はい、承知いたしました。ご指示に従い、指定された論文を分析し、ダイカスト製品メーカー「CASTMAN」の企業ブログ向けに、SEOを意識した技術解説記事を作成します。論文の情報のみを使用し、推測や創作は一切行いません。以下に、指定されたテンプレート形式で作成したブログ記事を日本語で記述します。

この技術概要は、[Materials Today: Proceedings] ([2020年]) に掲載された [Madhav Goenka氏ら] による学術論文「[Automobile Parts Casting-Methods and Materials Used: A Review]」に基づいています。CASTMANがAIの支援を受け、技術専門家向けに分析・要約したものです。
キーワード
- 主要キーワード: 自動車部品 鋳造法
- 副次キーワード: アルミダイカスト, Al-Si合金, エンジンブロック, 軽量化, グリーンサンド鋳造, 遠心鋳造, スクイズ鋳造, 高強度重量比
エグゼクティブサマリー
多忙なプロフェッショナルのための30秒概要
- 課題: 自動車メーカーは、NCAPなどの高い安全基準を遵守しつつ、高強度重量比を持つ材料を用いて車両の縁石重量を削減するという課題に直面しています。
- 手法: 本論文では、グリーンサンド鋳造、遠心鋳造、ロストフォーム鋳造、ダイカスト、スクイズ鋳造という5つの主要な鋳造プロセスと、それぞれで使用される材料をレビュー・比較しています。
- 重要な発見: 各鋳造法には特定の用途がありますが、ダイカストは高い生産速度、寸法精度、表面仕上げの優れた組み合わせを提供し、複雑で軽量なアルミニウム製自動車部品の広範な製造に最適です。
- 結論: 寸法精度が要求される自動車部品の量産において、ダイカストは初期の金型コストが高いにもかかわらず、現在も広く採用されている非常に効果的なソリューションです。
課題:なぜこの研究がダイカスト専門家にとって重要なのか
自動車産業は年々高度化し、メーカーは常に車両の軽量化と高強度化の両立という課題に取り組んでいます。特に、NCAP(新車アセスメントプログラム)によって設定された厳しい安全基準を満たすためには、部品の強度を従来よりも大幅に向上させる必要があります。この要求が、自動車メーカーに部品製造のための新しく革新的な手法の開発を促しています。
本稿でレビューされている鋳造法は、特定の寸法を持つ金型に溶融金属を流し込み、目的の形状を得るプロセスです。鋳造は、コスト効率が高く、寸法精度の高い部品を製造できるため、産業界で広く採用されています。この研究は、自動車部品の製造に用いられる様々な鋳造法と材料を包括的にレビューし、各プロセスの長所と短所を明らかにすることで、現代の自動車製造が直面する課題への解決策を探るものです。
アプローチ:研究方法の解明
本研究は、特定の実験を行うものではなく、自動車部品製造の分野で確立された主要な鋳造技術に関する包括的な文献レビューです。著者らは、以下の5つの鋳造プロセスに焦点を当て、その技術的特徴、利点、欠点、そして主に使用される材料を整理・分析しました。
- グリーンサンド鋳造 (Green Sand Casting): 砂、粘土、水を混ぜた鋳型を使用する伝統的な方法。
- 遠心鋳造 (Centrifugal Casting): 遠心力を利用して溶融金属を鋳型に充填し、高密度の製品を得る方法。
- ロストフォーム鋳造 (Lost-Foam Casting): 発泡スチロールの模型を鋳型内で気化させて製品を作る方法。
- ダイカスト (Die Casting): 高圧で溶融金属を金型に射出する、高精度・大量生産向けの方法。
- スクイズ鋳造 (Squeeze Casting): 溶融金属に高圧を加えながら凝固させることで、緻密な組織を得る方法。
これらの比較分析を通じて、各部品に最適な材料と製造プロセスの組み合わせを考察しています。
発見:主要な研究結果とデータ
本レビューでは、各鋳造法の比較からいくつかの重要な知見が示されています。特に、材料選択とプロセス特性が最終製品の品質に与える影響が明確にされています。
