合水溶性ソルトコア(WSSC)が形成されました。塩化カリウムコア、硝酸カリウムコア、および二元複合WSSC(20% KCI-80% KNO₃)の性能特性を調査しました。走査型電子顕微鏡(SEM)およびX線回折(XRD)研究を行い、WSSCの微細形態と相組成を調べました。結果は次のことを示しています:二元複合WSSCは優れた総合性能を持ち、その曲げ強度は21.2 MPaを超え、24時間の吸湿率は0.568%であり、80°Cの水中での水溶性率は208.63 kg·min⁻¹·m⁻³を超え、純粋なソルトコアとは異なり表面に亀裂やしわがありません。二元複合ソルトコアにおける亀裂の成長は偏向によって起こり、これが曲げ強度向上の主な理由です。[ABSTRACT]。 3. 緒言: 亜鉛合金は、その低い融点、高い強度、耐食性により、高品質な部品に広く使用されています。これらの部品の多くは複雑な内部空洞を必要とし、通常はコアを使用して形成されます。しかし、亜鉛合金ダイカストの場合、従来のコアは大きな課題を提示します。樹脂砂やセラミックコアは、鋳造後の清掃が困難です。水溶性ソルトコアは有望な代替案であり、アルミニウムやマグネシウムのダイカストで成功裏に使用されています。しかし、亜鉛合金は密度が高いため、はるかに高い強度のコアが必要です。以前の研究では、単一成分のソルトコアはしばしば弱すぎて亀裂が発生しやすいことが示されています。したがって、亜鉛合金ダイカスト専用の高強度で容易に除去可能なソルトコアを開発することは、非常に実用的な重要性を持っています。 4. 研究の概要:
Read More
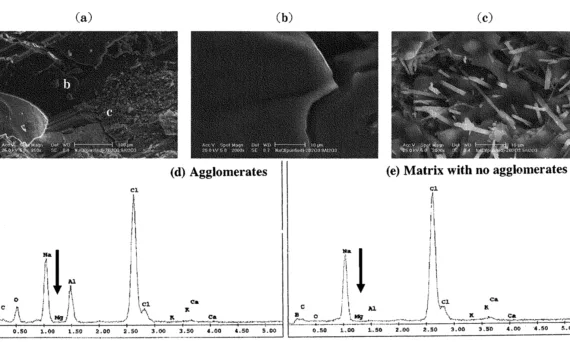
user 07/10/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J Applications , CAD , Die casting , High pressure die casting , Microstructure , Salt Core , thermophysical properties , 金型 , 자동차 本稿は、「J. JFS (日本鋳造工学会誌)」に掲載された論文「Strength of Aluminum Borate Whisker Reinforced Alkali Halides Salt Core (ホウ酸アルミニウムウィスカで強化したアルカリハライド中子の強度)」を基に作成した紹介資料です。 1. 概要: 2. 抄録: 高圧ダイカスト用ソルト中子の研究を行った。3種類のアルカリハライド、すなわち塩化ナトリウムNaCl (98%)、臭化カリウムKBr (99.7%)、臭化ナトリウムNaBr (99.7%)をソルト材料として準備した。塩化カリウムKClの強化に最適な強化材であるホウ酸アルミニウムウィスカをソルト中子の強化材として選択した。これらのソルト材料を電気抵抗炉で溶解し、30Kの過熱度で永久鋳型に鋳込んだ。強度を決定するために4点曲げ試験を実施した。KBrおよびNaBrの最大ウィスカ添加率は約10 vol%であり、ウィスカ添加量の増加に伴い強度は約25 MPaまで直線的に増加した。これらの塩とは対照的に、NaClはホウ酸アルミニウムウィスカで強化できなかった。SEM-EDX局所分析の結果、NaCl中の凝集したウィスカ近傍でのみマグネシウム不純物が検出され、NaCl中のマグネシウム不純物が強度にある程度影響を与えることが示唆された。高純度NaCl (99.5%)は実際にホウ酸アルミニウムウィスカで強化でき、最大ウィスカ添加率は約7.6 vol%で、最大強度はウィスカ添加に伴い約20 MPaまで直線的に増加した。 3. 緒言: 消失性中子を利用したダイカストプロセスは、複雑なアンダーカット形状を有する製品の製造法として注目されている。一般的にダイカスト法は、金型を利用した鋳造法の中で生産性、製造コストに最も優れているものの、成形に消失性中子を必要とするアンダーカット品への適用は困難であった。しかし、鋳物の需要の多くを占める自動車部品への要求として製品の軽量化や機械的強度の向上、部品点数の低減によるコスト削減などがあり、アンダーカット品のダイカスト化が近年ますます切望されるようになってきている。通常ダイカストプロセスでは、溶湯の高速射出時に中子に大きな衝撃力がかかるために消失性中子には高い強度が要求される。一方で、鋳造後の製品から熱処理なしで短時間に中子を除去できることも同様に重要である。つまり、中子は強度と除去性を兼ね備えていなければならず、こうした消失性中子として砂中子 [Ref. 1, 2]、金属置き中子 [Ref. 3, 4]、プラスチック中子、ソルト中子 [Ref. 5-7] などがこれまでに提案されている。この中でソルト中子は、コンクリート並みの高強度を有しかつソルト自身が水溶性であるために除去性も極めてよいという点で優れていることが報告されている。ソルト中子の成形方法には焼結法と溶融成形法があるが、形状自由度の点で溶融成形法は優位であるにもかかわらず、これまであまり研究されていない。そこで前報 [Ref. 7] では、塩化カリウムをセラミックウィスカ・粒子で強化し溶融成形したソルト中子の強度について検討し、ホウ酸アルミニウムウィスカを強化材に用いると特異的に高強度が得られ、ダイカストへの使用に適していることを報告した。そこで本報では、塩化カリウムと化学的に似た性質をもつアルカリハライド類である塩化ナトリウム、臭化ナトリウム、臭化カリウムについてもホウ酸アルミニウムウィスカによる強化が可能かどうかについて検討した。 4. 研究の概要: 研究テーマの背景: 本研究は、特に自動車部品向けの高圧ダイカストにおいて、複雑なアンダーカット形状を製造するための、高強度で容易に除去可能な消失性中子の必要性に取り組んでいる。