高リサイクル材でも高性能を実現:二次アルミニウム合金のT6熱処理が自動車構造部品の未来を拓く
本技術概要は、[A. Bongiovanni, A. Castellero, M. Da Silva]著、[La Metallurgia Italiana] ([2024])発行の学術論文「[Comparison of As Cast and T6 heat treatment on high end-of-life-scrap secondary aluminium alloy for High-Pressure Die Casting automotive structural components]」に基づいています。CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。
キーワード
- 主要キーワード: 二次アルミニウム合金
- 副次キーワード: 高圧ダイカスト, AlSi10MnMg, T6熱処理, 自動車構造部品, リサイクル材, 鋳造欠陥
エグゼクティブサマリー
多忙なプロフェッショナルのための30秒概要
- 課題: 自動車部品の脱炭素化にはリサイクルアルミニウムの活用が不可欠ですが、リサイクル由来の鉄(Fe)による脆化が、高い性能を要求される構造部品への適用を困難にしています。
- 手法: 70%および90%の使用済みスクラップを含む二次アルミニウム合金(AlSi10MnMg)を製造し、鋳放し(As Cast)状態とT6熱処理後の状態で、微細組織、機械的特性、耐食性を比較評価しました。
- 重要なブレークスルー: T6熱処理を施すことで、延性が劇的に向上し、耐食性も大幅に改善されることが明らかになりました。これにより、高リサイクル材合金が構造部品として実用可能であることが示されました。
- 結論: T6熱処理は、二次アルミニウム合金の潜在能力を最大限に引き出し、高性能な自動車部品への応用を可能にする鍵となるプロセスです。
課題:なぜこの研究がHPDC専門家にとって重要なのか
自動車業界は、車両のカーボンフットプリント削減という大きな課題に直面しています。電気自動車への移行はその一環ですが、次のステップは車両自体の製造に使用される原材料の脱炭素化です。アルミニウムは軽量化と高いリサイクル性から、この「グリーンな移行」における重要な貢献者とされています。
しかし、特に高い機械的特性(延性や降伏強度)が求められるボディ・イン・ホワイト(BIW)などの構造部品では、主に新品の一次合金が使用されてきました。その理由は、リサイクルプロセスで混入する鉄(Fe)が、脆い針状のβ-Al5FeSi金属間化合物を形成し、延性を著しく低下させるためです。
本研究は、この課題に対し、マンガン(Mn)を添加して有害なβ相の析出を抑制し、より害の少ないα-Al15(Fe,Mn)3Si2相を促進するAlSi10MnMg二次合金に着目しました。リサイクル材比率が70%および90%と非常に高い合金が、T6熱処理によって構造部品に求められる性能を達成できるかを検証することが、本研究の核心的な目的です。
アプローチ:研究手法の解明
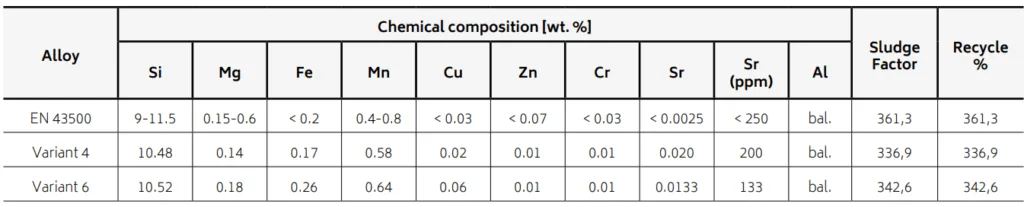
本研究では、欧州のSALEMAプロジェクトの一環として開発された2種類のAlSi10MnMg二次合金(Variant 4とVariant 6)が使用されました。これらの合金は、それぞれ70%と90%の使用済み(EoL)スクラップを含んでいます。
- 材料:
- Variant 4 (V4): 70%リサイクル材、Fe含有量0.17 wt.%
- Variant 6 (V6): 90%リサイクル材、Fe含有量0.26 wt.%
- 製造プロセス:
- 5250kNの型締力を持つビューラー製コールドチャンバー高圧ダイカスト(HPDC)マシンを使用。
- VDS真空ユニットを装備し、100mbarの真空下で厚さ3mmの平板試験片を鋳造。
- 熱処理:
- T6熱処理: 490°Cで1時間の溶体化処理後、水焼入れ。その後、230°Cで1時間の人工時効処理を実施。