発見1: エンジンブロックの性能を左右する材料選択
エンジンブロックの製造において、従来使用されてきたねずみ鋳鉄(Grey Cast Iron)と、近年注目されるコンパクト黒鉛鋳鉄(Compacted Graphite Cast Iron, CGI)では、機械的特性に大きな差があります。表1が示すように、CGIはねずみ鋳鉄と比較して、弾性係数が98-110 GPaから170-190 GPaへ、引張強さが160-320 MPaから300-600 MPaへと大幅に向上しています。この優れた強度重量比により、CGIは現代の高性能エンジンブロックに適した材料とされています。
発見2: 複雑なアルミニウム部品の量産におけるダイカストの卓越性
ダイカストは、特にアルミニウムや亜鉛を用いた軽量部品の大量生産においてその真価を発揮します。表2によれば、アルミニウムダイカスト用の金型寿命は最大1,000,000サイクルに達し、マグネシウムの100,000サイクルを大きく上回ります。また、最小肉厚0.75mm、表面粗さ約2.2マイクロメートルという薄肉で滑らかな表面仕上げの部品を製造可能です。図1に示されるように、バルブカバー、トランスミッションハウジング、ホイールなど、自動車の多岐にわたる部品がこの方法で製造されており、高い生産性と均一性を実現しています。
研究開発および製造現場への実践的示唆
本論文の考察と結論は、 বিভিন্ন専門分野の技術者にとって有益な指針となります。
- プロセスエンジニアへ: ダイカストは、冷却やガス抜きの管理など慎重な金型設計を要するものの、管理された環境下で均一性と高い表面仕上げを実現できることが示されています。これは、複雑部品に対してその利点を最大限に引き出すためには、金型設計とプロセス制御に注力することが重要であることを示唆しています。
- 品質管理チームへ: 本レビューでは、低圧ダイカスト(LPDC)で製造されたアルミホイールにおいて、マクロポロシティ、マイクロポロシティ、酸化物介在物といった欠陥が外観や機械的性能に影響を与えることが指摘されています(参考文献[11])。これは、品質管理においてこれらの特定の欠陥タイプに対する厳格な検査基準の必要性を強調しています。
- 設計エンジニアへ: Al-Si合金は高い強度重量比を持つ一方で、亜共晶合金は高温で軟化する可能性があると述べられています。これは、最高523Kの熱負荷にさらされるシリンダーヘッドのような部品の設計上の課題となります。設計者は、設計の初期段階でこれらの材料特性の限界と、合金を強化する必要性を考慮しなければなりません。
論文詳細
Automobile Parts Casting-Methods and Materials Used: A Review
1. 概要:
- 論文名 (Title): Automobile Parts Casting-Methods and Materials Used: A Review
- 著者 (Author): Madhav Goenka, Chico Nihal, Rahul Ramanathan, Pratyaksh Gupta, Aman Parashara, Joel J
- 発表年 (Year of publication): 2019 (Published online, journal volume 2020)
- 掲載誌/学会 (Journal/academic society of publication): Materials Today: Proceedings
- キーワード (Keywords): Centrifugal Casting; Die Casting; Engine Block; Piston; Al-Si Alloys; CGI
2. 論文要旨 (Abstract):