ソルト中子は有望であるが、最適な性能を得るための強化についてはさらなる調査が必要である。 従来の研究状況: 従来の研究では、溶融成形によりホウ酸アルミニウムウィスカで強化されたKClベースのソルト中子が高い強度を示すことが示唆されていた [Ref. 7]。しかし、この強化方法が他のアルカリハライドに適用可能かについては十分に理解されていなかった。ソルト中子の製造方法としては焼結法と溶融成形法が知られており、溶融成形法は形状自由度に優れるものの、研究はあまり進んでいなかった。 研究の目的: 本研究の目的は、溶融成形時にホウ酸アルミニウムウィスカが異なるアルカリハライド塩(NaCl、KBr、NaBr)に及ぼす強化効果を調査し、それらの性能を以前に研究されたKClベースの中子と比較すること、特にNaClの強化における不純物の影響に焦点を当てることであった。 研究の核心: 研究の核心は、様々な量のホウ酸アルミニウムウィスカで強化された3種類のアルカリハライド(工業用NaCl、KBr、NaBr、および高純度NaCl)からソルト中子を調製することであった。これらの材料を溶解し、永久鋳型に鋳造した。得られたソルト中子の機械的強度は、4点曲げ試験を用いて決定した。ウィスカの分散、破壊挙動、および特にNaCl中の不純物の役割を理解するために、SEMおよびEDXを含む微細構造解析を実施した。 5. 研究方法論
Read More
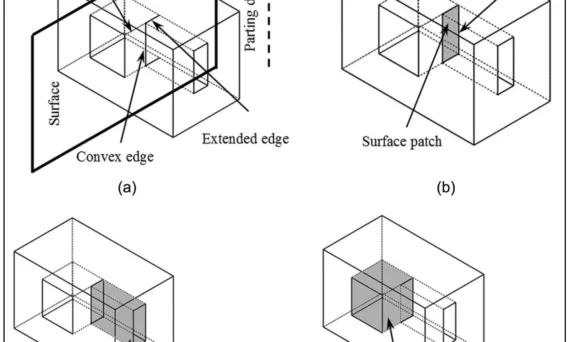
本紹介資料の内容は、「Proc IMechE Part B: J Engineering Manufacture / Institution of Mechanical Engineers」によって発行された論文「Automated identification of complex undercut features for side-core design for die-casting parts」に基づいています。 1. 概要: 2. 要旨: 本稿では、ダイカスト部品の複雑なundercut featuresの自動識別、分類、分割、およびrelease directionの決定について説明します。提案システムは、ダイカスト部品のB-repモデルからundercut featuresを識別するために、visibilityとaccessibilityの概念を使用します。次に、undercut featuresはルールベースアルゴリズムを用いて分類されます。その後、識別された複雑なundercut featuresは単純なものに分割されます。最後に、各単純なundercut featureのrelease directionが決定され、共通のrelease directionを持つものがグループ化されます。提案システムは、ケーススタディのダイカスト部品に実装され、その結果が検証されています。本稿は、ダイカストプロセスにおける設計と製造の統合ギャップを埋めるのに役立つでしょう。 3. 序論: ダイカストは、溶融金属を永久金型(ダイとも呼ばれる)に圧力下で射出する製造プロセスです。ダイは一般的に、可動なコア(core)半型と固定されたキャビティ(cavity)半型の2つの部分で構成されます。金属の凝固後、コア半型が離れ、固体のダイカスト部品がダイから取り出されます。ダイカストプロセスで得られた製品は、二次加工がほとんどまたは全く不要で、すぐに使用できます¹。いくつかの重要なダイカスト用語を以下に簡単に説明し、Figure 1に図示します。 ダイ設計には、リードタイムとダイカスト部品の製造コストに影響を与えるいくつかの活動が含まれ、多くの時間を要することが報告されています⁶。重要な活動の1つであるundercut featuresの識別は、parting lineの決定とコア-キャビティ設計に影響を与えます。さらに、undercut featuresを成形するための特殊な工具であるside-coreは、undercut featuresが識別された後に設計されます。通常、undercut featuresの識別は、ダイ設計の専門家がコンピュータ支援設計(CAD)ソフトウェアを使用して手動で行います。したがって、undercut feature recognitionは、ダイカストプロセスの設計-製造統合におけるギャップであると言えます。本研究は、このギャップを埋めるための取り組みであり、複雑なundercut featuresの自動識別と、それらをside-core設計を容易にするために単純なundercut featuresに分割する方法論を提案します。 4. 研究の概要: 研究トピックの背景: ダイカスト金型の設計は、undercut featuresの識別が重要なステップとなる複雑なプロセスです。これらの形状は特殊な工具(side-cores)を必要とし、parting
Read More
user 06/18/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , Applications , CAD , Die casting , Efficiency , Microstructure , Salt Core , 금형 , 자동차 산업 この紹介記事は、「鋳造工学 (Journal of the Japan Foundry Engineering Society, J. JFS)」により発行された論文「Mechanical Properties of Mixed Salt Core Made by Die Casting Machine (ダイカストマシンで成形した混合塩中子の機械的性質)」に基づいています。 1. 概要: 2. Abstract: Effects of mold temperature and injection pressure on mechanical properties and surface defects of Na2CO3-20mol%NaCl-30mol%KCl salt-mixtures made by high pressure die-casting machine were investigated. The bending strength of the salt-mixture
