引け巣は悪者か?鋳造アルミの疲労寿命を左右する真の要因とは
本技術概要は、[Yakub Tijani, Andre Heinrietz, Wolfram Stets, Patrick Voigt]によって執筆され、[Metallurgical and Materials Transactions] ([2013])に掲載された学術論文「[Detection and influence of shrinkage pores and non-metallic inclusions on fatigue life of cast aluminum alloys]」に基づいています。
キーワード
- 主要キーワード: 鋳造アルミニウムの疲労寿命
- 副次キーワード: 引け巣, 非金属介在物, 疲労強度, X線CT, 欠陥評価
エグゼクティブサマリー
- 課題: 鋳造アルミニウム部品に存在する引け巣などの欠陥は疲労寿命を低下させますが、単に欠陥の体積を測定するだけでは、その影響を正確に評価するには不十分です。
- 手法: 制御された量の引け巣と酸化物を含むアルミニウム合金(EN AC-AlSi8Cu3およびEN AC-AlSi7Mg0.3)の試験片を作製し、X線CTと定量的金属組織学を用いて欠陥を分析後、疲労試験を実施しました。
- 重要なブレークスルー: 欠陥の体積だけでなく、その位置、サイズ、形状を考慮して疲労寿命を計算するパラメトリックモデルを実装し、実験結果と高い相関性を持つ予測を可能にしました。
- 結論: 鋳造品の構造的耐久性を正確に予測するためには、欠陥の体積だけでなく、その位置、サイズ、形状を含む包括的な評価が不可欠です。
課題:なぜこの研究がHPDC専門家にとって重要なのか
自動車用途で使用されるアルミニウム鋳造品の多くは、高い機械的サイクル荷重に耐える必要があります。しかし、アルミニウム合金の溶解および鋳造プロセス中に、引け巣や非金属介在物(酸化物スキンなど)といった様々な欠陥が生成されることは避けられません。これらの欠陥は微細構造の不連続性を引き起こし、鋳造品の構造的耐久性に悪影響を及ぼします [1, 2]。
特に、凝固時の溶存ガスの放出と関連して発生する引け巣は代表的な欠陥です [3, 4]。従来、これらの欠陥の定量的評価は、疲労寿命の数値解析において十分に考慮されてきませんでした。また、画像解析による金属組織学的調査は標準的なツールですが、複数の欠陥を同時に識別することは多くの市販ソフトウェアでは困難でした。この研究は、これらの欠陥、特に引け巣が疲労寿命に与える影響をより深く、より正確に定量化するという業界の長年の課題に取り組むものです。
アプローチ:研究手法の解明
この研究の前提条件は、定義された欠陥量と体積を持つ試験サンプルを再現性よく製造することでした。
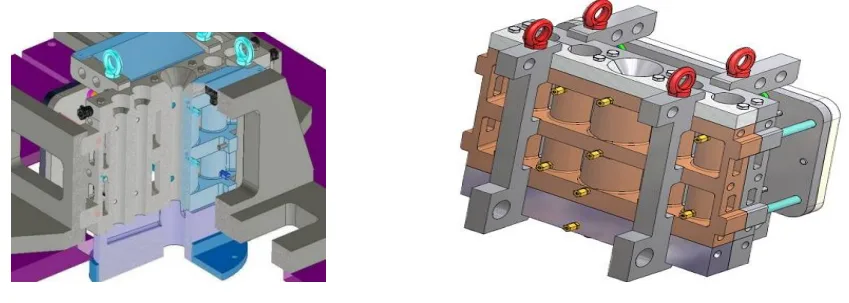
- 金型の設計: 研究者らは、定義された凝固条件と引け巣の生成を可能にするため、加熱・冷却装置を備えた永久金型を設計しました。この金型は、低圧ダイカストおよび重力鋳造用に設計されました(図1)。
- 鋳造試験: EN AC-AlSi8Cu3およびEN AC-AlSi7Mg0.3合金を使用し、低圧ダイカスト法で試験片を鋳造しました(表1)。溶湯の清浄度や不純物の添加により、異なるレベルの気孔率や非金属介在物を持つサンプルを作製しました。
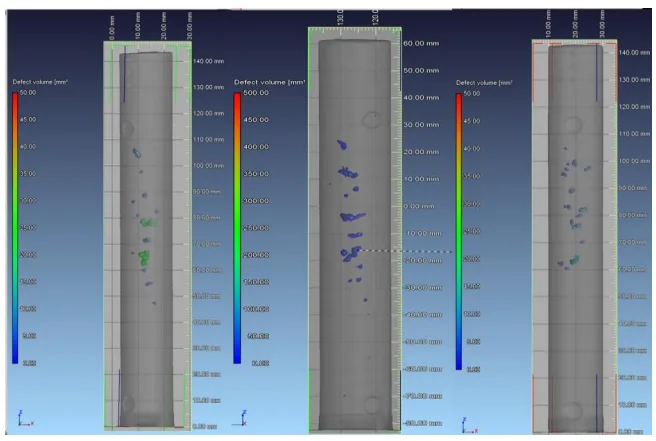
- 欠陥の分類: 合計1092本の鋳造サンプルすべてを、加速電圧420keVのX線コンピュータトモグラフィ(CT)で調査しました。これにより、直径0.1mm以上の気孔を検出できました。CTスキャンの結果(図2)に基づき、最大の引け巣体積に応じてサンプルを3つのグループ(PV < 0.5mm³、0.5 – 2 mm³、2 – 4 mm³)に分類し、疲労試験用に16%の試験片を選び出しました。