- 評価試験:
- 微細組織・欠陥分析: 光学顕微鏡による鋳造欠陥(ポロシティ、コールドフレーク等)および金属間化合物の観察。
- 機械的特性: VDA 238-100規格に基づく曲げ試験(延性評価)およびブリネル硬さ試験。
- 耐食性: ASTM B368規格(CASS試験)に基づき、168時間後の重量減少を測定。
この体系的なアプローチにより、鋳放し(F)状態とT6熱処理後の状態で、高リサイクル材合金の挙動を多角的に評価しました。
ブレークスルー:主要な研究結果とデータ
発見1:T6熱処理による微細組織の劇的な変化
T6熱処理は、合金の微細組織を大きく変化させ、機械的特性に直接的な影響を与えました。
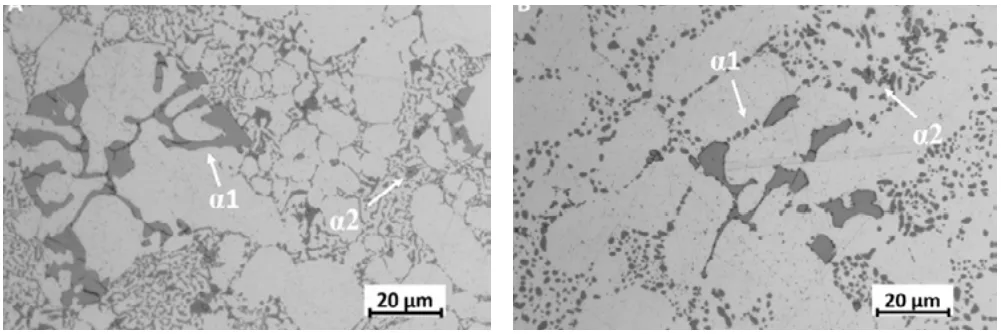
- 共晶シリコン(Si)の球状化: 鋳放し状態(図4a)では繊維状だった共晶Siが、T6熱処理後(図4b)には球状化しました。この形状変化は、亀裂の起点となる鋭角部をなくし、材料の延性を向上させる上で極めて重要です。
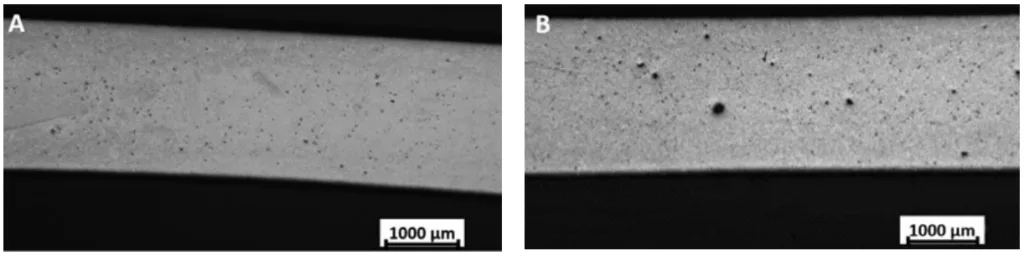
- ポロシティ(空孔)の成長: 一方で、T6の高温溶体化処理中に、鋳造時に巻き込まれた空気が膨張し、ポロシティが大きくなる現象が観察されました(図1b)。これは延性にとってマイナス要因ですが、後述する機械的特性の向上から、Siの球状化によるプラス効果が上回ったことが示唆されます。
- 金属間化合物: FeとMnを主成分とするα-AlSiMnFe金属間化合物は、T6熱処理後も溶解したり形状を変化させたりすることはありませんでした(図4)。
図4:鋳放し(a)とT6熱処理後(b)の微細組織。T6後、共晶Siが球状化しているのがわかる。
発見2:機械的特性(延性)と耐食性の飛躍的向上
T6熱処理は、合金の性能を実用レベルにまで引き上げる決定的な役割を果たしました。
- 延性の大幅な向上: 曲げ試験の結果(表3)、T6熱処理によって延性(曲げ角度)が2倍以上に向上しました。例えば、リサイクル率70%のV4合金では、鋳放し状態の平均22.3°から、T6後には平均58.5°へと大幅に改善されました。これは、前述の共晶Siの球状化が直接的な要因です。
- 驚異的な耐食性の改善: CASS腐食試験の結果(表2)、T6熱処理後のサンプルは鋳放し状態に比べて腐食による重量減少が劇的に抑制されました。V4合金では、重量減少率が7.4%から1.0%へ、V6合金では8.8%から1.9%へと大幅に減少しました。これは、高温の熱処理中に表面に不動態酸化皮膜が形成され、腐食環境から母材を保護したためと推測されています。
| Alloy | Heat Treatment | Bending Angle (average) | Hardness Brinell (average) |
|---|---|---|---|
| V4 | F (As Cast) | 22.3° | 85.3 HB |
| V4 | T6 | 58.5° | 67.5 HB |
| V6 | F (As Cast) | 23.1° | 82.2 HB |
| V6 | T6 | 51.4° | 76.0 HB |
| 表3:T6熱処理による曲げ角度(延性)の大幅な向上を示すデータ。 |
研究開発および製造現場への実践的示唆
- プロセスエンジニア向け: この研究は、高リサイクル材合金の延性を向上させる上でT6熱処理が不可欠であることを示唆しています。ただし、熱処理によるポロシティの成長も確認されたため、鋳造段階でのガス巻き込みを最小限に抑える真空ダイカスト技術の最適化が、熱処理効果を最大化する鍵となります。
- 品質管理チーム向け: 論文の表3のデータは、T6熱処理後の硬さと延性の関係を示しており、新しい品質検査基準の策定に役立ちます。特に、T6後の耐食性が劇的に向上すること(表2)は、重要な品質指標として加えるべき項目です。