Read More
user 05/29/2025 Aluminium-J , Salt Core-J , Technical Data-J Alloying elements , CAD , Casting Technique , Die casting , Efficiency , High pressure die casting , Mechanical Property , Microstructure , Review , Salt Core , 금형 本稿は、「[3D Printing and Additive Manufacturing]」誌に掲載された論文「[Parameter Optimization and Precision Control of Water-Soluble Support Cores for Hollow Composite Castings Fabricated by Slurry Microextrusion Direct Forming Method]」に基づいています。 1. 概要: 2. アブストラクト: スラリーの含有量と成形プロセスパラメータの最適化は、スラリーマイクロ押出直接成形法において重要な効果をもたらします。本稿では、硫酸マグネシウム一水和物(MgSO4)とポリビニルピロリドン(PVP)を原料としてスラリーを調製し、スラリーの成分比と成形プロセスの最適化について議論しました。最適なスラリー含有量は、硫酸マグネシウム一水和物64 wt.%とPVP-EtOHからなるバインダー36 wt.%です。プリンティング速度、押出圧力、および押出径に対するプリンティング層高さの比率を含むプロセスパラメータが影響因子として選択されました。直交実験の結果、プリンティング速度850 mm/min、押出圧力250 kPa、押出径に対する層高さ510 μmが最適化されたプロセスパラメータであることが示されました。最適化されたプリンティングパラメータ下では、調製されたサンプルの表面粗さは23.764 μmであり、X、Y、Z方向の寸法偏差はそれぞれ0.71%、0.77%、2.56%でした。 3. 緒言: 航空宇宙、自動車、電気通信産業の急速な発展に伴い、複雑な内部空洞を持つ中空複合鋳造品がますます広く使用されるようになり、その構造は複雑化と精密化の方向に進んでいます。これらの鋳造品は複雑な内部オーバーハング中空構造を有しており、成形プロセス中に支持を提供し、鋳造後に除去される可溶性コアを必要とします。その結果、可溶性サポートコアの材料組成精度に対する要求が高まっています。水溶性塩コアは、その良好な機械的強度と水溶性により注目を集めており、鋳造後のサポートコア除去率が高い複雑な中空複合鋳造品の製造に適しています。しかし、従来のサポートコア作製法には、複雑な金型設計、高エネルギーコスト、長いサイクルタイムといった欠点があり、複雑な構造の内部中空複合鋳造品の開発を著しく制約しています。したがって、金型なしで新しい水溶性塩サポートコア成形プロセスを探求することは非常に重要です。近年、3Dプリンティングとも呼ばれる積層造形技術は、そのユニークな成形上の利点から注目を集めています。スラリーマイクロ押出直接成形法は、金型に頼らずに部品を自由に成形できる積層造形技術の一種です。低コスト、小型装置、高速成形、短いイタレーション期間という利点から、水溶性塩サポートコアの作製において幅広い応用が期待されています。 4. 研究の概要: 研究トピックの背景: 航空宇宙、自動車、電気通信産業における中空複合鋳造品の需要増加に伴い、複雑な内部構造を形成するための効率的で精密なサポートコア技術が求められています。水溶性塩コアは有望な解決策ですが、従来の製造方法には限界があります。スラリーマイクロ押出直接成形法は、この課題に対応できる新しいアプローチを提供します。 従来の研究状況: 従来の研究では、KNO3ベースやアルカリ金属炭酸塩・塩化物ベースの塩コアが溶融鋳造法などで作製されてきました。これらの方法は一定の成果を上げていますが、金型設計の複雑さやコスト面での課題がありました。スラリーベースの積層造形に関する研究も行われていますが、特にMgSO4とPVPを用いた水溶性コアの精密制御を目的としたスラリー組成とプロセスパラメータの系統的な最適化は十分に行われていませんでした。本論文では、「magnesium sulfate monohydrate (MgSO4) and polyvinylpyrrolidone (PVP) as raw materials」を用いたアルコールベースのDIW技術におけるパラメータ最適化と精度制御に関する報告は少ないと指摘しています。 研究の目的: 本研究の主な目的は、「slurry
Read More
