レーザークラッディング技術による高圧ダイカスト金型の寿命延長と性能向上
このテクニカルブリーフは、Janette Brezinová氏とMiroslav Džupon氏によって執筆され、「INTERNATIONAL SCIENTIFIC JOURNAL "MACHINES. TECHNOLOGIES. MATERIALS"」(2023年)に掲載された学術論文「Renovation of moulds for high-pressure casting of aluminium by laser cladding」に基づいています。HPDC(ハイプレッシャーダイカスト)の専門家のために、株式会社STI C&Dのエキスパートが要約・分析しました。

キーワード
- 主要キーワード: レーザークラッディングによる金型補修
- 副次キーワード: 高圧ダイカスト, アルミニウム合金, 金型摩耗, 表面改質, 微細構造解析, 接触角, 金型寿命
エグゼクティブサマリー
- 課題: 高圧ダイカスト(HPDC)で使用される金型は、高温・高圧の過酷な環境により、熱疲労や機械的ストレスによる摩耗や亀裂が避けられません。これにより金型寿命が短縮し、交換や補修に多大なコストが発生します。
- 手法: 摩耗した金型(工具鋼1.2343、Dievar)の補修技術として、レーザークラッディングを適用。3種類の異なる溶加材(Dievar, Dratec, UTPA 702)を用いて肉盛り溶接を行い、その微細構造、硬度、さらに離型剤との濡れ性を評価しました。
- 重要なブレークスルー: 3種類の溶加材すべてにおいて、欠陥のない高品質なクラッド層の形成に成功しました。特に、補修後の表面にレーザーテクスチャリング(微細な凹凸加工)を施すことで、離型剤の保持性が向上し、金型の初期なじみ性(run-in)が改善される可能性が示されました。
- 結論: レーザークラッディングは、高圧ダイカスト金型の補修・再生に極めて有効な技術であり、金型寿命の延長と生産性向上に直接的に貢献する可能性を秘めています。
課題:なぜこの研究がHPDC専門家にとって重要なのか
高圧ダイカストは、自動車産業や航空宇宙産業において不可欠な製造プロセスです。しかし、670~710℃の溶融アルミニウムを高速・高圧で金型キャビティに射出するため、金型は極めて過酷な環境にさらされます。特に、金型表面は鋳造ごとに急激な温度変化(約400℃から700℃へ)による熱衝撃を受け、圧縮応力と引張応力が繰り返し発生します。
この結果、Figure 1で示されるように、熱疲労による微細な亀裂(ヒートチェック)が発生し、最終的には金型の損傷や鋳造品質の低下につながります。摩耗した金型は、生産性を維持するために補修または交換が必要となり、これはメーカーにとって大きなコスト負担となります。この研究は、レーザークラッディングという先進的な補修技術を用いて、この根本的な課題に対する効果的かつ経済的な解決策を提示するものです。
アプローチ:研究手法の解明
この研究では、高圧ダイカスト金型の補修効果を定量的に評価するため、以下の体系的なアプローチが取られました。
- 基材: 実際の金型で広く使用されている工具鋼 グレード1.2343(Dievar)を試験片として使用。
- 補修技術: TruDisk 4002ソリッドステートディスクレーザーとBEO D70集光光学系を用いたレーザークラッディング(レーザー肉盛り溶接)を採用。
- 溶加材(フィラー材): 特性の異なる3種類のワイヤー材を評価。
- Mat.No.1.2343 (Dievar): 基材と共金の材料。
- Mat.No.1.6356 (Dratec): Co-Ni基の耐熱・耐摩耗合金。
- Mat.No.1.6356 (UTPA 702): Co-Ni基の耐熱・耐摩耗合金。
- 評価手法:
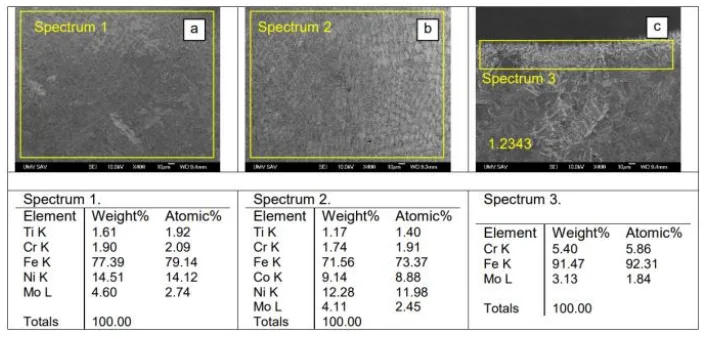
- 微細構造解析: 光学顕微鏡および走査型電子顕微鏡(SEM)を用いて、クラッド層の断面組織、欠陥の有無、合金元素の分布(EDX分析)を調査。
- 硬度測定: ビッカース硬度計を用いて、クラッド層の表面から内部にかけての硬度分布を測定。