- 設計エンジニア向け: V6合金(90%リサイクル材)はV4合金(70%リサイクル材)よりFe含有量が多く、T6後の延性が若干低い結果となりました。これは、害の少ないα相であっても、金属間化合物の量が増えれば延性に影響を及ぼすことを示しています。部品設計の初期段階で、使用する二次合金の微細組織的な限界を考慮することが重要です。
論文詳細
Comparison of As Cast and T6 heat treatment on high end-of-life-scrap secondary aluminium alloy for High-Pressure Die Casting automotive structural components
1. 概要:
- Title: Comparison of As Cast and T6 heat treatment on high end-of-life-scrap secondary aluminium alloy for High-Pressure Die Casting automotive structural components
- Author: A. Bongiovanni, A. Castellero, M. Da Silva
- Year of publication: 2024
- Journal/academic society of publication: La Metallurgia Italiana - International Journal of the Italian Association for Metallurgy
- Keywords: SECONDARY ALUMINIUM ALLOY, HIGH PRESSURE DIE CASTING, ALSI10MNMG, T6, HEAT TREATMENT, AUTOMOTIVE, STRUCTURAL
2. Abstract:
The automotive industry is working towards further reducing the carbon footprint of its vehicles and, with the electric vehicle transition, the raw materials used for the car itself need to be decarbonized. Aluminium alloys offer infinite recyclability, but they are sensitive to the Fe embrittlement that derives from recycling. High-pressure die casting AlSi10MnMg alloy is the most used alloy for structural components and is typically primary quality due to the high performances required. The present study investigates the behavior of structural secondary AlSi10MnMg alloy developed in the SALEMA European project. The alloy is designed at the upper tolerance level of EN 1706 43500 alloy with 70% and 90% end-of-life recycle content. This study analyzes the microstructure and casting defects, corrosion behavior and mechanical properties (bending and hardness tests) between as cast and T6 heat treatment. The microstructure and hardness are like the ones of primary alloys.