- 疲労試験: 選ばれた試験片(図3)に対し、25kNのサーボ油圧式試験機を使用し、応力比R=-1、試験周波数80Hzの完全両振り定振幅軸方向荷重下で応力制御試験を実施しました。
ブレークスルー:主要な発見とデータ
本研究は、鋳造欠陥が疲労寿命に与える影響について、従来の理解を覆すいくつかの重要な発見を明らかにしました。
発見1: 気孔体積だけでは疲労寿命を規定できない
疲労試験の結果、欠陥を持つ試験片のS-N線図は、基準材と比較して大幅な疲労強度の低下と大きなばらつきを示しました。図6に示すように、AlSi8Cu3とAlSi7Mg0.3の両合金において、N=10⁷での疲労強度はそれぞれ40%と85%の低下が観察されました。しかし、より重要な発見は、最大の気孔体積に基づいて分類された3つのグループ間で、S-N線図に有意な差が見られなかったことです(図7)。特にAlSi7Mg0.3では、3つのクラスの曲線が重なり合っており、気孔体積だけでは疲労寿命への影響を特徴づけるのに不十分であることが明確に示されました。
発見2: 疲労寿命を正確に予測するパラメトリックモデルの有効性
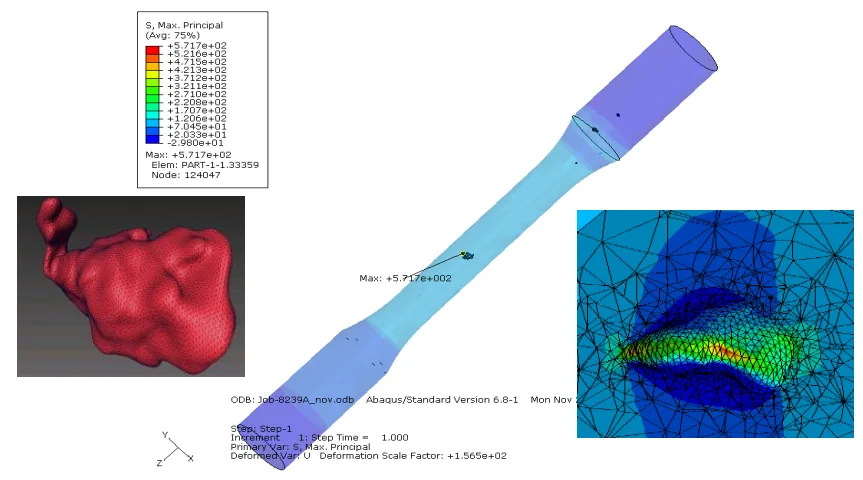
研究チームは、気孔のサイズ、形状、および表面からの距離を考慮してノッチ形状係数を決定するパラメトリック評価モデルを開発しました(式1)。このモデルは、CTスキャンから得られた気孔パラメータと線形弾性材料特性に基づいて、気孔を持つ試験片の疲労寿命を計算します(式2)。有限要素法(FEM)解析(図8)で計算されたノッチ形状係数(6.4)と、このパラメトリックモデルで計算された値(6.9)は非常に近い結果となりました。さらに、このモデルを用いて計算された疲労寿命と実験結果を比較したところ、図9に示すように、決定係数R²=0.9998という極めて高い相関関係が確認されました。これは、モデルが疲労寿命を非常に正確に予測できることを示しています。
研究開発および運用への実践的示唆
本研究の成果は、鋳造プロセスの様々な役割に対して、具体的で実行可能な知見を提供します。
- プロセスエンジニア向け: この研究は、金型の加熱・冷却による凝固条件の制御が、引け巣の生成に直接的な影響を与えることを示しています。特に、熱勾配が低い(供給が悪い)場合に引け巣が増加したことから、疲労寿命が重要な部品においては、精密な熱管理と凝固シミュレーションの重要性が再確認されました。
- 品質管理チーム向け: 図7のデータが示すように、単なる気孔体積による品質基準は、疲労性能を保証するには不十分です。今後は、X線CTなどの非破壊検査(NDT)において、欠陥の体積だけでなく、表面からの距離や形状といったパラメータを評価基準に加えることが、より信頼性の高い品質保証につながる可能性があります。
- 設計エンジニア向け: 開発されたモデル(式1)とFEM解析(図8)は、表面に近い欠陥ほど局所応力が高くなることを定量的に示しています。これは、設計の初期段階で、高い応力がかかる表面領域の肉厚を確保したり、形状を最適化したりすることの重要性を裏付けるものです。欠陥の位置が疲労寿命に大きな影響を与えるという事実は、設計上の考慮事項として極めて価値があります。
論文詳細
Detection and influence of shrinkage pores and non-metallic inclusions on fatigue life of cast aluminum alloys
1. 概要:
- Title: Detection and influence of shrinkage pores and non-metallic inclusions on fatigue life of cast aluminum alloys
- Author: Yakub Tijani¹, Andre Heinrietz¹, Wolfram Stets², Patrick Voigt²