- 表面濡れ性評価: 補修面にレーザーで微細なテクスチャを付与し、離型剤(SafetyLube 7815)との接触角を測定。これにより、実際の鋳造サイクルを模した条件下での潤滑性能を評価。
ブレークスルー:主要な研究結果とデータ
本研究により、レーザークラッディングによる金型補修の有効性を示す、いくつかの重要な知見が得られました。
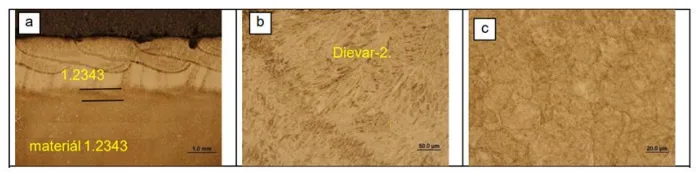
- 発見1:高品質なクラッド層の形成 3種類の溶加材すべてにおいて、溶接欠陥や密着不良のない、健全なクラッド層が形成されました。Figures 2, 3, 4 に示されるように、クラッド層は指向性のある凝固組織を持ち、基材との境界部も良好な状態でした。これは、レーザークラッディングが信頼性の高い補修技術であることを示しています。
- 発見2:溶加材による硬度特性の違い 硬度測定の結果、溶加材によって異なる特性が確認されました(Figure 8)。
- Dievarクラッド層は、表面で約600 HV0.5、表層直下で最大700 HV0.5という高い硬度を示しました。
- DratecおよびUTPA 702クラッド層は、表面硬度は約400 HV0.5と比較的低いものの、深さ1.6mm付近で600-700 HV0.5まで硬度が上昇しました。これにより、耐摩耗性と靭性のバランスを考慮した材料選定が可能になります。
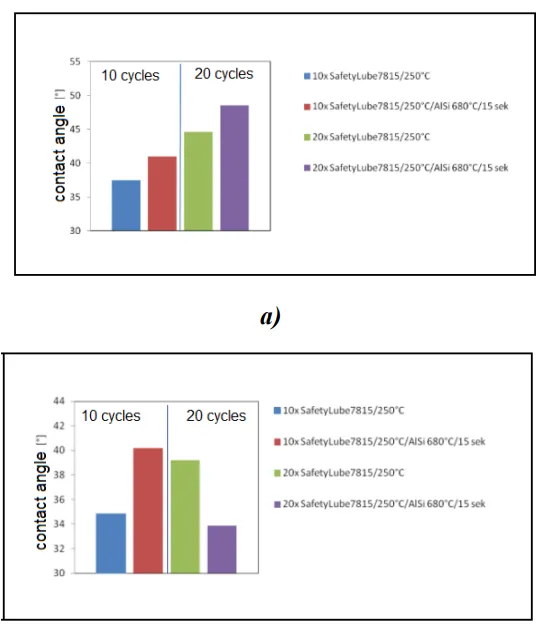
- 発見3:表面テクスチャリングによる潤滑性の向上 補修面にレーザーで微細な凹凸(テクスチャ)を付与し、離型剤の濡れ性を評価したところ、興味深い結果が得られました(Figure 9)。加熱と離型剤の塗布を繰り返すことで、接触角が変化しました。これは、テクスチャが離型剤を効果的に保持し、特に金型交換後や補修後の初期なじみ工程(run-in)において、安定した潤滑膜を形成するのに役立つことを示唆しています。
HPDCオペレーションへの実践的な示唆
この研究成果は、実際の製造現場におけるプロセス改善に直接応用できる可能性を秘めています。
- プロセスエンジニアへ: レーザークラッディングは、金型補修の信頼できる選択肢です。摩耗の種類や部位に応じて、Dievar(高硬度)やDratec/UTPA 702(内部が高硬度)といった異なる特性を持つ溶加材を使い分けることで、補修効果を最大化できる可能性があります。
- 品質管理担当者へ: 本研究で示された微細構造(Figures 5, 6, 7)や硬度プロファイル(Figure 8)は、補修された金型の品質保証基準として活用できます。これにより、補修品質のばらつきを抑え、安定した生産を実現できます。
- 金型設計・メンテナンス担当者へ: 補修後のレーザー表面テクスチャリングは、離型剤の効果を最大限に引き出すための新しいアプローチです。Figure 9の結果は、潤滑性を改善し、鋳造欠陥(焼き付きなど)を低減させ、メンテナンス間隔を延長できる可能性を示唆しています。
論文詳細
Renovation of moulds for high-pressure casting of aluminium by laser cladding
1. 概要:
- 論文名: Renovation of moulds for high-pressure casting of aluminium by laser cladding
- 著者: Janette Brezinová, Miroslav Džupon
- 発表年: 2023
- 発表媒体: INTERNATIONAL SCIENTIFIC JOURNAL "MACHINES. TECHNOLOGIES. MATERIALS"
- キーワード: LASER CLADDING, DIE CASTING, CASTING DIES, ALUMINIUM, CONTACT ANGLE
2. 論文要旨:
本稿は、アルミニウム合金を用いた高圧鋳造用金型の摩耗分析に焦点を当てた研究結果を提示する。アルミニウム合金の高圧鋳造用金型部品を修理・再生するため、硬度44-48 HRCに調整された寸法150x130x30 mmのグレード1.2343(Dievar)基材上に実験的な溶接サンプルを作成した。表面処理には、BEO D70集光光学系を備えたTruDisk 4002ソリッドステートディスクレーザーを使用した。追加材料として、Mat.No.1.2343(Dievar)、Mat.No.1.6356(Dratec)、およびMat.No.1.6356(UTPA 702およびNIFIL NiCu7/Dievar)ワイヤーが使用された。溶接部の断面における微細構造の検査には光学顕微鏡技術が用いられた。微小硬度測定は、500gの荷重をかけたビッカース圧子を用い、圧痕間の相互インデンテーション距離を0.4mmとして実施した。
3. 序論:
高圧ダイカストは、主に自動車産業や航空宇宙産業で使用される部品の製造に用いられるプロセスである。この技術は、670~710℃のアルミニウムとその合金を、高速(30~100 m/s)かつ高圧(70~120 MPa)で金型キャビティに射出するものである。このプロセスでは、金型表面への離型剤の塗布、金型の開閉、そして鋳物の凝固(結晶化)といった複数のステップが含まれる。金型は鋳造前に400℃に予熱されるが、約700℃の溶融アルミニウムが接触する際に大きな温度勾配が生じる。この熱サイクルにより、金型表面には圧縮応力と引張応力が繰り返し作用し、Figure 1 に示すような亀裂の発生と伝播といった劣化メカニズムが引き起こされる。摩耗した金型は再生が必要となり、その選択肢の一つとしてクラッディング(肉盛り)技術がある [1-8]。
4. 研究の概要:
研究トピックの背景:
高圧ダイカスト金型は、高温、高圧、急激な熱サイクルという過酷な条件下で使用されるため、熱疲労による亀裂や摩耗が避けられない。これにより金型寿命が制限され、生産コストが増大する。この問題を解決するため、レーザークラッディングによる金型の補修・再生技術が注目されている。
従来研究の状況:
金型補修には様々な溶接技術が用いられてきたが、レーザークラッディングは入熱が少なく、熱影響部(HAZ)を最小限に抑えられるため、精密な金型の補修に適しているとされる。多くの研究[1-8]でその有効性が示唆されているが、異なる溶加材を用いた場合の特性比較や、補修後の表面機能性(潤滑性など)に関する詳細な評価はまだ十分ではない。
研究の目的:
本研究の目的は、レーザークラッディング技術を用いて高圧ダイカスト用金型を補修し、3種類の異なる溶加材(Dievar, Dratec, UTPA 702)で形成されたクラッド層の品質を評価することである。具体的には、微細構造、硬度分布、および実際の使用環境を模した条件下での表面濡れ性(潤滑性)を分析し、最適な補修方法を明らかにすることを目指す。
中核研究:
研究の中核は、1.2343(Dievar)鋼基材上に3種類の溶加材を用いてレーザークラッド層を形成し、その物理的・機械的特性を比較評価することにある。光学・電子顕微鏡による組織観察、EDXによる元素分析、ビッカース硬度測定、そしてレーザーテクスチャリングを施した表面での接触角測定を通じて、クラッド層の品質と機能性を多角的に検証した。
5. 研究手法
研究デザイン:
硬度44-48 HRCの1.2343(Dievar)鋼板を基材とし、その上に3種類の溶加材(Dievar, Dratec, UTPA 702)をレーザークラッディング法で肉盛りした。各サンプルについて、微細構造、硬度、表面濡れ性を評価し、比較分析を行った。
データ収集と分析方法:
- レーザークラッディング: TruDisk 4002レーザーを使用。溶加材ごとにレーザー出力、走査速度などのパラメータを最適化した。
- 微細構造分析: 断面サンプルを研磨・エッチング後、光学顕微鏡およびSEM-EDXを用いて組織観察と元素マッピングを実施。
- 硬度測定: ビッカース硬度計を使用し、荷重500g、圧痕間隔0.4mmで表面から深さ方向への硬度プロファイルを取得。
- 濡れ性試験: 補修面にレーザーでランダムなテクスチャを付与。250℃に加熱後、離型剤(SafetyLube 7815)を塗布し、接触角を測定。さらに、680℃の溶融アルミニウムに15秒間浸漬するサイクルを繰り返し、潤滑膜の耐久性を評価した。
研究対象と範囲:
研究対象は、アルミニウム合金の高圧ダイカスト用金型の補修を想定したレーザークラッド層である。範囲は、クラッド層の形成、その微細構造と機械的特性(硬度)の評価、および表面改質による潤滑性の評価に限定される。
6. 主要な結果:
主要な結果:
- 微細構造: 3種類の溶加材すべてにおいて、欠陥のない健全なクラッド層が形成された(Figures 2, 3, 4)。Dievarクラッドでは均一な合金分布が確認された(Figure 5)。UTPA 702とDratecでは、1層目と2層目でCoとNiの濃度に若干の違いが見られた(Figures 6, 7)。
- 硬度: Dievarクラッドは表面で約600 HV0.5の高い硬度を示した。一方、DratecとUTPA 702は表面硬度が約400 HV0.5と低いが、内部(深さ1.6-2.0 mm)で600-700 HV0.5まで上昇する硬度プロファイルを示した(Figure 8)。
- 濡れ性: 離型剤(SafetyLube 7815)の接触角は、塗布サイクル数や溶融アルミへの浸漬によって変化した。レーザーテクスチャリングを施した表面では、離型剤が効果的に保持されることが示唆された(Figure 9)。
図の名称リスト:
- Fig. 1 Initiation and propagation of cracks due to thermal gradient of the mould surface
- Fig. 2 Material 1.2343-Dievar, a) disposition; b) detail of the outline; c) background material
- Fig. 3 Material 1.6356 - UTPA 702, a) disposition; b) detail of HAZ and construction material; c) detail of HAZ
- Fig. 4 Material 1.6356 - Dratec, a) disposition; b) TOZ detail and melting zone; c) detail of HAZ
- Fig. 5 Microstructure of material 1.2343; a) 2nd layer of clad; b) 1st layer of clad; c) HAZ
- Fig. 6 Microstructure of material 1.6356-UTPA 702; a) 2nd layer of clad; b) 1st layer of clad; c) HAZ
- Fig. 7 Microstructure of material 1.6356-Dratec; a) 2nd layer of clad; b) 1st layer of clad; c) HAZ
- Fig. 8 Microhardness from surface, indentation distance 0,4 mm; a) material 1.2343 - Dievar; b) material 1.6356 - Dratec; c) material 1.6356 - UTP 702 A
- Fig. 9 Contact angle vs. number of spray cycles lubricant Safety Lube 7815. a) Surface Punch + texture random, b) Surface Dievar + laser random + duplex NaCRo4 coat
7. 結論:
本稿では、3種類の溶加材(DIEVAR, DRATEC, UTPA702)を用いたレーザークラッディング技術による金型補修の品質を評価した。結果として、クラッド層は均一な合金分布を持ち、高い構造品質を示すことが確認された。また、表面テクスチャリングの適用は、特に金型の初期なじみ工程において、円滑な潤滑を確保する可能性を提供する。今後の研究では、溶融アルミニウムによる高温腐食条件下での溶接部の品質評価に焦点を当てる予定である。
8. 参考文献:
- M. Sadeghian, M. Shamanian, A. Shafyei:. Materials & Design 60 (2014), pp. 678-684.