3. Introduction:
The European automotive industry has greatly reduced the carbon footprint of its fleet, passing from 159 gCO2/km in 2007 to 96 gCO2/km in 2021 [1]. The radical transition from Internal Combustion Engines (ICE) to Battery Electric Vehicles (BEV), has decreased even more the carbon footprint of the passenger cars. The next step is the decrease of the CO2 emission of the raw materials used for manufacturing the vehicle itself. Aluminium represents a key contributor of this green transition, as it allows lightweighting and high recyclability. Many automotive components are already manufactured with secondary aluminium alloys, but most of them are applied for engine block, cylinder heads and in general components of ICE vehicles. Casting is the main manufacturing process involved in aluminium components production, representing 65% of the total aluminium weight in cars produced in 2019 [2]. Al-Si-Mg-based alloys are the most used in high-pressure die casting (HPDC) [3], with AlSi10MnMg alloy being one of the first developed high-performance HPDC alloys.
4. 研究の要約:
研究トピックの背景:
自動車産業は脱炭素化を進めており、原材料のリサイクルが重要となっている。アルミニウムはリサイクル性に優れるが、リサイクル時に混入するFeが延性を低下させ、高い性能が要求される構造部品への二次合金の使用を妨げている。
従来の研究の状況:
AlSi10MnMg合金は、Mnの添加により有害なβ-AlFeSi相の形成を抑制するために設計されている。しかし、特に70%を超えるような高いリサイクル材比率を持つ二次合金を、自動車構造部品へ適用するための包括的な研究は不足していた。
研究の目的:
本研究の目的は、70%および90%の高い使用済みスクラップ含有率を持つAlSi10MnMg二次合金を対象に、鋳放し状態とT6熱処理後の状態を比較することである。微細組織、鋳造欠陥、耐食性、機械的特性を分析し、高性能構造部品への適用可能性を評価する。
中核的な研究:
鋳放し(F)とT6熱処理を施した2種類の二次合金(V4, V6)のサンプルをHPDCで製造。光学顕微鏡による微細組織観察、CASS腐食試験、VDA規格に準拠した曲げ試験、ブリネル硬さ試験を実施し、T6熱処理が物性に与える影響を定量的に評価した。
5. 研究方法
研究デザイン:
本研究は、鋳放し(F)とT6熱処理という2つの条件、およびリサイクル材比率が異なる2つの合金バリアント(V4, V6)を比較する実験的デザインを採用している。
データ収集と分析方法:
データは、光学顕微鏡写真、腐食試験後の重量測定、曲げ試験機および硬さ試験機から収集された。これらのデータを用いて、熱処理と合金組成が微細組織、耐食性、機械的特性に与える影響を分析した。
研究対象と範囲:
研究対象は、高圧ダイカストで製造されたAlSi10MnMg二次合金の平板試験片。範囲は、微細組織レベルの分析から、曲げ・硬さといった巨視的な機械的特性、および耐食性の評価までを含む。
6. 主要な結果:
主要な結果:
- T6熱処理は、鋳造時に巻き込まれた空気の膨張によりポロシティを成長させるが、同時に延性向上に寄与する共晶Siを球状化させる。
- T6熱処理により、曲げ角度で測定される延性は2倍以上に大幅に向上した。
- T6熱処理は耐食性を劇的に改善し、CASS試験での重量減少を85%以上抑制した。
- リサイクル材比率が高いV6合金(Fe含有量が多い)は、T6熱処理後の延性がV4合金より若干低くなる傾向が見られた。
- 両合金バリアントの硬さの値は、EN 1706規格で定められた一次合金の最小要件(F材で80 HB、T6材で65 HB)を満たした。
図の名称リスト:
- Fig.1 - Optical micrographs showing the porosities in the F (a) and T6 samples (b).
- Fig.2 - Cold flake in the F (a) and T6 (b) samples, insets show magnification of the defects microstructure.
- Fig.3 - Cold joint in the F (a) and T6 (b) samples, insets show magnification of the defects microstructure.