user 05/07/2025 Aluminium-J , automotive-J , Salt Core-J Applications , CAD , Casting Technique , Die casting , High pressure die casting , Microstructure , Review , Salt Core , Sand casting , 금형 , 자동차 산업 本稿は、「Journal of Sensor Science and Technology」に掲載された論文「Improving the Mechanical Properties of Salt Core through Reinforcing Fibers」に基づいています。 1. 概要: 2. アブストラクト: ソルトコアは、環境問題への解決策として電気自動車部品の鋳造プロセスへの応用が注目されています。しかし、ソルトコアは高圧ダイカストで使用するには機械的強度がまだ低いのが現状です。本研究では、強化材の使用によるKClベースソルトコアの曲げ強度の改善を調査しました。KClおよびNa2CO3粉末を母材とし、ガラス繊維および炭素繊維を強化材として使用しました。炭素繊維およびガラス繊維の含有量が曲げ強度特性に及ぼす影響を調査しました。ここでは、比較的少量のガラス繊維(0.3 wt%)を添加することにより、高圧ダイカスト用の曲げ強度が改善された新しい繊維強化ソルトコア組成物を得ました。強化されたソルトコアは、49.3 MPaの曲げ強度、1.5%の線形収縮率、蒸留水中での16.25 g/min.m²の水溶性、0.058%の吸湿率など、改善された特性を示します。 3. はじめに: アルミニウム高圧ダイカスト(HPDC)合金は、高強度、高剛性、良好な成形性、有利な重量比、優れた耐食性により、エレクトロニクスおよび自動車産業分野で広く利用されています。近年、複雑な内部形状と高品質要件を持つ部品を製造するために、従来の砂型鋳造の代わりにソルトコアを用いた鋳造プロセスが提案されています。このプロセスでは、金属凝固後に容易に溶解できる一時的なコアとしてソルト材料を使用し、複雑な内部形状を正確に作成し、より良い表面仕上げを提供します。ソルトコアは、高強度、寸法精度、鋳造除去性、耐湿性、リサイクル性といった利点があります。しかし、ソルトコア材料固有の低い強度、湿度への脆弱性、凝固中の変形、コア除去の難しさなど、量産には依然として限界があります。従来のソルトコアは無機塩(例:KCl、NaCl、CaCO3、Na2CO3、Na2SO4)で構成されており、これらは脆く、補強効果がなく、収縮や亀裂が発生しやすく、強度が低下します。したがって、ソルトコアの機械的強度を高めることが不可欠です。 4. 研究の概要: 研究テーマの背景: ソルトコアは、特に自動車用途において、鋳造部品の複雑な内部形状を作成するためのHPDCでますます重要になっています。しかし、その固有の低い機械的強度は、特にダイカストの高圧下での使用において大きな制限となっています。従来のソルト材料は脆く、亀裂が発生しやすいです。 従来の研究状況: ソルトコアの強度を改善するためのこれまでの取り組みには、充填密度と均一性を高めるための製造プロセスの最適化や、コアの特性を理解するためのシミュレーションの使用などがありました。ホウ酸アルミニウムウィスカー、アルミナ粉末、シリカ粉末などのさまざまな強化材が検討されてきましたが、これらは多くの場合、限定的な強度向上しかもたらさなかったり、溶融塩の流動性に悪影響を及ぼしたりしました。ガラス繊維などの強化繊維はセラミックマトリックス複合材料で有望な結果を示しており、KNO3ベースのソルトコアについて研究され、曲げ強度の向上と吸湿率の低減が実証されています。しかし、繊維含有量が多いと流動性が低下し、鋳造欠陥が発生する可能性があります。 研究の目的: 本研究は、安価なガラス繊維と炭素繊維を強化材として組み込むことにより、KClベースのソルトコアの機械的特性、特に曲げ強度を向上させることを目的としました。この研究では、さまざまな繊維含有量が曲げ強度、線形収縮率、水溶性、吸湿率に及ぼす影響を調査しました。さらに、この研究は、強化メカニズムを理解し、特に超低(0.3 wt%)ガラス繊維含有量で大幅な強度向上を達成するための最適組成を特定するために、走査型電子顕微鏡(SEM)を使用して強化ソルトコアの形態と亀裂微細構造を分析することを目的としました。 研究の核心: 本研究の核心は、さまざまな量のガラス繊維または炭素繊維(0.1 wt%~0.7 wt%)で強化されたKClベースのソルトコア(母材:KCl-60 mol%Na2CO3とMgCl2)の作製です。次に、これらの作製されたソルトコアの機械的および物理的特性を評価するために一連の試験を実施しました。具体的には、曲げ強度、線形収縮率、水溶性、吸湿率を測定しました。ソルトコア、特に未強化サンプルと0.3 wt%ガラス繊維強化サンプルの破断面の微細構造をSEMで分析し、繊維強化の効果を観察しました。 5. 研究方法論 研究デザイン: 本研究では実験的研究デザインを採用しました。強化繊維(ガラスおよび炭素)の組成を変えてソルトコアサンプルを系統的に作製し、その後、これらの強化材の効果を明らかにするために機械的および物理的特性を評価しました。 データ収集・分析方法: 研究テーマと範囲: 本研究は以下に焦点を当てました: 6. 主な結果: 主な結果: 図のタイトルリスト: 7. 結論: 本研究は、強化繊維を組み込むことにより、KClベースのソルトコアの機械的特性が大幅に改善されることを実証しました。ガラス繊維と炭素繊維の両方が、亀裂伝播を抑制することにより曲げ強度を向上させるのに有効でした。特に、非常に少量(0.3
Read More