- Year of publication: 2013
- Journal/academic society of publication: Metallurgical and Materials Transactions Volume 44A, Number 6
- Keywords: Aluminum, Shrinkage Pores, Fatigue Strength
2. Abstract:
本研究では、鋳造アルミニウム合金EN AC-AlSi8Cu3およびEN AC-AlSi7Mg0.3の試験片を、定義された量の引け巣と酸化物を含むように製造した。この目的のため、気孔を生成するための加熱・冷却装置を備えた永久金型が構築された。酸化物は溶湯の汚染によって生成された。試験片とその対応する欠陥分布は、X線コンピュータトモグラフィ(CT)および定量的金属組織学によってそれぞれ検査および定量化された。気孔と酸化物の同時画像解析のための特別な試験アルゴリズムが開発された。欠陥のあるサンプルは疲労試験によって検査された。引け巣の存在は疲労強度を低下させる。結果は、気孔体積だけでは引け巣が疲労寿命に与える影響を特徴づけるのに不十分であることを示している。CTスキャンから得られた気孔パラメータに基づく疲労寿命の計算のためのパラメトリックモデルが実装された。このモデルは、気孔の位置、サイズ、形状が疲労寿命の低下に与える複合的な影響を考慮している。
3. Introduction:
アルミニウム鋳造品のほとんどは、高い機械的サイクル荷重を必要とする自動車用途で使用されている。しかし、アルミニウム合金溶湯の製造および処理中に、様々な形態の数種類の欠陥が生成される。これらの欠陥は微細構造の不連続性につながり、製造された鋳造品の構造的耐久性に悪影響を及ぼす[1, 2]。鋳造欠陥の典型的な例は引け巣であり、これはしばしば凝固中の溶湯における溶存ガスの放出と相関している[3, 4]。別のタイプは非金属介在物(ほとんどの場合、酸化物スキン)であり、これは炉内の装入材または鋳型充填中に生成される[5]。これらの欠陥は、追加コストをかけずに製造中に完全に回避することはできない。さらに、疲労寿命の数値解析において定量的欠陥パラメータを考慮することは、現在の技術水準ではない。もう一つの問題は、Al鋳造品における内部欠陥の含有量と分布の定量的分析である。画像解析による金属組織学的調査は材料試験の標準的なツールであるが、ほとんどの市販ソフトウェアパッケージでは、複数の欠陥を同時に識別することは不可能である。
4. 研究の概要:
研究トピックの背景:
自動車産業などで使用される鋳造アルミニウム部品は、高い疲労性能が求められるが、製造過程で発生する引け巣や非金属介在物などの内部欠陥がその性能を著しく低下させる。
従来の研究の状況:
欠陥が疲労寿命に悪影響を与えることは知られているが、その影響を定量的に評価し、数値解析に組み込む手法は確立されていなかった。特に、欠陥の体積だけでなく、形状や位置などのパラメータを総合的に評価する必要性が指摘されていた。
研究の目的:
本研究の目的は、鋳造アルミニウム合金における引け巣および非金属介在物が疲労寿命に与える影響を検出し、定量化することである。特に、単なる欠陥体積だけでなく、欠陥の位置、サイズ、形状を考慮した疲労寿命予測モデルを構築し、その有効性を検証することを目的とする。
研究の核心:
制御された欠陥を持つ試験片を製造し、X線CTおよび画像解析で欠陥を詳細に caractérisation し、疲労試験を実施した。その結果に基づき、欠陥の幾何学的パラメータ(サイズ、形状、表面からの距離)を組み込んだパラメトリックモデルを開発し、実験的に得られた疲労寿命との高い相関性を実証した。
5. 研究方法
研究デザイン:
本研究は、実験的アプローチと数値モデリングを組み合わせたデザインを採用している。まず、制御された条件下で欠陥を含む試験片を製造し、非破壊検査(X線CT)および破壊検査(金属組織学、疲労試験)によって特性を評価した。次に、これらの実験データを用いて、疲労寿命を予測するためのパラメトリックモデルを構築・検証した。
データ収集と分析方法:
- 欠陥生成: 加熱・冷却装置付きの永久金型を使用し、凝固条件を制御することで、異なるレベルの引け巣を持つ試験片を製造した。
- 欠陥定量化: X線CTを用いて全サンプルの3次元的な欠陥分布を調査し、体積に基づいて分類した。また、自動画像解析アルゴリズムを開発し、金属組織学的断面から引け巣、ガス孔、酸化物を識別・定量化した。
- 疲労試験: サーボ油圧式試験機を用いて、応力制御による軸方向疲労試験を実施した。
- モデリング: CTスキャンデータから得られた気孔パラメータ(直径、面積、体積、表面からの距離)を用いて、ノッチ形状係数(Kt)を計算するパラメトリックモデル(式1)を適用し、疲労寿命(Npore)を予測した(式2)。
研究対象と範囲:
- 対象材料: 鋳造アルミニウム合金 EN AC-AlSi8Cu3 (T5熱処理) および EN AC-AlSi7Mg0.3 (T6熱処理)。
- 対象欠陥: 主に引け巣。非金属介在物(酸化物)も対象としたが、再現性のある生成が困難であったため、引け巣が中心となった。
- 範囲: 低圧ダイカスト法で製造された試験片に焦点を当て、実験結果とパラメトリックモデルによる予測の相関性を評価した。
6. 主要な結果:
主要な結果:
- 引け巣の存在は、基準材と比較して疲労強度を大幅に低下させる(AlSi8Cu3で40%、AlSi7Mg0.3で85%の低下@N=10⁷)。
- 疲労寿命への影響を評価する上で、気孔の総体積だけでは不十分である。異なる体積クラスのS-N線図に有意な差は見られなかった。
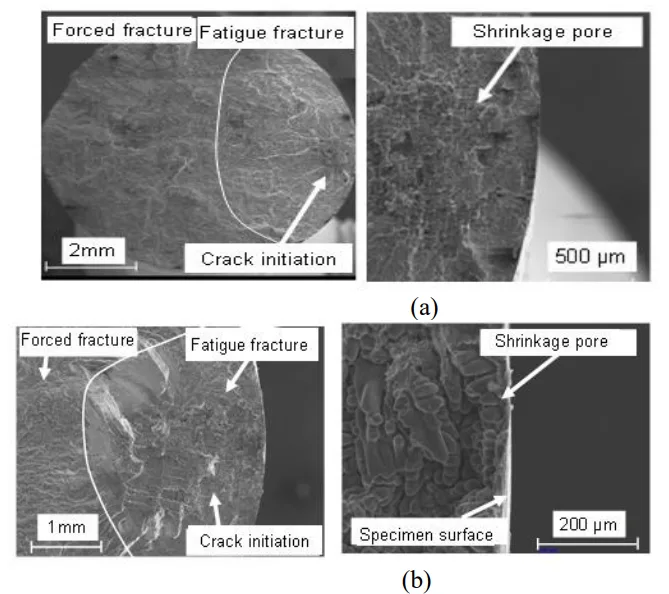
- 破面解析により、95%のケースで引け巣が亀裂の起点となっていた。AlSi8Cu3では96%が表面の欠陥から、AlSi7Mg0.3では69%が表面の欠陥から亀裂が開始した。この差はAlSi7Mg0.3の高い延性に起因すると考えられる。
- 気孔の位置、サイズ、形状を考慮したパラメトリックモデルは、実験的に得られた疲労寿命と極めて高い相関(R² = 0.9998)を示し、予測の有効性が確認された。
- FEM解析により、気孔の近傍、特に気孔と試験片表面の間の領域で最も高い応力が発生することが確認され、表面からの距離が重要なパラメータであることが裏付けられた。
Figure Name List:
- Figure 1. Designed permanent mold with downsprue and runner for (a) low pressure die casting and (b) gravity casting
- Figure 2: Reconstructed X-ray computer tomography (CT) for classification of shrinkage pores
- Figure 3. Specimen geometry for fatigue experiments
- Figure 4. Gas pores, shrinkage pores and oxide inclusions (skins) in Al cast samples (from left to right)
- Figure 5. Scanning Electron Microscope images of (a) AlSi8Cu3 and (b) AlSi7Mg0.3 specimens showing the fracture surface, location of crack initiation and the shrinkage pore that initiated the crack.