- Fig.4 - Microstructure and α1- AlSiMnFe and α2- AlSiMnFe intermetallics in the F (a) and T6 (b) samples.
7. 結論:
本研究では、高い使用済みスクラップ含有率で製造された2種類の高性能AlSi10MnMgアルミニウム合金を特性評価した。T6熱処理は微細組織に同じ効果をもたらし、脆いβ相の形成はほとんど見られなかった。T6熱処理は耐食性を大幅に向上させたが、これは不動態酸化皮膜の形成によると考えられる。機械的特性は熱処理後に変化し、V6の延性はFe含有量の増加によりV4よりも低下した。しかし、二次合金から得られたサンプルの硬さは、一次合金に設定された要件を満たしており、高いリサイクル材の利用可能性を示している。
8. 参考文献:
- [1] Paltsev, Sergey & Chen, Y.-H. Henry & Karplus, Valerie & Kishimoto, Paul & Reilly, John & Loeschel, Andreas & von Graevenitz, Kathrine & Koesler, Simon, (2015). "Reducing CO2 from cars in the European Union: Emission standards or emission trading?", CAWM Discussion Papers 84, University of Münster, Münster Center for Economic Policy (МЕР).
- [2] Aluminum content in European Passenger Cars, Public Summary, 2019, Ducker Frontier.
- [3] Bösch, Dominik & Pogatscher, Stefan & Hummel, Marc & Fragner, Werner & Uggowitzer, Peter & Göken, Mathias & Höppel, H.W. (2014). Secondary Al-Si-Mg High-pressure Die Casting Alloys with Enhanced Ductility. Metall and Mat Trans A. 46.
- [4] Raabe, D.; Ponge, D. Making sustainable aluminum by recycling scrap: The science of "dirty" alloys. Prog. Mater. Sci. 2022, 128, 100947.
- [5] https://salemaproject.eu/
- [6] ISO 1706:2020, "Aluminum and aluminum alloys - Castings - Chemical composition and mechanical properties", Int. Organ. Stand, 2020.
- [7] Ceschini, Lorella & Morri, Alessandro & Toschi, Stefania & Bjurenstedt, Anton & Seifeddine, Salem. (2018). Influence of Sludge Particles on the Fatigue Behavior of Al-Si-Cu Secondary Aluminium Casting Alloys. Metals. 8. 268.
- [8] Gobrecht, J. Settling-out of Fe, Mn and Cr in Al-Si casting alloys. Giesserei 1975, 62, 263–266. 15.
- [9] Jorstad, J. Understanding sludge. Die Cast. Eng. 1986, 30, 30-36
- [10] VDA 238-100 test specification draft: Plate bending test for metallic materials. 12/2010
- [11] Bonollo, F., Gramegna, N. & Timelli, G. High-Pressure Die-Casting: Contradictions and Challenges. JOM 67, 901–908 (2015).
- [12] Ahamed, Aziz & Kato, Hiroshi. (2008). Effect of cold flakes on mechanical properties of aluminium alloy die casts. International Journal of Cast Metals Research - INTJ CAST METALS RES. 21. 162-167.
- [13] Taylor, John. (2012). Iron-Containing Intermetallic Phases in Al-Si Based Casting Alloys. Procedia Materials Science. 1. 19–33.
- [14] A.K. Dahle, K. Nogita, S.D. McDonald, C. Dinnis, L. Lu, Eutectic modification and microstructure development in Al-Si Alloys, Mater. Sci. Eng.: A 413-414 (2005) 243-248.
- [15] Bjurenstedt, Anton & Casari, Daniele & Seifeddine, Salem & Mathiesen, Ragnvald & Dahle, A. (2017). In-situ study of morphology and growth of primary a-Al(FeMnCr)Si intermetallics in an Al-Si alloy. Acta Materialia. 130.
- [16] Zaidao Li, Nathalie Limodin, Amina Tandjaoui, Philippe Quaegebeur, Pierre Osmond, David Balloy, Influence of Sr, Fe and Mn content and casting process on the microstructures and mechanical properties of AlSi7Cu3 alloy, Materials Science and Engineering: A, Volume 689, 2017, Pages 286-297
専門家Q&A:あなたの疑問に答えます
Q1: なぜT6熱処理のパラメータ(溶体化490°C、時効230°C)が選ばれたのですか?