user 05/07/2025 Aluminium-J , automotive-J , Salt Core-J , Technical Data-J aluminum alloy , CAD , Die casting , IGS , Mechanical Property , Microstructure , Salt Core , 금형 , 알루미늄 다이캐스팅 , 자동차 산업 本紹介論文は、「[The Japan Institute of Metals and Materials]」によって発行された論文「[High-Temperature Mechanical Properties of NaCl-Na2CO3 Salt-Mixture Removable Cores for Aluminum Die-Casting]」に基づいています。 1. 概要: 2. 抄録: NaCl-Na2CO3混合塩は、アルミニウムダイカストプロセス用の水溶性中子材料として提案されている。重力鋳造によって作製されたNaCl-Na2CO3試料の機械的特性と微細構造が調査された。混合塩は純粋な塩と比較して優れた特性を示した。共晶領域が層状構造から粒状構造に変化したため、高温での圧縮試験中に塑性変形が発生した。NaCl初晶相と共晶領域を持つ混合塩が最も適した中子材料であることが見出された。 3. 緒言: ダイカストアルミニウム部品は、高い生産性と優れた機械的特性により、自動車産業で広く使用されている。部品の性能を向上させ、コストを削減するためには、内部にキャビティを持つ複雑な形状の部品を鋳造する必要があり、これは中子の使用によって達成される。金属または砂中子がアルミニウムダイカストプロセスに一般的に使用されるが、水溶性塩中子は機械的クリーニングが不可能なキャビティから容易に除去できるため、中子材料としてより魅力的である。NaCl粉末の高圧圧縮によって形成される塩中子は最も一般的に使用されるタイプであるが、強度が不足しているため、重力鋳造または低圧鋳造にしか使用できない。 したがって、高圧ダイカストで使用するための多くの高強度塩中子が提案されてきた。例えば、Yaokawaらは塩とセラミックスの複合材料を提案し、JelínekとAdámkováはアルカリシリケートを用いた高圧スクイーズによるNaClまたはKCl中子を提案した。我々の研究グループは以前、重力鋳造によって作製されたKCl–NaCl–K2CO3-Na2CO3系の高強度混合塩中子を発表した。ダイカストマシンで鋳造された開発された中子材料は、高い寸法精度、滑らかな表面、および重力鋳造のものよりも高い強度を示し、高圧ダイカストプロセスによってADC12合金クローズドデッキタイプシリンダーブロックを成功裏に鋳造した。我々はこの塩混合物をKBr-NaBr-K2CO3-Na2CO3系にさらに発展させ、水中での溶解度が高いため除去性が向上した。しかし、これらの塩混合物の機械的特性は室温でのみ試験された。塩混合物の高温機械的特性は、ダイカストプロセス中に塩中子が高速度のアルミニウム合金溶湯にさらされるため、鋳造設計上の考慮事項として有用な知識である。しかし、開発された塩中子の高温での高温機械的特性はまだ不明である。 単結晶および多結晶NaClの高温機械的特性は多くの研究者によって調査されてきた。単結晶NaClは室温でも塑性変形を示すが、多結晶NaClは融点の約半分以上に加熱されるまでは脆性であり、その後塑性挙動も示し始める。多結晶NaClの機械的強度は約200–350°Cで最大に達する。しかし、高温での塩混合物の機械的特性はまだ文書化されていない。本研究では、NaCl-Na2CO3系の鋳造混合塩中子の高温機械的特性を調査した。 4. 研究の概要: 研究テーマの背景: 本研究は、アルミニウムダイカスト、特に高圧プロセス用の堅牢な水溶性中子材料の必要性に取り組んでいる。既存のNaCl粉末中子は強度が不十分であり、溶湯との相互作用中に経験する高温での塩中子の性能は、塩混合物については十分に調査されていない重要な設計上の考慮事項である。 先行研究の状況: 高強度塩中子を開発するための先行研究には、塩-セラミック複合材料や加圧スクイーズ塩中子が含まれる。著者らのグループは、良好な室温特性を持つ多成分塩混合物を開発していた。しかし、ダイカスト中に経験する高温でのこれらの塩混合物の機械的挙動に関する知識のギャップが存在した。純粋なNaClに関する研究は高温での脆性-延性遷移を示したが、塩混合物に関するデータは不足していた。 研究の目的: 本研究の主な目的は、NaCl-Na2CO3系の鋳造混合塩中子の高温機械的特性を調査することであった。この調査は、これらのコアの設計およびアルミニウムダイカストプロセスへの応用、特に溶融金属への暴露を考慮した必須データを提供することを目的とした。 核心的研究内容: 研究の核心は、重力鋳造により様々な組成のNaCl-Na2CO3混合塩を作製することであった。これらの試料を次に、室温から250°Cまでの範囲の温度で圧縮試験に供し、最大応力や破断ひずみを含む機械的特性を評価した。室温での微小ビッカース硬さ測定が行われた。さらに、鋳放し状態および高温圧縮後の試料の微細構造を走査型電子顕微鏡(SEM)を用いて分析し、変形メカニズム、特に共晶構造内の変化に焦点を当てて理解を深めた。 5. 研究方法論 研究設計: 本研究は、NaCl-Na2CO3塩混合物の高温機械的性能を評価するように設計された。共晶および非共晶組成を含む様々な組成物を、予熱された鋼製鋳型に重力鋳造することによって調製した。次いで、円筒状試料を温度スペクトル全体にわたって圧縮試験に供した。観察された機械的挙動を構造的特徴および熱的・機械的負荷下でのそれらの変化と関連付けるために、微細構造解析が用いられた。 データ収集・分析方法: 研究対象と範囲: 6. 主要な結果: 主要な結果: 図の名称リスト: 7. 結論: 重力鋳造によって調製され、圧縮試験によって評価されたNaCl-Na2CO3塩混合物に関する研究から、以下の主な結論が得られた。(1) 塩混合物は、その純粋な構成塩と比較して著しく大きな最大応力と破断ひずみを示す。高温で観察される塑性変形は、共晶領域内の微細構造がラメラ構造から粒状構造へと変化することに起因する。(2) 初晶相と共晶領域を含む塩混合物は、純粋な共晶塩混合物よりも優れた高温機械的強度を示す。特に、初晶NaClを含む塩混合物は、初晶Na2CO3を含む混合物よりも低温で優れた延性を示すため、中子材料としてより適していると考えられる。 8. 参考文献: 9.