- L. Binglin, J. Y. Richard Liew, A. L. Hoang: Engineering Structures 200 (2019), pp. 256-263.
- A. Behera: Materials Today: Proceedings (2020), pp. 1-5.
- C. Zhu, J. Cheon, X. Tang, S. Na, F. Lu, H. Cui Effect of swing arc on molten pool behaviors in narrow-gap GMAW of 5083 Al-alloy J. Mater. Process. Technol., 259 (2018), pp. 243-258
- D. Chen, M. Chen, C. Wu Effects of phase difference on the behavior of arc and weld pool in tandem P-GMAW J. Mater. Process. Technol., 225 (2015), pp. 45-55
- K. Wu, T. Yin, N. Ding, M. Zeng, Z. Liang Effect of phase on the behavior of metal transfer in double-wire pulsed GMAW Int. J. Adv. Manuf. Technol., 97 (2018), pp. 3777-3789
- K. Wu, N. Ding, T. Yin, M. Zeng, Z. Liang Effects of single and double pulses on microstructure and mechanical properties of weld joints during high-power double-wire GMAW J. Manuf. Process., 35 (2018), pp. 728-734
- J. Chen, Y. Zhang, C. Wu, G. Padhy Suppression of undercut defects in high-speed GMAW through a compound magnetic field J. Mater. Process. Technol., 274 (2019), p. 116288
結論と次のステップ
この研究は、CFD(計算流体力学)ではなく、HPDC(高圧ダイカスト)における金型補修技術を扱っていますが、その知見は製造プロセスの改善に貴重なロードマップを提供します。研究結果は、品質向上、欠陥削減、生産最適化に向けた、データに基づいた明確な道筋を示しています。
株式会社STI C&Dは、最先端の産業研究を応用し、お客様の最も困難な技術的課題を解決することに尽力しています。このホワイトペーパーで議論された課題がお客様の研究目標と一致する場合、これらの先進的な原則をお客様の研究に適用する方法について、ぜひ当社のエンジニアリングチームにご相談ください。
専門家によるQ&A:
- Q1: この研究の主な目的は何でしたか?
- A1: この研究の主な目的は、アルミニウム高圧ダイカスト用金型の補修におけるレーザークラッディング技術の有効性を調査し、異なる溶加材で形成された補修層の特性を分析することでした。(出典: Abstract, Introduction)
- Q2: 補修にはどの材料がテストされましたか?
- A2: 基材として1.2343(Dievar)鋼が使用されました。クラッディング用の溶加材として、Mat.No.1.2343(Dievar)、Mat.No.1.6356(Dratec)、およびMat.No.1.6356(UTPA 702)の3種類が評価されました。(出典: Abstract, Experimental methodology and materialセクション)
- Q3: レーザークラッディングによって補修部に欠陥は生じましたか?
- A3: いいえ。光学顕微鏡および電子顕微鏡による分析の結果、溶接部には欠陥や密着不良は見られませんでした。肉盛り部(build zone)および熱影響部(HAZ)も健全な状態でした。(出典: Results and discussionセクション、Figure 2, 3, 4のデータにより裏付け)
- Q4: 補修された表面の硬度はどのように異なりましたか?
- A4: Dievarで補修したクラッド層は表面で約600 HV0.5の高い硬度を示しました。一方、DratecおよびUTPA 702で補修した層は表面硬度が約400 HV0.5と比較的低いものの、深さ1.6~2.0 mmの位置で硬度が600~700 HV0.5まで上昇しました。(出典: Hardness of claddsセクション、Figure 8のデータにより裏付け)
- Q5: 接触角の測定は何を意味するのですか?
- A5: 接触角の測定は、補修・テクスチャリングされた表面と離型剤(SafetyLube 7815)との濡れ性を評価するために行われました。Figure 9に示される結果は、新品または再生された金型に必要な離型剤の最適塗布回数を決定するのに役立ちます。これは、鋳造品の焼き付きを防ぎ、円滑な初期なじみプロセスを確保する上で非常に重要です。(出典: Verification of surface wettability...セクション)
著作権
- この資料は、Janette Brezinová氏およびMiroslav Džupon氏による論文「Renovation of moulds for high-pressure casting of aluminium by laser cladding」を分析したものです。
- 論文の出典: WEB ISSN 1314-507X; PRINT ISSN 1313-0226
- この資料は情報提供のみを目的としています。無断での商業利用は禁じられています。
- Copyright © 2025 CASTMAN. All rights reserved.