A1: 論文によると、これらのT6パラメータはSALEMAプロジェクトの別のタスクで得られた結果に基づき、最適な時間と温度の組み合わせとして選択されました。これは、特定の合金組成に対して最大の性能向上を引き出すための、事前の広範な研究があったことを示唆しています。
Q2: 論文ではT6熱処理がポロシティを増加させるとありますが(図1)、これは機械的特性に悪影響を与えないのですか?
A2: 鋭いご指摘です。ポロシティの増加は、断面積を減少させ、応力集中点となるため、一般的に機械的特性、特に延性には有害です。しかし、この研究では、T6熱処理による共晶Siの球状化と組織の均質化というプラスの効果が、ポロシティ増加のマイナス効果を大きく上回ったことを示しています。その結果、曲げ試験(表3)で示されるように、延性が全体として大幅に向上しました。
Q3: なぜT6熱処理後に耐食性がこれほど劇的に改善したのですか?
A3: 論文では、これは仮説として述べられていますが、高温の熱処理が非不活性雰囲気(大気中など)で行われるため、アルミニウムの表面に保護的な不動態酸化皮膜が成長したためと考えられています。この薄い酸化皮膜が、CASS試験のような腐食性の高い環境から母材を保護するバリアとして機能し、重量減少を大幅に抑制したと推測されます。
Q4: なぜ引張試験ではなく曲げ試験が採用されたのですか?
A4: 論文では、高圧ダイカスト製品に内在する多数の鋳造欠陥や凝固欠陥を考慮すると、従来の引張試験よりも曲げ試験の方が信頼性の高いデータを提供できると述べています。曲げ試験では、試験片の半分のみが引張応力を受けるため、欠陥に対する感度が低くなります。また、鋳肌に近い微細な組織(スキン層)が機械的性能を向上させる「スキン効果」も評価しやすいため、この試験方法が選択されました。
Q5: リサイクル率90%のV6合金は、T6後の延性がV4合金より低い結果となりました。これは二次合金の実用化における限界を示すものですか?
A5: 必ずしも限界を示すものではありません。V6の延性がV4より低いのは、Fe含有量が多く、延性を低下させる金属間化合物の量が増加したためです。しかし重要なのは、V6のT6後の延性(平均51.4°)も鋳放し状態(平均23.1°)から大幅に向上しており、多くの用途で十分な性能を発揮する可能性がある点です。この結果は、二次合金を使用する際には、リサイクル材の比率と目標とする機械的特性のバランスを考慮した合金設計とプロセス管理が重要であることを示しています。
結論:より高い品質と生産性への道を拓く
本研究は、二次アルミニウム合金が適切な熱処理を施すことで、これまで一次合金が主流だった高性能な自動車構造部品にも適用可能であることを明確に示しました。特にT6熱処理は、延性と耐食性を飛躍的に向上させ、リサイクル材比率が90%に達する材料でさえも、規格を満たす性能を引き出せることを証明しました。これは、自動車業界の持続可能性目標の達成に向けた大きな一歩です。
CASTMANでは、こうした最新の業界研究を応用し、お客様の生産性と品質の向上を支援することに尽力しています。本稿で議論された課題がお客様の事業目標と一致する場合、これらの原理を実際の部品製造にどのように実装できるか、ぜひ当社のエンジニアリングチームにご相談ください。
著作権情報
- このコンテンツは、"[A. Bongiovanni, A. Castellero, M. Da Silva]"氏による論文"[Comparison of As Cast and T6 heat treatment on high end-of-life-scrap secondary aluminium alloy for High-Pressure Die Casting automotive structural components]"に基づく要約および分析です。
- 出典: La Metallurgia Italiana - Aprile 2024, pagina 50-56
この資料は情報提供のみを目的としています。無断での商業利用は禁じられています。
Copyright © 2025 CASTMAN. All rights reserved.