Read More
user 05/02/2025 Aluminium-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , High pressure die casting , Mechanical Property , Microstructure , Salt Core , 금형 この紹介資料は、「[韓国鋳造工学会誌]」に掲載された論文「[セラミック溶融コアの微세組織と機械的特性]」に基づいています。 1. 概要: 2. 抄録 (Abstract): 本研究は、セラミック粒子の添加による低融点溶融コアの開発に関するものである。高圧ダイカストまたはスクイズキャスティングプロセスにおいて、複雑な内部形状やアンダーカットを必要とする一体型鋳造部品を製造するために、新しい概念の塩コア(salt core)が導入された。セラミック粒子の添加は微細組織の生成を助け、溶融コアの機械的特性を向上させた。高い圧縮強度を有する新しい溶融コア材料の製造のための新技術が確立された。セラミック粒子の添加は溶融コア材料の機械的特性を向上させた。セラミック粒子の割合と機械的強度との間には、60%まで増加する関係が存在した。 3. 序論 (Introduction): ダイカスト法では、メタルコア、コーティングされたシェル(shell)、高融点コアなどが使用されている。これらの方法は、溶湯が浸透したり、コアの強度が弱くて破損したりする現象が起こり、鋳造後の抽出が非常に困難であるという欠点がある。新しい溶融コア(fusible core)は、従来のコアとは異なり、融点が270〜520°C程度の低融点化学塩(salt)を基本素材として使用し、セラミック粒子を添加して強度とコア物性を向上させる[1, 2]。これらのコアは、溶融金属が低速/高速で注入されてもコアが破壊されたり、溶融金属がコア内部に浸透したりしないという利点を持つ。これは、熱伝導率が金型材料である特殊鋼の約1/400程度と非常に低いため、コアが熱変形する前に溶融金属の表面凝固層を形成させることができるため、ダイカストを行っても溶融コアの破壊はなく、溶融コアの複雑な形状をそのまま実現できる。 本研究では、鋳造時に必要な溶融コアの特性を評価した。また、溶融コアの機械的特性を評価しようとした。ダイカスト[3-6]と高圧凝固に該当する溶湯鍛造法(Squeeze casting)は、金型に溶融金属を注入した後、油圧装置を利用して機械的な高圧力を溶湯に加え、定められた金型空間を充填させると同時に50〜200 MPaの加圧下で凝固完了させる鋳造プロセスである[7-13]。このように加圧力が作用する状態で、溶融コアが破壊や崩壊することなく強度を維持しなければならない。新たに開発された溶融コア(fusible core)は、従来のコアとは異なり、融点が270〜520℃程度の低融点化学塩(salt)を基本素材として使用する。熱伝達率が金型材料である特殊鋼の約1/400程度と非常に低いため、コアが熱変形する前に溶融金属の表面凝固層を形成させることができる。したがって、ダイカストプロセスでも溶融コアの破壊はなく、溶融コアの複雑な形状をそのまま実現できるという利点がある。しかし、低融点コアの融点が低いため、製品製造時に複雑な内部が凝固前に溶融する現象が見られる可能性がある。本研究は、このような複雑な形状実現の利点を活かし、溶融コアが溶融する欠点を減らす方策をダイカストプロセスに適用し、適切な溶融コアの製造方法と機械的特性を調査しようとした。低融点化学塩にセラミック粒子の含有量を変化させて強度の変化を分析した。 4. 研究の概要 (Summary of the study): 研究テーマの背景 (Background of the research topic): ダイカストおよびスクイズキャスティングプロセスでは、鋳造部品に複雑な内部形状やアンダーカットを作成するためにコアが必要となることが多い。従来のコア方式は、破損、溶湯浸透、除去困難などの課題に直面している。低融点塩ベースの溶融コアは潜在的な利点を提供するが、高い鋳造圧に耐える十分な機械的強度と、早期溶融を避けるための熱的安定性が必要である。 従来の研究状況 (Status of previous research): 本論文は、セラミック粒子で強化された新しい概念の塩コアを紹介する。一般的なコア技術が存在し[3-13]、溶融塩の特性が知られているが[1]、この研究は特に高圧ダイカストおよびスクイズキャスティング用途向けに機械的特性を改善するために、低融点塩とセラミック添加剤の新しい組み合わせに焦点を当てている。