- Figure 6. S-N curves of specimens with pores (black) and reference material (red) for AlSi8Cu3 (a) and AlSi7Mg0.3 (b).
- Figure 7. S-N Curves of the specimens with different maximum pore volumes (PV) for AlSi8Cu3 (a) and AlSi7Mg0.3 (b).
- Figure 8. Finite element model of a specimen from AlSi7Mg0.3-T6 showing the pore with highest value of maximum principal stress
- Figure 9. Correlation between results of fatigue life from experimental investigations and the parameterized evaluation model
7. Conclusion:
本研究は、鋳造アルミニウム合金の微細構造の不均一性の形成を支配する物理的プロセスと、それらが材料の疲労寿命に与える影響について、より深い理解を提供する。疲労実験は、欠陥の存在が疲労強度を低下させることを示している。しかし、疲労実験の結果は、気孔体積だけでは材料の疲労特性に対する欠陥の影響を定量化するのに不十分であることを示している。実装されたパラメータモデルは、気孔のサイズ、形状、試験片表面からの距離、および合金の材料挙動を必要とする包括的な評価が必要であることを示した。実験的調査に加えて、パラメータモデルは、気孔が構造的耐久性の低下の主要な駆動力である工業用鋳物で見られる条件の範囲にわたって信頼性の高い予測を提供する。
8. References:
- [1] J.Z. Yi, Y.X. Gao, P.D. Lee, H.M. Flower, and T.C. Lindley, The effects of microstructure and defects on fatigue properties in cast A356 aluminium -silicon alloy, Fatigue and Fracture of Engineering Materials and Structures 27 (2004), S. 559 – 570
- [2] M.J. Couper, A.E. Neeson, and J.R. Griffiths, Casting Defects and the Fatigue Behaviour of an aluminium Casting Alloy, Fatigue Fract. Engng. Mater. Struct. Vol.13 (3), 1990, p 213-227
- [3] C.M. Sonsino and J. Ziese, Fatigue Strength and Applications of Cast Aluminium Alloys with different Degrees of Porosity, Int. J. Fatigue, Vol 15 (No. 2), 1993, p 75-84
- [4] J. Linder, M. Axelsson, and H. Nilsson, The influence of porosity on the fatigue life for sand and permanent mould cast aluminium, International Journal of Fatigue 28 (2006), S. 1752-1758
- [5] Q.G. Wang, C.J. Davidson, J.R. Griffiths, and P.N. Crepeau, Oxide Films, Pores and the Fatigue Lives of Cast Aluminum Alloys, Met. & Mat. Trans. B, Vol 37B, Dec 2006, 887-895
- [6] A. Velichko, Quantitative 3D Characterization of Graphite Morphologies in Cast Iron using FIB Microstructure Tomography, PhD Thesis, Univ. of Saarland, Germany, 2008, p 114-115
- [7] Q.G. Wang, D. Apelian, and D.A. Lados, Fatigue Behaviour of A356-T6 Aluminium Cast Alloys. Part 1. Effect of Casting Defects, Journal of Light Metals, Vol 1, 2001, p 73-84
- [8] Y. Tijani, A. Heinrietz, T. Bruder, and H. Hanselka, Quantitative Evaluation of Fatigue Life of Cast Aluminium Alloys by Non-Destructive Testing and Parameter Model, Conf. Proc., Mat. Sci. & Techn. 2011, Columbus OH, 2011
- [9] Abaqus/CAE, Finite Element Modeling, Visualization and Process automation, Dassault Systèmes (SIMULIA), USA.