自動車は年々、ますます洗練されてきています。メーカーは、高い強度重量比を持つ様々な材料を使用することで、自動車の縁石重量を削減するために最善を尽くしてきました。自動車のさまざまな部品は、NCAPによって設定された高い基準に準拠するために、以前よりもはるかに強力に作られています。そのため、自動車メーカーは、自動車の部品を製造するための新しく革新的な方法を考え出すことを迫られています。私たちの論文は、自動車部品の製造に使用される様々な鋳造プロセスを取り上げ、また、コンポーネントの製造に使用される様々な材料にも触れています。議論される鋳造法は、グリーンサンド鋳造、遠心鋳造、ロストフォーム鋳造、ダイカスト、スクイズ鋳造です。本稿では、各コンポーネントに最も適した材料について議論し、各プロセスの長所と短所について簡単に説明します。
3. 緒言 (Introduction):
鋳造とは、特定の寸法の金型に液体金属を注ぎ込み、目的の形状を得るプロセスです。鋳造は、コスト効率が高く、寸法精度の高い部品を製造するため、産業界で好まれています。鋳造はほとんどの金属を使用して行うことができますが、最も主に使用される金属は鉄、アルミニウム、鋼、および銅ベースの合金です。
4. 研究概要:
研究トピックの背景:
自動車はますます複雑化し、メーカーは高強度重量比を持つ材料を用いて軽量化を図りつつ、NCAPなどの安全基準を満たすために部品の強度を高める必要があります。これにより、革新的な製造方法が求められています。
従来の研究状況:
本稿はレビュー論文であり、グリーンサンド鋳造、遠心鋳造、ロストフォーム鋳造、ダイカスト、スクイズ鋳造といった、自動車産業で確立された様々な鋳造技術の現状と特徴をまとめています。
研究目的:
自動車部品の製造に使用される様々な鋳造プロセスと材料をレビューし、各プロセスの長所と短所を議論することで、各部品に最も適した手法を明らかにすること。
中核となる研究:
5つの主要な鋳造法(グリーンサンド、遠心、ロストフォーム、ダイカスト、スクイズ)の比較分析を行い、それぞれのプロセスで一般的に使用される材料(ねずみ鋳鉄、CGI、Al-Si合金など)と、その適用例(エンジンブロック、ピストンなど)について詳述しています。
5. 研究方法
研究デザイン:
本研究は、自動車産業における鋳造法と使用材料に関する既存の文献や知見を統合し、比較分析を行う文献レビューです。
データ収集と分析方法:
特定の実験データ収集ではなく、公開されている研究論文、技術報告書、業界標準などを基に、各鋳造プロセスの原理、利点、欠点、材料適合性に関する情報を体系的に整理し、比較検討を行っています。
研究のトピックと範囲:
研究範囲は、自動車部品の製造に適用される主要な鋳造プロセスに限定されています。特に、エンジンブロック、ピストン、シリンダーヘッドなどの主要コンポーネントに焦点を当て、それぞれの製造に適したプロセスと材料について考察しています。
6. 主要な結果:
主要な結果:
- グリーンサンド鋳造: 設計の自由度が高く低コストだが、寸法精度が低く、表面仕上げが粗い。
- 遠心鋳造: 介在物や空洞のない高密度な部品を製造できるが、形状が円筒形に限定されやすい。
- ロストフォーム鋳造: 複雑で薄肉の形状が可能で寸法精度も高いが、プロセス制御が重要。
- ダイカスト: 高い生産性、寸法精度、表面仕上げを誇るが、金型コストが高く、設計が難しい。
- スクイズ鋳造: 鋳巣が少なく機械的特性に優れた部品を製造でき、大量生産に適している。
図表リスト:
- Fig. 1. Aluminium Die Cast Parts.
- Fig. 2. Flow chart of manufacturing of MMC pistons using squeeze casting.
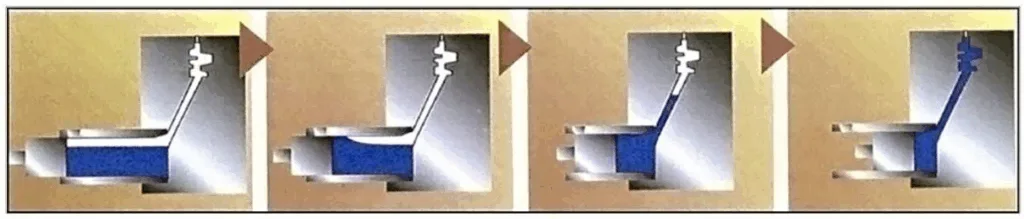
- Fig. 3. The process of squeeze casting. (a) Initial poring of molten metal; (b) Plunger moving; (c) Plunger moving to reach the gate of molten metal; (d) Plunger moving to completely filling of die cavity.