既存のコアの限界と基本的な低融点塩コアの潜在的な問題点から、強化された材料に関するこの調査が必要とされる。 研究の目的 (Purpose of the study): 本研究の目的は、低融点塩ベースにセラミック粒子を添加することにより、新規な溶融コア材料を開発し評価することである。この研究は、これらの新しい溶融コアの製造技術を確立し、高圧ダイカストおよびスクイズキャスティングへの適合性のために機械的特性(特に圧縮強度)を改善し、添加されたセラミック粒子の量と結果として得られるコア強度との関係を理解することを目的とする。 中核研究 (Core study): 研究の中核は、低融点化学塩ベースに様々な重量パーセント(20 wt.%、40 wt.%、50 wt.%、60 wt.%)のセラミック粒子を混合して溶融コアサンプルを製造することであった。これらの異なるコア組成物の機械的特性、特に室温圧縮強度を測定した。さらに、破断したコア表面の微細組織をSEMを用いて分析し、セラミック粒子の添加がコアの内部構造にどのように影響し、その機械的強度と関連しているかを理解した。 5. 研究方法論 (Research Methodology)
Read More
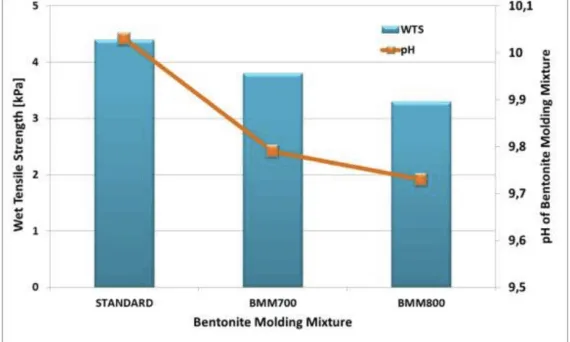
user 04/23/2025 Aluminium-J , Salt Core-J , Technical Data-J aluminum alloy , aluminum alloys , Applications , CAD , Die casting , Die Casting Congress , Magnesium alloys , Salt Core , 金型 , 금형 本紹介資料は、「METAL 2013」に掲載された論文「UTILIZATION OF ECOLOGICAL FRIENDLY CORES FOR MAGNESIUM ALLOYS CASTINGS」に基づいています。 1. 概要: 2. 抄録: 本研究の目的は、Mg合金の重力鋳造技術において、環境に悪影響を与えない無機材料ベースのコアの利用可能性を判断することです。この寄稿には、これらのコアの準備と処理の分析、および鋳造品の表面欠陥に関する鋳造サンプルの品質、構造、特性への影響が含まれています。本研究で得られた実験データは、他のMg合金鋳造技術にも活用できます。 3. 序論: 現在、穴やキャビティの事前鋳造には、有機樹脂ベースのコア混合物(例:PUR COLD-BOX)が標準として使用されており、迅速な準備、良好な射出性、高い初期強度、良好な崩壊性などの特徴があります。しかし、熱分解時に有機化合物が放出され、鋳造生産の衛生および環境条件を悪化させる問題があります。このため、無機バインダーが再び注目されており、これは生活および作業環境に悪影響を与えずに、有機バインダーと同等の技術的パラメータを提供します。 先進的な技術の一つは、無機塩ベースのコアを使用するもので、特にAl合金などの非鉄合金のキャビティおよび穴の事前鋳造に活用されます。塩コアの使用は1970年代に遡り、1990年代には重力および低圧鋳造法によるディーゼルエンジンピストンの大量生産に結晶性塩コアが広く使用され始めました。製造方法には、結晶性塩の高圧圧縮、塩溶融物の鋳型への注入または高圧射出、あるいは無機(有機)バインダーと共に塩マトリックスを射出する「古典的な」鋳造技術の活用などがあります。2003年以降は、塩溶液または固体結晶状態のNaClの高圧圧縮を活用する方向にコア製造が進み、BEACH BOX、HYDROBONDなどの新技術も登場しています。 塩コアの主な利点は、一般的なコア混合物(PUR CB)に匹敵する高い初期強度、寸法精度および鋳物表面の平滑性、機械的に清掃が困難な穴の事前鋳造の可能性、湿潤なしでの良好な保管寿命などです。また、鋳物キャビティから除去(溶出)された塩を溶液(塩水)から結晶化させ、次のコア製造に再利用する閉鎖的な生態学的サイクルが可能です。重要な点は、鋳造、冷却、凝固の過程で塩がVOCs(揮発性有機化合物)を排出しないことです。コア特性は、準備条件(圧縮圧力の高さ、射出温度など)と基本マトリックス構成(塩の種類、添加剤)を変更することで最適化できます。Al合金鋳造(重力および低圧鋳造)に広く適用可能であり、高圧鋳造技術への適用に関する研究も活発に行われています。 マグネシウム合金は、すべての構造材料の中で最も低い密度、高い比強度、良好な鋳造性などを持ちますが、高温での急激な強度低下、低いクリープ抵抗性、低い弾性係数、高い凝固収縮率、一部の用途での低い耐食性などの欠点もあります。