専門家Q&A:あなたの疑問に答えます
Q1: なぜ金属組織学的解析のために、引け巣、ガス孔、酸化物を分類する特別なアルゴリズムを開発する必要があったのですか?
A1: 論文によると、ほとんどの市販ソフトウェアパッケージでは複数の欠陥タイプを同時に識別することが不可能だったためです。この研究では、形状係数や繊維の太さといった特徴に基づき、8人の専門家の知見を組み込んだ分類器を開発しました。これにより、3000個の欠陥を90%のヒット率で自動的に分離・定量化することが可能になり、より客観的で効率的な欠陥評価が実現しました。
Q2: 破面解析で、AlSi8Cu3合金では亀裂起点の96%が表面にあったのに対し、AlSi7Mg0.3合金では69%でした。この違いの理由は何ですか?
A2: 論文では、この差は両合金の延性の違いに起因する可能性が高いと述べています。AlSi7Mg0.3の延性(A = 8.7%)がAlSi8Cu3(0.9%)よりも著しく高いため、内部の欠陥が亀裂の起点となる前に、材料が塑性変形する余地が大きかったと考えられます。延性が低いAlSi8Cu3では、機械加工によって表面に現れた欠陥(カットポア)が、より容易に応力集中点となり、亀裂の起点となったと推測されます。
Q3: 論文では、酸化物介在物を含む試験片の製造は再現性がなかったと述べられていますが、これはなぜ重要なのでしょうか?
A3: これは、酸化物介在物の影響を体系的に研究することの難しさを示唆しています。酸化物スキンの量や分布が試験片ごとに不均一であったため、その影響を定量的に評価することが困難でした。結果として、この研究の主要な焦点と成功したモデリングは、より制御可能に生成できた引け巣に集中することになり、今後の研究で酸化物の制御が課題であることが示されました。
Q4: 図7は、気孔体積が疲労寿命を予測するのに不十分であることを示す重要な証拠ですが、具体的にどのように解釈すればよいですか?
A4: 図7では、最大の気孔体積に基づいてサンプルを3つのグループ(< 0.5mm³、0.5-2mm³、2-4mm³)に分けていますが、それぞれのS-N線図は明確に分離されておらず、特にAlSi7Mg0.3(b)では大きく重なり合っています。もし体積が決定的な要因であれば、体積が大きいグループほど一貫して疲労寿命が短くなるはずですが、そうなっていません。これは、同じ体積でも、その気孔が表面近くにあるか、内部にあるか、また形状が鋭いか丸いかによって、疲労寿命への影響が大きく異なることを示しています。
Q5: 開発されたパラメトリックモデル(式1)は、実用上どのように活用できますか?
A5: このモデルは、CTスキャンなどの非破壊検査で得られる欠陥の3Dデータ(直径、表面からの距離など)を入力するだけで、部品の疲労寿命を予測できるツールとなります。これにより、試作品を破壊試験にかけることなく、設計段階や品質保証段階で部品の耐久性を評価できます。例えば、鋳造シミュレーションの結果とこのモデルを組み合わせることで、製造前に疲労寿命のボトルネックとなる箇所を特定し、方案を最適化することが可能になります。
結論:より高い品質と生産性への道を開く
本研究は、鋳造アルミニウムの疲労寿命を評価する上で、従来の「欠陥体積」という単一の指標から脱却する必要があることを明確に示しました。真に重要なのは、欠陥の体積、サイズ、形状、そして部品表面からの距離を統合的に評価することです。この研究で検証されたパラメトリックモデルは、非破壊検査データから疲労寿命を正確に予測する道を切り開き、品質保証と製品開発のあり方を大きく変える可能性を秘めています。
CASTMANでは、最新の業界研究を応用し、お客様の生産性と品質の向上を支援することにコミットしています。本稿で議論された課題がお客様の事業目標と一致する場合、ぜひ当社のエンジニアリングチームにご連絡ください。これらの原則をお客様のコンポーネントにどのように実装できるか、共に探求しましょう。
著作権情報
- このコンテンツは、"[Author(s)]"による論文"[Paper Title]"に基づく要約および分析です。
- 出典: The original publication of this article is shown in the Metallurgical and Materials Transactions Volume 44A, Number 6, June 2013
この資料は情報提供のみを目的としています。無断での商業利用は禁じられています。 Copyright © 2025 CASTMAN. All rights reserved.