- Table 1. Differences in mechanical properties of CGI and Grey cast iron
- Table 2. Typical die temperatures and life of Al and Mg [16]
7. 結論 (Conclusion):
本稿では、自動車産業で最も具体的に使用される鋳造プロセスについて議論し、特定の部品の鋳造に最も適したプロセスの包括的な評価を試みました。この評価の過程で、ダイカストは、その高いコストにもかかわらず、ほとんどの自動車部品の鋳造において普遍的な用途を見出していることがわかりました。グリーンサンド鋳造のような他のプロセスは、寸法精度や表面仕上げの要求が低い部品を鋳造するための安価な代替手段として使用できます。鋳造される部品の要件に基づき、本稿で明らかにされた材料およびプロセスパラメータを持つ特殊なプロセスを使用することができます。
8. 参考文献 (References):
- [1] H. Nguyen, "Manufacturing Processes and Engineering Materials Used in Automotive Engine Block," Mater. Sci. Eng. Sect. B, EGR250, pp. 11-23, 2005.
- [2] A. V. Adedayo, "Effects of addition of iron (Fe) filings to green moulding sand on the microstructure of grey cast iron," J. Brazilian Soc. Mech. Sci. Eng., vol. 32, no. 2, pp. 171-175, 2010.
- [3] D. Anantha Padmanaban and G. Kurien, "Silumins: The automotive alloys," Adv. Mater. Process., vol. 170, no. 3, pp. 28–30, 2012.
- [4] G. Chirita, D. Soares, and F. S. Silva, "Advantages of the centrifugal casting technique for the production of structural components with Al-Si alloys," Mater. Des., vol. 29, no. 1, pp. 20–27, 2008.
- [5] N. Periyasamy, "Thermal Analysys and Material Optimization of Piston in IC Engine," no. 3, pp. 1132-1144, 2018.
- [6] Q. Bakhsh, D. Ali, A. Ahmed, M. S. Wahab, K. Kamarudin, and A. A. Raus, "Mechanical Properties, Material and Design of the Automobile Piston: An Ample Review," Indian J. Sci. Technol., vol. 9, no. 36, pp. 5-11, 2016.
- [7] P. Scarber, H. Littleton, and A. Druschitz, "Preliminary Study of Compacted Graphite Iron Engine Blocks Produced by the Lost Foam Casting Process," AFS Trans, pp. 881-890, 2009.
- [8] R. Colás, J. Talamantes-Silva, S. Valtierra, F. Morales, and A. J. Pérez-Unzueta, "Cast-In Hypereutectic Aluminum Liners for Engine-Blocks," J. Manuf. Sci. Eng., vol. 131, no. 1, p. 014502, 2009.
- [9] M. Javidani and D. Larouche, "Application of cast Al-Si alloys in internal combustion engine components," Int. Mater. Rev., vol. 59, no. 3, pp. 132-158, 2014.
- [10] E. Aguirre-De La Torre, U. Afeltra, C. D. Gómez-Esparza, J. Camarillo-Cisneros, R. Pérez-Bustamante, and R. Martínez-Sánchez, "Grain refiner effect on the microstructure and mechanical properties of the A356 automotive wheels," J. Mater. Eng. Perform., vol. 23, no. 2, pp. 581-587, 2014.
- [11] B. Zhang, S. L. Cockcroft, D. M. Maijer, J. D. Zhu, and A. B. Phillion, "Casting defects in low-pressure die-cast aluminum alloy wheels," Jom, vol. 57, no. 11, pp. 36-43, 2005.
- [12] M. V. Kevorkijan, "MMCs for automotive applications," Am. Ceram. Soc. Bull., vol. 77, no. 12, pp. 53-59, 1998.
- [13] S. W. Youn, C. G. Kang, and P. K. Seo, "Thermal fluid/solidification analysis of automobile part by horizontal squeeze casting process and experimental evaluation," J. Mater. Process. Technol., vol. 146, no. 3, pp. 294-302, 2004.
- [15] Wu Shenqing and Li Jun, "Application of ceramic short fiber reinforced Al alloy matrix composites on piston for internal combustion engines."
- [16] Schrader, George F, Elshennawy, Ahmad K, Doyle, Lawrence E, "Manufacturing processes and materials", SME, p.186, ISBN 978-0-87263-517-3.