特にマグネシウムの高い酸素親和性のため、溶湯の流れを酸化から保護するために特殊な添加剤(抑制剤)の使用が不可欠です。最も一般的に使用される抑制剤には、硫黄またはその化合物、ホウ酸、尿素ベースの添加剤などがあります。これらの抑制剤は、鋳型雰囲気の酸素ポテンシャルを低下させ、鋳物表面に保護雰囲気を形成してさらなる酸化を防止します。 しかし、硫黄ベースの抑制剤は、保護雰囲気を形成すると同時に、鋳造中に溶湯を介して浸透し、レードル底部に沈殿して精錬剤としても機能します。これらの抑制剤の化学的性質上、マグネシウム合金鋳造は、溶湯-抑制剤システムと酸化雰囲気との相互作用中に放出される化合物(SO₂、NH₃など)により、作業および生活環境の質を低下させる可能性があります。 マグネシウム合金鋳造の主な技術は金型鋳造(圧鋳、低圧鋳造、一部重力鋳造)です。最近では、より高い内部品質を得るための方法が適用されており、半溶融状態での材料処理(Thixocasting)が主流です。それほど複雑でない穴の事前鋳造には、金属コアを活用できます。単一部品生産には、消耗性鋳型(鋳物砂混合物)やセラミックまたは石膏鋳型鋳造が最も頻繁に使用されるでしょう。マグネシウム合金鋳造用の鋳型またはコア混合物としては、様々なバインダーシステムとベントナイト鋳物砂を使用できます。マグネシウム合金の高い反応性と混合物中の水分の存在により、鋳物砂混合物自体にも抑制剤を添加する必要があります。鋳造、冷却、凝固中に鋳型内で複雑な物理化学的プロセスが進行し、様々な酸化状態の化合物(例:硫黄)が形成され、これによりベントナイトバインダーの不活性化が予想され、これは特に水分凝縮領域での引張強度の低下およびその他の混合物パラメータ(例:pH)の変化を引き起こす可能性があります。 4. 研究の要約: 研究テーマの背景: 環境に優しい鋳造プロセスへの要求は、コア用有機バインダーの代替品への関心を高めています。無機塩コアは生態学的利点を提供し、アルミニウム合金に対して確立されています。マグネシウム合金鋳造は、酸素との高い反応性により独特の課題を抱えており、これは抑制剤の使用を必要としますが、抑制剤はベントナイトのような伝統的な鋳型材料と負に相互作用する可能性があります。 従来の研究状況: 塩コア技術は1970年代から開発されており、高圧圧縮や溶融注入/射出などの確立された方法が主にアルミニウム合金に使用されてきました。研究結果は、高い強度、良好な表面仕上げ、リサイクル可能性を示しました。酸化や抑制剤が鋳型特性(特に硫黄ベース抑制剤によるベントナイトバインダーの不活性化)に及ぼす影響を含む、マグネシウム合金鋳造の課題は知られていました。 研究の目的: 本研究は、ベントナイト結合鋳物砂混合物中でマグネシウム合金(特にAZ91)の重力鋳造に無機塩コアを使用することの実現可能性を調査することを目的としました。研究は、塩コアの技術的特性(機械的強度、寸法精度、溶解性、結果として生じる鋳物表面品質)を評価し、硫黄ベース抑制剤がベントナイト鋳物砂混合物の特性に及ぼす影響を評価することに焦点を当てました。 コア研究: 研究の核心は、純粋な化学KCl(N)および2つの異なる添加剤(A、B)を含むKClベースの塩コアを、2つの異なる力(100 kNおよび200 kN)を使用する高圧圧縮法で準備することでした。これらのコアは、硫黄ベース抑制剤を含むベントナイト鋳型にAZ91マグネシウム合金を重力鋳造する際に使用されました。鋳造は2つの温度(700°Cおよび800°C)で行われました。研究では、塩コアの曲げ強度と溶解性、生成された鋳物の表面粗さ(Ra)、および鋳造前後のベントナイト鋳物砂混合物の機械的特性(圧縮強度、割裂強度、湿態引張強度)とpHを測定し、熱分解と抑制剤の効果を評価しました。 5. 研究方法論 研究設計: 本研究は、異なる塩コア配合(純粋なKCl対添加剤AまたはBを含むKCl)を異なる圧縮圧力(100 kN対200 kN)下で準備し比較する実験計画を採用しました。これらのコアは、硫黄ベース抑制剤を含む標準的なベントナイト鋳物砂混合物にAZ91マグネシウム合金を重力鋳造する実際の応用分野でテストされました。効果は、コア特性、鋳造品質、および2つの異なる鋳造温度での熱暴露後の鋳型特性の変化を測定することによって評価されました。 データ収集および分析方法: 研究テーマと範囲: 本研究は、AZ91マグネシウム合金の重力鋳造における高圧圧縮されたKClベースの塩コアの適用に具体的に焦点を当てました。範囲は次のとおりです。 6. 主要な結果: 主要な結果: 그림 및 표 목록: 図表リスト:
Read More