専門家Q&A:技術的な疑問にお答えします
Q1: 論文では、ダイカストはアルミニウムと亜鉛に最適であると述べられています。なぜこれらの材料が多くの自動車部品で従来の鋳鉄よりも好まれるのですか?
A1: 論文によると、亜鉛とアルミニウムのダイカスト製品は、鋼鉄部品の約3分の1の重量であり、良好な熱特性を持つため人気があります。特にAl-Si合金は、高い強度重量比と高い熱伝導率を持つため頻繁に使用され、これはシリンダーヘッドのようなコンポーネントにとって極めて重要です。
Q2: 表2では、アルミニウム(1,000,000サイクル)とマグネシウム(100,000サイクル)の金型寿命に大きな差が示されています。論文ではその理由が説明されていますか?
A2: 論文は参考文献[16]からこのデータを表2に示していますが、金型寿命が10倍異なる理由についての詳細な説明は提供していません。アルミニウム用の金型温度が288°C、マグネシウム用が260°C、また鋳造温度がそれぞれ660°Cと760°Cと異なることが記載されており、これらが要因である可能性はありますが、直接的な因果関係については議論されていません。
Q3: グリーンサンド鋳造によるエンジンブロック製造において、ねずみ鋳鉄とアルミニウム合金を使用する際の主要なトレードオフは何ですか?
A3: 論文によれば、ねずみ鋳鉄は低コスト、良好な機械的特性、高い耐摩耗性から好まれます。しかし、その大きなトレードオフは、強度が低く変形しやすい点です。対照的に、319のようなアルミニウム合金は、現代の軽量なエンジンブロックに求められる高い強度重量比を提供するために使用されます。
Q4: 論文ではエンジンブロック製造のためのロストフォーム鋳造について議論しています。本文で述べられているように、このプロセスが「最も信頼性の高い技術」とされる理由は何ですか?
A4: 論文では、ロストフォーム鋳造は良好な寸法精度と表面仕上げを達成する上で非常に信頼性が高いと説明されています。このプロセスにより、薄肉で複雑な形状の鋳造が可能になります。その信頼性を支える重要な要素には、過剰な融合を避けるためのポリスチレンビーズの精密な加熱制御や、溶融金属による鋳型の破壊を防ぐための水性セラミック液体による鋳型アセンブリの強化が含まれます。
Q5: 遠心鋳造は、他の鋳造法と比較してどのように欠陥を低減するのに役立ちますか?
A5: 遠心鋳造では、凝固が外側から内側へと進行します。この指向性凝固は、中間壁の収縮や気孔のない部品を製造するのに役立ちます。さらに、遠心力によって密度の高い金属が外側に押しやられる一方、酸化物や硫化物のような低密度の不純物は内面に向かって浮き上がるため、高い冶金学的清浄度を持ち、介在物のない鋳造品が得られます。
結論:より高い品質と生産性への道
本レビューが示すように、自動車部品の製造には様々な自動車部品 鋳造法が存在し、それぞれに長所と短所があります。しかし、高い生産量、精密な寸法、そして軽量化が同時に求められる現代の自動車部品、特にAl-Si合金を用いた複雑形状部品の製造においては、ダイカストが依然として主要な解決策であることが明らかです。適切なプロセスと材料の選択が、最終製品の品質とコストを決定する鍵となります。
CASTMANでは、業界の最新の研究成果をお客様の生産性と品質の向上に役立てることに尽力しています。本稿で議論された課題がお客様の事業目標と一致する場合、これらの原則をお客様のコンポーネントにどのように実装できるか、ぜひ当社のエンジニアリングチームにご相談ください。
著作権情報
- このコンテンツは、[Madhav Goenka氏ら]による論文「[Automobile Parts Casting-Methods and Materials Used: A Review]」を基にした要約・分析です。
- 出典: [https://www.sciencedirect.com/science/article/pii/S221478531934149X]
本資料は情報提供のみを目的としています。無断での商業利用は禁じられています。
Copyright © 2025 CASTMAN. All rights reserved.